Professional Documents
Culture Documents
Ductile Iron Documents 1
Uploaded by
emir_osman5940Original Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Ductile Iron Documents 1
Uploaded by
emir_osman5940Copyright:
Available Formats
1 - CONTENTS
1 Effects of Alloying Elements on the Microstructures and
Mechanical Properties of Heavy Section Ductile Cast Iron
2 Austempered Ductile Iron Castings for Chassis Applications
3 Austempered ductile iron (ADI) is stronger per unit weight than
aluminium, highly wear resistant and easier to machine than free
machining steel
4 Austemperng Ductle Iron
5 Fatigue Performance Comparison and Life Predictions of Forged
Steel and Ductile Cast Iron Crankshafts
6 Ductile Iron Microstructure by Thermal Analysis
7 To Study the Effect of Austempering Temperature on Fracture
Behaviour of Ni-Mo Austempered Ductile Iron (ADI)
8 Developments in Cast Iron Metallurgical Treatments
9 GGG 40.3
10 A Review of Common Metallurgical Defects in Ductile Cast Iron
11 Nodular Cast Iron Fatgue Lfetme In Ultra-Hgh-Cycle Regon
12 Nodulizing and Inoculation Approaches for Year 2000 and
Beyond - Part 1
13 Some Studies of Nodular Graphite Cast Iron
14 Suggestions for Improved Reliability in Thermal Analysis of Cast
Irons
J. Mater. Sci. Technol., Vol.23 No.l, 2007 97
Effects of Alloying Elements on the Microstructures and Mechanical
Properties of Heavy Section Ductile Cast Iron
G.S.Cho
1
^, K.H.Choe^, K W.Lee
1
) and A.Ikenaga
2
^
1) Advanced Material Processing Team, Korea Institute of Industrial Technology, 994-32, Dongchun-Dong, Yeonsu-Ku,
Incheon 406-130, South Korea
2) Department of Metallurgy and Materials Science, Graduate School of Engineering, Osaka Prefecture University, 1-1,
Gakuen-Cho, Sakai, Osaka 599-8531, Japan
[Manuscript received February 17, 2006, in revised form May 29, 2006]
The effects of alloying elements on the as-cast microstructures and mechanical properties of heavy section
ductile cast iron were investigated to develop press die material having high strength and high ductility.
Measurements of ultimate tensile strength, 0.2% proof strength, elongation and unnotched Charpy impact
energy are presented as a function of alloy amounts within 0.25 to 0.75 wt pet range. Hardness is measured
on the broken tensile specimens. The small additions of Mo, Cu, Ni and Cr changed the as-cast mechanical
properties owing to the different as-cast matrix microstructures. The ferrite matrix of Mo and Ni alloyed cast
iron exhibits low strength and hardness as well as high elongation and impact energy. The increase in Mo and
Ni contents developed some fractions of pearlite structures near the austenite eutectic cell boundaries, which
caused the elongation and impact energy to drop in a small range. Adding Cu and Cr elements rapidly changed
the ferrite matrix into pearlite matrix, so strength and hardness were significantly increased. As more Mo and
Cr were added, the size and fraction of primary carbides in the eutectic cell boundaries increased through the
segregation of these elements into the intercellular boundaries.
K E Y WORDS: Heavy section ductile cast iron; Alloying elements; As-cast microstructures;
As-cast mechanical properties
1. Introduction
Ductile cast iron exhibits good ductility and
toughness because the graphite morphology is spher-
ical. It has been reported that the strengthening
and toughening of ductile cast iron result from the
modification of the matrix structure when alloying
elements'
1
] are added or heat treatment^ is applied.
The austempered ductile cast irons have been studied
to replace the forged or cast steel in the structural
parts, because they have many advantages such as
high strength and toughness, high machinability and
good corrosion resistance I
3 - 6
! . Recently, the heavy
section drawing dies in pressing steel sheet for the
automobile frame or panel are replaced by simple one
body-type as-cast ductile cast iron, which yields low
cost and shortened delivering time on producing press
dies. The casting die is generally produced via a
full mold process that uses the near-net shaped ex-
panded polystyrene pattern replaced by the molten
met al As- cast ductile cast iron should meet the re-
quirements of material properties to be used in cold
pressing dies including high strength and high ductil-
ity, but both mechanical properties are very difficult
to obtain within the same casting material. Thus, the
amounts of alloying elements are controlled to achieve
as-cast heavy section ductile cast having high strength
and ductility. The purpose of this paper is to obtain
experimental data for optimum alloy design of heavy
section ductile cast irons and to present the effects of
alloying elements on the as-cast microstructures and
mechanical properties for using cold press die mate-
rial.
f Ph.D., to whom correspondence should be addressed,
E-mail: gscho@kitech.re.kr.
2. Experimental
The chemical compositions of ductile cast irons
used for this work are presented in Table 1. The
main difference lies on the Mo, Cu, Ni and Cr al-
loy contents. The nominal compositions of alloy-
ing element additions are given as 0.25, 0.5 and
0.75 wt pet. The results are presented in terms
of the nominal additions for convenience in discus-
sion. The ductile irons were obtained by melting
steel scrap, pig iron, graphite, Fe-75 wt pet Mn and
Fe-75 wt pet Si in the high frequency induction fur-
nace. Spheroidizing and inoculation practices were
performed in a conventional sandwich method with
5.8 wt pet Mg-Fe-Si and 75 wt pet Si-Fe alloy, respec-
tively. The metal was poured into furan resin molding
sand molds to obtain Y-shaped 75 mm blocks. Ten-
sile specimens with the dimensions shown in Fig.l and
200
75
<
Fig. l Y-shaped block and tensile specimen dimensions
98 J. Mater. Sci. Technol., Vol.23 No.l, 2007
Table 1 Chemical compositions of ductile cast iron (wt pet)
Melt C Si Mn P S Mo Cu Ni Cr Mg
A 3.61 2.36 0.28 0.04 0.01 - - - - 0.06
B 3.57 2.37 0.28 0.04 0.01 0.19/0.38/0.58 - - - 0.06
C 3.60 2.40 0.28 0.04 0.01 - 0.24/0.47/0.70 - - 0.06
D 3.64 2.35 0.30 0.04 0.01 - - 0.24/0.48/0.70 - 0.06
E 3.66 2.31 0.33 0.04 0.01 - - - 0.26/0.49 0.06
Table 2 Typical characteristics of spherical graphite in ductile cast iron
Melt Area fraction/% Nodule count/(N-mm
2
) Nodularity/(%) Ave. diameter/jum
A 10.2 141.0 90.4 30.3
B 13.1 153.3 88.5 33.0
C 13.0 154.6 87.5 32.8
D 12.2 152.6 87.3 31.8
E 11.4 148.0 86.0 31.5
Fig. 2 As-cast microstructure of melt A as a reference casting
unnotched Charpy specimens (55 mmx 10 mmx 10 mm)
were machined from the bottom section of the Y-
blocks. Tensile specimens were taken from the bottom
section of Y-blocks in order to minimize casting de-
fects such as microporosity. Three tensile specimens
were tested in a 250 kN hydraulic Instron universal
testing machine using a constant cross-head travel
speed of 4 mm/min. Unnotched Charpy specimens
were tested in a standard impact testing machine.
Hardness measurements were made on a standard
Brinell hardness machine with a load of 3000 kg and
10 mm steel ball. Metallographic specimens were
obtained from broken impact samples.
3. Results and Discussion
3.1 As-cast microstructures of ductile cast iron
Figure 2 shows the as-cast microstructure of melt
A as a reference cast iron given in Table 1. The mi-
crographs show that the matrix structure is fully fer
rite structure with a small fraction of pearlite near
the eutectic cell boundaries. The ferrite structures
are selected to serve as a base material by minimiz-
ing Mn content in 75 mm heavy section Y-block.
The spheroidal graphite nodules are well distributed
within the ferrite matrix. Two types of graphite in
size are observed microscopically, because of the slight
hypereutectic chemical composition of the reference
cast iron. The bigger graphites, about 50 /xm in diam-
eter, are crystallized at the graphite+liquid region in
the Fe-C system. The smaller ones, under 50 /xm, are
formed through eutectic solidification range. Image
analysis of volume fraction, nodule count, nodular-
ity and average diameter of graphite on the different
alloyed ductile cast irons are given in Table 2. The
characteristic values of graphites in the alloyed irons
are very similar to that of reference cast iron.
Figure 3 shows the as-cast microstructures of Mo
alloyed cast iron. The Mo alloyed ductile cast iron
of melt B exhibits substantial ferrite in the as-cast
structure with some pearlite at intercellular regions.
As more Mo is added, the matrix becomes fully fer-
rite and the area fraction of pearlite structure in the
eutectic cell boundaries is slightly increased. The Ni
alloyed ductile cast iron of melt D also has a mostly
ferrite matrix having some pearlite structures in the
cell boundaries. Adding up to 0.75 wt pet of Mo and
Ni elements results in the same tendency on the for-
mation of a ferrite matrix. The addition of Mo and
Ni alloy will increase the hardenability of ductile cast
iron by delaying the transformation of austenite to
ferrite^
8,9
!. Also, the hardness of the ferrite matrix
increased from about 169 HV to about 188 HV when
more Mo was added. The Ni alloyed ductile cast iron
also exhibited an increase in matrix hardness. This
means that the addition of Mo and Ni strengthens
the ferrite matrix via solid solution hardening.
Figure 4 shows microstructures of the as-cast melt
C ductile cast iron. As more Cu is added, the amount
of ferrite structure is significantly decreased with Cu
content. For the melt C containing 0.5 wt pet Cu and
more, the matrix was abruptly changed into pearlite
J. Mater. Sci. Technol., Vol.23 No.l, 2007 99
Fig.3 Microstructures of the as-cast melt B ductile cast iron with different Mo contents: (a) 0.25 wt pet Mo,
(b) 0.5 wt pet Mo, (c) 0.75 wt pet Mo
Fig.4 Microstructures of the as-cast melt C ductile cast iron with different Cu contents: (a) 0.25 wt pet Cu,
(b) 0.5 wt pet Cu, (c) 0.75 wt pet Cu
IMB
Fig.5 Microstructures of the as-cast ductile cast irons with different alloying elements: (a) 0.75 wt pet Mo
(b) 0.75 wt pet Cu, (c) 0.75 wt pet Ni, (d) 0.5 wt pet Cr
with a bull's-eye ferrite rim around the nodules. Fig-
ure 4 presents the ability of Cu to hinder the diffu-
sion of carbon into graphite at the graphite-austenite
interface during the solid state transformation after
solidification. The Cu will increase as-cast strength
and hardness through increased pearlite formation!
8
].
Figure 5 shows the as-cast microstructures of duc-
tile cast iron with different alloying elements. While
the 0.75 wt pet Mo and 0.75 wt pet Ni alloyed ductile
cast irons exhibit a full ferrite matrix, the 0.75 wt pet
Cu and 0.5 wt pet Cr added ductile cast irons ex-
hibit a bull's-eye structure within the pearlite matrix.
Carbide-like phases are observed in the middle of the
eutectic cell boundaries of the 0.75 wt pet Mo and
0.5 wt pet Cr alloyed ductile cast iron. These phases
are not observed at the intercellular regions of
100 J. Mater. Sei. Techno!., Vol.23 No.l, 2007
Mn
Fig.6 EDX line scan profiles measured on as-cast ductile cast irons: (a) 0.75 wt pet Mo, (b) 0.5 wt pet Cr
Alloycontent/wtpet Alloycontent/wtpet
Fig.7 Variation in tensile strength and elongation of as-cast ductile cast irons having different alloying contents:
(a) tensile strength, (b) elongation
0.25 wt pet Mo and 0.25 wt pet Cr alloyed ductile
cast iron. Figure 6 presents the EDX line scan profiles
measured on the as-cast ductile cast irons. Figure 6(a)
shows the sharp increase in Mo peak at the eutectic
cell boundary. This means that the segregation of Mo
during solidification forms Mo-rich carbides in the cell
boundaries^
10
"
12
]. Figure 6(b) shows the segregated
Cr-rich phase in the as-cast ductile cast iron. Mn was
positively segregated in the cell boundaries but Si was
negatively segregated^
13
!. The increased Mo and Mn
levels in the intercellular boundary in the alloyed iron
attributed to segregation caused considerable pearlite
formation near the cell boundaries. Carbide forma-
tion will deteriorate the ductility of as-cast ductile
cast front
14
'
15
!. Thus, the amount of Mo and Cr addi-
tions should be limited to a certain level considering
the thickness of castings.
3.2 Mechanical properties of as-cast ductile cast iron
Figure 7 shows the variation in tensile strength
and elongation of as-cast ductile cast iron having dif-
ferent alloying contents. The trends in terms of tensile
properties of Ni added ductile cast iron resemble that
of Mo added ductile iron. With the increase in the
amount of Mo and Ni additions, tensile strength is
slightly increased while elongation is decreased. The
strength of Mo and Ni alloyed ductile cast iron is
mainly dependent on the solid solution hardening of
ferrite matrix. It was also considered that the de-
crease in elongation was caused by the increase in
pearlite formation in the cell boundaries. As more Cu
element is added, tensile strength is steeply increased.
The tensile strength of 0.5 wt pet Cu added ductile
cast iron approaches at a maximum of 700 MPa, but
elongation quickly decreases below 5%. The trends
in terms of tensile properties of Cr added ductile iron
resemble that of Cu added ductile cast iron. Addi-
tion of up to 0.5 wt pet Cr could not reach a maxi-
mum of 700 MPa because of the formation of a large
bull's-eye ferrite structure. It is confirmed that the
tensile strength of as-cast ductile cast iron is strongly
dependent on the area fraction of pearlite, while elon-
gation is inversely proportional to the pearlite frac-
tion in the as-cast microstructuret
1 6- 1 8
]. Figure 8
presents the SEM micrographs of the fractured sur-
face of tensile specimens for comparing two typical
fracture modes. Figure 8(a) shows the brittle fracture
surface of 0.75 wt pet Cu alloyed iron having pearlite
matrix with cleavage river patterns. The ductile frac-
ture surface of 0.75 wt pet Ni alloyed iron is shown
in Fig.8(b). Plastic deformation of ferrite around the
boundary of graphite nodule is observed. Some cleav-
age brittle fracture area having a pearlite phase near
the intercellular region is also shown.
Figure 9 shows the variation in hardness and im-
pact energy with different alloying additions. As more
alloying contents are added, the Brinell hardness of
Mo and Ni alloyed ductile cast iron is linearly in-
creased, but that of Cu and Cr alloyed ductile cast
iron increased very steeply. The Brinell hardness of
ductile cast iron refers to the resistance of the matrix
and graphite to plastic deformation. The variation
in hardness with the alloying element is strongly de-
termined by the as-cast microstructures. Generally,
the hardness of cast iron is increased by the volume
fraction of pearlite structure^
19
'
20
!. In this study, the
addition of Mo and Ni slightly increased the matrix
hardness via solid solution hardening. As more Cu
and Cr element is added, the hardness increased sig-
nificantly owing to the high fraction of pearlite. The
Charpy impact energy of Mo and Ni alloyed iron is
gradually decreased, but that of the Cu and Cr
Fig.8 SEM micrographs showing the fractured surface of tensile specimens: (a) 0.75 wt pet Cu, (b) 0.75 wt pet Ni
1 0 0
| 1 , 1 , 1 , 1 1 0 I 1 1 1 1 1 1
0 0.25 0.5 0.75% 0.5 0.75
Alloycontent/wtpet Alloycontent/wtpet
Fig.9 Variation in hardness and impact energy of as-cast ductile cast irons having different alloying contents:
(a) Brinell hardness, (b) Charpy impact energy
alloyed iron begins to decrease fast. This indicates
that ferrite matrix provides highly ductile cast iron
while pearlite yields highly strong cast iron. Mo was
found to reportedly segregate at cell boundaries and
aggravate the toughness of ductile cast iron!
2 1
!. How-
ever, the toughness of ductile cast iron was more de-
pendent on the area fraction of ferrite than the area
fraction of intercellular carbide-like phases.
4. Conclusions
(1) The as-cast microstructures are strongly de-
pendent on the alloying elements. The ferrite matrix
is mostly formed as Mo and Ni elements are added.
The addition of Cu and Cr rapidly changed the ferrite
into pearlite matrix.
(2) The Mo and Cr element are segregated at the
eutectic cell boundaries and caused the formation of
carbide-like phases. Therefore, the amount of Mo and
Cr added should be controlled considering the thick-
ness of castings.
(3) The ferrite matrix of Mo and Ni alloyed duc-
tile cast iron exhibited low strength and low hardness
but high elongation and high impact energy. The me-
chanical properties of pearlite cast iron alloyed with
Cu and Cr element were the exact opposite of those
of ferrite cast iron.
(4) Ferrite matrix provides highly ductile cast iron
while pearlite provides highly strong cast iron. The
toughness of ductile cast iron was more dependent on
the area fraction of ferrite than the area fraction of
intercellular carbide-like phases.
REFERENCES
[1 ] G.J.Cox: Foundary Trade J., 1974, 134, 714.
[2 ] R.C.Voigt and C.R.Loper: J. Heat Treating, 1984, 3,
26.
[3 ] L.Sidjanin, R.E.Smallman, and S.M.Boutorabi:
Mater. Sci. Technol., 1994, 10, 711.
[4 ] B.V.Kovacs: Mod. Cas., 1987, 35, 314.
[5 j C.S.Choy, W.Sharpe, J.Barker and F.J.Fields: Metall.
Mater. Trans., 1996, 27A, 923.
[6 ] O.Eric, L.Sidjanin, Z.Miskovic, S.Zec and
M.T.Jovanovic: Mater. Lett., 2004, 58, 2707.
[7 ] Susan P.Thomas: Expendable Pattern Casting, Vol.1,
American Foundrymen's Society, Inc., 1994.
[8 ] M.F.Burditt: Ductile Iron Handbook, AFS, Des
Plaines, IL, 1993, 63.
[9 ] M.N.Ahmadabadi: Metall. Mater. Trans., 1997, 28A,
2159.
[10] H.Bayati and R.Elliott: Mater. Sci. Technol, 1995,
11, 118.
[11] J.Liu and R.Elliott: Int. J. Cast Metais Res., 1999,
407.
[12] M.N.Ahmadabadi, E.Niyama and T.Ohide: Cast
Met, 1994, 4, 182.
[13] A.Owhadi, J.Hedjazi, P.Davami, M.Fazli and
J.M.Shabestari: Mater. Sci. Technol, 1997, 13,
813.
[14] E.Dorazil: High Strength Austempered Ductile Cast
Iron, 1
s t
ed. London, Ellis Horwood, 1991.
[15] M.Caldera, G.L.Rivera, R.E.Boeri and J.A.Sikora:
Mater. Sci. Technol, 2005, 21(10), 1187.
[16] E.Carren, M.Diao and R.Schaller: Sci. Mater., 1997,
38, 259.
[17] G.Wilkinson and C.Grupke: J. Heat Treating, Second
Int. Conf. on Ductile Iron, Ann Arbor, MI, 1986, 349.
[18] J.Zimba, M.Samandi, D.Yu, T.chanda, E.Navara and
D.J.Simbi: Mater. Des., 2004, 25, 431.
[19] C.Ji and S.Zhu: Mater. Sci. Eng., 2006, 8A419, 318.
[20] Charls F.Walton: Iron Castings Handbook, Iron Cast-
ings Society, Inc., 1981, 491.
[21] Y.J.Park, P.A.Morton, M.Gagne and R.Goller: AFS
Trans., 1984, 92, 801.
400 Commonwealth Drive, Warrendale, PA 15096-0001 U.S.A. Tel: (724) 776-4841 Fax: (724) 776-5760
SAE TECHNICAL
PAPER SERIES
2000-01-1290
Austempered Ductile Iron Castings for
Chassis Applications
Robert J. Warrick, Paul Althoff, Alan P. Druschitz,
Jeffrey P. Lemke and Kevin Zimmerman
Intermet Corp.
P. H. Mani
Ductile Iron Society
Mitchell L. Rackers
Caterpillar Corp.
Reprinted From: Casting Solutions for the Automotive Industry
(SP1504)
SAE 2000 World Congress
Detroit, Michigan
March 69, 2000
The appearance of this ISSN code at the bottom of this page indicates SAEs consent that copies of the
paper may be made for personal or internal use of specific clients. This consent is given on the condition,
however, that the copier pay a $7.00 per article copy fee through the Copyright Clearance Center, Inc.
