You might also like
- LWR PDFDocument136 pagesLWR PDFSand Raj100% (1)
- DD ENV 13481-6 - 2002 - Special Fastening Systems For Attenuation of VibrationDocument24 pagesDD ENV 13481-6 - 2002 - Special Fastening Systems For Attenuation of VibrationAnoy100% (1)
- RHEDA CITY ballastless track systemDocument12 pagesRHEDA CITY ballastless track systemMaria Filip100% (1)
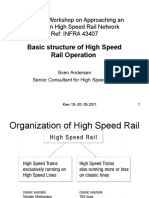
- Approaching European High Speed Rail Network SeminarDocument20 pagesApproaching European High Speed Rail Network Seminarmurthye100% (1)
- Railway Board Orders on Minutes of 80th Meeting of Track Standards CommitteeDocument109 pagesRailway Board Orders on Minutes of 80th Meeting of Track Standards CommitteecdmNo ratings yet
- UIC cancels earthworks construction code 719Document2 pagesUIC cancels earthworks construction code 719azlan.shareNo ratings yet
- List of BS CodeDocument8 pagesList of BS CodeCC OoiNo ratings yet
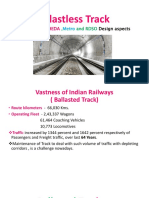
- Ballastless TrackDocument190 pagesBallastless TrackADEN BANDEL100% (1)
- Minutes - 10th Extraordinary TSCDocument43 pagesMinutes - 10th Extraordinary TSCcdmNo ratings yet
- High Speed Railway Lines - enDocument53 pagesHigh Speed Railway Lines - enaleitaosilva100% (3)
- I S En13231-3-2012Document8 pagesI S En13231-3-2012Ali BdaNo ratings yet
- Bds en 13848 5 2010Document26 pagesBds en 13848 5 2010Vasko MandilNo ratings yet
- ESC - 240 - V2-2 (1) BallastDocument11 pagesESC - 240 - V2-2 (1) BallastWisit BestNo ratings yet
- FASTENINGS IDENTIFICATIONDocument6 pagesFASTENINGS IDENTIFICATIONmirakel000No ratings yet
- ESPEC. Pandrol FastclipDocument4 pagesESPEC. Pandrol FastclipFilipe Souza de JesusNo ratings yet
- Ueeiv Fixed Track Forms Journal of Proceedings WebDocument30 pagesUeeiv Fixed Track Forms Journal of Proceedings Webreza lutfi pambudi100% (1)
- Everything You Need to Know About Railway Track StructuresDocument6 pagesEverything You Need to Know About Railway Track StructuresJoseEdgarNolascoLucesNo ratings yet
- Finally Revised Paper On 'Modern Turnout For High Speed' For IPWE SeminarDocument12 pagesFinally Revised Paper On 'Modern Turnout For High Speed' For IPWE SeminarShipra MishraNo ratings yet
- SPTRK9039 Formation TreatmentDocument49 pagesSPTRK9039 Formation TreatmentmarculesculNo ratings yet
- E600 PDFDocument15 pagesE600 PDFVadimNo ratings yet
- Sparge o MetriDocument0 pagesSparge o MetrisaospieNo ratings yet
- Planning Parameters for High Speed RailDocument40 pagesPlanning Parameters for High Speed Railmkashkooli_scribdNo ratings yet
- UIC Codex 779 9eDocument68 pagesUIC Codex 779 9ePedro HenriquesNo ratings yet
- GCRT5021 Iss 5-Track System RequirementsDocument49 pagesGCRT5021 Iss 5-Track System RequirementsGeorge Alexiadis0% (1)
- prEN 16432-1 (2015) (E) PDFDocument6 pagesprEN 16432-1 (2015) (E) PDFAntnio50% (2)
- Rayton PanelRay R7 5 RepairedDocument62 pagesRayton PanelRay R7 5 RepairedmikorizNo ratings yet
- EN 13482-2 Rail Fastening PDFDocument16 pagesEN 13482-2 Rail Fastening PDFJemwellNo ratings yet
- Indian Railway Standard Specification for Flat Bottom RailsDocument123 pagesIndian Railway Standard Specification for Flat Bottom RailsnehaJSPLNo ratings yet
- GCC Railways7Document11 pagesGCC Railways7Zafar Imam Khan100% (1)
- 620a Rap enDocument283 pages620a Rap enStefan Tudorache100% (1)
- Railway Transition StructuresDocument10 pagesRailway Transition Structureslamkinpark3373No ratings yet
- E 713Document30 pagesE 713KibarNo ratings yet
- NIST 0001 Rev B - Structure Gauge EnvelopesDocument32 pagesNIST 0001 Rev B - Structure Gauge Envelopes4493464No ratings yet
