You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- VW 1.4L TSI Engine - SSP - 359Document64 pagesVW 1.4L TSI Engine - SSP - 359freefly286% (7)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bearing Design in Machinery (Avraham Harnoy)Document654 pagesBearing Design in Machinery (Avraham Harnoy)zzjjh100% (15)
- Codigos Color Multimarca GiviDocument7 pagesCodigos Color Multimarca GividemoracingeduNo ratings yet
- Lesson Exemplar Science 6 q3 SumbatoDocument2 pagesLesson Exemplar Science 6 q3 SumbatoDiyosa Ng Kababalaghan100% (6)
- Design Calculation For Watch Tower - R00 - 20200615Document3 pagesDesign Calculation For Watch Tower - R00 - 20200615Raviraj Thorat100% (1)
- All Models and Model Years (Except Xdiavel) Service Repair Bulletin Srv-Srb-18-030Document21 pagesAll Models and Model Years (Except Xdiavel) Service Repair Bulletin Srv-Srb-18-030demoracingeduNo ratings yet
- Brand new NC3000 series Wide roughing coverage turning grade for steel and stainless steelDocument4 pagesBrand new NC3000 series Wide roughing coverage turning grade for steel and stainless steeldemoracingeduNo ratings yet
- MC-10086369-5448 Gear Learning Procedure UpdateDocument3 pagesMC-10086369-5448 Gear Learning Procedure Updatedemoracingedu0% (1)
- Arbol CambioDocument1 pageArbol CambiodemoracingeduNo ratings yet
- GPX UsersGuide enDocument4 pagesGPX UsersGuide enKreszan MihaiNo ratings yet
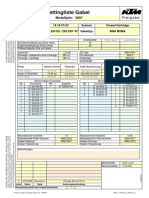
- 2018 250sx CC Setting List ForkDocument2 pages2018 250sx CC Setting List ForkdemoracingeduNo ratings yet
- Programmable engine speed indicator for gear positionDocument4 pagesProgrammable engine speed indicator for gear positiondemoracingeduNo ratings yet
- GPX UsersGuide enDocument4 pagesGPX UsersGuide enKreszan MihaiNo ratings yet
- Base Valve Comp Wp4csDocument8 pagesBase Valve Comp Wp4csdemoracingeduNo ratings yet
- Programmable engine speed indicator for gear positionDocument4 pagesProgrammable engine speed indicator for gear positiondemoracingeduNo ratings yet
- Valvulas BoxerDocument1 pageValvulas BoxerdemoracingeduNo ratings yet
- Triumph DatosDocument3 pagesTriumph DatosdemoracingeduNo ratings yet
- SYM FiddleII125 Service Manual PDFDocument182 pagesSYM FiddleII125 Service Manual PDFLuis GasparNo ratings yet
- Repair manual KTM 250-610 Racing enginesDocument5 pagesRepair manual KTM 250-610 Racing enginesdemoracingeduNo ratings yet
- SYM FiddleII125 Service Manual PDFDocument182 pagesSYM FiddleII125 Service Manual PDFLuis GasparNo ratings yet
- VMX VMAX 1200 1996Document22 pagesVMX VMAX 1200 1996demoracingedu100% (1)
- Instructions Bo Yes enDocument2 pagesInstructions Bo Yes endemoracingeduNo ratings yet
- Manual 150 SFL125 NLDocument99 pagesManual 150 SFL125 NLbsual79No ratings yet
- 2007 Txtpro PartlistDocument70 pages2007 Txtpro PartlistdemoracingeduNo ratings yet
- Satelis Service Manual Body Panels PDFDocument83 pagesSatelis Service Manual Body Panels PDFdemoracingeduNo ratings yet
- Daelim MRP Upgrade Step by StepDocument11 pagesDaelim MRP Upgrade Step by Stepdemoracingedu100% (1)
- Fork Notes WPDocument18 pagesFork Notes WPdemoracingeduNo ratings yet
- Llimit 500auto ManualDocument162 pagesLlimit 500auto ManualdemoracingeduNo ratings yet
- Vespa GTS250 User ManualDocument86 pagesVespa GTS250 User Manuallynhaven1No ratings yet
- Hot Cams CatalogDocument402 pagesHot Cams CatalogdemoracingeduNo ratings yet
- Terminal Configurations: Terminal Battery Type Type Front Side TopDocument28 pagesTerminal Configurations: Terminal Battery Type Type Front Side TopdemoracingeduNo ratings yet
