You might also like
- Carbon Arc Cutting PDFDocument44 pagesCarbon Arc Cutting PDFMark InnesNo ratings yet
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- Cigweld-Deposited Rates PDFDocument7 pagesCigweld-Deposited Rates PDFNam_HitechNo ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Document24 pagesAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliNo ratings yet
- Gtaw WeldingDocument37 pagesGtaw WeldingSadhasivam VeluNo ratings yet
- Critical Anomalies EN1090Document2 pagesCritical Anomalies EN1090davidemolNo ratings yet
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- Metal Core WireDocument30 pagesMetal Core WireHuỳnh TrươngNo ratings yet
- Electrode SelectionDocument1 pageElectrode SelectionMel gibsonNo ratings yet
- Back Gouging ProcedureDocument2 pagesBack Gouging ProcedureVishal SharmaNo ratings yet
- Mig WeldDocument47 pagesMig Weldravindra_jivaniNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Weld Repair ProcedureDocument51 pagesWeld Repair Proceduremohd as shahiddin jafriNo ratings yet
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- Inspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationDocument3 pagesInspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationKhaled GamalNo ratings yet
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- Difference Between Stainless Steel Grade SS316 & SS316LDocument1 pageDifference Between Stainless Steel Grade SS316 & SS316LSableen SinghNo ratings yet
- Welding Drying OvenDocument2 pagesWelding Drying OvenAsad AliNo ratings yet
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaNo ratings yet
- Dynamic and Static Balancing of Rolls - How, Why and WhenDocument2 pagesDynamic and Static Balancing of Rolls - How, Why and WhenAbolfazl KhakiNo ratings yet
- Ss Pipe WeldingDocument3 pagesSs Pipe WeldingshridharbshenoyNo ratings yet
- F&AE - 5SemiAutomaticand AutomaticWeldingDocument8 pagesF&AE - 5SemiAutomaticand AutomaticWeldingFaiz IshakNo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- PWHTDocument3 pagesPWHTharishcsharmaNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
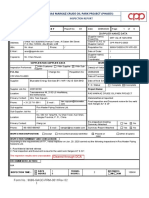
- Bluewater MIR Roc Master CPP IR 003 (Jun.20 PDFDocument8 pagesBluewater MIR Roc Master CPP IR 003 (Jun.20 PDFANIL PLAMOOTTIL100% (1)
- ISO 19840 2004 en PreviewDocument8 pagesISO 19840 2004 en PreviewBalbhim JagdaleNo ratings yet
- QW 381Document1 pageQW 381Waqas WaqasNo ratings yet
- How To MIG Weld AluminumDocument8 pagesHow To MIG Weld AluminumHandri YantoNo ratings yet
- Welder'S Qualification Test Certificate: The Welding Inspection CommunityDocument2 pagesWelder'S Qualification Test Certificate: The Welding Inspection CommunityRahulNo ratings yet
- M2 U7 Plasma Arc CuttingDocument29 pagesM2 U7 Plasma Arc CuttingKenan MuhamedagicNo ratings yet
- How To Select Welding ElectrodesDocument6 pagesHow To Select Welding ElectrodesRobert DelafosseNo ratings yet
- PreheatDocument2 pagesPreheatScott TrainorNo ratings yet
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocument118 pagesTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNo ratings yet
- Products Presentation MajorDocument47 pagesProducts Presentation MajorJuanita AndrewsNo ratings yet
- SOW Fabrikasi C-335-01 - 19.116.1Document1 pageSOW Fabrikasi C-335-01 - 19.116.1AlfanNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- TGN-M-04 Weld Procedure Comparison Struc SteelDocument5 pagesTGN-M-04 Weld Procedure Comparison Struc Steelmanoj983@gmail.comNo ratings yet