- RAILWAYS DesignDocument27 pagesRAILWAYS DesigninaNo ratings yet
- Ballastless Track - Superstructure TrackopediaDocument9 pagesBallastless Track - Superstructure TrackopediaSahan100% (1)
- 1085.15railway MatlDocument29 pages1085.15railway Matlriko rinaldoNo ratings yet
- Japan Report - UICDocument7 pagesJapan Report - UICSujith SurendranNo ratings yet
- En 15273-3 Cen FVDocument171 pagesEn 15273-3 Cen FVSamuel Carlos Sanjuán Torres100% (1)
- Railway Curves 6Document21 pagesRailway Curves 6vpmohammedNo ratings yet
- Chapter I: Data of Design I.General Data: P8 1.concreteDocument25 pagesChapter I: Data of Design I.General Data: P8 1.concreteDuong NguyenNo ratings yet
- Update of UIC LEAFLET 719 & 722 Into IrsDocument21 pagesUpdate of UIC LEAFLET 719 & 722 Into IrsAnish PanchalNo ratings yet
- Abstracts 05Document137 pagesAbstracts 05Faruk AydoganNo ratings yet
- Conception of Buffer Stop Blocks: Miguel R. BugarínDocument20 pagesConception of Buffer Stop Blocks: Miguel R. Bugarínruby100% (1)
- UIC code 700 classification of railway lines and load limits for wagonsDocument28 pagesUIC code 700 classification of railway lines and load limits for wagonsMontserrat BustiosNo ratings yet
- E 799Document23 pagesE 799Montserrat Bustios100% (1)
- TMC 421 Railcorp Track DrainageDocument82 pagesTMC 421 Railcorp Track DrainageconcretetechgroupNo ratings yet
- Design Railway Tracks EffectiveDocument12 pagesDesign Railway Tracks EffectiveteedNo ratings yet
- Level Crossing Requirements PDFDocument70 pagesLevel Crossing Requirements PDFrookieNo ratings yet
- BS en 15313-2016Document118 pagesBS en 15313-2016zanretsuNo ratings yet
- LRT Track Design on Vertical GradientsDocument10 pagesLRT Track Design on Vertical GradientsAhmed Khalil100% (1)
- Indian Railways Permanent Way ManualDocument334 pagesIndian Railways Permanent Way ManualParamvir chahliaNo ratings yet
- Ballast & Suballast Guidelines IRDocument29 pagesBallast & Suballast Guidelines IRJim Saunders100% (1)
- High Speed Rail ReportDocument56 pagesHigh Speed Rail ReportABC News Online100% (1)
- Brochure Under Ballast Mats enDocument12 pagesBrochure Under Ballast Mats enÜmit KukulaNo ratings yet
- Long Welded Rails: Indian Railways Institute of Civil Engineering PuneDocument136 pagesLong Welded Rails: Indian Railways Institute of Civil Engineering Punevikas_sidhana1628No ratings yet
- LWRDocument136 pagesLWRKapil GroverNo ratings yet
- LWR Final Book 7JULYDocument172 pagesLWR Final Book 7JULYHimanshu GautamNo ratings yet
- Laying of LWR On BridgesDocument34 pagesLaying of LWR On BridgesradhakrishnangNo ratings yet
- Inspection and Maintenance of Steel Girders-11Document10 pagesInspection and Maintenance of Steel Girders-11vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-12Document10 pagesInspection and Maintenance of Steel Girders-12vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-12Document10 pagesInspection and Maintenance of Steel Girders-12vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-13Document10 pagesInspection and Maintenance of Steel Girders-13vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-11Document10 pagesInspection and Maintenance of Steel Girders-11vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-5Document10 pagesInspection and Maintenance of Steel Girders-5vpmohammedNo ratings yet