Operations Center, 222 Rosewood Drive, Danvers, MA 01923 for copying beyond that permitted by Sec-
tions 107 or 108 of the U.S. Copyright Law. This consent does not extend to other kinds of copying such as
copying for general distribution, for advertising or promotional purposes, for creating new collective works,
or for resale.
SAE routinely stocks printed papers for a period of three years following date of publication. Direct your
orders to SAE Customer Sales and Satisfaction Department.
Quantity reprint rates can be obtained from the Customer Sales and Satisfaction Department.
To request permission to reprint a technical paper or permission to use copyrighted SAE publications in
other works, contact the SAE Publications Group.
No part of this publication may be reproduced in any form, in an electronic retrieval system or otherwise, without the prior written
permission of the publisher.
ISSN 0148-7191
Copyright 2000 Society of Automotive Engineers, Inc.
Positions and opinions advanced in this paper are those of the author(s) and not necessarily those of SAE. The author is solely
responsible for the content of the paper. A process is available by which discussions will be printed with the paper if it is published in
SAE Transactions. For permission to publish this paper in full or in part, contact the SAE Publications Group.
Persons wishing to submit papers to be considered for presentation or publication through SAE should send the manuscript or a 300
word abstract of a proposed manuscript to: Secretary, Engineering Meetings Board, SAE.
Printed in USA
All SAE papers, standards, and selected
books are abstracted and indexed in the
Global Mobility Database
1
2000-01-1290
Austempered Ductile Iron Castings for Chassis Applications
Robert J. Warrick, Paul Althoff, Alan P. Druschitz, Jeffrey P. Lemke and Kevin Zimmerman
Intermet Corp.
P. H. Mani
Ductile Iron Society
Mitchell L. Rackers
Caterpillar Corp.
Copyright 2000 Society of Automotive Engineers, Inc.
ABSTRACT
Austempered ductile iron (ADI) castings provide a unique
combination of high strength and toughness coupled with
excellent design flexibility for chassis applications.
This paper describes the development of the upper
control arm for the 1999 Ford Mustang Cobra as an
austempered ductile iron casting. The full service
development process used is described from initial
design through finite element analysis (FEA), design
verification, casting production, heat treatment,
nondestructive evaluation and machining. To achieve
significant weight savings, an austempered ductile iron
casting was chosen for this application instead of an as-
cast SAE J434
1
, Grade D4512 ductile iron casting or a
steel forging.
This is believed to be the first application of an
austempered ductile iron casting for a safety critical,
automotive chassis application.
INTRODUCTION
For the 1999 Ford Mustang Cobra, the initial material
candidates for the upper control arm (UCA) of the
independent rear suspension (IRS) were an aluminum
casting and a steel forging. A major challenge associated
with the IRS Mustang was packaging the suspension
within the existing body. The tight packaging
requirements, which limited the cross section size,
coupled with the load carrying requirements resulted in
the elimination of aluminum as a material candidate. The
packaging requirements also led to the demise of the
steel forging. The available envelope required a relatively
intricate part shape to satisfy the conflicting criteria of
load carrying and weight requirements and clearance
needs. The shape requirements clearly favored a casting
over a forging.
Ford approached the Intermet Wagner Foundry
regarding the design and production of an austempered
ductile iron (ADI) upper control arm. After reviewing initial
packaging and strength requirements and a number of
ADI concerns (primarily cost related), the challenge was
accepted.
The subsequent development of the 1999 Ford Mustang
UCA as an austempered ductile iron casting is described
in this paper. The full service development process used
is described from initial design through machining. The
selection of an ADI casting, instead of an SAE J434
1
D4512 ductile iron casting or a steel forging, was found to
be highly beneficial by permitting significant component
weight savings.
The use of ADI castings in vehicle applications has been
remarkably slow as a result of reports of process
inconsistency, from both a foundry and heat treating
standpoint; machinability concerns; and cost unknowns
(largely based on lack of production experience for
automotive type volumes). For this program,
responsibility for the ADI part from design through
delivery of the assembled upper control arm was placed
with a single supplier, greatly simplifying the development
process. The results of this program demonstrate that
austempered ductile iron castings can be successfully
used for safety critical, automotive chassis applications.
SELECTION OF ADI FOR CHASSIS
APPLICATIONS
Prime requirements for the upper control arm for the
Mustang Cobra rear suspension were light weight
coupled with strength and toughness.
One obvious reason for looking at a ductile iron
component versus a steel design is that, because of the
volume of graphite nodules present, a ductile iron casting
will weigh approximately 10% less than a steel forging if
both have exactly the same shape. In addition, the ductile
2
iron casting will provide greater shape flexibility, as the
result of reduced draft angle requirements and the ability
to cast in features through the use of cores.
The geometric flexibility of a casting is too often
understated. Beyond satisfying difficult clearance needs,
one is often able to incorporate a number of intricate
structural design elements (ribs, webbing, and windows)
to maximize the amount of material in structural regions
and reduce the amount of material in less structural
regions.
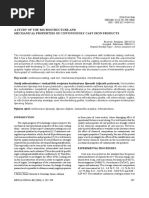
Figure 1. Minimum properties of conventional and
austempered ductile irons as a function of the
average hardness for each grade.
The density and design flexibility advantages would not
be sufficient, particularly for light weight designs, if the
material strength and toughness were inadequate. This is
where the unique physical properties of austempered
ductile iron come into the picture. While conventional
ductile iron grades have long been used successfully for
automotive safety components such as steering
knuckles, lower control arms, brake calipers and anchors,
the high strength and toughness of austempered ductile
iron offers even greater potential for weight reduced
designs.
The relationships between hardness and yield strength,
tensile strength, and elongation for conventional and
austempered ductile are illustrated in Figure 1. In this
figure, specification
1,2,3
minimum values of yield
strength, tensile strength, and elongation are plotted
against typical average grade hardness. As expected, for
both conventional and austempered ductile irons, yield
and tensile strength increase and elongation decreases,
with increasing hardness. Of particular interest are two
key factors for austempered ductile iron:
1. The magnitude of the yield strength of ADI starts
approximately where the strength of the conventional
ductile iron grades leaves off.
2. The elongation of the softest ADI grade is much
higher than that of the harder and stronger
conventional ductile iron grades.
The softest of the austempered ductile iron grades is the
one normally considered for chassis applications as a
result of its excellent strength and toughness. In addition
to yield and tensile strength, the fatigue strength of ADI is
much higher than that of the conventional ductile iron
grades normally used for chassis applications. This is
illustrated in Table 1. The endurance limit of a Grade 1
ADI is approximately twice as great as that of a
conventional D4512 grade of ductile iron. Further, the
fatigue strength of ADI can be greatly increased by
mechanical working of the surface layers of the material
through such processes as fillet rolling or shot peening.
The major strengthening effect of fillet rolling is illustrated
through the data in Table 1. The minimum specified
unnotched Charpy impact strength for an ASTM 897
Grade 1 ADI is 100 Joules at 22C 4C (75 foot-pounds
force at 72F 7F). Austempered ductile irons provide a
unique combination of strength and toughness in a
readily cast material.
Based on properties, ADI should be widely used and, in
fact, the rate of use is now increasing quite rapidly;
primarily in lower volume non-automotive applications.
However, the lack of positive production experience with
ADI in higher volume automotive applications has limited
the acceptance of this material by the automotive
industry. There are three major concerns:
1. Machinability. The lack of volume experience is a
major factor. Best tools and tooling conditions are not
well known. As a result, people have tended to shy
away from the material because of cost and
production rate unknowns.
Table 1. Approximate Endurance Limit Values for
Ductile and Austempered Ductile Irons
Material
Hardness,
Brinell
Endurance
Limit, MPa(psi)
Ductile Iron 156 207 (30,000)
Ductile Iron 187 228 (33,000)
Ductile Iron 261 310 (45,000)
Ductile Iron, Fillet
Rolled (Production)
187 317 (46,000)
Ductile Iron, Fillet
Rolled (Lab)
187 372 (54,000)
ADI 302 414 (60,000)
ADI, Fillet Rolled
(Crankshaft)
302 1,000 (145,000)
3
2. Process Inconsistency Reports. Particularly early in
ADIs history, there were a number of reports of
material inconsistencies over time; for example, one
lot machines fine and the next lot is almost
impossible to machine.
3. Costs. ADI is produced by casting heat treatment, as
will be discussed in more detail later in this report.
Also, added alloy is typically required to insure that
undesirable microstructure constituents dont
develop during the quench from the austenitizing
temperature to the austempering temperature. Both
factors increase piece cost relative to conventional,
non-heat treated ductile iron castings. However, the
largest cost issue probably relates to uncertainty
about machining, scrap, and process control costs.
Development work
6
has shown that ADI is quite
machinable, can be produced consistently by a good,
knowledgeable foundry and heat treater, and that costs
are predictable.
THE APPLICATION For 1999, Ford introduced a
modular, independent rear suspension, initially available
only on the limited-edition Special Vehicle Team (SVT)
Cobra, to provide superior performance and handling
relative to earlier versions. This new independent rear
suspension features a wishbone-type, short and long
arm suspension design. It is a self contained, bolt-in rear
end that has been discussed in a number of recent
articles
4,5
. It is built by Benteler Automotive and is
illustrated in Figure 2.
Figure 2. Photograph of the independent rear
suspension for the 1999 Ford Mustang Cobra.
Adding an IRS would be expected to bring a relatively
high weight penalty. This anticipation, along with the
projected increase in vehicle performance, were the
major driving forces for Ford SVT engineers in their quest
for tough, high strength, light weight components,
including the upper control arms.
The challenge was to design a minimum weight part that
could be reliably produced under routine production
conditions using a relatively untried material under
volume production conditions. While Intermet had
previously produced over 500,000 selectively
austempered automotive camshafts and over a million
austempered compressor crankshafts, this was the
companys first production ADI venture for an automotive
safety part.
THE APPROACH Key advantages from the start of this
program were the solid support of Ford SVT engineers
and having full responsibility for the upper control arm
from design through delivery of the assembled upper
control arm. Its far easier to control product consistency
when one has total responsibility for the design and all
aspects of production of the component.
A team was brought together to handle various aspects
of the program from component design through
component delivery. All design, casting production, and
the majority of the materials evaluation work were done
internally at Intermet. Much of the component testing
work was done at Defiance while Ford and Benteler
handled module and vehicle testing. Applied Process, Inc
was selected as the heat treat source for this program
since there was not sufficient internal austempering
capacity. Climate Control, Inc. an excellent and
progressive machining source near the producing
foundry in Decatur, Illinois was selected as the machining
source. They worked closely with Wagner Foundry
personnel to develop the machining strategy for the ADI
upper control arm. This close interaction between
designers, producing foundry, and machining source was
highly beneficial.
It was this team, working together, that made the ADI
Mustang upper control arm program a success.
COMPONENT DESIGN The design information initially
provided by Ford included wireframe and surface
information for a cast design, which was the final iteration
of earlier forged steel designs, and the initial load cases
based on ADAMS results. Starting with this information,
the designers went through four design phases.
Figure 3. Two views of the Phase 1 design.
Phase 1 This design is shown in Figure 3. It is
essentially the last forging design modified to be an
austempered ductile iron casting. While approximately
10% weight savings can be achieved simply by
substitution of ductile iron for steel, this phase was
necessitated by test casting timing requirements rather
than by weight reduction goals. It also provided a starting
point for analyses and design improvements. The Phase
1 casting met strength objectives but, as expected, was
4
too heavy. The unmachined Phase 1 casting weight was
11.43 pounds.
Phase 2 The Phase 2 design, illustrated in Figure 4, is
basically a weight reduced version of the Phase 1 design.
While the casting weight was reduced by 1.4 pounds, the
casting had insufficient strength. It weighed 9.94 pounds.
Phases 1 and 2 were workhorse phases. After these, the
loading requirements were revised and additional
clearance issues were identified which further restricted
the design envelope. The upper control arm now needed
to carry additional load with less section.
Figure 4. Two views of the Phase 2 design.
Figure 5. Two views of the Phase 3 design.
Phase 3 As a result of the increased loading
requirements and the unsatisfactory overall strength-to-
weight relationship for the Phase 2 design, a new shape
approach was taken for Phase 3, as illustrated in Figure
5. Considerable enhancements were made to provide a
more rigid structure with better overall stress distribution.
(Note the webbing between the forward and aft legs and
the somewhat parabolic shape approaches that of an
ideal I-Beam or C-Channel with uniform stress
distribution.) This design met the new component
strength requirements while providing significantly
reduced weight. Preliminary design verification studies
were performed on the Phase 3 design with satisfactory
results. At this point a final design was close but a few
changes were deemed desirable to aid manufacturability
and additional weight reduction opportunities were
identified. The Phase 3 casting weighed 8.91 pounds.
Phase 4 During Phase 3 prototype production, a
despruing (gating and risering system removal) problem
was identified that frequently caused excessive casting
distortion. For the Phase 4 design, which is shown in
Figure 6, a tie bar was added to prevent this problem. In
addition, clamp pads were added at the ball joint end to
provide greater part rigidity during machining. With these
modifications for manufacturability, the design was ready
for final verification and subsequent production
verification studies. The Phase 4 casting weight is 8.53
pounds.
Initial design work was done using PDGS for the concept
work, ARIES for pre- and post-processing, and
NASTRAN for all finite element analysis work. At present,
CATIA, UNIGRAPHICS, and SDRC are used internally
for most design work along with PATRAN/NASTRAN for
FEA analyses and MAGMA for casting process
simulation studies.
Figure 6. Two views of the Phase 4 design.
DESIGN VALIDATION Design verification
responsibilities were split between Ford, Benteler, and
Intermet. Ford and Benteler conducted all module and
vehicle tests. Ford also handled the simulated vehicle
durability and load vs. deflection tests. The latter were
conducted to determine any possible interference
between the upper control arm assembly and attaching
components under maximum road load conditions.
Intermet was responsible for the finite element analysis
studies as well as all material tests, salt spray tests,
component fatigue, cold impact, and spike stop tests,
component tensile and compression tests, and bushing
push-in and push-out tests. A number of the latter tests
were performed at Defiance - STS. All design validation
5
tests were passed satisfactorily. Ongoing In-Process
tests for component fatigue, component ultimate tension,
and bushing push-in and push-out are the responsibility
of Intermet.
The design of the independent rear suspension is such
that other components will fail before the upper control
arm. The ability of the lightweight ADI upper control arm
to readily pass 100,000 cycles at 115% of the peak one-
event load is a testament to the design potential of ADI
for chassis applications.
CASTING PRODUCTION Molds for the Ford Mustang
upper control arm castings are made on a DISA 2013
MK5 B machine. No cores are required. The ductile base
iron for the castings is melted in coreless induction
furnaces and magnesium treated using the Fischer
converter process. Internally developed inoculation
practices are used along with a pressure pour furnace for
final metal treatment and pouring.
Keys to successful ADI production include excellent
metal chemistry and inoculation control at the foundry.
The amount of carbon in austenite at the time of the
quench into molten salt has a significant effect on the
properties developed in the austempered ductile iron.
The carbon content of this austenite is controlled by both
metal chemistry and austenitizing temperature. Since the
castings will be heat treated in lots, consistent chemistry
control within each lot is essential for consistent ADI
characteristics. Also, lot-to-lot chemistry consistency is
important to minimize the heat treat temperature
adjustments that have to be made between lots. The
effectiveness and consistency of the internally developed
inoculation practice, coupled with the pouring
temperature control resulting from pressure pouring, help
produce castings with a consistent, relatively high nodule
count. This reduces alloy segregation and thus improves
microstructure homogeneity.
As a result of the intentional lack of heavy sections in the
final upper control arm design, relatively little alloy is
required to avoid the formation of any pearlite during the
austempering quench operation. While some copper is
added, additions of expensive alloy elements like nickel
and/or molybdenum are not necessary.
Inspection operations following casting cleaning include
x-ray audits for casting integrity and 100% ultrasonic
velocity inspection for nodularity.
CASTING HEAT TREATMENT A typical austempering
heat treatment cycle is illustrated schematically in Figure
7. The casting is heated to a temperature, typically in the
870 to 900C (1600 to 1650F) range, and held at least
long enough to be uniformly at temperature. This can be
done in molten salt or in an atmosphere furnace. The
latter, with an endothermic gas atmosphere, is used for
the upper control arm. The part is next quenched in
molten salt and held in the salt bath at a temperature,
typically in the 260 to 371C (500 to 700F) range, for a
time generally in the 1.5 to 2 hour range. The actual
temperature is dependent on the casting properties
desired. Lower temperatures give higher hardness and
strength. Higher temperatures yield higher toughness
and machinability. For the upper control arm,
approximately 377C (710F) is used.
Figure 7. Schematic austempering heat treatment
cycle.
Since the optimum heat treat temperatures and times are
chemistry dependent, relevant casting chemistry
information is supplied to the heat treater along with the
castings. However, casting chemistries are typically held
tightly enough that heat treat cycle adjustments are not
necessary.
AUSTEMPERED CASTING MATERIAL
PROPERTIES The bulk material properties of the
casting are fully established after austempering. The
surface properties can be further enhanced through
subsequent operations such as shot peening or fillet
rolling.
Average properties for test and production lots of
castings cast over a twelve-month period are shown in
Table 2. With excellent toughness, the yield and tensile
strengths of the ADI are at least twice as large as those
of a conventional SAE D4512 ductile iron. Studies
6
show
that the endurance limit of a Grade 1 ADI is also
approximately twice that of a conventional D4512 ductile
iron.
The ability to achieve excellent strength and toughness,
under routine production conditions, makes ADI an
excellent material for chassis components.
6
POST HEAT TREATING/PRE-MACHINING
OPERATIONS Following the austempering heat
treatment, the castings are shot peened to remove
surface scale and discoloration caused by the heat
treatment operation. This operation has the added
benefit of significantly increasing the fatigue strength of
unmachined casting surfaces. Almen strips were run with
the pre-production approval samples to quantify the
amount of peening that the castings were receiving.
Almen strips will be run with future shot peening loads as
an ongoing quality check.
After peening, the castings are 100% inspected using a
multifrequency eddy current unit to verify that each
casting was properly austempered. This procedure and
the resulting correlations were developed and validated
internally. At this stage, 100% casting inspection is being
used to help insure that each casting was properly
austempered and to look for variations that might relate
to machining performance. It is important to insure that
all process controls consistently do the necessary job.
Also, the additional information being gathered should
help in further optimizing quality and manufacturing
performance.
MACHINING AND ASSEMBLY Following heat
treatment and painting with e-coat, the upper control
arms are machined, gauged, and assembled at Climate
Control. Figure 8 shows two views of a machined upper
control arm with the bushings in place. The parts are
machined on heavy duty, horizontal machining centers,
as shown in Figure 9. After machining, the parts are
100% gauged in-cycle and the bushings are then
pushed-in in a separate station. The 100% gauging
currently being done was incorporated into the machining
operation as part of the ongoing learning process.
Figure 8. Two views of a machined upper control arm
casting with the bushings in place.
Figure 9. Photograph of a machining center with the
doors open to show the fixture and casting
orientation for machining.
The fixtures holding the casting during machining were
deliberately designed to clamp the part solidly to a heavy
base to minimize vibration during machining. A
photograph of a casting in the machining fixture is
presented in Figure 10. Climate Control personnel
indicate that a solid setup which minimizes vibration
during machining is key to successful ADI machining.
They further indicate that:
1. They have had no major problems machining the ADI
upper control arms.
2. Tool usage is higher than for conventional grades of
ductile iron (which are typically much softer).
3. They typically use slower and deeper cuts for ADI
than for conventional ductile irons.
4. They are still evaluating alternate specialty insert
grades to find the best insert for their machining
conditions.
5. A key to successful ADI machining is a stable
manufacturing process for the ADI castings (both
foundry and heat treater).
Table 2. Comparison of Specification and Average ADI
UCA Mechanical Properties
Property
Specification
(ASTM A897/
897M)
Average
ADI UCA
Hardness,
Brinell
269-321 301
Tensile Strength,
MPa (psi)
850 min.
(125,000 min.)
1,049
(152,100)
Yield Strength,
MPa (psi)
550 min.
(80,000 min.)
798
(115,700)
Elongation,
%
10 min. 13.8
Impact Strength,
Joules (ft-lbs)
100 min.