- Welding Electrode ProjectDocument36 pagesWelding Electrode ProjectjswldeepNo ratings yet
- CHG 55B2Document1 pageCHG 55B2Nhien ManNo ratings yet
- Welding R1Document49 pagesWelding R1proxywarNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- Arc StrikeDocument9 pagesArc StrikeBulut YildizNo ratings yet
- 14250A ch3 PDFDocument82 pages14250A ch3 PDFKamarul NizamNo ratings yet
- Gantrail Welded Base Fixing: SpecificationsDocument2 pagesGantrail Welded Base Fixing: Specificationsaandueza_1No ratings yet
- 171 Gtaw&Smaw Zug Asme (Ade S 5g) WPQDocument4 pages171 Gtaw&Smaw Zug Asme (Ade S 5g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Norma CWB Cambios en W47.1-2009Document6 pagesNorma CWB Cambios en W47.1-2009Jose ManuelNo ratings yet
- Mechanical Testing 01B: Part 2 Charpy Impact TestingDocument25 pagesMechanical Testing 01B: Part 2 Charpy Impact Testingsamurai7_77100% (1)
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- Nut & Bolt ScienceDocument3 pagesNut & Bolt SciencetanujaayerNo ratings yet
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- PAMDocument5 pagesPAMSuresh DorairajNo ratings yet
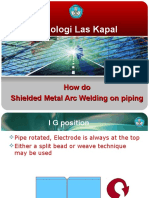
- Teknologi Las Kapal: How Do Shielded Metal Arc Welding On PipingDocument42 pagesTeknologi Las Kapal: How Do Shielded Metal Arc Welding On Pipingardin0506No ratings yet
- Gas Tungsten Arc WeldingDocument35 pagesGas Tungsten Arc WeldingAlfin CNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- Technical Update Methods For Removal of Welds and Opening of Cracks PDFDocument12 pagesTechnical Update Methods For Removal of Welds and Opening of Cracks PDFBogdan PopescuNo ratings yet
- Ultrasonic Inspection of Welds: Section 3.02 ("Non-Destructive Testing Requirements")Document5 pagesUltrasonic Inspection of Welds: Section 3.02 ("Non-Destructive Testing Requirements")carlosNo ratings yet
- Non-Destructive Testing Requirements: Welding Procedures ManualDocument4 pagesNon-Destructive Testing Requirements: Welding Procedures ManualcarlosNo ratings yet
- Welding Procedure ManualDocument7 pagesWelding Procedure ManualcarlosNo ratings yet
- 5.00.records - Weld RecordsPROCESSPIPING PDFDocument8 pages5.00.records - Weld RecordsPROCESSPIPING PDFcarlosNo ratings yet
- Weld Identification: Welding Procedures ManualDocument2 pagesWeld Identification: Welding Procedures ManualcarlosNo ratings yet
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNo ratings yet
- Radiography Test Inspection Free NDT Sample ProcedureDocument4 pagesRadiography Test Inspection Free NDT Sample ProcedureAjay KumarNo ratings yet
- 5.00.records - Weld RecordsPROCESSPIPING PDFDocument8 pages5.00.records - Weld RecordsPROCESSPIPING PDFcarlosNo ratings yet
- Guia de Usuario Sitescan d10 y 20 PDFDocument106 pagesGuia de Usuario Sitescan d10 y 20 PDFcarlosNo ratings yet
- Welding Procedure ManualDocument7 pagesWelding Procedure ManualcarlosNo ratings yet
- Evaluation of Current Methods For Creep Analysis PDFDocument80 pagesEvaluation of Current Methods For Creep Analysis PDFcarlosNo ratings yet
- 05 Integrated Inspection and Failure Analysis of Boilers PDFDocument15 pages05 Integrated Inspection and Failure Analysis of Boilers PDFcarlosNo ratings yet
- Role and Scope of OpmDocument11 pagesRole and Scope of OpmMohammed ShahrukhNo ratings yet
- Rev 8Document2 pagesRev 8api-273257329No ratings yet
- 910 Paint RemoverDocument5 pages910 Paint Removersepri manerson sinagaNo ratings yet
- Soda Ash Year Book USGS 2008Document12 pagesSoda Ash Year Book USGS 2008Tarun Surana100% (1)