- Maintaining steel FOB structuresDocument10 pagesMaintaining steel FOB structuresvpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-10Document10 pagesInspection and Maintenance of Steel Girders-10vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-6Document10 pagesInspection and Maintenance of Steel Girders-6vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-11Document10 pagesInspection and Maintenance of Steel Girders-11vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-8Document10 pagesInspection and Maintenance of Steel Girders-8vpmohammedNo ratings yet
- Maintaining steel FOB structuresDocument10 pagesMaintaining steel FOB structuresvpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-7Document10 pagesInspection and Maintenance of Steel Girders-7vpmohammedNo ratings yet
- Railway Bridge Steel Girder ClassificationsDocument10 pagesRailway Bridge Steel Girder Classificationsvpmohammed100% (1)
- Inspection and Maintenance of Steel Girders-5Document10 pagesInspection and Maintenance of Steel Girders-5vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-4Document10 pagesInspection and Maintenance of Steel Girders-4vpmohammedNo ratings yet
- Fundamentals of Building Orientation 1-1Document10 pagesFundamentals of Building Orientation 1-1vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-7Document10 pagesInspection and Maintenance of Steel Girders-7vpmohammedNo ratings yet
- IECRN Building Orientation-5 - 1Document10 pagesIECRN Building Orientation-5 - 1vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-1Document10 pagesInspection and Maintenance of Steel Girders-1vpmohammedNo ratings yet
- Inspection and Maintenance of Steel Girders-2Document10 pagesInspection and Maintenance of Steel Girders-2vpmohammedNo ratings yet
- Fundamentals of Building Orientation 1-2Document11 pagesFundamentals of Building Orientation 1-2vpmohammedNo ratings yet
- Fundamentals of Building Orientation-4-2Document12 pagesFundamentals of Building Orientation-4-2vpmohammedNo ratings yet
- Building Orientation 3 1Document10 pagesBuilding Orientation 3 1vpmohammedNo ratings yet
- IECRN Building Orientation-5 - 1Document10 pagesIECRN Building Orientation-5 - 1vpmohammedNo ratings yet
- Railway Curves 3 1Document10 pagesRailway Curves 3 1vpmohammedNo ratings yet
- IECRN Building Orientation-5 - 1Document10 pagesIECRN Building Orientation-5 - 1vpmohammedNo ratings yet
- Fundamentals of Building Orientation 1-1Document10 pagesFundamentals of Building Orientation 1-1vpmohammedNo ratings yet
- Rail Steel 4Document6 pagesRail Steel 4vpmohammedNo ratings yet
- Rail Steel 5Document18 pagesRail Steel 5vpmohammedNo ratings yet
- Metro Reform - A Maryland ApproachDocument30 pagesMetro Reform - A Maryland ApproachAnonymous sKgTCo2100% (1)
- OTA Joining Instructions 06-Dec-2010 JI-OTADocument21 pagesOTA Joining Instructions 06-Dec-2010 JI-OTAkaran11deshmukh100% (1)
- Driving Theory Quiz - BogdanDocument6 pagesDriving Theory Quiz - BogdanBogdan PuscalauNo ratings yet
- MIDAS Rail-Structure Interaction Presentation 1502402914Document25 pagesMIDAS Rail-Structure Interaction Presentation 1502402914Omkar SalunkheNo ratings yet
- Delhi Transport Corporation DTC Mayapuri Bus Depot Nodia Sector 62Document11 pagesDelhi Transport Corporation DTC Mayapuri Bus Depot Nodia Sector 62Neha GirdharNo ratings yet
- Sluice GateslknlmDocument7 pagesSluice GateslknlmVed PrakashNo ratings yet
- Comprehensive Land Use Plan of Pasay City Development ControlsDocument10 pagesComprehensive Land Use Plan of Pasay City Development ControlsMorris AlcantaraNo ratings yet
- Project Report: N.T.P.C. Singrauli Thermal Power StationDocument39 pagesProject Report: N.T.P.C. Singrauli Thermal Power Stationnarendra_nucleusNo ratings yet
