You might also like
- Refrigeration and Air Conditioning Technology 8th Edition Tomczyk Silberstein Whitman Johnson Solution ManualDocument5 pagesRefrigeration and Air Conditioning Technology 8th Edition Tomczyk Silberstein Whitman Johnson Solution Manualrachel100% (24)
- Liquid Penetrant Testing Exam QuestionsDocument4 pagesLiquid Penetrant Testing Exam Questionsvsnaiduqc100% (3)
- JIS Z2320 - Magnetic Particle TestingDocument44 pagesJIS Z2320 - Magnetic Particle TestingThe Waron100% (1)
- Requirements for NDT personnel certificationDocument40 pagesRequirements for NDT personnel certificationKewell LimNo ratings yet
- Welding Electrode Specification ChartDocument2 pagesWelding Electrode Specification ChartMahesh Kumar100% (2)
- Coca Cola Primary Activities: 1. Inbound Logistics Include Functions Like Receiving, Warehousing, and Managing InventoryDocument5 pagesCoca Cola Primary Activities: 1. Inbound Logistics Include Functions Like Receiving, Warehousing, and Managing InventoryJaene L.No ratings yet
- MT Test Procedure According To AsmeDocument22 pagesMT Test Procedure According To AsmemohamedNo ratings yet
- Welcome To CIAST and Liquid Penetrant TestingDocument154 pagesWelcome To CIAST and Liquid Penetrant Testinghisham_eyesNo ratings yet
- Magnetic Particle Testing ProcedureDocument18 pagesMagnetic Particle Testing ProcedureDoan Van TienNo ratings yet
- ASNT Level III AnnouncementDocument4 pagesASNT Level III AnnouncementSelvaraj MaduraiNo ratings yet
- PTDocument28 pagesPTglazetm100% (1)
- Magnaflux & Sherwin Test Panels GuideDocument4 pagesMagnaflux & Sherwin Test Panels GuideLuqman OsmanNo ratings yet
- PCN OutlineDocument26 pagesPCN Outlinekendall0609No ratings yet
- Isq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2Document14 pagesIsq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2muhammadazhanudinNo ratings yet
- Aries Rfet Tube ProcedureDocument13 pagesAries Rfet Tube ProcedureVipin ShettyNo ratings yet
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 pagesD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNo ratings yet
- NASA PRC-6503 Rev C Radiographic InspectionDocument8 pagesNASA PRC-6503 Rev C Radiographic InspectionLi-chung JeaNo ratings yet
- 12 MT ProcedureDocument17 pages12 MT ProcedureThân KhaNo ratings yet
- MT Work InstructionDocument3 pagesMT Work Instructionpandab bkNo ratings yet
- RFET Calibration Tube Standerds & Signal AnalysisDocument33 pagesRFET Calibration Tube Standerds & Signal AnalysisJeganJjNo ratings yet
- Aries - Saturated Eddycurrent - Tube - ProcedureDocument17 pagesAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyNo ratings yet
- Asnt Level III Study NoteDocument2 pagesAsnt Level III Study NoteDESTINY SIMONNo ratings yet
- Certification Statement For NDT Level IIIDocument1 pageCertification Statement For NDT Level IIISantanu SahaNo ratings yet
- TWI Hitan: Training Certification SchemeDocument192 pagesTWI Hitan: Training Certification Schemesaliyarumesh2292100% (1)
- ACS410Document19 pagesACS410Mario GaytanNo ratings yet
- Soviet Union State Standards: Official PublicationDocument22 pagesSoviet Union State Standards: Official PublicationFreddyNo ratings yet
- 14.0 Specific ExaminationDocument18 pages14.0 Specific ExaminationPDDELUCANo ratings yet
- Navy NDT - Magnetic ParticleDocument5 pagesNavy NDT - Magnetic Particlebesmindo012345No ratings yet
- Procedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Document4 pagesProcedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Mark BrailsfordNo ratings yet
- BarcDocument15 pagesBarcsojeck0% (1)
- (NORTEC) 500 Training Scanner InspDocument25 pages(NORTEC) 500 Training Scanner InspAnonymous gFcnQ4goNo ratings yet
- Writen Practice of Qualification and Certification SHDocument15 pagesWriten Practice of Qualification and Certification SHSisira Chandrasoma100% (3)
- LPT Study Material LatestDocument53 pagesLPT Study Material LatestManish SinghNo ratings yet
- Ultrasonic ProcedureDocument12 pagesUltrasonic ProceduremnmsingamNo ratings yet
- State Standard of The USSR: Nondestructive Testing (NDT) - Welded Joints. Radiography MethodDocument22 pagesState Standard of The USSR: Nondestructive Testing (NDT) - Welded Joints. Radiography MethodThe Waron50% (2)
- NDT For Roller CoasterDocument5 pagesNDT For Roller Coasterluqman syakirNo ratings yet
- 1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORDocument72 pages1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORnathgsurendraNo ratings yet
- Carbon Steel Paut Setup SummaryDocument20 pagesCarbon Steel Paut Setup Summaryprabhu_trichyNo ratings yet
- LPT Kavi Cha QBDocument47 pagesLPT Kavi Cha QBkingstonNo ratings yet
- Subic Drydoc NDT Quality ManualDocument14 pagesSubic Drydoc NDT Quality ManualHarry Doble100% (2)
- PT PracticalDocument40 pagesPT PracticalShyam Sundar GayenNo ratings yet
- Ultrasonic Examination Procedure: Doc. No.: QUAL/UT/001: of 10 Revision: 00 Date: 25.04.05 1.0Document10 pagesUltrasonic Examination Procedure: Doc. No.: QUAL/UT/001: of 10 Revision: 00 Date: 25.04.05 1.0smsunil12345No ratings yet
- SNT TC 1a OverviewDocument3 pagesSNT TC 1a OverviewNDT Training WorldWideNo ratings yet
- D-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingDocument40 pagesD-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingThinh NguyenNo ratings yet
- V.vijayan Asnt NDT Level IIIDocument5 pagesV.vijayan Asnt NDT Level IIIPitichai PakornrersiriNo ratings yet
- Radiographic Examination ProceduresDocument22 pagesRadiographic Examination ProceduresIwan F Simbolon100% (3)
- PT Level II G GULF-AILDocument8 pagesPT Level II G GULF-AILkingstonNo ratings yet
- NDT-PQ PDFDocument7 pagesNDT-PQ PDFMiguel RodriguezNo ratings yet
- Radiograph FormulaDocument2 pagesRadiograph Formulaहेमंत कुमार मीणाNo ratings yet
- NDT Training BrochureDocument4 pagesNDT Training BrochureSafiq UddinNo ratings yet
- Guidelines For The Preparation and Grading of NDTDocument4 pagesGuidelines For The Preparation and Grading of NDTL...nNo ratings yet
- Pirt Asnt Leiii MT Spe 11aDocument12 pagesPirt Asnt Leiii MT Spe 11aeldobie3100% (1)
- 2001 Rev.0 - Magnetic Particle Testing Level 1 & 2 Combined - Note BookDocument70 pages2001 Rev.0 - Magnetic Particle Testing Level 1 & 2 Combined - Note BookNayan VyasNo ratings yet
- Profile Radiography IAEADocument14 pagesProfile Radiography IAEAPaolo Ng100% (1)
- Guide to common NDT methodsDocument3 pagesGuide to common NDT methodsmabppuNo ratings yet
- Liquid Penetrating TestingDocument99 pagesLiquid Penetrating Testingfaraz090611100% (1)
- List of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3Document25 pagesList of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3PP043No ratings yet