(75 min.)
179
(132)
7
There was an issue early on relating to ability to hold
dimensions that was traced to casting distortion during
heat treatment. This was resolved by modifying the
casting stacking pattern in the heat treatment baskets.
Figure 10. Photograph of an upper control arm casting in
the machining fixture.
The close, open minded, co-operative working
relationship between foundry and machiner personnel
and the proximity of the involved plants in Decatur, IL
have been major assets in implementing and launching
the Ford Mustang ADI upper control arm program.
SUMMARY
This program has demonstrated that austempered ductile
iron is a suitable contender for chassis applications
requiring lightweight, tough, high strength components.
For the Ford Mustang upper control arm, it has proven
superior to a steel forging. With good process control
during casting production and heat treatment and with
solid fixturing, ADI is readily machinable. It is clearly a
material worthy of consideration for automotive
applications
ACKNOWLEDGMENTS
We are grateful to all of the individuals at Ford, Benteler,
Applied Process and Climate Control who supported us
in this program. We would like to particularly recognize
Cindy Jacob at Ford Motor Company for her numerous
technical contributions to the program, and Monte Lange
at Climate Control for his ongoing support, the time he
spent with us in early phases of the development of this
paper, and for the insights he provided regarding the
machining of ADI. Other individuals deserving special
recognition are Mitch Rackers for his handling of overall
component design and design analysis, and Steve Braun
for his development of the nondestructive test procedures
used to confirm successful austempering of each
casting.
REFERENCES
1. SAE J434 Jun 86, 1998 SAE Handbook on CD-ROM,
SAE International, Warrendale, PA.
2. ASTM A 536, 1999 Annual Book of ASTM
Standards, Vol. 1.02, ASTM, West Conshohocken,
PA, pp 310-314.
3. ASTM A897, 1999 Annual Book of ASTM Standards,
Vol. 1.02, ASTM, West Conshohocken, PA, pp 570-
575.
4. Natalie Neff, Mustang Cobra Gets Audited for 1999,
WARDS Auto World, February 1999, p 47
5. Norman Martin, Mustang Finally Gets An IRS, AI,
March 1999, pp 63-64
6. Intermet internal studies.
CONTACT
Dr. Robert J Warrick received his degree in Metallurgical
Engineering from the University of Michigan in 1963. His
industrial career has been split between Ford Motor
Company (first 14 years) and Intermet. He is currently
Vice-President Materials R&D for Intermet Corporation
and is located at the Intermet Product Design and
Technical Center, 939 Airport Road, Lynchburg VA
24502. He can be reached by phone at (804) 237-8747
or at rwarrick@notes.intermet.com by email.
AUSTEMPERING DUCTILE IRON
We want to present several of the ideas important to the successful austempering of
ductile iron to help you decide if this is a market where you can participate. The
ideas presented are generalizations - over simplifications - and we would welcome
every opportunity to plan specific jobs with you.
APPLICATIONS: Austempered Ductile Iron (ADI) has been successfully applied to a
variety of parts. Of great importance to the foundry industry is that much of it has
replaced forgings. Specifics follow.
In-ground applications: Farm and construction equipment.
Material handling equipment: Conveyor components, wheels, links.
Gears: Automotive drive trains.
Cam and Crank Shafts.
Heavy duty suspension components: Spring hangers, equalizers.
ECONOMICS: ADI derives its value in any combination of these three areas:
Superior performance in service.
Casting cost advantage over other fabrication methods.
Machining cost advantage of ductile iron over other materials.
TECHNOLOGY: ADI is produced in a range of strengths from 80,000 psi yield to 185,000
psi yield. As the strength increases through this range, the typical elongation drops
from 13% to 2%. The following are important considerations:
The machinability of lower strength grades of ADI is reasonable -roughly
comparable to steels of the same hardness. When hardness exceeds 321 BHN,
parts are best ground. In most cases, it is best to machine parts prior
to Austempering.
Dimensional stability is good since the ADI process is "Isothermal."
Accordingly, cracking and warpage are rarely issues. Parts, however, do
grow about 0.0008 in/in and very predictably, so machining dimensions are
easily adjusted to compensate.
Metal chemistry needs to meet only a few criterion. Most important is for
the chemistry to be consistent from lot to lot. Second in importance is
manganese content which is best kept below 0.35%. Please note that this
becomes increasingly important with increasing wall sections. Third is
alloying and wall section considerations. To get a good ADI structure
through walls greater that 0.75 inches, we usually need a little copper;
or occasionally, nickel or molybdenum.
The Austenitizing time and temperature is determined by the metal
chemistry.
The ADI strength is controlled by the Austemper time and temperature, and
it is not significantly affected by metal chemistry. This means that we
can obtain all grades of ADI with one chemistry of iron.
ASTM 897-90 FOR AUSTEMPERED DUCTILE IRON
GRADE BHN
RANGE
U.T.S.
(PSI)
YIELD
(PSI)
ELONG
%
IMPACT
FT/LBS
APPLICATIONS
1 269-321 125 80 10 75 Trunions, Hubs, Gears,
Levers, Brackets
2 302-363 150 100 7 60 Chain links, Sprockets
Crane Wheels
3 341-444 175 125 4 45 Wear plates, Mill liners
Plow shoes, Axe heads,
Mixer shoes
4 388-477 200 155 1 25 Rock crusher rolls, Chute
liners, Rack and pinions,
Guides
5 444-555 230 185 N/A N/A Break shoes and other
high wear applications
Characteristics
Grades 1 through 3 have superior strength without
the attending loss of ductility typical of ductile
cast iron. Tensile and yield strengths are, in
fact, comparable to low alloy steels.
Grades 4 and 5, with higher hardnesses, provide
superior wear resistance and can provide cost
effective substitutes for many carburized and
quenched and tempered steel components.
It is possible, especially in the higher grades,
to attain an ADI microstructure which contains
some retained austenite. This phase will
transform in service just at the working surface
which further improves wear resistance.
The modulus of elasticity of ADI is 20% less than
that of steel. This results in 40% faster
dampening in ADI than in steel. When steel gears
are replaced by ADI gears, noise reduction is
typically five (5) decibels.
Ductile cast iron is about 10% lighter (less
dense) than steel. Replacement of steel
components with ADI will reduce weight.
Fatigue Performance Comparison and Life Predictions of
Forged Steel and Ductile Cast Iron Crankshafts
Jonathan R. Williams and Ali Fatemi
Graduate Research Assistant and Professor, Respectively
A Final Project Report Submitted to the
Forging Industry Educational Research Foundation (FIERF)
and
American Iron and Steel Institute (AISI)
The University of Toledo
August 2007
iii
FORWARD
The overall objective of this study was to evaluate and compare the fatigue
performance of two competing manufacturing technologies for automotive crankshafts,
namely forged steel and ductile cast iron. In addition, weight and cost reduction
opportunities for optimization of the forged steel crankshaft were also investigated. The
detailed results are presented in two reports. This first report deals with the fatigue
performance and comparison of forged steel and ductile cast iron crankshafts. The
second report deals with analyses of weight and cost reduction for optimization of the
forged steel crankshaft.
iii
ABSTRACT
Fatigue Performance Comparison and Life Predictions of
Forged Steel and Ductile Cast Iron Crankshafts
The primary objective of this study was to evaluate and compare the fatigue
performance of forged steel and ductile cast iron crankshafts. Fatigue is the primary
cause of failure of crankshafts due to the cyclic loading and presence of stress
concentrations at the fillets. The crankshafts used in this study were from one-cylinder
engines typically used in lawnmowers. Recent publications relevant to this work are
presented. The experimental program included monotonic tensile tests, strain-controlled
fatigue tests, Charpy V-notch impact tests, as well as load-controlled component fatigue
tests on both crankshafts. Monotonic and cyclic properties of the two materials were
obtained and compared, which showed a higher tensile strength and better fatigue
performance for the forged steel compared to the ductile cast iron. The results from the
Charpy V-notch tests showed that the forged steel material has higher impact toughness
than the ductile cast iron material. The results of the component fatigue tests are
presented as S-N curves for the two crankshafts and show a superior fatigue performance
for the forged steel crankshafts. In addition to the experimental program, life predictions
were performed for the two crankshafts using the properties obtained from the strain-
controlled specimen tests. Results from FEA were used to determine the stress
concentrations in the crankshafts along with the stress distributions. S-N life predictions
were performed using the modified Goodman equation to account for the mean stress
iv
effects caused by the R = -0.2 loading. Strain-life predictions were also performed using
Neubers rule to determine the notch stresses and strains and the SWT parameter for
accounting for mean stress effects. Both the S-N and strain-life predictions provided
reasonable estimates to the fatigue lives of the crankshafts, although the S-N predictions
were in better agreement with the experimental data than the strain-life predictions.
v
ACKNOWLEDGEMENTS
Financial support for this research project was provided by the Forging Industry
Educational Research Foundation (FIERF) and the American Iron and Steel Institute
(AISI). We would like to thank Karen Lewis (Executive Director of FIERF), David
Anderson (Director of Bar and Rod Products at AISI), Michael Wicklund (President of
FIERF) for providing technical support and information, and George Mochnal from the
Forging Industry Association. In addition we would like to acknowledge Bill Heitmann
and Louie Laus of Arcelor Mittal Steel for there generous help and assistance with the
chemical analyses and microstructure imaging.
vi
TABLE OF CONTENTS
FORWARDii
ABSTRACT...iii
ACKNOWLEGEMENTSv
LIST OF TABLES......ix
LIST OF FIGURES....xi
CHAPTER 1: INTRODUUCTION.1
1.1 Background1
1.1.1 Crankshaft description.................1
1.1.2 Function of a crankshaft..4
1.1.3 Failure of a crankshaft.5
1.2 Literature Review..6
1.2.1 Failure analysis7
1.2.2 Testing and comparison of fatigue performance of crankshafts..8
1.2.3 Crankshaft manufacturing..11
1.3 Motivation and Objectives...12
CHAPTER 2: SPECIMEN TESTING PROCEDURES AND RESULTS....26
2.1 Monotonic and Fatigue Tests and Results...26
2.1.1 Materials, specimen and test equipment26
2.1.2 Test procedures..30
2.1.2.1 Monotonic tension tests.30
2.1.2.2 Constant amplitude fatigue tests31
2.1.3 Experimental results and comparisons...33
vii
2.1.3.1 Monotonic properties.33
2.1.3.2 Cyclic deformation properties and behavior..35
2.1.3.3 Fatigue behavior and comparisons.38
2.2 Charpy V-Notch Tests......41
2.2.1 Specimen and test equipment.41
2.2.2 Test procedure43
2.2.3 Test results and comparisons.44
CHAPTER 3: COMPONENT TESTING PROCEDURES AND RESULTS...81
3.1 Test Apparatus and Procedures....81
3.1.1 Loading conditions and test fixture81
3.1.2 Test procedures...83
3.2 Failure Criterion....84
3.3 Results and Comparisons .88
CHAPTER 4: STRESS ANALYSIS AND FATIGUE LIFE PREDICTIONS....107
4.1 Analytical Stress Calculations.....107
4.2 Finite Element Modeling and Analysis........108
4.2.1 Critical locations....109
4.2.2 Comparison between FEA, analytical, and experimental results..111
4.2.3 FEA Results used for life predictions........112
4.3 Stress-Life Approach and Life Predictions.........114
4.3.1 Procedures and predictions.. .114
4.3.2 Comparisons with experimental results........119
4.4 Strain-Life Approach and Life Predictions.....122
viii
4.4.1 Procedures and predictions....122
4.4.2 Comparisons with experimental results...125
4.5 Discussion of Life Prediction Results....126
CHAPTER 5: SUMMARY AND CONCLUSIONS...142
REFERENCES146
ix
LIST OF TABLES
Table 1.1: Results from component fatigue tests on forged steel, ductile iron and
ADI crankshafts with various surface treatments from the study by
Chatterley and Murrell [1998]. ....................................................................... 15
Table 1.2: Results from component fatigue tests on forged steel, ductile iron, and
microalloyed steel crankshafts from the study by Pichard et al. [1993]. ....... 15
Table 2.1: Chemical analysis of the forged steel and ductile cast iron as a percent
weight, remaining Fe [Heitmann, 2006]. ........................................................ 46
Table 2.2: Hardness values for (a) forged steel and (b) ductile cast iron
monotonic and fatigue specimens. .................................................................. 47
Table 2.3: Result summary of monotonic tensile tests. ................................................... 48
Table 2.4: Summary of monotonic and cyclic properties for the two materials.............. 49
Table 2.5: Summary of constant amplitude completely reversed fatigue test
results for forged steel..................................................................................... 50
Table 2.6: Summary of constant amplitude completely reversed fatigue test
results for ductile cast iron. ............................................................................. 51
Table 2.7: Summary of results from Charpy impact tests for (a) forged steel L-T,
(b) forged steel T-L, and (c) cast iron. ............................................................ 52
Table 3.1: Test parameters and results for the forged steel and ductile cast iron
crankshaft fatigue tests.................................................................................... 92
Table 4.1: Analytical nominal stress results at the critical location and
comparison with FEA results for the forged steel and cast iron
crankshafts. ................................................................................................... 128
Table 4.2: Comparison between FEA, experimental, and analytical stress results
for the forged steel crankshaft in the as-tested condition at the
locations shown in Figure 4.2. ...................................................................... 129
Table 4.3: FEA results for the test setup boundary conditions for the forged steel
crankshaft for the locations identified in Figure 4.2. .................................... 130
x
Table 4.4: FEA results for the test setup boundary conditions for the cast iron
crankshaft for the locations identified in Figure 4.2. .................................... 130
Table 4.5: Life prediction results including the S-N and -N approaches for the
forged steel crankshaft. ................................................................................. 131
Table 4.6: Life prediction results including the S-N and -N approaches for the
ductile cast iron crankshaft. .......................................................................... 131
Table 4.7: Experimental data and life prediction results for the forged steel and
ductile cast iron crankshafts.......................................................................... 132
xi
LIST OF FIGURES
Figure 1.1: Crankshaft terminology [www.tpub.com]. ................................................... 16
Figure 1.2: The cycles of a four-stroke engine [en.wikipedia.org]. ................................ 16
Figure 1.3: Geometry of one cylinder diesel crankshaft used in the study by
Bayrakeken et al. [2006]. ............................................................................ 17
Figure 1.4: Fracture surfaces from failed one-cylinder diesel crankshafts from the
study by Bayrakeken et al. [2006]. ............................................................ 17
Figure 1.5: SEM photographs of failed crankshafts showing carbide inclusions
indicated with arrows from the study by Bayrakeken et al. [2006]. ........... 17
Figure 1.6: Failed crankshaft from a 6-cylinder diesel engine from the study by
Asi [2006].................................................................................................... 18
Figure 1.7: Close up of crack in failed crankshaft from the study by Asi [2006]. .......... 18
Figure 1.8: Circumferential crack in failed crankshaft from the study by Asi
[2006]. ........................................................................................................... 18
Figure 1.9: SEM photograph of crack initiation site in the fillet region from the
study by Asi [2006]. ...................................................................................... 19
Figure 1.10: Test set-up to determine the modal response of specimens from the
study by Damir et al. [2007]........................................................................ 19
Figure 1.11: Damping ratio versus life to failure for grey cast iron and ductile cast
iron specimens from the study by Damir et al. [2007]. ............................... 20
Figure 1.12: Life to failure versus damping ratio for ADI specimens showing a
quadratic correlation from the study by Damir et al. [2007]....................... 20
Figure 1.13: Test section for resonant bending test from the study by Spiteri et al.
