You might also like
- Les Principaux Défauts de SoudureDocument7 pagesLes Principaux Défauts de SoudureAli Clubist100% (3)
- ItpDocument10 pagesItpmail_younes659233% (3)
- DS 07 08 Bis CorrectionDocument5 pagesDS 07 08 Bis CorrectiononeNo ratings yet
- Catalogue Prokodis Pieces Detachees 2016 PDFDocument480 pagesCatalogue Prokodis Pieces Detachees 2016 PDFChristophe TaglioneNo ratings yet
- PoutreDocument12 pagesPoutreFatima Zahra SrhierNo ratings yet
- Capture D'écran . 2023-02-19 À 23.39.30Document45 pagesCapture D'écran . 2023-02-19 À 23.39.30Malek ZlatanNo ratings yet
- Thomson Smart TV 42fu5553 Software UpdateDocument6 pagesThomson Smart TV 42fu5553 Software UpdateMorgan Flint25% (4)
- Enonce MongoDB Gymnases SportifsDocument23 pagesEnonce MongoDB Gymnases Sportifstest cehNo ratings yet
- Chap16 InoxDocument50 pagesChap16 InoxPatrick BaridonNo ratings yet
- User Guide - Hygenius PDFDocument76 pagesUser Guide - Hygenius PDFMohammed albasha 11No ratings yet
- Inventions XXe SiècleDocument1 pageInventions XXe SiècleKrisTina MKmNo ratings yet
- Offre de Service Nvl2Document4 pagesOffre de Service Nvl2imloul noureddineNo ratings yet
- CatalogueDocument31 pagesCatalogueYoussef KandilNo ratings yet
- Magnetisme FDocument2 pagesMagnetisme FtonisugusNo ratings yet
- Tubo - NFA 49341Document9 pagesTubo - NFA 49341TrimusNo ratings yet
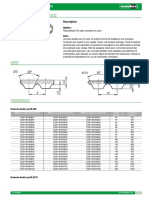
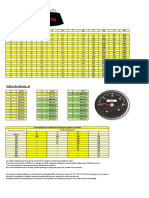
- Datasheet 14806 Courroie Dent e Profil AT - FRDocument2 pagesDatasheet 14806 Courroie Dent e Profil AT - FROmar BoujelbenNo ratings yet
- Micrologic Neutral CT Wiring Guidelines Especificaciones de Alambrado para El TC Al Neutro MicrologicDocument12 pagesMicrologic Neutral CT Wiring Guidelines Especificaciones de Alambrado para El TC Al Neutro Micrologicgibson1786tNo ratings yet
- TD2 Correction CFAO1Document7 pagesTD2 Correction CFAO1Sheikh Al-shoteriNo ratings yet
- FR Revistaelectrica JBMDocument24 pagesFR Revistaelectrica JBMLionel TelesNo ratings yet
- Manual de Aditamentos UniversalDocument690 pagesManual de Aditamentos UniversalVictor VHNo ratings yet
- MEC3520 - Cours 08 Été 2012Document33 pagesMEC3520 - Cours 08 Été 2012calatoruNo ratings yet
- Cours Electronique Et Systeme (AStito)Document30 pagesCours Electronique Et Systeme (AStito)youssef.elkharraz1No ratings yet
- COMMANDE PROP Produits D'entretiens Septembre 2010 EXCELDocument6 pagesCOMMANDE PROP Produits D'entretiens Septembre 2010 EXCELjoel50No ratings yet
- 02 GPA210 Procedes Usinage 1diaDocument64 pages02 GPA210 Procedes Usinage 1diaspectrum66100% (1)
- td9 PSP1Document9 pagestd9 PSP1Aness SilverNo ratings yet
- Mod - Travail Du Tube CuivreDocument75 pagesMod - Travail Du Tube CuivreZineb Ibn ElmajdoubNo ratings yet
- Chenillard HYDRO 68 - 2019 v2Document2 pagesChenillard HYDRO 68 - 2019 v2Albin ZawadzkiNo ratings yet
- Phoenixcontact Psi Modem MLDocument2 pagesPhoenixcontact Psi Modem MLMinaAtefNo ratings yet
- IndicesDocument1 pageIndicesAbdelazie SakerNo ratings yet