You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Metals and Non-Metals ExtractionDocument8 pagesMetals and Non-Metals ExtractionvibhorxpandeyNo ratings yet
- Amro DamanhouryDocument22 pagesAmro DamanhourySujith Thomas0% (2)
- Powdered DetergentDocument2 pagesPowdered Detergentjoselpaloma100% (2)
- Sulfur Removal Product BulletinDocument12 pagesSulfur Removal Product BulletinMali NkunziNo ratings yet
- Laboratory Waste Management GuideDocument54 pagesLaboratory Waste Management GuideMei YeeNo ratings yet
- LC50 of Detergent RMsDocument30 pagesLC50 of Detergent RMsMei YeeNo ratings yet
- Effect of Nitrite - Chem Engi Research BulDocument5 pagesEffect of Nitrite - Chem Engi Research BulMei YeeNo ratings yet
- BTA and Copper CIDocument25 pagesBTA and Copper CIMei YeeNo ratings yet
- Facts and Figures 2012 Chapter Chemicals Industry ProfileDocument10 pagesFacts and Figures 2012 Chapter Chemicals Industry ProfileMei YeeNo ratings yet
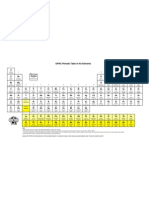
- IUPAC Periodic Table-22Jun07bDocument1 pageIUPAC Periodic Table-22Jun07bAdnan Ali100% (2)
- Aflatoxin in Food 2001 by HKSARDocument17 pagesAflatoxin in Food 2001 by HKSARMei YeeNo ratings yet
- Malic Acid PropertiesDocument3 pagesMalic Acid PropertiesMei YeeNo ratings yet
- Chapter-8 Quality Control Quality AssuranceDocument35 pagesChapter-8 Quality Control Quality AssuranceMei YeeNo ratings yet
- Designing An Experiment: H U W R ?Document6 pagesDesigning An Experiment: H U W R ?Mei YeeNo ratings yet
- Interaction BTW Dna and Surf Act AntDocument5 pagesInteraction BTW Dna and Surf Act AntMei YeeNo ratings yet
- Nanonyk 3842Document2 pagesNanonyk 3842GİZEM DEMİRNo ratings yet
- ZnO Bi2Te3 Jaing2017Document5 pagesZnO Bi2Te3 Jaing2017Dira AzusaNo ratings yet
- Hydrometallurgy 12Document7 pagesHydrometallurgy 12mohamaddaneshvarNo ratings yet
- Powder Technology: Issa M. El-Nahhal, Jamil K. Salem, Sylvia Kuhn, Talaat Hammad, Rolf Hempelmann, Sara Al BhaisiDocument8 pagesPowder Technology: Issa M. El-Nahhal, Jamil K. Salem, Sylvia Kuhn, Talaat Hammad, Rolf Hempelmann, Sara Al BhaisiardhiNo ratings yet
- A Review of Zinc-Oxide As Nano Materials and DevicesDocument5 pagesA Review of Zinc-Oxide As Nano Materials and DevicesidescitationNo ratings yet
- Baypren 210 - Bayer Rubber ChemicalsDocument7 pagesBaypren 210 - Bayer Rubber ChemicalsTmacNo ratings yet
- TSF D 11 00200R2Document22 pagesTSF D 11 00200R2vipkaushikNo ratings yet
- Handbook5 Sunscreens 2Document5 pagesHandbook5 Sunscreens 2ardanNo ratings yet
- Spectral and Transmittance Properties of Er3+ Doped Zinc Lithium Lead Calcium Borophosphate GlassesDocument10 pagesSpectral and Transmittance Properties of Er3+ Doped Zinc Lithium Lead Calcium Borophosphate GlassesIJRASETPublicationsNo ratings yet
- HZLDocument38 pagesHZLSatyendra Pal SinghNo ratings yet
- CO2 Gas Sensing Properties of DC Reactive Magnetron Sputtered ZnO Thin FilmDocument8 pagesCO2 Gas Sensing Properties of DC Reactive Magnetron Sputtered ZnO Thin FilmAlex FaudoaNo ratings yet
- Visible Light Photocatalytic Degradation of Polypropylene Microplastics in A Continuous Water Flow SystemDocument12 pagesVisible Light Photocatalytic Degradation of Polypropylene Microplastics in A Continuous Water Flow SystemDevita AmeliaNo ratings yet
- 10.1007@978 3 030 43268 3Document270 pages10.1007@978 3 030 43268 3CPA IMNo ratings yet
- Bal VigyanDocument24 pagesBal VigyanVenom SnakeNo ratings yet
- Piezoelectric Zno Thin Films by RF MagnetronDocument7 pagesPiezoelectric Zno Thin Films by RF MagnetrontheijesNo ratings yet
- Gels-08-00173-V4 (Aplicatii in Cosmetica)Document31 pagesGels-08-00173-V4 (Aplicatii in Cosmetica)MadalinaNo ratings yet
- ISSN:2157-7048: Executive EditorsDocument10 pagesISSN:2157-7048: Executive EditorsElaziouti AbdelkaderNo ratings yet
- Antimicrobial Materials, Coatings and Biomimetic SurfacesDocument22 pagesAntimicrobial Materials, Coatings and Biomimetic Surfacespratema ricoNo ratings yet
- Article 6842Document11 pagesArticle 6842Ahmed Ehab MohamedNo ratings yet
- Carbonato de Glicerina PDFDocument29 pagesCarbonato de Glicerina PDFbexigaobrotherNo ratings yet
- Heterogeneous Ditopic ZnFe2O4 Catalyzed Synthesis of 4h-Pyrans: Further Conversion To 1,4-DHPs and Report of Functional Group Interconversion From Amide To EsterDocument10 pagesHeterogeneous Ditopic ZnFe2O4 Catalyzed Synthesis of 4h-Pyrans: Further Conversion To 1,4-DHPs and Report of Functional Group Interconversion From Amide To EsterNGsalunkheNo ratings yet
- JAIDEEP - KULKARNI - 46 - Lab-1 - NanotechnologyDocument4 pagesJAIDEEP - KULKARNI - 46 - Lab-1 - Nanotechnologygaurav kulkarniNo ratings yet
- Sensors and Actuators B: Chemical: Yang Li, Mingfei Jiao, Huijie Zhao, Mujie YangDocument11 pagesSensors and Actuators B: Chemical: Yang Li, Mingfei Jiao, Huijie Zhao, Mujie YangSUPER_HERRERANo ratings yet
- IJEAS0211044Document4 pagesIJEAS0211044erpublicationNo ratings yet
- Synthesis and Characterization of Selenium Doped Zinc Oxide (Zno-Se) NanoparticlesDocument6 pagesSynthesis and Characterization of Selenium Doped Zinc Oxide (Zno-Se) NanoparticlesKrishna DontarajuNo ratings yet
- Ravi PosterDocument1 pageRavi PosterParul BishnoiNo ratings yet
- Studies On DNA Interaction of Alanine and L-Cysteine Functionalized ZnO NanoparticlesDocument6 pagesStudies On DNA Interaction of Alanine and L-Cysteine Functionalized ZnO NanoparticlesInternational Journal of Innovative Science and Research TechnologyNo ratings yet