- Liquid Penetrant Testing Theory and InterpretationDocument44 pagesLiquid Penetrant Testing Theory and InterpretationCRISTIAN SILVIU IANUCNo ratings yet
- Ansa India Information Package Level 3Document8 pagesAnsa India Information Package Level 3manoj kumar sarojNo ratings yet
- CINDE Course Calendar - Feb 3, 2016Document32 pagesCINDE Course Calendar - Feb 3, 2016PeterNo ratings yet
- AES-W-016 welding filler metalsDocument2 pagesAES-W-016 welding filler metalsmalika_00No ratings yet
- BPVC Viii-1 U-2Document3 pagesBPVC Viii-1 U-2shabbir626No ratings yet
- Pressure Points Newsletter - July 2016 - FINAL PDFDocument4 pagesPressure Points Newsletter - July 2016 - FINAL PDFshabbir626No ratings yet
- 37dl Plus - enDocument4 pages37dl Plus - enshabbir626No ratings yet
- Literature On Boiler Tube Fitup by ExpandingDocument17 pagesLiterature On Boiler Tube Fitup by Expandingakv030011No ratings yet
- Hardness Conversion ChartDocument1 pageHardness Conversion ChartIrwan NugrahaNo ratings yet
- Electric Arc WeldingDocument23 pagesElectric Arc WeldingMubashar HassanNo ratings yet
- Conformity Assessment PoliciesDocument10 pagesConformity Assessment Policiesshabbir626No ratings yet
- Set Theory Chapter 8 Concepts and ExamplesDocument40 pagesSet Theory Chapter 8 Concepts and Examplesshabbir626100% (1)
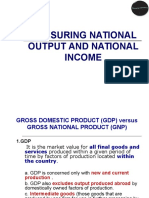
- Measuring National Output and Income: GDP, GNP, NNP ExplainedDocument24 pagesMeasuring National Output and Income: GDP, GNP, NNP Explainedshabbir626No ratings yet
- Ultrasonic Testing of WeldsDocument2 pagesUltrasonic Testing of Weldsshabbir626No ratings yet
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pages02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsivanmatijevicNo ratings yet
- Matrices and DeterminantsDocument36 pagesMatrices and Determinantsshabbir626No ratings yet
- Figure 1 Joggled Joint DetailDocument1 pageFigure 1 Joggled Joint Detailshabbir626No ratings yet
- Calibration MethodsDocument6 pagesCalibration Methodsshabbir626No ratings yet
- Design of Pressure VesselDocument137 pagesDesign of Pressure VesselCaptainToniesNo ratings yet
- PS-HT-11A Electric Resistance Heating PWHT ProcedureDocument4 pagesPS-HT-11A Electric Resistance Heating PWHT Procedureshabbir62650% (2)
- ImmersionDocument11 pagesImmersionshabbir626No ratings yet
- 18 World Conference On Non Destructive Testing, 16-20 April 2012, Durban, South AfricaDocument9 pages18 World Conference On Non Destructive Testing, 16-20 April 2012, Durban, South AfricaArun KumarNo ratings yet
- Upvc Pressure Pipe StandardDocument4 pagesUpvc Pressure Pipe StandardTransgulf2013No ratings yet
- Chemistry Work Sheet 9th 1Document15 pagesChemistry Work Sheet 9th 1shabbir626No ratings yet
- API 510 TestDocument3 pagesAPI 510 Testshabbir626No ratings yet
- X-Ray Safety PresentationDocument87 pagesX-Ray Safety Presentationshabbir626100% (3)
- Testing With Success SeriesDocument4 pagesTesting With Success Seriesshabbir626No ratings yet
- Recommended Reading For Level IIIDocument1 pageRecommended Reading For Level IIIShankar Gurusamy50% (2)
- Automatic Vs Manual Film ProcessingDocument26 pagesAutomatic Vs Manual Film Processingshabbir62650% (2)
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- Vessel TestingDocument1 pageVessel Testingshabbir626No ratings yet