[2007]. ......................................................................................................... 21
Figure 1.14: Test apparatus for resonant bending fatigue test from the study by
Spiteri et al [2007]. ...................................................................................... 21
Figure 1.15: Results from component tests on ductile cast iron crankshafts with
various surface treatments from the study by Park et al. [2001]. ................ 22
xii
Figure 1.16: Electroslag casting (ESC) process shown schematically where A:
transformer; B: Bottom mould; C1, C2, C3: mould; D: casting; E:
molten metal pool; F: slag pool; G: electrode [Wang et al. 2007]. ............. 23
Figure 1.17: Forging sequence of the elementary cell for a precision forged
crankshaft from the study by Behrens et al. [2005]. ................................... 23
Figure 1.18: Sequence for precision forging of a one-cylinder crankshaft from the
study by Behrens et al. [2005]..................................................................... 24
Figure 1.19: Tool layout for the final forming stage of a one-cylinder crankshaft
from the study by Behrens et al. [2005]. ..................................................... 24
Figure 1.20: Forging sequence for the precision forging of a three-cylinder
crankshaft from the study by Behrens et al. [2005]. ................................... 25
Figure 2.1: Forged steel (a) and ductile cast iron (b) crankshafts used to obtain test
specimens. ................................................................................................... 53
Figure 2.2: Photomicrographs of the ductile cast iron material at (a) 500X and (b)
1000X [Laus and Heitmann, 2007]. ............................................................ 54
Figure 2.3: Photomicrograph of the forged steel material at 500X. ................................ 55
Figure 2.4: Specimen geometry for monotonic tensile tests and constant amplitude
fatigue tests.................................................................................................. 56
Figure 2.5: Locations where the monotonic and fatigue specimens were removed
from for forged steel (a) and cast iron (b). .................................................. 57
Figure 2.6: True stress versus true plastic strain for (a) forged steel and (b) ductile
cast iron. ...................................................................................................... 58
Figure 2.7: Monotonic engineering stress versus strain curves for (a) forged steel
and (b) ductile cast iron. .............................................................................. 59
Figure 2.8: Superimposed monotonic engineering stress versus strain curves for
forged steel and ductile cast iron................................................................. 60
Figure 2.9: True stress amplitude versus number of cycles for (a) forged steel and
(b) ductile cast iron...................................................................................... 61
Figure 2.10: True stress amplitude versus normalized number of cycles for (a)
forged steel and (b) ductile cast iron. .......................................................... 62
Figure 2.11: Plots of midlife hysteresis loops for (a) forged steel and (b) cast iron. ...... 63
Figure 2.12: True stress amplitude versus true plastic strain amplitude for (a)
forged steel and (b) ductile cast iron. .......................................................... 64
xiii
Figure 2.13: True stress amplitude versus true strain amplitude for (a) forged steel
and (b) ductile cast iron. .............................................................................. 65
Figure 2.14: Superimposed cyclic stress-strain curves for forged steel and ductile
cast iron. ...................................................................................................... 66
Figure 2.15: Superimposed plots of monotonic and cyclic true stress versus true
strain curves for (a) forged steel and (b) ductile cast iron........................... 67
Figure 2.16: Superimposed plots of monotonic and cyclic true stress versus true
strain curves for forged steel and ductile cast iron...................................... 68
Figure 2.17: True stress amplitude versus reversals to failure for (a) forged steel
and (b) ductile cast iron. .............................................................................. 69
Figure 2.18: Superimposed plots of true stress amplitude versus reversals to failure
for forged steel and ductile cast iron. .......................................................... 70
Figure 2.19: True plastic strain amplitude versus reversals to failure for (a) forged
steel and (b) ductile cast iron....................................................................... 71
Figure 2.20: Superimposed plots of true plastic strain versus reversals to failure for
forged steel and ductile cast iron................................................................. 72
Figure 2.21: True strain amplitude versus reversals to failure for (a) forged steel
and (b) ductile cast ...................................................................................... 73
Figure 2.22: True strain amplitude versus reversals to failure for forged steel and
ductile cast iron. .......................................................................................... 74
Figure 2.23: Neuber stress range versus reversals to failure for (a) forged steel and
(b) ductile cast iron...................................................................................... 75
Figure 2.24: Superimposed Neuber stress range versus reversals to failure for
forged steel and ductile cast iron................................................................. 76
Figure 2.25: Charpy impact specimen geometry............................................................. 77
Figure 2.26: Locations on the crankshaft where Charpy v-notch specimens were
machined from .....77
Figure 2.27: Tinius Olsen impact test machine. .............................................................. 78
Figure 2.28: Average absorbed energy values at the different test temperatures for
forged steel (L-T, T-L) and ductile cast iron............................................... 79
Figure 2.29: Absorbed energy versus test temperature for forged steel (L-T, T-L)
and cast iron specimens............................................................................... 79
xiv
Figure 2.30: Fracture surfaces of (a) forged steel L-T, (b) forged steel T-L, and (c)
ductile cast iron specimens in order of increasing temperature from
left to right...80
Figure 3.1: Forged steel crankshaft in its final machined condition. .............................. 93
Figure 3.2: Ductile cast iron crankshaft in its final machined condition. ....................... 93
Figure 3.3: Schematic of test set-up. ............................................................................... 94
Figure 3.4: Test set-up for the forged steel crankshaft.................................................... 94
Figure 3.5: Test set-up for the ductile cast iron crankshaft. ............................................ 95
Figure 3.6: Close up of load application area of moment arm showing rod end
bearing and roller bearings. ......................................................................... 95
Figure 3.7: Critical fillet area of crankshaft painted to better observe crack. ................. 96
Figure 3.8: Imprint of crack with putty. .......................................................................... 96
Figure 3.9: Displacement amplitude versus number of cycles for the (a) forged
steel crankshafts and (b) ductile cast iron crankshafts. ............................... 97
Figure 3.10: Change in displacement amplitude versus crack length for the forged
steel crankshafts. ......................................................................................... 98
Figure 3.11: Change in displacement amplitude versus crack length for the cast
iron crankshafts. .......................................................................................... 98
Figure 3.12: Superimposed plot of change in displacement amplitude versus crack
length for the forged steel and cast iron crankshafts. ................................. 99
Figure 3.13: Measured crack length versus cycles for the forged steel crankshafts. .... 100
Figure 3.14: Measured crack length versus cycles for the ductile cast iron
crankshafts................................................................................................. 100
Figure 3.15: Displacement amplitude versus cycles for a forged steel crankshaft
with the crack initiation point highlighted. ............................................... 101
Figure 3.16: Displacement amplitude versus cycles for a ductile cast iron
crankshaft with the crack initiation point highlighted............................... 101
xv
Figure 3.17: Predicted crack length versus measured crack length for the forged
steel crankshafts. The same symbols correspond to crack lengths of
the same crankshaft. .................................................................................. 102
Figure 3.18: Predicted crack length versus measured crack length for the ductile
cast iron crankshafts. The same symbols correspond to crack lengths
of the same crankshaft. ............................................................................. 102
Figure 3.19: Moment amplitude versus cycles to failure using the crack initiation
failure criterion. ......................................................................................... 103
Figure 3.20: Moment amplitude versus cycles to failure using the 5% change in
displacement amplitude failure criterion................................................... 103
Figure 3.21: Cast Iron displacement amplitude versus cycles plot showing
hardening behavior. ................................................................................... 104
Figure 3.22: Expanded view of the displacement amplitude versus cycles plot for a
cast iron crankshaft tested at 431 N-m. ..................................................... 104
Figure 3.23: Example of a typical fatigue fracture surface for the forged steel
crankshaft. ................................................................................................. 105
Figure 3.24: Side view of typical fatigue fractured forged steel crankshaft. ................ 105
Figure 3.25: Example of a typical fatigue fracture surface for the cast iron
crankshaft. ................................................................................................. 106
Figure 3.26: Side view of typical fatigue fractured cast iron crankshaft....................... 106
Figure 4.1: Forged steel crankshaft showing FEA stress contour with the crankpin
fillet magnified [Montazersadgh, 2007].....133
Figure 4.2: Forged steel crankshaft showing the analyzed locations for the
dynamic load analysis and dynamic based FEA. ...................................... 133
Figure 4.3: Stress magnitude versus crankshaft angle for the locations shown in
Figure 4.2 [Montazersadgh and Fatemi, 2007]. ........................................ 134
Figure 4.4: Maximum stress, minimum stress, stress range, and mean stress results
from FEA for the locations shown in Figure 4.2 [Montazersadgh and
Fatemi, 2007]. ........................................................................................... 134
Figure 4.5: Forged steel crankshaft S-N lines for the unnotched, notched, and
notched ...................................................................................................... 135
Figure 4.6: Ductile cast iron crankshaft S-N lines for the unnotched, notched, and
notched R = -0.2 condition. ....................................................................... 135
xvi
Figure 4.7: Forged steel crankshaft S-N line for the notched R = -0.2 condition
superimposed with the crack initiation experimental data. ....................... 136
Figure 4.8: Forged steel crankshaft S-N line for the notched R = -0.2 condition
superimposed with the 5% change in displacement amplitude
experimental data. ..................................................................................... 136
Figure 4.9: Ductile cast iron crankshaft S-N lines for the notched R = -0.2
condition superimposed with the crack initiation experimental data. ....... 137
Figure 4.10: Ductile cast iron crankshaft S-N lines for the notched R = -0.2
condition superimposed with the 5% change in displacement
amplitude experimental data. .................................................................... 137
Figure 4.11: Predicted versus experimental cycles to failure using the S-N
approach for the forged steel and ductile cast iron crankshafts using
the crack initiation failure criterion. .......................................................... 138
Figure 4.12: Predicted versus experimental cycles to failure using the S-N
approach for the forged steel and ductile cast iron crankshafts using
the 5% change in displacement amplitude failure criterion. ..................... 138
Figure 4.13: SWT parameter versus reversals to failure based on crack initiation
with strain-life prediction data superimposed for the forged steel
crankshafts................................................................................................. 139
Figure 4.14: SWT parameter versus reversals to failure based on 5% change in
displacement amplitude with strain-life prediction data superimposed
for the forged steel crankshafts. ................................................................ 139
Figure 4.15: SWT parameter versus reversals to failure based on crack initiation
with strain-life prediction data superimposed for the ductile cast iron
crankshafts................................................................................................. 140
Figure 4.16: SWT parameter versus reversals to failure based on 5% change in
displacement amplitude with strain-life prediction data superimposed
for the ductile cast iron crankshafts........................................................... 140
Figure 4.17: Predicted versus experimental cycles to failure using the strain-life
approach for the forged steel and ductile cast iron crankshafts based
on the crack initiation failure criterion. ..................................................... 141
Figure 4.18: Predicted versus experimental cycles to failure using the strain-life
approach for the forged steel and ductile cast iron crankshafts based
on the 5% change in displacement amplitude failure criterion. ................ 141
1
CHAPTER 1
INTRODUCTION
1.1 Background
A crankshaft, in general, converts linear motion into rotary motion. In an internal
combustion engine, the reciprocating motion of the piston is linear and is converted into
rotary motion through the crankshaft. The most common application of a crankshaft is in
an automobile engine. However, there are many other applications of a crankshaft which
range from small one cylinder lawnmower engines to very large multi cylinder marine
crankshafts and everything in between.
1.1.1 Crankshaft description
A crankshaft consists of main journals, webs, and connecting rod journals,
commonly known as crank-pins. The main components of a crankshaft are shown in
Figure 1.1. The crankshaft rotates on bearings inside the engine. The bearings
supporting the crankshaft are the main bearings of an engine and the part of the
crankshaft that rides on the bearings are called the main bearing journals. The number of
main bearings and main journals in an engine depend on its size. Small one cylinder
engines have only two main bearings, one at each end of the crankshaft. Larger multi-
cylinder engines usually have more than two main bearings at the ends and include some
in the center part of the crankshaft for more support. The piston connects to the
2
crankshaft on a bearing journal, referred to as a crank-pin. The crank-pins are offset from
the central rotating axis of the crankshaft causing the pistons to move when the
crankshaft rotates. The webs create the offset between the central axis and the crank-
pins. The number of crank-pins depends on the type of engine and number of cylinders.
A single cylinder engine will have only one crank-pin and two webs. Multi-cylinder
engines will have one crank-pin per piston if the engine is a straight engine, meaning that
all cylinders are in a line. If the engine is a V-engine, one bank of cylinders on each side
of the crankshaft, two pistons will attach to the same crank-pin. Commonly a crankshaft
will be classified by the number of crank throws or simply throws, which simply
refers to the combination of the two webs and crank-pin. Therefore, a straight four
cylinder engine will have four crank-pins as will a V-8 engine and both will be classified
as four throw crankshafts.
The high speed rotation of a crankshaft requires a very balanced component. If
the crankshaft is not balanced damage to the engine can result or at the very least there
will be a heavy vibration. Balancing of a crankshaft is partly achieved by using counter
balance weights on the crankshaft. The webs usually extend past the central axis of the
crankshaft to form the counterweights. Fine balancing is usually done by drilling holes in
the underside of the counterweights to remove material. The locations of the holes are
such that when the material is removed the crankshaft will be in balance.
There are several different material options available for manufacturing
crankshafts, with the two most popular being steel and iron. Crankshafts can be
machined from a billet, forged, or cast. Machining a crankshaft from a billet is not
typically done due to the prohibitively long machining times, however for low production
3
custom pieces it is still done. The steel crankshaft is usually forged to near net shape and
then finished by machining processes. The iron crankshafts are typically cast and then
machined. Generally a crankshaft can be classified as forged steel or cast iron, however,
within these two categories there are many options. A forged steel crankshaft, for
example, may be manufactured from microalloyed steel which can eliminate the need for
heat treatment. A cast iron crankshaft, which is typically ductile cast iron, has more
ductility and therefore higher fatigue resistance than ordinary gray iron. The cast iron
crankshaft could also be made from austempered ductile iron or ADI, which is a higher
strength iron and has been shown to have longer fatigue life than ordinary ductile cast
iron [Chatterley and Murrell, 1998].
Crankshaft design is not limited to selecting a material, such as steel or iron, a
process, such as forging or casting, and geometry. Surface treatments also play a major
role in the performance of the crankshaft. The fillets in a crankshaft are often rolled in
order to induce compressive residual stresses, thus increasing the fatigue performance of
the crankshaft. Case hardening, or hardening on the surface of the material, is often done
to increase the hardness in the main journals and crank-pins of the crankshaft, resulting in
better wear. Not only does the surface hardening improve wear resistance, it also can
induce compressive residual stresses, which results in increased fatigue performance of
the crankshaft [Grum, 2003]. Ion nitriding is also used and has been shown to increase
the fatigue strength of crankshafts [Park et al., 2001; Pichard et al, 1993].
4
1.1.2 Function of a crankshaft
As mentioned previously, the function of a crankshaft in an internal combustion
engine is to translate the linear motion of the pistons into a rotary motion. The rotary
motion can then be used to power the device, such as propel an automobile or turn the
blade of a lawnmower engine. The most common application is the automobile engine.
The function of the crankshaft in an automobile engine can easily be extended to a
crankshaft in another type of engine since their functions are the same. Since the
crankshafts used in this study are from a four-cycle engine, the four-cycle engine process
is discussed. Crankshafts, however, perform similar functions in the two-cycle engine
which is common in small garden equipment.
The most common type of engine is the four-cycle (or four-stroke) engine which
uses the Otto cycle (if gasoline powered) or Diesel cycle (if diesel powered). The four
cycles are the intake, compression, power, and exhaust, which are shown in Figure 1.2.
The cycle starts at top dead center (TDC) where the piston is furthest away from the
crankshaft. In the first cycle, the intake cycle, the piston moves down and an air-fuel
mixture is drawn into the cylinder through the intake valves. Next the valves close and
the piston moves up, compressing the air-fuel mixture in the compression cycle. The
compressed air-fuel mixture is ignited (by a sparkplug in a gasoline engine) at the top of
the compression stroke. The power cycle occurs when the gases in the combustion
chamber ignite, resulting in expansion and a large force on the piston. The force pushes
the piston down resulting in a rotation of the crankshaft. Finally, in the exhaust cycle, the
exhaust valves open and the gases in the cylinder are forced out during the upward
5
motion of the piston as the crankshaft rotates. The entire process results in a 720 degree
rotation of the crankshaft, as each cycle takes approximately 180 degrees to complete.
1.1.3 Failure of a crankshaft
The crankshaft is the central part of the engine and its failure would render the
engine useless until costly repairs could be made or a replacement engine could be
installed. The failure of a crankshaft can damage other engine components including the
connecting rods or even the engine block itself. Therefore, when the failure of a
crankshaft does occur it often results in replacing the engine or even scrapping the
equipment the engine was used in. Considering the ramifications of a crankshaft failure,
a crankshaft must be designed to last the lifetime of an engine.
The engine of a typical gasoline powered automobile has an engine speed that
varies from 500 to 6,500 rpm and while traveling at highway speeds may be 2,500 rpm.
It can easily be shown that a crankshaft has a desired life of many millions or even
billions of cycles. For example if the life of an automobile is 120,000 miles and has an
average speed of 50 mph and engine speed of 2,500 rpm, the engine, and crankshaft,
would need to have a life of at 360 million cycles. Crankshafts used in lawnmower
engines, such as those in this study, would not see as many cycles as the automobile
engine with considerably higher usage, but a long life situation still exists. With such a
long life situation, a design for infinite life is necessary.
The gas and inertial loads in an engine create a multiaxial loading condition on a
crankshaft as was shown by Jensen [1970]. In the study strain gages were mounted to a
crankshaft from a V-8 engine and installed back in the engine. By running the engine
6
and acquiring data, he was able to show that there was bending and torsion on the
crankshaft. The study by Jensen and subsequent studies show that the torsion is small
compared to the bending stress, therefore, the torsion is often neglected.
The fillets in crankshafts have been identified as the highest stressed, or critical,
location of a crankshaft and are often the sight of fatigue crack initiation as was shown in
the previously mentioned study by Jensen and other studies, including this one. The
presence of a fillet or notch in a crankshaft is virtually unavoidable. Any change of
diameter results in a stress concentration. While sharp corners can be avoided with the
use of fillets, other measures are often necessary in order to increase the fatigue
performance of crankshafts. Compressive residual stresses have been shown to increase
the fatigue performance of components, not just limited to crankshafts. Often in an
attempt to induce compressive residual stresses at notches, the fillets are rolled. This
compressive residual stress increases the fatigue strength at long life.
Silva [2003] classified the failure of crankshafts into three categories: operating
sources, mechanical sources, and repairing sources. Operating sources include things
such as misuse of an engine and a lack of lubrication. Mechanical sources of failure can
include misalignment or vibration of the crankshaft due to balance issues. Repairing
sources are those that are caused by repair to an engine or finishing of a crankshaft, such
as improper grinding, incorrect bearings, or misalignment.
1.2 Literature Review
The literature review for this project by Zoroufi and Fatemi [2005] was completed
previously. Therefore the literature review included in this chapter only contains
7
additional information that was published after the previous literature review was
completed and information that is mentioned again due to specific application to this
study.
1.2.1 Failure analysis
The analysis of failed in service crankshafts is vital to laboratory crankshaft
studies, as it allows the researcher to better adapt experiments to real life situations as
well as validates results. Crankshaft studies, including this one, suggest that crankshaft
failures often occur in the crank-pin fillet areas, which is also supported by the analysis of
failed in service crankshafts.
Bayrakeken et al. [2006] investigated the failure of a small one-cylinder diesel
engine used in agricultural applications. The analysis was performed on two crankshafts
made of AISI 4140 steel, one of which was case hardened. The basic crankshaft
geometry used in the study is shown in Figure 1.3. Both failures were attributed to
fatigue crack propagation in the fillet of the crankshafts. Fracture surfaces which show
typical fatigue fractures, as indicated by beach marks, from both crankshafts are shown in
Figure 1.4. The premature failure was suspected to be caused by the larger than normal
carbide inclusions present in the material as shown by the scanning electron microscope
(SEM) images in Figure 1.5.
Asi [2006] investigated the failure of a diesel crankshaft made of ductile cast iron.
The crankshaft was taken from a 6 cylinder 115 HP engine which is shown in Figures 1.6
and 1.7. The failure of the crankshaft resulted in catastrophic failure of the engine after
only 400 hours of service. Circumferential cracks were found by visual inspection in the
8
crankpin fillet region as shown in Figure 1.8. From high magnification analysis of the
fracture surfaces using SEM, the initiation of the cracks was at the surface in the region
of the fillet as shown in Figure 1.9. The free graphite and nonspheroidal graphite in
ductile cast iron act as notches, and therefore stress concentrations, and are often the
source of fatigue crack initiation. The initiation site of the cracks in the analyzed
crankshaft is in the periphery of graphite. The analysis showed that the failure occurred
due to rotating bending fatigue. The initiation of cracks which ultimately led to the
fracture of the crankshaft occurred in the crankpin fillet region.
1.2.2 Testing and comparison of fatigue performance of crankshafts
Fatigue testing typically requires destructive testing of both specimens and
components in order to characterize the fatigue performance of a material or compare two
materials. Damir et al. [2007], however, describe a process for nondestructive
comparisons of fatigue behavior using modal analysis. Dynamic impact testing on
simple, cylindrical geometry, was performed along with rotating bending fatigue tests on
the same material using standard specimen geometry. An impact hammer equipped with
a force transducer was used to excite the specimen, while an accelerometer was used to
measure the response. The test set-up used is shown in Figure 1.10. Ductile cast iron
and gray cast iron were used in the study. The damping ratio and fatigue life were
affected by the microstructure of the material. Within a family of materials, a trend was
observed between the damping ratio and fatigue life as shown in Figure 1.11. A higher
damping ratio indicated a higher fatigue life. Ductile (nodular) cast iron specimens
having a higher damping ratio also had a higher fatigue life than the gray cast iron
9
specimens. There was no trend observed between natural frequency or magnitude of the
frequency response function (FRF) and fatigue life. Using austempered ductile iron
(ADI) a quadratic relationship between damping ratio was developed as shown in Figure
1.12. The equation of the curve shown in Figure 1.12 can be used to predict the fatigue
life based on the damping ratio for ADI at a stress of 500 MPa.
Spiteri et al. [2007] experimentally and analytically investigated the fatigue
performance of a ductile cast iron crankshaft subjected to bending loads. The objective
of the study was to compare different failure criteria. Tests were performed on a sample
cut from the crankshafts that consisted of two main bearings, one crankpin, and two
webs, as shown in Figure 1.13. Resonant bending fatigue tests were performed on the
test samples such that the crankpin fillet area was the highest stressed location. The test
fixture and setup is shown in Figure 1.14 and was the same fixture used by Chien et al.
[2005]. The data for the surface crack initiation failure criterion was taken from the study
by Chien et al. and the fatigue limit using this criterion was found to be 414 N-m.
Testing was done to compare the resonant frequency drop with the size of the crack.
Using a frequency drop failure criterion, the fatigue limit was found to be 642 N-m.
Therefore, the surface crack failure criterion was lower than the fracture criterion.
Papers by Park et al. [2001], Chatterley and Murrell [1998], and Pichard et al.
[1993] are included in the previous literature review [Zoroufi and Fatemi, 2005],
however, due to their direct relevance to this study they are mentioned here again.
In a study by Park et al. [2001] the effect of surface modifications was studied on
microalloyed CrMo crankshafts. The effect of fillet rolling using different forces as well
as nitriding was investigated. The results from component fatigue tests on the materials
10
and treatments are shown in Figure 1.15. It can be seen that many of the tests were
conducted to yield lives between 10
5
and 10
6
cycles, which compare to the types of tests
conducted in this study. The results show that a higher fillet rolling force induces higher
compressive residual stresses and in turn, produces better fatigue strength. However,
forces too high can be detrimental to the fatigue performance. Fillet rolling and nitrided
samples both produced approximately a factor of 1.8 increase in fatigue limit when
compared to untreated samples.
Chatterley and Murrell [1998] compared the fatigue performance of several
materials for use in a four-cylinder turbo charged diesel engine. The materials tested in
the study were nitrided 1% CrMo, fillet rolled ductile iron (S
u
= 700MPa), and fillet
rolled austempered ductile iron (ADI). Constant amplitude bending fatigue tests were
conducted on the crankshafts to 10
7
cycles or failure, whichever occurred first. The
results from the study are summarized in Table 1.1. The results indicate that nitrided
forged steel had a higher fatigue strength (10
7
cycles) than ductile iron or ADI regardless
of their surface treatments. The results also showed that ADI with higher rolling forces
had higher fatigue strength than the rolled ductile iron.
The study by Pichard et al. [1993] explored the possibility of replacing forged
steel or cast iron with a mircoalloyed steel in order to eliminate the need for additional
heat treatments. Tests on ductile cast iron, 1042 steel, 35MV7 microalloyed steel, and
32CDV13 high alloyed steel crankshafts were conducted. The results from the
component tests are shown in Table 1.2. The results showed that the control cooled
microalloyed steel had a higher fatigue strength than the 1042 steel and the ductile iron
for short nitriding treatments. The quenched and tempered 1042 steel did show
11
significantly higher fatigue strength than the ductile iron with the same surface treatment.