- Mesta 50 ManualDocument14 pagesMesta 50 ManualLandSquidNo ratings yet
- 20 09 17 Kompas BPTJ Prepare Additional Transjabodetabek Premium Routes To Jakarta DirectionDocument2 pages20 09 17 Kompas BPTJ Prepare Additional Transjabodetabek Premium Routes To Jakarta Directiondonny_3009No ratings yet
- Bukit Batok Bus & Train Services PDFDocument11 pagesBukit Batok Bus & Train Services PDFsilvrsurfr637No ratings yet
- Canadian EnglishDocument8 pagesCanadian EnglishMr. doody100% (1)
- North South Commuter Rail Project - Package CP01 - (23112020) North South Commuter Rail Project - Package CP01 - (23112020)Document6 pagesNorth South Commuter Rail Project - Package CP01 - (23112020) North South Commuter Rail Project - Package CP01 - (23112020)MarkyNo ratings yet
- Approved Vendor Final 31.12.18 PDFDocument219 pagesApproved Vendor Final 31.12.18 PDFDiptajyoti RoyNo ratings yet
- Art Pig Iron ObservationsDocument10 pagesArt Pig Iron ObservationsLau ManriqueNo ratings yet
- High Speed Railway Lines - enDocument53 pagesHigh Speed Railway Lines - enaleitaosilva100% (3)
- 2021年湖南省湘潭市中考英语试题Document12 pages2021年湖南省湘潭市中考英语试题童AmeliaNo ratings yet
- Swer Ton Sham Tak - NetDocument180 pagesSwer Ton Sham Tak - NetSimarjit SinghNo ratings yet
- Addendum 3 UG 1 PDFDocument1 pageAddendum 3 UG 1 PDFpanikarickyNo ratings yet
- MeedDocument15 pagesMeedHarisBaigNo ratings yet
- Transportation Research Part A: SciencedirectDocument13 pagesTransportation Research Part A: SciencedirectShafaat Nawaz MuhammadNo ratings yet
- Helium Plants and StorageDocument64 pagesHelium Plants and Storagechem_ta100% (1)
- 121114.001 - Specification For - TCN - VCU - Website PDFDocument32 pages121114.001 - Specification For - TCN - VCU - Website PDFDinesh MehtaNo ratings yet
- As 1576.6 Scaffolding Metal Tube&CouplerDocument36 pagesAs 1576.6 Scaffolding Metal Tube&Couplerpvdang100% (2)
- Presa Klauke EK60UNVL PDFDocument17 pagesPresa Klauke EK60UNVL PDFAnonymous CdUZMZJq73No ratings yet
- Day1 Question and AnswersDocument7 pagesDay1 Question and Answersnaveen_1507No ratings yet
- Artigo UlmanDocument27 pagesArtigo UlmanÉrika MuniqueNo ratings yet
- Controlling Railway Crossing Simulation with Hall SensorDocument5 pagesControlling Railway Crossing Simulation with Hall SensorDENI DENI ALFIYANSYAHNo ratings yet
- A Case Study On Redevelopment Plan and Design of Chennai Anna SalaiDocument5 pagesA Case Study On Redevelopment Plan and Design of Chennai Anna SalaiEditor IJTSRDNo ratings yet
- TS en 15085-1-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 1 GenelDocument12 pagesTS en 15085-1-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 1 Genelc3409127100% (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawFrom EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawRating: 4 out of 5 stars4/5 (334)
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet
- Stand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailFrom EverandStand Up That Mountain: The Battle to Save One Small Community in the Wilderness Along the Appalachian TrailRating: 3 out of 5 stars3/5 (3)
- New Paradigms in Environmental Biomonitoring Using PlantsFrom EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNo ratings yet
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- The Natural vs. Human Causes of Air Pollution : Environment Textbooks | Children's Environment BooksFrom EverandThe Natural vs. Human Causes of Air Pollution : Environment Textbooks | Children's Environment BooksRating: 4 out of 5 stars4/5 (1)