- 250 EXC EU/SD 2009: Spare Parts Manual: EngineDocument24 pages250 EXC EU/SD 2009: Spare Parts Manual: EnginedemoracingeduNo ratings yet
- Cs Entrance Matting Brochure 1Document23 pagesCs Entrance Matting Brochure 1Le Ngoc AnhNo ratings yet
- Bromhead - A Simple Ring Shear ApparatusDocument3 pagesBromhead - A Simple Ring Shear ApparatusDaniel Felipe Rodriguez RamirezNo ratings yet
- Programming robotic arm point-to-point operationsDocument243 pagesProgramming robotic arm point-to-point operationskumaresanm MCET-HICETNo ratings yet
- Libros de BandaDocument28 pagesLibros de BandaManul PimenterNo ratings yet
- Metro Train SimulationDocument6 pagesMetro Train SimulationManishNo ratings yet
- WAEC Syllabus For PhysicsDocument32 pagesWAEC Syllabus For Physicstrustphli73No ratings yet
- Nilsen 2000 PDFDocument6 pagesNilsen 2000 PDFAyala RuNo ratings yet
- Thermofix LasinstructiesDocument174 pagesThermofix LasinstructiesDaniel GarcíaNo ratings yet
- Lubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsDocument17 pagesLubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsIrfan OmercausevicNo ratings yet
- Ebcs & EscpDocument1,038 pagesEbcs & EscpMaekI100% (1)
- Mathematical Approach For The Yarn Pressure in Bobbin Winding PDFDocument4 pagesMathematical Approach For The Yarn Pressure in Bobbin Winding PDFEduardoNo ratings yet
- Bow and Arrow LabDocument4 pagesBow and Arrow LabFolk Narongrit100% (3)
- Friction Coefficient Measurements Between Tire and Pavement Using A Variable Slip TechniqueDocument8 pagesFriction Coefficient Measurements Between Tire and Pavement Using A Variable Slip TechniqueDannyChaconNo ratings yet
- Temperature Sensor For Fluids TSF: RE 95180/2021-06-30 Replaces: 2020-03-27Document12 pagesTemperature Sensor For Fluids TSF: RE 95180/2021-06-30 Replaces: 2020-03-27paolono maratonaNo ratings yet
- Physics GR 11 Assignment 2 ForcesDocument7 pagesPhysics GR 11 Assignment 2 ForcessamNo ratings yet
- Update of ASCE Standard 4 "Seismic Analysis of Safety-Related Nuclear Structures and Commentary"Document10 pagesUpdate of ASCE Standard 4 "Seismic Analysis of Safety-Related Nuclear Structures and Commentary"anon_484117881No ratings yet
- Pneumatic CalculationDocument8 pagesPneumatic CalculationDavid LambertNo ratings yet
- Ultimate Sealing Performance: New Innovative Seal For Hub Bearing UnitDocument1 pageUltimate Sealing Performance: New Innovative Seal For Hub Bearing Unitrobson2015No ratings yet
- 206-02 Rear Disc Brake PICKUP JMC.Document10 pages206-02 Rear Disc Brake PICKUP JMC.RusonegroNo ratings yet
- Shear KeyDocument14 pagesShear KeyMbalekelwa MpembeNo ratings yet
- Dynamics PracticeDocument16 pagesDynamics PracticeUnknownNo ratings yet
- 1-Historical Development of Friction Based Seismic IsolationDocument17 pages1-Historical Development of Friction Based Seismic Isolationümit özkanNo ratings yet
- CPeT-IT User's Manual v.1.4Document7 pagesCPeT-IT User's Manual v.1.4Fernando EspejoNo ratings yet
- CW13 - 14 Fluid Friction AnswersDocument5 pagesCW13 - 14 Fluid Friction AnswerslolaNo ratings yet
- Velammal Bodhi Campus NEET Mock Test IIDocument5 pagesVelammal Bodhi Campus NEET Mock Test IIAnjana100% (1)
- Bearings Starting Running Torque NSK PDFDocument5 pagesBearings Starting Running Torque NSK PDFcarlfelipeNo ratings yet
- Tribology of Sealing Elastomers: OutlineDocument14 pagesTribology of Sealing Elastomers: OutlineZarathos SinghNo ratings yet