The microalloyed 35MV7 nitrided for 4 hours had only 10% lower fatigue strength than
the high alloyed 32CDV13 steel nitrided for 7 hours. This slightly lower fatigue strength
was combined with a significant cost savings, making the microalloyed steel a significant
contender.
1.2.3 Crankshaft manufacturing
As mentioned previously, there are several options available for manufacturing
crankshafts, most commonly casting and forging. While casting and forging are
generally used for high volume, ordinary sized crankshafts, alternative processes have
been investigated for low volume very large scale crankshafts. Wang et al. [2007]
discuss the fabrication of a large scale locomotive crankshaft using the electro-slag
casting (ESC) process which is shown schematically in Figure 1.16. Each manufacturing
process has its positive and negative attributes. These processes compete against one
another for strength, cost, efficiency, and production time motivations.
In order to decrease the amount of machining time, a precision forging technique
is used to produce forgings that are near net shape. Precision forging is a flashless
forging operation and has been used to produce small pieces such as connecting rods or
hand tools. Behrens et al. [2005] discuss the process of extending the precision forging
technique to larger, more complex shapes such as the crankshaft. Precision forging is a
hot forging process that uses closed dies. The process consists of an upper and lower die
and one or more punches. In order to develop a process for the complex crankshaft
shape, a series of steps were used. First the elementary cell, consisting of one main
12
bearing, one web, and one crankpin, was developed and verified which is shown in
Figure 1.17. After successful results with the elementary cell, the process was extended
to the one-cylinder crankshaft, consisting of one crankpin, two webs, and two half main
bearings (one on each side). The forging sequence for the one-cylinder crankshaft is
shown in Figure 1.18 with the final stage tool setup shown in Figure 1.19. Finally the
procedure for a three-cylinder crankshaft was developed. The forging sequence for the
three-cylinder crankshaft is shown in Figure 1.20. In the first process the main bearings
and the crankpins are formed. In the second process the webs are compressed and the
crankpins are translated to their eccentric position. The final step involves a tool with
punches integrated into the top and bottom dies. The dies in the final step represent the
shape of the main bearings and the crankpins that were formed in previous steps. The
punches in the final step form the geometry of the web sections.
1.3 Motivation and Objectives
In many industries, especially the automotive industry, there is a constant demand
for components that have less mass, are stronger, and cost less to produce. The
automotive industry, in particular, often seeks to improve gas mileage by using lighter
components, including optimized geometry and materials, all while reducing the cost of
manufacturing. Because of this, there is a constant debate over which material and
manufacturing process can be the most cost effective and lightest weight without
sacrificing performance.
The objective of this study was to assess and compare the fatigue performance of
forged steel and ductile cast iron crankshafts from a one-cylinder engine typical to that
13
used in a riding lawnmower. The forged steel crankshaft was designed to be used in a
460cc engine which produces approximately 9.3 kW. The ductile cast iron crankshaft
was from a similar engine size and type. The masses of both crankshafts were similar
with the forged steel at 3.9 kg and the ductile cast iron at 3.7 kg. Fatigue and monotonic
tests were conducted on standard specimens machined from the forged steel and ductile
cast iron crankshafts to compare the two materials. Component tests on both crankshafts
were conducted to obtain the fatigue properties and compare the two crankshafts. Finite
element analysis was used to determine the critical location of the crankshafts and to
determine the stress concentration factors. Life predictions were performed using both
the S-N approach and the strain-life approach, results of which were compared with the
component test data.
Dynamic load and stress analysis on the forged steel and ductile cast iron
crankshafts used in this study, as well as optimization of the forged steel crankshaft was
performed in another study, details of which can be found in Montazersadgh [2007].
Other details of the crankshaft study presented in this work can also be found in Zoroufi
and Fatemi [2005], Williams and Fatemi [2007], Montazersadgh and Fatemi, [2007], and
Williams et al. [2007].
The crankshafts used, being from a one-cylinder engine, were single throw
crankshaft consisting of two web sections and a one crankpin. Typically in automotive
crankshaft analysis a single throw is analyzed regardless of the size of the crankshaft.
Literature shows that for automotive crankshaft component fatigue tests, the crankshafts
are often sectioned so that a single throw can be tested [Chien et al., 2005; Spiteri et al.,
2007]. Therefore, the analyzed section in automotive crankshafts closely resembles the
14
analyzed section in this study, allowing the procedures and information to be easily
applied to automotive applications. Also, the failure location of the crankshafts used in
this study was in the crank-pin fillet, which agrees with the typical failure location for an
automotive crankshaft [Jensen, 1970].
Chapter 2 provides detailed description of the test procedures, results, and
comparisons of the specimen monotonic and fatigue tests as well as Charpy V-notch
impact tests. The Charpy V-notch tests were conducted due to the possibility that the
lawnmower contacts a hard object causing the engine to stop suddenly, thus resulting in
an impact loading condition in the engine. Chapter 3 describes the component fatigue
test procedures, results, and comparisons. The results of the stress analysis and FEA
performed are then discussed in Chapter 4. Chapter 4 also describes the life predictions
used and compares the results of the component tests with the life predictions. Finally,
Chapter 5 summarizes the conclusions made from the study.
15
Table 1.1: Results from component fatigue tests on forged steel, ductile iron and ADI
crankshafts with various surface treatments from the study by Chatterley and
Murrell [1998].
Table 1.2: Results from component fatigue tests on forged steel, ductile iron, and
microalloyed steel crankshafts from the study by Pichard et al. [1993].
16
Figure 1.1: Crankshaft terminology [www.tpub.com].
Figure 1.2: The cycles of a four-stroke engine [en.wikipedia.org].
17
Figure 1.3: Geometry of one cylinder diesel crankshaft used in the study by Bayrakeken
et al. [2006].
Figure 1.4: Fracture surfaces from failed one-cylinder diesel crankshafts from the study
by Bayrakeken et al. [2006].
Figure 1.5: SEM photographs of failed crankshafts showing carbide inclusions indicated
with arrows from the study by Bayrakeken et al. [2006].
18
Figure 1.6: Failed crankshaft from a 6-cylinder diesel engine from the study by Asi
[2006].
Figure 1.7: Close up of crack in failed crankshaft from the study by Asi [2006].
Figure 1.8: Circumferential crack in failed crankshaft from the study by Asi [2006].
19
Figure 1.9: SEM photograph of crack initiation site in the fillet region from the study by
Asi [2006].
Figure 1.10: Test set-up to determine the modal response of specimens from the study by
Damir et al. [2007].
20
Figure 1.11: Damping ratio versus life to failure for grey cast iron and ductile cast iron
specimens from the study by Damir et al. [2007].
Figure 1.12: Life to failure versus damping ratio for ADI specimens showing a quadratic
correlation from the study by Damir et al. [2007].
21
Figure 1.13: Test section for resonant bending test from the study by Spiteri et al. [2007].
Figure 1.14: Test apparatus for resonant bending fatigue test from the study by Spiteri et
al [2007].
22
Figure 1.15: Results from component tests on ductile cast iron crankshafts with various
surface treatments from the study by Park et al. [2001].
23
Figure 1.16: Electroslag casting (ESC) process shown schematically where A:
transformer; B: Bottom mould; C1, C2, C3: mould; D: casting; E: molten
metal pool; F: slag pool; G: electrode [Wang et al. 2007].
Figure 1.17: Forging sequence of the elementary cell for a precision forged crankshaft
from the study by Behrens et al. [2005].
24
Figure 1.18: Sequence for precision forging of a one-cylinder crankshaft from the study
by Behrens et al. [2005].
Figure 1.19: Tool layout for the final forming stage of a one-cylinder crankshaft from the
study by Behrens et al. [2005].
25
Figure 1.20: Forging sequence for the precision forging of a three-cylinder crankshaft
from the study by Behrens et al. [2005].
26
CHAPTER 2
SPECIMEN TESTING PROCEDURES AND RESULTS
2.1 Monotonic and Fatigue Tests and Results
2.1.1 Materials, specimen, and test equipment
Ductile cast iron crankshafts and 1045 forged steel crankshafts were used in this
study. Both crankshafts were designed to be used in a one-cylinder small engine typical
to those found in riding lawn mowers. The crankshafts used for obtaining test specimens
were in the as cast and as forged condition when received and had not yet been through
the final machining process. The ductile iron and forged steel crankshafts in their
unmachined state are shown in Figure 2.1.
While limited information was available to identify the exact materials used in the
crankshaft, chemical analysis confirmed that the forged steel crankshaft was AISI 1045
steel. The chemical analysis along with microstructure analysis also confirmed that the
cast iron crankshaft was in fact a ductile cast iron. The chemical composition was
obtained from small sections removed from the as cast and as forged crankshafts. The
results from the chemical analyses of samples taken from the forged steel and ductile cast
iron are given in Table 2.1.
27
The microstructure of the ductile cast iron material consisted of spheriodal
graphite particles surrounded by patches of ferrite in a pearlite matrix. The optical
photomicrograph at 500X is shown for the ductile cast iron in Figure 2.2a. The scanning
electron microscope (SEM) photomicrograph at 1000X for the ductile cast iron is shown
in Figure 2.2b. The microstructure of the forged steel material was ferrite-pearlite. An
optical photomicrograph at 500X is shown in Figure 2.3.
Round specimens having the dimensions shown in Figure 2.4 were machined
from the two materials. Two specimens were machined from each crankshaft. The
longitudinal axis of the specimens coincided with the longitudinal axis of the crankshafts.
The locations where the specimens were taken from are shown in Figure 2.5. The
specimen geometry was slightly modified from the ASTM Standard E606 [2004]. The
standard specifies uniform, or hourglass specimens, while the specimen geometry used in
this study has a large secondary radius in the test section. The length of the grip section
was also shortened such that the specimens could be taken from the crankshafts, which
had limited usable length. Machining was performed by The University of Toledo
Mechanical, Industrial, and Manufacturing Engineering Machine Shop. The specimens
were rough cut to an approximate length from the indicated locations and then turned
down on a lathe to the desired diameter of the grip section. They were then cut to length
and center drilled. The final dimensions were machined using a CNC lathe.
The gauge section of each specimen was polished to remove all machining marks
by fixing one end of the specimen in the lathe and running the machine with a speed of
720 rpm. The polishing was done in five steps starting with the coarsest and ending with
the finest. Four of the steps were accomplished with small strips of sandpaper with grits
28
of 400, 600, 800, and 1000. The paper was kept wet by dipping it in water repeatedly
during the polishing process. The 400 grit paper was used until all machining marks
were removed. The subsequent steps were performed to remove the marks left by the
previous polishing process. The final of the five steps was a high speed rotating die
grinder with a buffing wheel attached. A polishing compound was applied to the wheel
and then the wheel was placed on the rotating specimen such that the direction of the
wheel was along the longitudinal axis of the specimen so that any marks from the final
step would be in the direction of the applied load during testing, minimizing their effect.
The specimens were carefully examined prior to testing to ensure that all marks were
removed from the test section.
Testing was performed on an Instron 8801 closed loop servo-hydraulic axial load
frame in combination with a Fast Track 8800 digital servo-controller. The load frame
was fitted with a 50 kN capacity load cell. The calibration of the system was verified
prior to testing. Collet type hydraulic grips were used in the test program. To insure that
the grips would maintain proper gripping of the specimen that had a grip section shorter
than the standard type specimen, spacer blocks were machined to fit in the collets of the
grip at each end of the specimen.
For the tests conducted in strain control an Epsilon Extensometer Model 3442 was
used to control the total strain. The extensometer conformed to ASTM Standard E83
[2004]. A verification procedure was performed on the extensometer to ensure proper
calibration. A displacement apparatus with a micrometer head (smallest increment of
measure 0.0001 inch) was used for the verification. The gauge length of the extensometer
was 6 mm (0.02362 in) and had a range of -6% to 10%. Each specimen was coated with
29
M-coat D at the locations of the extensometer edges prior to each test. This coating was
applied in order to prevent the knife edges of the extensometer from causing damage to
the specimen in the form of a stress concentration that could lead to fatigue failure at that
point. Prior to testing the extensometer was installed at the center of the specimens gauge
section and special care was taken to ensure that the extensometer was oriented parallel to
the load direction. Prior to performing a test the extensometer was allowed to reach a
state of stability by allowing it to be attached to the specimen for approximately one hour
(or until the changes in extensometer readout had stabilized). The tests were not
conducted until the reading of the extensometer was stable.
The environment in which the tests were carried out was carefully monitored and
maintained in order to minimize the effects on the extensometer and load cell due to
temperature. The ambient temperature was monitored during testing. The relative
humidity was also monitored using a hydrometer.
Due to the fact that any misalignment in the load train can result in inaccurate
tests caused by bending in the specimen, particular care was used in achieving proper
alignment. A precision round bar was fitted with eight strain gauges and placed in the
grips. The fine alignment adjustments were made with the Instron alignment fixture.
This fixture allows alignment adjustment that can result from tilt and/or eccentricity
between the central axis of the load train. Satisfactory alignment was achieved when the
bending was less than 5% of the axial load throughout the entire loading range used for
the testing. This is in accordance with the ASTM Standard E606 [2004] which prohibits
bending strains greater than 5% of the minimum axial strain range used for any fatigue
test.
30
2.1.2 Test procedures
2.1.2.1 Monotonic tension tests
A monotonic tension test was performed on each of the two materials. The test
was conducted in accordance with ASTM Standard E8 [2004]. Prior to testing the
location of the extensometer edges was marked on the specimen and the diameter of the
gauge section was measured using a 10X magnification optical comparator. The
software recorded the stress and strain data during the test in order to generate a stress-
strain curve. The extensometer has a maximum strain of 10% and the forged steel test
would have exceeded this value. The forged steel test was stopped prior to reaching 10%
strain and continued in displacement control until fracture. The cast iron specimen did
not approach the maximum range of the extensometer.
A strain rate of 0.0025 mm/mm/min was used from 0% to 0.5% strain. This
region represents the elastic and initial yield portion of the curve. This strain rate was
chosen because it is 75% of the maximum allowable strain rate specified by ASTM
Standard E8 [2004] for the initial yield region. After the specimen yielded, from 0.5% to
10% strain, the strain rate was increased by a factor of three to 0.0075 mm/mm/min. For
the forged steel test, once it reached near 10% strain (maximum permissible due to the
limitations of the extensometer) the test was switched to displacement control and a rate
of 0.152 mm/min was used. The rate of displacement was chosen to approximate the rate
of strain that the material experienced when the extensometer was attached.
Following the conclusion of the tests, the specimens were reassembled to their
prior to tested state. The final gauge length of the specimen was measured using a digital
caliper with a resolution of 0.025 mm. A 10X magnification optical comparator was used
31
to measure the final cross section diameter and the neck radius at the fracture location of
the forged steel specimens. The use of these measurements is further explained in
subsequent sections.
2.1.2.2 Constant amplitude fatigue tests
The uniaxial fatigue tests were performed according to ASTM Standard E606
[2004]. A total of 13 specimens of forged steel and 15 specimens of cast iron were
tested. The standard specifies using a minimum of 10 specimens, so the requirement was
met for both materials. Instron LCF (low cycle fatigue) software was used primarily with
the exception of some of the longer life tests, in which Instron SAX software was used
after switching to load control. During the test the software recorded the total strain
along with the test load at an interval of 2
n
cycles automatically. Manual data saves were
performed periodically around the expected mid life of the test. A total of seven strain
amplitudes were chosen which included 2%, 1%, 0.5%, 0.35%, 0.25%, 0.2%, and 0.16%.
A minimum of two tests (for each material) were conducted at each strain amplitude with
the exception of 2%, where there was only 1 test for each material. The reason for this
was because the primary interest was the long life region of the curve due to the
application of the material. More specimens were desired for longer life tests.
Strain control was primarily used for the testing with a few exceptions. During
several of the longer life specimens with relatively small strain amplitudes (0.25% or
less) there was a mean stress that built up as the specimen cycled. The tests were
conducted in strain control until the load amplitude became stable and then the test was
conducted in load control at the stable load determined from the strain-controlled test.
For these tests where there was some plastic deformation, the test frequency in load
32
control remained the same as the strain-controlled tests. Load control was also used for
longer life tests where the strain was all or almost all elastic. For these tests the test was
first conducted in strain control to determine if there was any plastic deformation and to
determine the stabilized load. The reason for switching these tests to load control was
due to the frequency limitations of the extensometer. For strain-controlled tests the test
frequencies ranged from 0.1 Hz to 1.0 Hz. For load-controlled tests with little or no
plastic deformation present, the test frequency was increased to 25 Hz to minimize the
time required for each test. A triangular waveform was used in each test.
After each fatigue test, the test specimen was sectioned in the grip section in order
to measure hardness. The specimens were cut using an abrasive cutoff tool with cutting
fluid. The hardness was measured using an Accupro AR-10 Hardness Tester. The
hardness was measured at three locations in the specimen. The hardness values in HRC
were averaged for each specimen. The hardness measured using the Rockwell B and
Rockwell C scales along with the averages for the fatigue specimens are shown in Table
2.2. Both hardness scales were used due to the values measured being at the limits of
both scales. The hardness measurements revealed a hardness value for two forged steel
specimens, listed as FS-2 and FS-11, and one cast iron specimen, CI-12, that were much
lower than the average hardness for the other specimens. The data from these tests also
indicated a higher amount of plastic strain which resulted in a lower stress. This higher
plastic deformation was connected to the lower hardness values. Therefore, these data
points were not used in the determination of any fatigue properties of the forged steel or
cast iron materials. In Table 2.2, the specimens that were not included due to low
hardness values are shown with an asterisk. It should be noted that the forged steel
33
specimen labeled FS-8 also showed a lower hardness value. However the plastic strain
observed during the test was as expected as evidence by the true stress amplitude versus
true plastic strain amplitude plot presented in Section 2.1.3.2.
2.1.3 Experimental results and comparisons
2.1.3.1 Monotonic properties
Properties obtained from the monotonic tensile tests include: modulus of elasticity
(E), yield strength (YS), ultimate strength (Su), percent elongation (%EL), percent
reduction in area (%RA), strength coefficient (K), strain hardening exponent (n), true
fracture strength (
f
), and true fracture ductility (
f
).
Engineering strain (e) and engineering stress (S) were recorded during the test.
From the engineering stress and strain, the true stress () and true strain (), were
calculated using the constant volume assumption which results in the following
relationships:
) 1 ( e S + = (2.1)
) 1 ln( e + = (2.2)
True plastic strain (
p
) was calculated from:
= =
e p
(2.3)
The Ramberg-Osgood equation is often used to represent the true stress ()-true
strain () plot. The Ramberg-Osgood equation is given by:
n
p e
K E
1
+ = + =
(2.4)
34
The strength coefficient (K) and strain hardening exponent (n) are the stress
intercept at a plastic strain of 1 and slope, respectively, to the best fit line of the true
stress () versus true plastic strain (
p
) data when plotted in a log-log scale. The equation
of the best fit line is therefore:
( )
n
p
K = (2.5)
The strength coefficient (K) and strain hardening exponent (n) were obtained by
performing a least squares fit of the true stress () versus true plastic strain (
p
) data. The
data used in this fit were between the yield stress and the ultimate strength of the
material. This was chosen because of the discontinuous yielding definition in the ASTM
Standard E646 [2004]. The true plastic strain (
p
) was the independent variable and the
true stress () was the dependent variable as specified by the ASTM Standard E739
[2004]. The true stress versus true plastic strain plot of both materials is shown in Figure
2.6. It can be seen from the figure that the strength coefficient (K) is slightly higher for
forged steel than for cast iron and the strain hardening exponent is lower for forged steel
than for cast iron.
True fracture strength (
f
) can be calculated using the load at fracture, P
f
, and the
area at fracture, A
f
, but when there is necking present there exists a biaxial state of stress
on the cylindrical surface and a triaxial state of stress in the interior of the specimen. In
order to compensate for this state of stress the true fracture strength was calculated using
the Bridgman correction factor which is given by the following equation:
+
=
R
D
D
R
A
P
f
f
f
4
1 ln
4
1
min
min
(2.6)
35
where R is the neck radius and D
min
is the minimum diameter of the fracture location.