- PUCARO Triflexil M 2-PlyDocument2 pagesPUCARO Triflexil M 2-PlyUmang DhanukaNo ratings yet
- Chemistry Matters Ch07 Textbk ANSDocument4 pagesChemistry Matters Ch07 Textbk ANSZeneon67% (12)
- NFASDocument4 pagesNFASgolesfredyNo ratings yet
- Self-Operated Temperature Regulators Temperature Regulator Type 1Document6 pagesSelf-Operated Temperature Regulators Temperature Regulator Type 1Pocola AdrianNo ratings yet
- 4325e Contoil VzoDocument28 pages4325e Contoil VzoChristian Believers' Assembly BorivaliNo ratings yet
- Article Surge Control Analysis For Centrifugal CompressorsDocument3 pagesArticle Surge Control Analysis For Centrifugal CompressorsHatem Ali100% (1)
- Polyaniline Coating On Stainless Steel PlatesDocument6 pagesPolyaniline Coating On Stainless Steel PlatesMatthew MarpleNo ratings yet
- Activities Resource Loaded: S15 Biesh 1702 UNITS - REVISED BL REV03 $2,525,987,145.82Document57 pagesActivities Resource Loaded: S15 Biesh 1702 UNITS - REVISED BL REV03 $2,525,987,145.82Nayeem MohammedNo ratings yet
- ACI 207.1R - 1996 - Mass ConcreteDocument42 pagesACI 207.1R - 1996 - Mass ConcreteJOSENo ratings yet
- Valassky Piskovec Sharpening StoneDocument17 pagesValassky Piskovec Sharpening StoneMikail RNo ratings yet
- Ecodial Advance Calculation 4.1Document33 pagesEcodial Advance Calculation 4.1Youwan LeeNo ratings yet
- Viscosity ReportDocument12 pagesViscosity ReportBF3nobelNo ratings yet
- CHN Environmental Health & DisasterDocument20 pagesCHN Environmental Health & DisasterYsabellaPlarisanNo ratings yet
- A Virtual Exhibition On Food Processing Technology: List of Exhibitors (As of Now)Document3 pagesA Virtual Exhibition On Food Processing Technology: List of Exhibitors (As of Now)DevasyrucNo ratings yet
- 20019.MAT - COR.PRG Selezione Maeriali Servizio Marino Rev. 0 - Aprile 2009Document45 pages20019.MAT - COR.PRG Selezione Maeriali Servizio Marino Rev. 0 - Aprile 2009MatteoNo ratings yet
- Mechanically Induced Chemical ChangesDocument44 pagesMechanically Induced Chemical ChangesHenokAbayNo ratings yet
- TPP - A Presentation On Thermal Power PlantsDocument30 pagesTPP - A Presentation On Thermal Power PlantsSounak SasmalNo ratings yet
- Natural VentilationDocument6 pagesNatural VentilationSumit Raina100% (1)
- As 1074-1989 Steel Tubes and Tubulars For Ordinary ServiceDocument7 pagesAs 1074-1989 Steel Tubes and Tubulars For Ordinary ServiceSAI Global - APAC50% (2)
- Dorma: Structural SolutionsDocument20 pagesDorma: Structural Solutionspraveen0907No ratings yet
- Advanced Process Design in High Volume Kneader Reactors Using Multiple Feed Ports To Avoid Crust Forming Foaming and Low Heat TransferDocument10 pagesAdvanced Process Design in High Volume Kneader Reactors Using Multiple Feed Ports To Avoid Crust Forming Foaming and Low Heat TransferRaja WajahatNo ratings yet
- Xaloy Barrel BR Russian Rev1Document4 pagesXaloy Barrel BR Russian Rev1matic91No ratings yet
- Maintenance Procedure in Manufacturing IndustryDocument6 pagesMaintenance Procedure in Manufacturing IndustryAdeyinka Caudry HajiNo ratings yet
- FM5178R6 TBM Series EnglishDocument2 pagesFM5178R6 TBM Series EnglishalejgonzNo ratings yet
- 2011 05 01 The Ringscaff Erection Manual Complete PDFDocument88 pages2011 05 01 The Ringscaff Erection Manual Complete PDFTufano Grosso100% (1)
- Biomass Waste-Derived Insulation Materials For Application in Construction and BuildingsDocument18 pagesBiomass Waste-Derived Insulation Materials For Application in Construction and Buildingsnahomy.castillo.aNo ratings yet