You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Reinforced ConcreteDocument13 pagesReinforced ConcreteRenukadevi Rpt17% (18)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Inspection and Adjustment of Pump Ls ControlDocument10 pagesInspection and Adjustment of Pump Ls ControlHai Van100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Foundation LayoutDocument1 pageFoundation LayoutrendaninNo ratings yet
- Pipeline Tow MethodDocument25 pagesPipeline Tow MethodctrlaltdestroyNo ratings yet
- Equilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsDocument24 pagesEquilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsAtef NazNo ratings yet
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)
- OneSteel Piping Systems Data ChartDocument18 pagesOneSteel Piping Systems Data Chartpete0980100% (1)
- Flash ADCDocument3 pagesFlash ADCKiran SomayajiNo ratings yet
- 02 - Critical Customers Complains enDocument8 pages02 - Critical Customers Complains enKJDNKJZEF100% (1)
- Brochure 45 AntasariDocument11 pagesBrochure 45 AntasariFisio Terapi100% (1)
- 3.coding of Work Breakdown StructuresDocument2 pages3.coding of Work Breakdown StructuresdeepuvargheseNo ratings yet
- 6.sample Bond Rate ScheduleDocument1 page6.sample Bond Rate ScheduledeepuvargheseNo ratings yet
- 9.working at Heights H of CDocument1 page9.working at Heights H of CdeepuvargheseNo ratings yet
- Project Management Information Systems (Pmis) Factors: An Empirical Study of Their Impact On Project Management Decision Making (PMDM) PerformanceDocument6 pagesProject Management Information Systems (Pmis) Factors: An Empirical Study of Their Impact On Project Management Decision Making (PMDM) PerformanceNahidul IslamNo ratings yet
- 1.contract DocumentsDocument1 page1.contract DocumentsdeepuvargheseNo ratings yet
- Stages Objectives Tools and Techniques Key Outputs: Table-Quality SystemsDocument1 pageStages Objectives Tools and Techniques Key Outputs: Table-Quality SystemsdeepuvargheseNo ratings yet
- A Retrieved ReformationDocument8 pagesA Retrieved Reformationapi-240238937No ratings yet
- Bonds Tri-Party AgreementsDocument1 pageBonds Tri-Party AgreementsdeepuvargheseNo ratings yet
- After Twenty Years PDFDocument4 pagesAfter Twenty Years PDFBasudeb SadhukhanNo ratings yet
- RIBA Plan of Work 2013 PDFDocument1 pageRIBA Plan of Work 2013 PDFnicholasomoding100% (1)
- His Holiness Moran Mor Ignatius Aphrem II SpeechDocument2 pagesHis Holiness Moran Mor Ignatius Aphrem II SpeechdeepuvargheseNo ratings yet
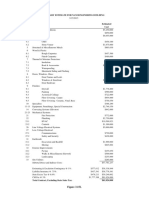
- Summary Estimate For Nanoenginering Building: Figure 3.15LDocument1 pageSummary Estimate For Nanoenginering Building: Figure 3.15LdeepuvargheseNo ratings yet
- Catch Efficiency and Selective Action of Coloured Gill NetsDocument4 pagesCatch Efficiency and Selective Action of Coloured Gill NetsdeepuvargheseNo ratings yet
- His Holiness Moran Mor Ignatius Aphrem II SpeechDocument2 pagesHis Holiness Moran Mor Ignatius Aphrem II SpeechdeepuvargheseNo ratings yet
- Novena For Work NewDocument12 pagesNovena For Work NewdeepuvargheseNo ratings yet
- Chickpea and Spinach SpreadDocument1 pageChickpea and Spinach SpreaddeepuvargheseNo ratings yet