This was only used for forged steel since the cast iron specimen did not show signs of
necking. For cast iron the true fracture strength (
f
) was calculated using the equation:
f
f
f
A
P
= (2.7)
where the area at fracture is calculated using the diameter of the specimen after fracture
as measured with an optical comparator.
True fracture ductility (
f
) was calculated using the equation:
=
f
f
A
A
0
ln (2.8)
where A
0
is the initial cross-sectional area.
The monotonic tensile test results for the two materials are summarized in Table
2.3. The monotonic properties for the two materials are shown in Table 2.4. The
monotonic engineering stress-strain curves for the two materials are shown in Figure 2.7.
These stress-strain curves for both materials are shown superimposed on the same plot in
Figure 2.8.
2.1.3.2 Cyclic deformation properties and behavior
The resistance to deformation of a material can change when a cyclic load is
applied rather than a monotonic load. The application of inelastic strain can change the
properties of the material. As a cyclic load is applied, the material may cyclic soften or
cyclic harden. These two terms refer to the decrease and increased resistance to
deformation, respectively. This cyclic transient behavior can be observed by plotting
stress amplitude versus the number of cycles. An increase in stress amplitude with
applied strain cycles represents cyclic hardening behavior, while a decrease of stress
36
amplitude represents cyclic softening behavior. The transient response of the ductile cast
iron and the forged steel are shown in semi-log format in Figure 2.9. The response is also
shown normalized in Figure 2.10. One specimen from each strain amplitude is shown in
the plots.
Although this cyclic transient behavior does exist, the material stabilizes with
applied cyclic loading. This stabilization is important to the representation of cyclic
material properties. If the material continues to change, material properties would be
dependant on the cycles applied. The midlife of the test was taken as the stabilized state
of the material, except where the test was switched from strain control to load control (for
this case the hysteresis loop at the time of the switch was used). Therefore, the steady
state hysteresis loops from the constant amplitude strain-controlled fatigue tests were
used to determine the following cyclic properties: fatigue strength coefficient (
f
),
fatigue strength exponent (b), fatigue ductility coefficient (
f
), fatigue ductility exponent
(c), cyclic yield strength (YS), cyclic strength coefficient (K), and the cyclic strain
hardening exponent (n). The cyclic properties of ductile cast iron and forged steel are
summarized in Table 2.4.
The steady-state hysteresis loops for the forged steel material and the cast iron
material are shown in Figure 2.11. A summary of the constant amplitude completely
reversed fatigue test data for the forged steel is shown in Table 2.5 and for the cast iron in
Table 2.6.
In order to find the cyclic strength coefficient (K) and the cyclic strain hardening
exponent (n), the true plastic strain amplitude (
p
/2) was calculated using the equation:
E
p
2 2 2
(2.9)
37
The cyclic strength coefficient (K) and the cyclic strain hardening exponent (n) were
obtained by plotting the true stress amplitude (/2) versus true plastic strain amplitude
(
p
/2) in log-log scale. The cyclic strength coefficient (K) is the intercept of stress
amplitude at a plastic strain amplitude of 1, and the cyclic strain hardening exponent (n)
is the slope of the best fit line. To satisfy the ASTM Standard E739 [2004], the true
plastic strain amplitude (
p
/2) was the independent variable when performing the least
squares fit of the data. The range of data used to obtain the K and n values were 0.25%
<
a
< 2% for cast iron and 0.2% < a
< 2% for forged steel. This range represents the
range in which significant plastic deformation occurred. The best fit line of the data is
represented by the equation:
'
2
'
2
n
p
K
(2.10)
The K and n values are used in the Ramberg-Osgood equation that characterizes the
cyclic true stress-strain behavior of the material. The Ramberg-Osgood equation for
cyclic behavior is given by:
'
1
' 2 2 2 2 2
n
K E
p
e
(2.11)
The plots of true stress amplitude (/2) versus true plastic strain amplitude (
p
/2) in
log-log scale for the two materials along with the best fit lines are shown in Figure 2.12.
Due to the cyclic transient behavior the cyclic stress-strain curve is different
than the monotonic curve. The cyclic stress-strain curve was obtained using the applied
strain amplitudes and the stress amplitudes from the stable hysteresis loops. The cyclic
stress-strain curves for the two materials are shown in Figure 2.13. The cyclic stress-
strain curve from both materials are shown superimposed on the same plot in Figure 2.14.
38
The cyclic stress-strain curves are shown superimposed with their respective monotonic
stress-strain curve in Figure 2.15. The cyclic and monotonic stress-strain curves for the
two materials are shown superimposed on the same plot in Figure 2.16. From Figure
2.15(a) it can be seen that the forged steel cyclic softens for the range of available cyclic
stress-strain data. From Figure 2.15(b) it can be seen that the cast iron cyclic hardens.
2.1.3.3 Fatigue behavior and comparisons
When determining strain-life fatigue properties, such as
f
, b,
f
, and c, the
stress amplitude (/2) and the plastic strain amplitude (
p
/2) were considered the
independent variables and the fatigue life (2N
f
) was considered the dependent variable in
the least squares fit. This is done in accordance with ASTM Standard E739 [2004].
The elastic fatigue behavior of the material can be described by Basquins
equation as:
( )
b
f f
N 2 '
2
(2.12)
The fatigue strength coefficient (
f
) and the fatigue strength exponent (b) were found by
fitting a line to the true stress amplitude (/2) versus number of reversals to failure
(2N
f
) data in log-log scale.
f
is intercept at one reversal, 2N
f
= 1, and b is the slope of
the best fit line. The range of data used to determine
f
and b were 0.2%
a
2% for
forged steel and 0.16%
a
2% for cast iron. The plots of true stress amplitude (/2)
versus reversals to failure (2N
f
) along with the best fit lines for the two materials are
shown in Figure 2.17. Superimposed plots of the two materials are shown in Figure 2.18.
This figure shows that forged steel has a higher fatigue strength than ductile cast iron at
any given life. For a given stress amplitude, the forged steel life is larger by at least an
39
order of magnitude than cast iron at shorter lives, and approximately 50 times larger at
long lives. Since the component is a rotating component in an engine, it is subjected to a
large number of cycles in service. Therefore, the fatigue performance at long life is the
main area of interest. The fatigue limit, considered to be at 10
6
cycles for both materials,
was 358.9 MPa for forged steel and 262.8 MPa for cast iron. The fatigue strength at 10
6
cycles for the forged steel material was 36% higher than the fatigue strength of the
ductile cast iron material at the same life.
The relationship between the true plastic strain amplitude and the number of
reversals to failure is given by the Manson-Coffin relationship:
( )
c
f f
p
N 2 '
2
(2.13)
The fatigue ductility coefficient (
f
) and the fatigue ductility exponent (c) were
determined by fitting a line to the true plastic strain amplitude (
p
/2) versus reversals to
failure (2N
f
) data in log-log scale.
f
is the intercept at one reversal, 2N
f
= 1, and c is the
slope of the best fit line. The range of data used to determine
f
and c were 0.2%
a
2% for forged steel and 0.25%
a
2% for cast iron. This range was selected as the
range where significant plastic deformation occurred. The plots of true plastic strain
amplitude (
p
/2) versus reversals to failure (2N
f
) along with the best fit lines for the two
materials are shown in Figure 2.19. Superimposed plots of the two materials are shown
in Figure 2.20. Figure 2.20 shows that the forged steel material has a factor of 40 longer
life than the ductile cast iron material for a given plastic strain amplitude in the long life
region.
The total strain is related to the fatigue life by adding the elastic and plastic
portions of the curve. The strain-life equation is given by:
40
( ) ( )
c
f f
b
f
f p
e
a
N N
E
2 ' 2
'
2 2 2
+ =
= =
(2.14)
The strain-life curves along with the elastic strain portion, plastic strain portion, and
fatigue data for both materials are shown in Figure 2.21. The strain life curve for the two
materials are shown superimposed on the same plot in Figure 2.22. From the figure it can
be seen that the forged steel curve is above the cast iron curve at all lives. In the long life
region, which is the region of importance of this study, there is a factor of approximately
10 between the life of the cast iron and forged steel.
A variation on the strain life curve is the Neubers plot. Neubers stress range is
calculated by:
( )( ) ( ) ( ) ( )
c b
f f f
b
f f
N E N E
+
+ = 2 ' ' 2 ' 2
2 2
(2.15)
In Equation 2.15 the term on the left is referred to as Neubers parameter. The fatigue
behavior at a notch is often controlled by the stress range and the strain range at the root
of the notch. Neubers parameter is significant when comparing the fatigue performance
of crankshaft materials due to the presence of notches, or fillets, in the crankshaft since
this parameter combines the stress range, strain range, and modulus of elasticity. The
Neuber plots for forged steel and cast iron are shown in Figure 2.23. Superimposed
Neuber plots for the two materials are shown in Figure 2.24. From the figure in can be
seen that the forged steel material has superior fatigue performance to the ductile cast
iron material when Neubers parameter is used. In the long life region this amounts to a
factor of 50 longer life for the forged steel than the ductile cast iron material for a given
Neuber stress range.
41
2.2 Charpy V-Notch Tests
2.2.1 Specimen and test equipment
The specimen geometry was taken from the ASTM Standard E23 [2004]. The
standard specifies several different geometries which may be used. Of the several
options available, the most commonly used specimen geometry was chosen as the
geometry used for this study. This is the 10mm X 10mm X 55mm specimen geometry
with a v shaped notch which E23 labels as Charpy Impact Test Specimen Type A. The
geometry of the specimens created is shown in Figure 2.25 along with the specified
tolerances.
The specimens used for obtaining impact toughness data by means of the Charpy
impact test were obtained from crankshafts identical to those used to obtain monotonic
and fatigue specimens. The process of forging causes the inclusions to become elongated
in the longitudinal (maximum grain flow) direction of the sample. This elongation of the
inclusions results in lower impact toughness when the notch is oriented in the
longitudinal direction. Therefore, two different specimen orientations were used for the
forged steel specimens. The locations from which the specimens were removed from the
crankshaft are shown in Figure 2.26. Two letter designations are used when referring to
the specimen orientation. The letter L represents the longitudinal direction and the
letter T represents the transverse direction as indicated in Figure 2.26. One set of
specimens are in the L-T orientation and the other set in the T-L orientation. In this code,
the first letter represents the direction which is normal to the crack plane, and the second
letter designates the direction in which the notch is machined (and the direction of crack
growth). The casting process results in inclusions or porosity which are randomly
42
distributed in the sample and not expected to be elongated in any particular direction.
Therefore, only one set of cast iron specimens were manufactured.
The specimens were machined in The University of Toledo Mechanical,
Industrial, and Manufacturing Engineering Machine Shop. First the rough shape was cut
from the sections shown in Figure 2.26 as discussed previously. Four specimens were
obtained from Section A (as indicated in the figure) of both cast iron and forged steel
crankshafts (L-T). Four specimens were also obtained from each counterbalance section
of the forged steel crankshaft labeled Section B. There are two counterbalance sections
of the crankshaft; therefore 8 specimens in the T-L orientation were obtained from each
crankshaft. The specimens were then machined on a milling machine to an oversized
geometry from that required. The remaining material was removed using a grinding
machine until the specimens were the proper dimensions. The notch was cut using a
horizontal milling machine and a 45 degree double angle milling cutter which had a 0.25
mm radius. All specimen dimensions, including the notch depth and angle were
measured using a 10X magnification optical comparator.
The Charpy impact tests were conducted using a Tinius Olsen pendulum type
impact testing machine. The machine used in the testing is shown in Figure 2.27. The
machine is fitted with a dial indicator that reads directly in energy (kg-m). The machine
was verified prior to being used. A zero verification test was done to ensure that no
uncompensated windage or frictional losses were present in the machine. The test was
conducted with no specimen present, and it was verified that the reading was zero. A
percentage friction and windage loss test was also done as outlined by ASTM Standard
E23 [2004], to verify that the friction and windage loss did not exceed 0.4% of the
43
maximum scale value. The amount of friction and windage loss present in the machine
was within the acceptable range. The pendulum is raised to its initial height and then
released by a lever. The pendulum swings as it impacts the face opposite the notch and
then reaches its final height. The difference between the initial and final heights of the
pendulum results in a reading of absorbed energy on the dial gauge.
2.2.2 Test procedure
Since the impact toughness of a material changes with temperature, an absorbed
energy versus temperature plot is usually constructed. The typical plot has a lower shelf
region and an upper shelf region with a curve connecting the two. Due to the application
of the crankshafts used in this study, less emphasis was put on obtaining the precise upper
and lower shelf regions than conducting the test over a range of temperatures which
would include the operating range of the crankshafts. Six temperature levels were used
for the tests. The temperature levels for all three specimen types (Forged steel L-T, T-L,
and ductile cast iron) ranged between -77C and 200C. Two specimens were tested for
each orientation/material at each temperature. Room temperature specimens were tested
first where the room temperature was 26.3C as measured by a thermometer. For the 0C
tests, an ice bath was maintained at 0C. For the tests at -40C and -77.1C, a
temperature conditioning bath of dry ice and lab grade isopropanol alcohol was used. For
the tests using a liquid medium the temperature was constantly monitored using a liquid
thermocouple probe and a digital readout. The specimens were immersed in the
temperature conditioning bath for at least 5 minutes prior to testing. The tongs used to
hold the specimen were also immersed in the bath prior to the first test and in between
44
subsequent tests. To ensure even temperature distribution, the conditioning bath was
manually stirred. For the tests conducted at 100C and 200C, a Fisher Scientific
Isotemp Oven Model 851F with a digital controller was used. The specimens were
placed in the preheated oven at the specified temperature for at least 1 hour prior to
testing. The tongs were placed in the oven prior to the first test and in between each
subsequent test. For all tests conducted at temperatures other than ambient, the test was
conducted within five seconds of removing the specimen from its temperature
conditioning environment.
2.2.3 Test results and comparisons
The results of the Charpy Impact tests are shown in Table 2.7. The average
absorbed energy values obtained from duplicate Charpy V-notch impact tests at each
temperature are shown as a bar chart in Figure 2.28. From this figure it can be seen that
the forged steel in the L-T direction had a higher absorbed energy value over the entire
range of temperatures. The figure also shows that the ductile cast iron values were the
lowest of the three sets of values over the entire range of temperatures, as expected.
Figure 2.29 shows the absorbed energy versus temperature curve for all three specimen
types. The upper shelf region is shown for the three materials, however with the lowest
temperature at -77C, the lower shelf region is not clearly shown. The middle transition
curve was obtained by fitting an n
th
order polynomial to the data. This curve also
indicates that forged steel in the L-T orientation has the highest impact toughness of the
three material/orientations tested regardless of temperature.
45
The fracture surfaces of all specimens tested are shown in Figure 2.30. The
percentage shear fracture (ductile fracture) was also observed for each specimen. The
ASTM Standard E23 Annex 6 [2004] specifies four procedures for determining the
percentage of ductile fracture. The second option, comparing the surface with the
supplied fracture appearance chart, was chosen. The percentage shear, along with the
energy data for each test is given in Table 2.7. The forged steel in both directions
exhibited 100% ductile fracture at 100C and 200C. The forged steel specimens also
showed little to no ductile fracture at the sub zero temperatures. The cast iron specimens
exhibited brittle fracture over the entire temperature range tested.
46
Table 2.1: Chemical analysis of the forged steel and ductile cast iron as a percent weight,
remaining Fe [Heitmann, 2006].
Element Forged Steel
Ductile Cast
Iron
C 0.45 3.44
Mn 0.81 0.48
P 0.016 0.019
S 0.024 0.004
Si 0.27 2.38
Al 0.033 0.01
Cr 0.1 0.09
Ni 0.05 0.06
Cu 0.13 0.31
N 0.008 --
O 13 ppm --
47
Table 2.2: Hardness values for (a) forged steel and (b) ductile cast iron monotonic and fatigue specimens.
Specimen FS-2* FS-3 FS-4 FS-6 FS-8 FS-9 FS-10 FS-11* FS-12 FS-13 FS-14 FS-15
18 25 24 27 18 24 23.5 17.5 26 25 20.5 25.5
18 25 24 27 18.5 25 24 18 27 26 22.5 26.5
Measured
HRC
20 25.5 26.5 27.5 18.5 25.5 24.5 19 27.5 27.5 23 27.5
97.5 101.5 100.5 102.5 98 102 101 97 102 103.5 102 102.5
97.5 102 102 102.5 98.5 102 101 97.5 102.5 103.5 102 102.5
Measured
HRB
98.5 103 103 103 99.5 102.5 101 98 103 103.5 102.5 102.5
Average
HRC
18.7 25.2 24.8 27.2 18.3 24.8 24.0 18.2 26.8 26.2 22.0 26.5
Average
HRB
97.8 102.2 101.8 102.7 98.7 102.2 101.0 97.5 102.5 103.5 102.2 102.5
(a)
Specimen CI-1 CI-2 CI-4 CI-5 CI-6 CI-8 CI-9 CI-10 CI-11 CI-12* CI-13 CI-14 CI-15 CI-16
17 18 16.5 20.5 19.5 19 19 17 19 16 21 18.5 19.5 20
18.5 18 15 19 19 19.5 19.5 18 21 15 19 17 18 18
Measured
HRC
19 18 17 20 21 20 19 18.5 18.5 13.5 20 17 20 20
99 97 94.5 97.5 98 97 98.5 98.5 98.5 94 97.5 98 97 97.5
100 97.5 94.5 97.5 97 96.5 97.5 97 99 94.5 99 97 96.5 98
Measured
HRB
100 98 94.5 97 98 97.5 98 96.5 97 93.5 98 97 97 97
Average
HRC
18.2 18.0 16.2 19.8 19.8 19.5 19.2 17.8 19.5 14.8 20.0 17.5 19.2 19.3
Average
HRB
99.7 97.5 94.5 97.3 97.7 97.0 98.0 97.3 98.2 94.0 98.2 97.3 96.8 97.5
* Test data were not considered due to low hardness levels
(b)
48
Table 2.3: Result summary of monotonic tensile tests.
Specimen
ID
D
o,
mm
(in.)
D
f,
mm
(in.)
L
o,
mm
(in.)
L
f,
mm
(in.)
E, GPa
(ksi)
YS
0.2%
offset,
MPa
(ksi)
UYS,
MPa
(ksi)
LYS,
MPa
(ksi)
YPE,
%
S
u
,
MPa
(ksi)
K,
MPa
(ksi)
n %EL %RA
R,
mm
(in.)
f
*
,
MPa
(ksi)
f
FS-12 5.13 3.33 5.99 9.22 221.3 625.0 681.9 623.8 0.44% 826.6 1,315.6 0.152 54% 58% 1.46 979.5 87%
CI-4 5.16 5.00 5.99 6.60 178.2 412.2 -- -- -- 657.6 1,199.0 0.183 10% 6% -- 657.6 6%
* On the forged steel the value of true fracture strength is corrected for necking according to the Bridgman correction factor.
49
Table 2.4: Summary of monotonic and cyclic properties for the two materials.
Monotonic Properties Forged Steel Cast Iron
Ratio
Average Hardness, HRC 23 18
0.8
Average Hardness,
HRB
101 97
0.96
Modulus of elasticity, E, Gpa (ksi) 221 (32,088) 178 (25,838)
0.81
Yield Strength (0.2%offset), YS, MPa
(ksi)
625 (91) 412 (60)
0.66
Ultimate strength, S
u
, MPa (ksi) 827 (120) 658 (95)
0.80
Percent elongation, %EL 54% 10%
0.19
Percent reduction in area, %RA 58% 6%
0.10
Strength coefficient, K, MPa (ksi) 1316 (191) 1199 (174)
0.91
Strain hardening exponent, n 0.152 0.183
1.20
True fracture strength,
f
, MPa (ksi) 980 (142) 658 (95)
0.67
True fracture ductility,
f
87% 6%
0.07
Cyclic Properties Forged Steel Cast Iron Ratio
Fatigue strength coefficient,
f
', MPa
(ksi)
1124 163 927 (134) 0.82
Fatigue strength exponent, b -0.079 -0.087 1.10
Fatigue ductility coefficient,
f
' 0.671 0.202 0.30
Fatigue ductility exponent, c -0.597 -0.696 1.17
Cyclic yield strength, YS', MPa (ksi) 505 73 519 (75) 1.03
Cyclic strength coefficient, K', MPa (ksi) 1159 168 1061 (154) 0.91
Cyclic strain hardening exponent, n' 0.128 0.114 0.89
S
f
=
f
'(2N
f
)
b
at N
f
= 10
6
, MPa (ksi) 359 (52) 263 (38) 0.73
Average E' Gpa (ksi) 204 (31,437) 174 (25,229) 0.85
Note: Forged steel taken as the base for all ratio calculations
50
Table 2.5: Summary of constant amplitude completely reversed fatigue test results for forged steel.