- LLL'DSWD: Administrative Order No. Series 2017Document18 pagesLLL'DSWD: Administrative Order No. Series 2017SGTNo ratings yet
- 2018 Nutrition Month ReportDocument1 page2018 Nutrition Month ReportAnn RuizNo ratings yet
- F 204 (AutoRecovered)Document27 pagesF 204 (AutoRecovered)safiqulislam100% (1)
- Excipients As StabilizersDocument7 pagesExcipients As StabilizersxdgvsdgNo ratings yet
- Oxyprobe PDFDocument16 pagesOxyprobe PDFSrinivasa RNo ratings yet
- Colours of the RainbowDocument16 pagesColours of the RainbowMd A RAZZAKNo ratings yet
- Save and share GZCL training spreadsheets onlineDocument263 pagesSave and share GZCL training spreadsheets onlinejohn wick100% (1)
- Companies Directory Alternative Fuels and Smart Transportation June 20Document82 pagesCompanies Directory Alternative Fuels and Smart Transportation June 20Mbamali Chukwunenye100% (1)
- HRLM - Catalogue # Ex Apparatus - AC-Z Series Explosion Proof Plug and ReceptaclesDocument2 pagesHRLM - Catalogue # Ex Apparatus - AC-Z Series Explosion Proof Plug and Receptaclesa wsNo ratings yet
- Lit Crit TextDocument8 pagesLit Crit TextFhe CidroNo ratings yet
- Physical Therpay Protocols For Conditions of Neck RegionDocument74 pagesPhysical Therpay Protocols For Conditions of Neck Regionjrpsaavedra4599No ratings yet
- One Page AdventuresDocument24 pagesOne Page AdventuresPotato Knishes100% (1)
- Microeconomics 5th Edition Hubbard Solutions Manual 1Document23 pagesMicroeconomics 5th Edition Hubbard Solutions Manual 1christina100% (48)
- Penicillin G Benzathine-Drug StudyDocument2 pagesPenicillin G Benzathine-Drug StudyDaisy Palisoc67% (3)
- Acute Atelectasis Prevention & TreatmentDocument9 pagesAcute Atelectasis Prevention & TreatmentmetabolismeproteinNo ratings yet
- Coffee Master Program Flashcards - QuizletDocument23 pagesCoffee Master Program Flashcards - QuizletmuuayliiNo ratings yet
- Home & Garden 2015Document32 pagesHome & Garden 2015The Standard NewspaperNo ratings yet
- Q 400 SYSTEM BestDocument9 pagesQ 400 SYSTEM BestTeddy EshteNo ratings yet
- Theoretical Framework for Measuring Job Satisfaction (SampleDocument4 pagesTheoretical Framework for Measuring Job Satisfaction (SampleJoseEdgarNolascoLucesNo ratings yet
- The 24-Inch Gauge and The Common Gavel - An Entered Apprentice Mason's Perspective On The Medical ProfessionDocument4 pagesThe 24-Inch Gauge and The Common Gavel - An Entered Apprentice Mason's Perspective On The Medical ProfessionMarcelo Carlos RibeiroNo ratings yet
- Texture Crystallisation and Freezing Point DepressionDocument18 pagesTexture Crystallisation and Freezing Point DepressionJán PeterNo ratings yet
- Chapter - 10 NanoshellsDocument13 pagesChapter - 10 NanoshellskarthikNo ratings yet
- McDonlads Vs Burger KingDocument6 pagesMcDonlads Vs Burger KingSamuel Tyre Jr.No ratings yet
- Gimnazjum Exam Practice GuideDocument74 pagesGimnazjum Exam Practice GuideVaserd MoasleNo ratings yet
- A Humanistic Approach To Medical PracticeDocument3 pagesA Humanistic Approach To Medical PracticeFilipos ConstantinNo ratings yet
- 2013 - Sara E. TraceDocument35 pages2013 - Sara E. TraceDewi WulandariNo ratings yet
- KPI and Supplier Performance Scorecard ToolDocument7 pagesKPI and Supplier Performance Scorecard ToolJayant Kumar JhaNo ratings yet
- Plant and Animal Cells Crossword Puzzle: FreebieDocument5 pagesPlant and Animal Cells Crossword Puzzle: FreebieAref DahabrahNo ratings yet