- Ebook PMO EnglishDocument68 pagesEbook PMO EnglishsudhirNo ratings yet
- Parumala Thirumeniyodulla Madyastha PrarthanaDocument3 pagesParumala Thirumeniyodulla Madyastha PrarthanadeepuvargheseNo ratings yet
- Asme Weld Efficiencies NotesDocument28 pagesAsme Weld Efficiencies NotesSiva SubramaniNo ratings yet
- Asme Weld Efficiencies NotesDocument28 pagesAsme Weld Efficiencies NotesSiva SubramaniNo ratings yet
- Bubble DeckDocument16 pagesBubble Deckdeepuvarghese100% (1)
- Our Father in HeavenDocument1 pageOur Father in HeavendeepuvargheseNo ratings yet
- Guia Diseño CorreasDocument322 pagesGuia Diseño CorreasbetobenNo ratings yet
- Our Father in HeavenDocument1 pageOur Father in HeavendeepuvargheseNo ratings yet
- CitesDocument83 pagesCitesdeepuvargheseNo ratings yet
- 7.add Comments May God Hear My PrayerDocument1 page7.add Comments May God Hear My PrayerdeepuvargheseNo ratings yet
- Online Institute Reporting Slip of The Application Number - 200310422837 PDFDocument1 pageOnline Institute Reporting Slip of The Application Number - 200310422837 PDFRohith RohanNo ratings yet
- W 7570 enDocument276 pagesW 7570 enthedoors89No ratings yet
- The Causes and Prevention of Crowd DisastersDocument10 pagesThe Causes and Prevention of Crowd DisastersVarun SwaminathanNo ratings yet
- RCC BEAM DESIGN AND SERVICEABILITYDocument15 pagesRCC BEAM DESIGN AND SERVICEABILITYprashmceNo ratings yet
- ETN2A ElectromechanicsDocument64 pagesETN2A ElectromechanicsEinstein's VanderbijlparkNo ratings yet
- CAD1 AssignmentDocument11 pagesCAD1 AssignmentJohn2jNo ratings yet
- 1 s2.0 S0038080612000790 Main PDFDocument16 pages1 s2.0 S0038080612000790 Main PDFJuanSebastianGamezNo ratings yet
- Nichrome60 Wire Data SheetDocument2 pagesNichrome60 Wire Data SheetvvingtsabtaNo ratings yet
- Melter / Applicators: Modern Cracksealing TechnologyDocument16 pagesMelter / Applicators: Modern Cracksealing TechnologyEduardo RazerNo ratings yet
- CompoundingDocument5 pagesCompoundingMajester RigsNo ratings yet
- Magnum 3904 DatasheetDocument3 pagesMagnum 3904 DatasheetbobNo ratings yet
- Microcontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiDocument4 pagesMicrocontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiTarun SinghNo ratings yet
- Pen Holder SHSDocument16 pagesPen Holder SHSabhijeetbose1No ratings yet
- Electrical Measurements LabDocument40 pagesElectrical Measurements Labmdayyub100% (4)
- 01-01 Boltec S - SafetyDocument30 pages01-01 Boltec S - SafetyALVARO ANTONIO SILVA DELGADONo ratings yet
- Ice-Lined Refrigerator ManualDocument8 pagesIce-Lined Refrigerator ManualEmilioPerezBallesterosNo ratings yet
- Developing Recycled PET Fiber for Concrete ReinforcementDocument8 pagesDeveloping Recycled PET Fiber for Concrete ReinforcementJunaid Ahmad100% (1)
- Easygen-3000 Series (Package P1) Genset Control: InterfaceDocument102 pagesEasygen-3000 Series (Package P1) Genset Control: InterfacejinameNo ratings yet
- Power and Simplicity: Pace ScientificDocument16 pagesPower and Simplicity: Pace ScientificAnonymous mNQq7ojNo ratings yet
- Product Design Recommended Reading ListDocument3 pagesProduct Design Recommended Reading ListSai Prasath100% (1)
- Dewatering SystemDocument124 pagesDewatering SystemSpyros NannosNo ratings yet