Spec.
ID *
D
o
, mm
(in.)
E',Gpa
(ksi)
Testing
control
mode
Test
freq.
Hz
/2, %
p
/2
(calc.)%
p
/2
(meas.)
%
/2,
MPa (ksi)
m
, MPa
(ksi)
N
50%
,
[a]
cycles
(N
f
)
10%
,
[b]
cycles
(N
f
)
20%
,
[c]
cycles
(N
f
)
50%
,
[d]
cycles
Failure
location
[e]
Hardness
(HRC)
FS-8 5.18 203.0 strain 0.10 1.981% 1.674% 1.637% 679.7 -3.6 147 263 266 276 IGL 18.3
(0.204) (29,448) (98.6) -(0.5)
FS-14 5.21 191.1 strain 0.50 0.995% 0.711% 0.674% 629.0 -3.7 574 1,001 1,035 1,132 IGL 22
(0.205) (27,709) (91.2) -(0.5)
FS-3 5.18 192.7 strain 0.50 0.999% 0.715% 0.677% 629.3 -2.7 600 1,125 1,142 1,188 IGL 25.2
(0.204) (27,947) (91.3) -(0.4)
FS-9 5.18 207.6 strain 0.83 0.499% 0.253% 0.224% 543.1 14.5 2,450 4,827 4,847 4,894 IGL 24.8
(0.204) (30,115) (78.8) (2.1)
FS-15 5.21 199.1 strain 0.83 0.501% 0.259% 0.232% 534.8 9.3 2,671 4,901 5,056 5,304 IGL 26.5
(0.205) (28,881) (77.6) (1.3)
FS-10 5.13 194.0 strain 0.50 0.349% 0.135% 0.105% 472.7 27.5 8,105 13,515 13,567 13,635 IGL 24
(0.202) (28,131) (68.6) (4.0)
FS-6 5.18 199.7 strain 0.50 0.348% 0.129% 0.124% 485.3 32.1 4,509 8,798 9,127 10,384 IGL 27.2
(0.204) (28,957) (70.4) (4.7)
FS-11* 5.16 207.7 strain 0.83 0.249% 0.080% 0.060% 374.3 37.4 37,345 -- -- 74,691 IGL 18.2
(0.203) (30,128) load (54.3) (5.4)
FS-4 5.21 205.1 strain 0.83 0.251% 0.051% 0.037% 442.7 45.1 55,742 -- -- 111,484 IGL 24.8
(0.205) (29,739) load (64.2) (6.5)
FS-13 5.21 208.5 strain 0.83 0.199% 0.020% 0.008% 396.9 43.0 9,352 -- -- 509,935 IGL 26.2
(0.205) (30,243) load (57.6) (6.2)
FS-2* 5.13 210.5 strain 1.00 0.200% 0.043% 0.035% 346.2 15.8 8,999 -- -- 540,950 IGL 18.7
(0.202) (30,535) load (50.2) (2.3)
FS-16 5.16 NA load 25.00 0.160% 0.000% 0.000% 342.0 0.0 -- -- -- 5,000,000 NA --
(0.203) NA (49.6) (0.0)
FS-7 5.13 228.1 strain 25.00 0.160% 0.000% 0.000% 354.0 1.7 -- -- -- 5,000,000 NA --
(0.202) (33,078) load (51.3) (0.3)
[a]
N
50%
is defined as the
midlife cycle.
[b]
(N
f
)
10%
is defined as 10% load drop. [c]
(N
f
)
20%
is defined as 20% load
drop.
[d] (N
f
)
50%
is defined as 50% load drop.
[e] IGL = inside gage length; OGIT = outside gage length but inside test section. * Specimens were not included in fits due to low hardness values
51
Table 2.6: Summary of constant amplitude completely reversed fatigue test results for ductile cast iron.
Speci.
ID
D
o
,
mm
(in.)
E',Gpa
(ksi)
Testing
control
mode
Test
freq.,
Hz
/2, %
p
/2
(calc.)
%
p
/2
(meas.)
%
/2,
MPa
(ksi)
m
, MPa
(ksi)
N
50%
,
[a]
cycles
(N
f
)
10%
,
[b]
cycles
(N
f
)
20%
,
[c]
cycles
(N
f
)
50%
,
[d]
cycles
Failure
location
[e]
Hardness,
HRC
CI-14 5.21 150.3 strain 0.10 1.994% 1.612% 1.549% 680.1 -25.9 7 NA NA 14 IGL 17.5
(0.205) (21,794) (98.6) -(3.8)
CI-9 5.16 161.8 strain 0.50 1.000% 0.665% 0.634% 595.2 -16.3 35 75 76 76 IGL 19.2
(0.203) (23,459) (86.3) -(2.4)
CI-13 5.18 161.8 strain 0.50 0.995% 0.659% 0.630% 597.9 -20.5 32 89 90 91 IGL 20.0
(0.204) (23,459) (86.7) -(3.0)
CI-15 5.16 177.9 strain 0.50 0.499% 0.212% 0.202% 510.0 -8.2 200 291 313 371 IGL 19.2
(0.203) (25,808) (74.0) -(1.2)
CI-12 5.16 163.7 strain 0.50 0.498% 0.221% 0.201% 492.8 -5.6 450 757 771 789 OGIT 14.8
(0.203) (23,735) (71.5) -(0.8)
CI-8 5.21 179.5 strain 0.50 0.349% 0.083% 0.076% 474.3 10.3 512 975 1,015 1,164 IGL 19.5
(0.205) (26,031) (68.8) (1.5)
CI-11 5.16 174.9 strain 0.83 0.250% 0.021% 0.016% 407.8 12.5 2,916 5,646 5,703 5,770 IGL 19.5
(0.203) (25,368) (59.1) (1.8)
CI-5 5.16 173.9 strain 0.83 0.250% 0.021% 0.022% 407.8 41.3 8,291 -- -- 16,581 IGL 19.8
(0.203) (25,218) load (59.1) (6.0)
CI-10 5.16 176.3 strain 1.00 0.200% 0.008% 0.005% 341.2 30.0 8,184 -- -- 45,105 IGL 17.8
(0.203) (25,575) load (49.5) (4.3)
CI-16 5.21 172.8 strain 1.00 0.199% 0.008% 0.005% 333.5 30.5 7,613 -- -- 57,445 OGIT 19.3
(0.205) (25,065) load (48.4) (4.4)
CI-1 5.21 -- strain 10.00 0.160% 0.000% 0.000% 285.0 0.0 -- -- -- 317,014 IGL 18.2
(0.205) -- load (41.3) (0.0)
CI-6 5.16 -- load 10.00 0.160% 0.000% 0.000% 286.8 0.0 -- -- -- 144,928 IGL 19.8
(0.203) -- (41.6) (0.0)
CI-2 5.18 183.4 strain 0.75 0.160%
-
0.001% 0.002% 286.2 20.0 9,377 -- -- 880,814 IGL 18.0
(0.204) (26,598) load 20.00 (41.5) (2.9)
CI-7 5.13 -- load 20.00 0.135% 0.000% 0.000% 240.5 0.0 -- -- -- 5,000,000 NA --
(0.202) -- (34.9) (0.0)
CI-3 5.16 -- load 20.00 0.135% 0.000% 0.000% 240.5 0.0 -- -- -- 5,000,000 NA --
(0.203) -- (34.9) (0.0)
[a]
N
50%
is defined as the
midlife cycle.
[b]
(N
f
)
10%
is defined as 10% load
drop.
[c]
(N
f
)
20%
is defined as 20% load
drop.
[d] (N
f
)
50%
is defined as 50% load drop.
[e] IGL = inside gage length; AKP = at knife point; OGIT = outside gage length
but inside test section. * Specimens were not included in fits due to low hardness values
52
Table 2.7: Summary of results from Charpy impact tests for (a) forged steel L-T, (b)
forged steel T-L, and (c) cast iron.
(a)
Temperature
(C)
Absorbed Energy (kg-
m)
Joules Percent Shear
-77 1.4 13.7 0%
-77 1.3 12.7 0%
-45 2.5 24.5 10%
-45 3.4 33.3 10%
0 4.3 42.2 30%
0 3.8 37.3 40%
26 6.4 62.7 60%
26 5.5 53.9 50%
100 9.5 93.1 100%
100 8 78.4 100%
200 8.8 86.3 100%
200 7.5 73.5 100%
(b)
Temperature
(C)
Absorbed Energy (kg-
m)
Joules Percent Shear
-77 1.0 9.8 0%
-77 1.2 11.8 0%
-44 1.3 12.3 0%
-44 1.6 15.7 0%
0 2.1 20.6 20%
0 2.4 23.5 10%
26 3.5 34.3 60%
26 4.3 42.2 50%
100 3.2 31.4 100%
100 5.3 52.0 100%
200 5.1 50.0 100%
200 6.6 64.7 100%
(c)
Temperature
(C)
Absorbed Energy (kg-
m)
Joules Percent Shear
-77 0.3 2.9 0%
-77 0.2 2.0 0%
-41 0.5 4.9 0%
-41 0.3 2.9 0%
0 0.3 2.9 0%
0 0.4 3.9 0%
26 0.5 4.9 0%
26 0.5 4.9 0%
100 0.8 7.8 0%
100 0.9 8.8 0%
200 1.4 13.7 0%
200 1 9.8 0%
53
(a)
(b)
Figure 2.1: Forged steel (a) and ductile cast iron (b) crankshafts used to obtain test
specimens.
54
(a)
(b)
Figure 2.2: Photomicrographs of the ductile cast iron material at (a) 500X and (b) 1000X
[Laus and Heitmann, 2007].
55
Figure 2.3: Photomicrograph of the forged steel material at 500X.
20 m
56
Figure 2.4: Specimen geometry for monotonic tensile tests and constant amplitude fatigue
tests.
1.125
3.5
57
(a)
(b)
Figure 2.5: Locations where the monotonic and fatigue specimens were removed from
for forged steel (a) and cast iron (b).
58
100
1000
0.1% 1.0% 10.0%
True Plastic Strain,
p
(%)
T
r
u
e
S
t
r
e
s
s
,
(
M
P
a
)=1315.6 (
p
)
0.1522
K =1315.6MPa
n = 0.1522
R
2
= 0.9937
Specimen FS-12
(a)
100
1000
0.1% 1.0% 10.0%
True Plastic Strain,
p
(%)
T
r
u
e
S
t
r
e
s
s
,
(
M
P
a
)
= 1199(
p
)
0.1828
K = 1199 MPa
n = 0.1828
R
2
= 0.9805
Specimen CI-4
(b)
Figure 2.6: True stress versus true plastic strain for (a) forged steel and (b) ductile cast
iron.
59
0
100
200
300
400
500
600
700
800
900
0% 3% 7% 10%
Engineering Strain, e (%)
E
n
g
i
n
e
e
r
i
n
g
S
t
r
e
s
s
,
S
(
M
P
a
)
Specimen FS-12
(a)
0
100
200
300
400
500
600
700
0% 3% 7% 10%
Engineering Strain, e (%)
E
n
g
i
n
e
e
r
i
n
g
S
t
r
e
s
s
,
S
(
M
P
a
)
Specimen CI-4
(b)
Figure 2.7: Monotonic engineering stress versus strain curves for (a) forged steel and (b)
ductile cast iron.
60
0
100
200
300
400
500
600
700
800
900
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
Engineering Strain (%)
E
n
g
i
n
e
e
r
i
n
g
S
t
r
e
s
s
(
M
P
a
)
CI Monotonic Curve
FS Monotonic Curve
Figure 2.8: Superimposed monotonic engineering stress versus strain curves for forged steel and ductile cast iron.
61
200
300
400
500
600
700
800
1E+0 1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7
Cycles, N
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Strain
Amplitudes:
(top to bottom)
a
= 2.00%
a
= 1.00%
a
= 0.50%
a
= 0.35%
a
= 0.25%
a
= 0.2%
a
= 0.16%
(a)
200
300
400
500
600
700
800
1E+0 1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7
Cycles, N
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Strain
Amplitudes:
(top to bottom)
a
= 2.00%
a
= 1.00%
a
= 0.50%
a
= 0.35%
a
= 0.25%
a
= 0.20%
a
= 0.16%
a
= 0.135%
(b)
Figure 2.9: True stress amplitude versus number of cycles for (a) forged steel and (b)
ductile cast iron.
62
200
300
400
500
600
700
800
0.0 0.2 0.4 0.6 0.8 1.0
Cycle Ratio, (N/N
f
)
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Strain Amplitudes:
(top to bottom)
a
= 2.00%
a
= 1.00%
a
= 0.50%
a
= 0.35%
a
= 0.25%
a
= 0.2%
a
= 0.16%
(a)
200
300
400
500
600
700
800
0.0 0.2 0.4 0.6 0.8 1.0
Cycle Ratio, (N/N
f
)
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Strain
Amplitudes:
(top to
bottom)
a
= 2.00%
a
= 1.00%
a
= 0.50%
a
= 0.35%
a
= 0.25%
a
= 0.20%
a
= 0.16%
a
= 0.135%
(b)
Figure 2.10: True stress amplitude versus normalized number of cycles for (a) forged
steel and (b) ductile cast iron.
63
-900
-700
-500
-300
-100
100
300
500
700
900
-3.0% -2.0% -1.0% 0.0% 1.0% 2.0% 3.0%
True Strain, (%)
T
r
u
e
S
t
r
e
s
s
,
(
M
P
a
)
Strain
Amplitudes:
(starting on
outside)
a
= 2.00%
a
= 1.00%
a
= 0.50%
a
= 0.35%
a
= 0.25%
a
= 0.20%
a
= 0.16%
(a)
-900
-700
-500
-300
-100
100
300
500
700
900
-3.0% -2.0% -1.0% 0.0% 1.0% 2.0% 3.0%
True Strain, (%)
T
r
u
e
S
t
r
e
s
s
,
(
M
P
a
)
Strain
Amplitudes:
(top to
bottom)
a
= 2.00%
a
= 1.00%
a
= 0.50%
a
= 0.35%
a
= 0.25%
a
= 0.20%
a
= 0.16%
(b)
Figure 2.11: Plots of midlife hysteresis loops for (a) forged steel and (b) cast iron.
64
100
1000
0.01% 0.10% 1.00% 10.00%
True Plastic Strain Amplitude,
p
/2 (%)
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Data
Least Squares Fit
/2 = 1159.4(
p
/2)
0.1283
K ' = 1159.4 MPa
n ' = 0.1283
R
2
= 0.9819
(a)
100
1000
0.01% 0.10% 1.00% 10.00%
True Plastic Strain Amplitude,
p
/2 (%)
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Data
Least Squares Fit
/2 = 1060.7(
p
/2)
0.1137
K ' = 1060.7MPa
n ' = 0.1137
R
2
= 0.9921
(b)
Figure 2.12: True stress amplitude versus true plastic strain amplitude for (a) forged steel
and (b) ductile cast iron.
65
0
100
200
300
400
500
600
700
800
0.0% 0.5% 1.0% 1.5% 2.0% 2.5%
True Strain Amplitude, /2 (%)
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Data
Cyclic Stress-Strain Equation
(a)
0
100
200
300
400
500
600
700
800
0.0% 0.5% 1.0% 1.5% 2.0% 2.5%
True Strain Amplitude, /2 (%)
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Data
Cyclic Stress-Strain Equation
(b)
Figure 2.13: True stress amplitude versus true strain amplitude for (a) forged steel and
(b) ductile cast iron.
66
0
100
200
300
400
500
600
700
800
0.0% 0.5% 1.0% 1.5% 2.0% 2.5%
True Strain Amplitude /2 (%)
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
/
2
(
M
P
a
)
Forged Steel
Cast Iron
Figure 2.14: Superimposed cyclic stress-strain curves for forged steel and ductile cast iron.
67
0
100
200
300
400
500
600
700
800
0.0% 1.0% 2.0% 3.0%
True Strain (%)
T
r
u
e
S
t
r
e
s
s
(
M
P
a
)
Cyclic
C
Monotonic
C
(a)
0
100
200
300
400
500
600
700
800
0.0% 1.0% 2.0% 3.0%
True Strain (%)
T
r
u
e
S
t
r
e
s
s
(
M
P
a
)
Cyclic Curve
Monotonic Curve
(b)
Figure 2.15: Superimposed plots of monotonic and cyclic true stress versus true strain
curves for (a) forged steel and (b) ductile cast iron.
68
0
100
200
300
400
500
600
700
800
900
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
True Strain (%)
T
r
u
e
S
t
r
e
s
s
(
M
P
a
)
Forged Steel Monotonic
Forged Steel Cyclic
Cast Iron Cyclic
Cast Iron Monotonic
Figure 2.16: Superimposed plots of monotonic and cyclic true stress versus true strain curves for forged steel and ductile cast iron.
69
100
1000
1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Reversals to Failure, 2N
f
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Fatigue Data
Least Suare Fit
/2 =1124.3 (2N
f
)
-0.0787
f
' = 1124.3 MPa
b = -0.0787
R
2
= 0.9525
(a)
100
1000
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Reversals to Failure, 2N
f
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
,
/
2
(
M
P
a
)
Fatigue Data
Least Suare Fit
/2 =926.8(2N
f
)
-0.0869
f
' = 926.8 MPa
b = -0.0869
R
2
= 0.9810
(2)
(b)
Figure 2.17: True stress amplitude versus reversals to failure for (a) forged steel and (b)
ductile cast iron.
70
100
1000
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Reversals to Failure, 2N
f
T
r
u
e
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
(
M
P
a
)
(2)
Forged Steel
Cast Iron
Figure 2.18: Superimposed plots of true stress amplitude versus reversals to failure for forged steel and ductile cast iron.
71
0.01%
0.10%
1.00%
10.00%
1E+2 1E+3 1E+4 1E+5 1E+6 1E+7
Reversals to Failure, 2N
f
T
r
u
e
P
l
a
s
t
i
c
S
t
r
a
i
n
A
m
p
l
i
t
u
d
e
,
p
/
2
(
%
)
Fatigue Data
Least Squares Fit
p
/2 = 0.6707(2N
f
)
-0.5971
f
' = 0.6707
c = -0.5971
R
2
= 0.9879
(a)
0.01%
0.10%
1.00%
10.00%
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7
Reversals to Failure, 2N
f
T
r
u
e
P
l
a
s
t
i
c
S
t
r
a
i
n
A
m
p
l
i
t
u
d
e
,
p
/
2
(
%
)
Fatigue Data
Least Squares Fit
p
/2 = 0.2023(2N
f
)
-0.6959
f
' = 0.2023
c = -0.6959
R
2
= 0.9803
(b)
Figure 2.19: True plastic strain amplitude versus reversals to failure for (a) forged steel
and (b) ductile cast iron.
72
0.01%
0.10%
1.00%
10.00%
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7
Reversals to Failure, 2N
f
T
r
u
e
P
l
a
s
t
i
c
S
t
r
a
i
n
A
m
p
l
i
t
u
d
e
,
p
/
2
(
%
)
Forged Steel
Cast Iron
Figure 2.20: Superimposed plots of true plastic strain versus reversals to failure for forged steel and ductile cast iron.
73
0.01%
0.10%
1.00%
10.00%
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Reversals to Failure, 2N
f
T
r
u
e
S
t
r
a
i
n
A
m
p
l
i
t
u
d
e
,
/
2
,
%
Strain-Life Equation
Elastic Strain
Plastic Strain
Fatigue Data (Plastic)
Fatigue Data (Elastic)
Fatigue Data (Total)
/ 2
p
/2
e
/ 2 (2
)
(a)
0.01%
0.10%
1.00%
10.00%
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Reversals to Failure, 2N
f
T
r
u
e
S
t
r
a
i
n
A
m
p
l
i
t
u
d
e
,
/
2
,
%
Strain-Life Equation
Elastic Strain
Plastic Strain
Fatigue Data (Plastic)
Fatigue Data (Elastic)
Fatigue Data (Total)
/ 2
p
/2
e
/ 2
(2)
(b)
Figure 2.21: True strain amplitude versus reversals to failure for (a) forged steel and (b)
ductile cast
74
0.01%
0.10%
1.00%
10.00%
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Reversals to Failure, 2N
f
T
r
u
e
S
t
r
a
i
n
A
m
p
l
i
t
u
d
e
,
/
2
,
%
(2)
(2)
Forged Steel
Cast Iron
Figure 2.22: True strain amplitude versus reversals to failure for forged steel and ductile cast iron.
75
100
1000
10000
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Reversals to Failure, 2N
f
N
e
u
b
e
r
S
t
r
e
s
s
R
a
n
g
e
[
(
)
(
)
E
]
1
/
2
,
M
p
a
Neuber Data
Fitted Equation
(2)
(a)
100
1000
10000
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Reversals to Failure , 2N
f
N
e
u
b
e
r
S
t
r
e
s
s
R
a
n
g
e
[
(
)
(
)
E
]
1
/
2
,
M
P
a
(2)
(b)
Figure 2.23: Neuber stress range versus reversals to failure for (a) forged steel and (b)
ductile cast iron.
76
100
1000
10000
1E+1 1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Reversals to Failure, 2N
f
N
e
u
b
e
r
S
t
r
e
s
s
R
a
n
g
e
[
(
)
(
)
E
]
1
/
2
,
M
P
a
(2)
(2)
Forged Steel
Cast Iron
Figure 2.24: Superimposed Neuber stress range versus reversals to failure for forged steel and ductile cast iron.
77
Figure 2.25: Charpy impact specimen geometry.
Figure 5.XX Locations of the Charpy impact specimen orientations
Longitudinal
direction
Transverse
direction
Section B
T-L
Specimens
Section A
L-T Specimens
Figure 2.26: Locations on the crankshaft where Charpy v-notch specimens were machined
from.
78
Figure 2.27: Tinius Olsen impact test machine.
79
Figure 2.28: Average absorbed energy values at the different test temperatures for forged
steel (L-T, T-L) and ductile cast iron.
0
10
20
30
40
50
60
70
80
90
100
-100 -50 0 50 100 150 200 250
Test Temperature (C)
A
b
s
o
r
b
e
d
E
n
e
r
g
y
(
J
)
Forged steel L-T
Forged steel T-L
Cast Iron
Figure 2.29: Absorbed energy versus test temperature for forged steel (L-T, T-L) and
cast iron specimens.
80
(a)
(b)
(c)
Figure 2.30: Fracture surfaces of (a) forged steel L-T, (b) forged steel T-L, and (c) ductile cast
iron specimens in order of increasing temperature from left to right.
81
CHAPTER 3
COMPONENT TESTING PROCEDURES AND RESULTS
3.1 Test Apparatus and Procedures
3.1.1 Loading conditions and test fixture
In order to compare the fatigue lives of the forged steel and ductile cast iron
crankshafts, constant amplitude, load-controlled fatigue tests were performed on the two
crankshafts. A crankshaft experiences two types of in service loading, bending and
torsion. Previous studies and the dynamic load analysis of the engine showed that the
effect of torsion was negligible compared to bending. Since bending was the primary in
service loading mechanism, it was used as the loading mechanism for the component
fatigue tests. In order to minimize the magnitude of the applied loads necessary to
achieve the desired stress levels, cantilever bending was used, rather than three-point
bending. While the cantilever bending fixture did minimize the loads required, it did
decrease the rigidity of the test fixture. This increased deflection was the limiting factor
in the test frequency.
Finite element analysis in conjunction with the dynamic loading analysis of the
engine identified the critical location, or highest stresses location, of the crankshafts. For
details on identification of the critical location refer to Chapter 4. In order to isolate the
critical location in the crankshafts, the crankshaft was tested such that the critical
82
crankpin fillet had a higher bending moment than the non-critical crankpin fillet. This
was accomplished by orienting the crankshaft such that the critical crankpin fillet had a
longer moment arm. Figure 3.1 shows the production, as tested forged steel crankshaft
with the critical location identified. Figure 3.2 shows the same for the ductile cast iron
crankshaft.
The test fixture was designed so there was a vertical support that clamped onto the
main bearing section of the crankshaft and the load was applied through a moment arm
attached to the nose of the crankshaft. The test fixture was machined from a solid bar of
4 by 3 steel. The vertical support of the test fixture was welded to a thick plate of
steel so that the fixture could be bolted to the machine test bed. A hole was bored into
the vertical support that had the same diameter as the main bearing sections of both
crankshafts. Identical diameters allowed the test fixture to be used for both crankshafts.
The moment arm was machined from the same 4 by 3 bar steel. A hole the precise size
of the nose section of the crankshafts was bored into the end of the moment arm for
attachment to the crankshaft. Clamping the crankshaft was accomplished with four
diameter bolts on both the vertical support and the moment arm. All bolts were tightened
with a dial gage torque wrench to the same torque prior to testing to ensure an evenly
distributed clamping force. A schematic of the test fixture and set-up is shown in Figure
3.3, where the forged steel crankshaft is shown only as an example. The test set-up for
the forged steel crankshaft is shown in Figure 3.4 and for the cast iron crankshaft in
Figure 3.5.
A rod end bearing was used to apply the load to minimize any misalignment in
the test set-up. As mentioned previously, bending was the only loading desired for the
83
test. However, often times in applying a bending load, an axial force is also present. In
order to minimize this unwanted axial force, the motion between the moment arm and the
loading applicator was not constrained horizontally. Slots were machined into the
loading end of the moment arm. A rod fitted with needle roller bearings was attached to
the rod end bearing. The roller bearings were necessary to minimize the frictional force
that would be present if the rod was allowed to slide in the moment arm slots, rather than
roll. Figure 3.6 shows the rod end bearing and slotted end of the moment arm with the
roller bearings. To verify that there was no significant axial force present, a crankshaft
was fitted with strain gages and loads were applied. The results were compared to those
obtained from FEA and analytical (i.e. Mc/I) calculations. The results showed that there
was no axial force present. The verification of the test fixture is presented in Chapter 4 as
part of the stress analysis.
3.1.2 Test procedures
The bending fatigue tests were performed at room temperature, which was
monitored with a digital thermometer and recorded for each test along with the humidity
which was measured using a precision hydrometer. Tests were conducted using a
sinusoidal waveform and constant amplitude load control. Test frequencies between 1.4
and 3 Hz were used for all tests, with the lower frequency used for the higher load levels
and the higher frequency used for lower load levels. The stress ratio, or R-ratio, is the
ratio of maximum stress to minimum stress. The dynamic load analysis that was
performed resulted in load versus crank angle data for both crankshafts as shown by
Montazersadgh and Fatemi [2007]. As the crankshaft rotates through the engine cycles,
84
the loading, which is primarily bending, changes. The loads are also dependent on the
rpm of the engine. The dynamic analysis showed that the average ratio of minimum load
to maximum load was approximately equal to -0.2 for both crankshafts [Montazersadgh,
2007]. Therefore, an applied R ratio of -0.2 was used for all tests.
Four load levels were used for both crankshafts, with three tests at each load level
to assess variability and scatter. The load levels resulted in lives between 10
3
and 4 x 10
6
cycles. The parameters for each test, along with the results are summarized in Table 3.1.
In the table, a positive load value is applied upwards, causing compressive stress on the
top of the crankshaft and tensile stress at the bottom where the critical section was
located.
The forged steel and ductile iron crankshafts were designed to operate in very
similar engines. The crankshafts were of similar size and similar mass, 3.9 kg for the
forged steel and 3.7 kg for the cast iron crankshaft. Due to their similar size and
application, both crankshafts would experience similar in service loading. Therefore,
both crankshafts were tested at the same bending moment levels.
3.2 Failure Criterion
Initially the crankshafts were tested until the point which they could no longer
maintain the applied cyclic load. At this point the displacement versus cycles curve
reached an asymptotic value and the crankshaft was considered to be fractured. After
several tests were completed, it was found that the crack growth life of the component
was one-half to two-thirds the life of the component. Failure of the crankshaft could,
therefore, not be the point when the crankshaft fractured. The crankshaft, being a
85
rotating engine component, could not function in a state of increased deflection. Crack
initiation was used as a failure criterion for the crankshafts. In order to use crack
initiation as a failure criterion, however, the point at which the crack initiated must be
clearly identifiable. Each test was stopped at intervals corresponding to ten to twenty
percent of the expected life of the component, at which point the crankshaft was
inspected for the presence of a crack. If no crack was present the test was continued. If a
crack was present, the crack was measured and recorded. A light white coating of paint
was applied to the critical fillet area in order to help detect a crack, as shown in Figure
3.7. The physical crack length was monitored using putty that was molded to the cracked
area and then removed leaving a raised imprint of the crack, as shown in Figure 3.8. The
crack length was then measured from the putty using a digital caliper. As the crack
grew, the test was stopped at intervals corresponding to ten to twenty percent of the
expected life and the crack length was measured and recorded. It was found that by the
time the crack was detected it was on the order of 6 mm or longer. Crack initiation, for
life prediction purposes, is usually defined as a crack on the order of 1 mm or 2 mm.
Therefore, the point at which a crack was visually detected was not a desired definition of
initiation point, since the crack was already long at this point.
When a crack was present and as it grew, there was, as expected, a decrease in
stiffness, or in other words an increase in deflection. Using the measured crack length
data, along with the recorded displacement amplitude data for each test, a correlation
between the change in displacement amplitude and the crack length was developed for
both forged steel and ductile cast iron crankshafts. For both materials, the change in
displacement amplitude versus measured crack length was plotted. The base for
86
determining the change in displacement amplitude for each test was taken as the point
where the displacement amplitude was stable, as indicated by a horizontal line in Figure
3.9.
The change in displacement amplitude versus measured crack length plot is
shown in Figure 3.10 for the forged steel crankshaft and in Figure 3.11 for the cast iron
crankshaft. In Figures 3.10 and 3.11 each test is shown in a different color. The data are
shown superimposed in Figure 3.12.
Measured crack length versus cycle data for the forged steel crankshafts are
shown in Figure 3.13 and for the cast iron crankshafts in Figure 3.14. For a given
change in displacement amplitude the size of a crack can be determined from Figures
3.10 and 3.11. Then from Figures 3.13 and 3.14, knowing the size of the crack, the
number of cycles can be determined. This method allows for the change in displacement
amplitude versus crack length data to be extrapolated to find the change in displacement
amplitude corresponding to a given length. Then the cycles where the crack initiation
(i.e. a crack on the order of 2 mm) occurred can be determined from the data.
Using the fitted equation for each crankshaft, the change in displacement
amplitude was extrapolated for a crack length of 2 mm. From the relationship between
the change in displacement amplitude and crack length, a crack length of 2 mm would
result in a very small change in displacement amplitude. The change in displacement
amplitude for a 2 mm crack was on the order of a micrometer, such that the position
transducer of the test frame could not accurately detect this change. However, when
there was any recorded increase in displacement amplitude the relationship suggests that
there was a crack present. The data from each test was analyzed and the cycle at which
87
there was a measurable increase in displacement amplitude was determined to be the
crack initiation point. An expanded scale plot of the displacement amplitude versus
cycles plot for the forged steel crankshafts is shown in Figure 3.15 and in Figure 3.16 for
the ductile cast iron crankshafts. These figures show that the displacement amplitude is
relatively steady for a period in the test after the full load is applied and prior to the
formation of a crack. At the point where a crack develops, an increase in the
displacement amplitude is observed.
The predicted crack lengths obtained from the change in displacement amplitude
versus crack length plots shown in Figures 3.10 and 3.11 were compared with the
measured crack lengths. The predicted crack length versus measured crack length is
shown in Figure 3.17 for the forged steel crankshafts and in Figure 3.18 for the ductile
cast iron crankshafts. Scatter bands at factors of plus and minus two are also plotted.
The figures show that the predicted crack lengths are within a factor of two of the
measured crack lengths for both the forged steel and ductile cast iron crankshafts.
A change in displacement amplitude of 5% was also used as a failure criterion for
comparison purposes. A 5% change was much more apparent than the small change in
displacement amplitude that was used for determining crack initiation. From the
displacement amplitude versus cycles plot shown in Figure 3.9, it can be seen that the
displacement amplitude reached a constant value while no crack was present and then
began to increase as the crack grew. The figures also show that for some of the short life
tests the displacement amplitude curves reached an asymptotic value; this was
determined to be the point of fracture. This fracture point was only reached for several
tests due to the significant amount of time it took to grow the crack to that length.
88
3.3 Results and Comparisons
The moment amplitude versus cycles to failure for both forged steel and cast iron
crankshafts using the crack initiation criterion is shown in Figure 3.19. The figure shows
that for a given applied moment, the life of the forged steel crankshaft is approximately
six times longer than the life of the ductile cast iron crankshaft. The moment amplitude
versus cycles to failure for the forged steel and ductile cast iron crankshafts using the 5%
change in displacement amplitude criterion is shown in Figure 3.20. Using the 5%
change in displacement criterion, the difference in life is less at shorter lives when
compared to the crack initiation criterion, but the difference is greater at long lives. At
long life, there is approximately an order of magnitude difference between the life of the
forged steel and cast iron crankshafts. The divergence of the curves at longer lives
suggests that the forged steel crankshaft had a slower crack growth rate than the ductile
cast iron crankshaft.
A fatigue limit is important for a long life component; if the loads or stresses are
below the fatigue limit, failure will likely not occur. When tested at a moment amplitude
of 431 N-m, the forged steel crankshaft had a life greater than 4 x 10
6
cycles and was
considered a run-out. Two forged steel crankshafts were tested at this level with no
failures. The cast iron crankshafts at this load level failed between 75,200 and 82,200
cycles. The issue of fatigue limit is important when comparing the fatigue lives for a
long life component such as a crankshaft. The cast iron crankshaft has fatigue strength of
316 N-m at 10
6
cycles based on either the crack initiation or 5% increase in displacement
amplitude criteria. This suggests a 36% higher fatigue strength for the forged steel
89
crankshaft as compared to the cast iron crankshaft. The fatigue strength at 10
6
cycles for
the two materials obtained from specimen tests in Chapter 2 show the fatigue strength of
the cast iron to be 263 MPa and for the forged steel to be 359 MPa. This also suggests a
36% higher fatigue strength for the forged steel as compared to the cast iron. Therefore,
the differences in fatigue strengths of the cast iron and forged steel for the components
and for the materials are the same. One contributing factor to the same ratio is that the
geometries of the two crankshafts were very similar, therefore the primary difference in
the two crankshafts for component testing purposes was the difference in material
properties.
The literature suggests that fatigue behavior of cast iron is similar to steel and
therefore cast iron should also have a fatigue limit at about 10
6
cycles [Juvinall and
Marshek, 1991]. The existence of a fatigue limit for the cast iron crankshaft could not be
verified with the limited number of components available for testing and the length of
time required for high cycle testing.
As shown in Figures 3.19 and 3.20, the scatter in the component fatigue life test
data is small for both the crack initiation and 5% change in displacement criteria (within
a factor of about 2 for the forged steel crankshaft and a factor of about 3 for the cast iron
crankshaft). The scatter was similar to what was seen in the specimen fatigue tests. For
both the specimen tests and the component tests, the scatter for the cast iron was
somewhat better than expected. Porosity that is typically present in castings can
contribute to increased scatter due to its random distribution and size. Cracks can
develop from the porosity and therefore their randomness in size and distribution can
influence the fatigue life.
90
Based on the specimen tests conducted on the cast iron specimens, the cast iron
exhibits a cyclically hardening behavior as shown in Chapter 2. The component tests on
the cast iron crankshafts also showed a cyclically hardening behavior. The hardening
behavior does not, however, directly correlate to the hardening behavior observed in the
specimen tests. In the specimen tests the entire gage section experiences the cyclically
hardening. In the component tests the stresses in the crankshaft are completely elastic
with the exception of the fillets where there is plastic deformation. Therefore, the entire
crankshaft is not cyclically hardening, but rather there is local hardening in the highly
stressed fillet locations. Since this hardening is localized, the amount of hardening is not
as large as would be seen in specimen testing. This hardening behavior is shown in
Figures 3.21 and 3.22. The figure shows that the displacement amplitude for the cast iron
crankshafts decreases at the beginning of the test before reaching a stable value. The
forged steel crankshafts showed neither a cyclically hardening nor softening behavior, as
expected from the specimen tests.
The ultimate cause of failure for each crankshaft was a crack that developed and
grew in the critical location (crankpin fillet). Therefore all crankshafts that failed, had the
same failure location. On one forged steel and several cast iron crankshafts a secondary
crank grew in the crankpin fillet opposite to the critical crankpin fillet. These cracks
developed after the cracks at the critical location and were not considered the cause of
failure. The crankshafts where these secondary cracks developed are indicated in Table
3.1.
A typical fatigue fracture of the forged steel crankshaft is shown in Figures 3.23
and Figure 3.24. A typical fatigue fracture for the cast iron crankshaft is shown in
91
Figures 3.25 and 3.26. The figures show that the fracture surface is smoother for the
forged steel when compared to the cast iron. The figures also show that the crack grew
through the circular cross section for the cast iron crankshaft, but not for the forged steel
crankshaft. The crack in the forged steel crankshaft grew approximately half way
through the circular cross section and then veered off at approximately a 45 degree angle
which is attributed to the geometry of the component. The component was no longer the
weakest through the circular cross section once the crack grew long.
The cross section picture for the cast iron crankshaft shows the eccentricity of the
center hole in the crankpin. This eccentricity increased the amount of material in the
highest stressed location of section, at the bottom of Figure 3.25. The eccentricity of the
oil bore was accounted for in the finite element model and also the analytical stress
calculations presented in Chapter 4.
92
Table 3.1: Test parameters and results for the forged steel and ductile cast iron crankshaft fatigue tests.
Forged Steel Crankshaft
Crank
ID
Freq
(Hz)
R-
Ratio
M
a
(N-m)
P
max
(kN)
P
min
(kN)
P
a
(kN)
P
m
(kN)
Observed
Crack Length
(mm)
N, Crack
Observed
N
f
, Crack Initiation
from Disp. Data
Extrapolation
N
f
, 5%
Change in
Disp. Amp.
Failure
Location
FS-2 1.4 -0.2 630 2.67 -0.53 1.60 -1.07 44.96 98,198 29,248 45,568 1
FS-3 1.4 -0.2 630 2.67 -0.53 1.60 -1.07 51.82 120,492 45,302 69,670 1
FS-4 1.4 -0.2 630 2.67 -0.53 1.60 -1.07 -- -- 58,236 90,853 1
FS-5 2.5 -0.2 517 2.18 -0.44 1.31 -0.87 10.52 165,000 145,000 234,289 1
FS-6 2.5 -0.2 517 2.18 -0.44 1.31 -0.87 11.71 120,000 98,741 213,885 1
FS-7 2.5 -0.2 517 2.18 -0.44 1.31 -0.87 -- -- 204,174 396,011 1 & 2
FS-9 3 -0.2 431 1.82 -0.36 1.09 -0.73 None >2,090,000 Runout No crack
FS-10 3 -0.2 431 1.82 -0.36 1.09 -0.73 None >3,980,000 Runout No crack
FS-8 3 -0.2 350 1.48 -0.30 0.89 -0.59 None >3,240,000 Runout No crack
Cast Iron Crankshaft
CI-2 1.4 -0.2 630 2.67 -0.53 1.60 -1.07 11.43 11,504 7,132 17,353 1
CI-3 1.4 -0.2 630 2.67 -0.53 1.60 -1.07 5.08 11,692 9,256 17,380 1
CI-4 1.4 -0.2 630 2.67 -0.53 1.60 -1.07 3.175 8,021 8,021 20,957 1
CI-5 2 -0.2 517 2.18 -0.44 1.31 -0.87 8.51 31,464 25,512 47,513 1 & 2
CI-6 2 -0.2 517 2.18 -0.44 1.31 -0.87 8.81 34,898 24,096 52,790 1 & 2
CI-7 2 -0.2 517 2.18 -0.44 1.31 -0.87 12.55 42,750 37,380 54,966 1 & 2
CI-1 2.5 -0.2 431 1.82 -0.36 1.09 -0.73 7.62 113,043 75,200 132,877 1
CI-9 2.5 -0.2 431 1.82 -0.36 1.09 -0.73 13.60 90,175 78,367 121,866 1
CI-10 2.5 -0.2 431 1.82 -0.36 1.09 -0.73 37.06 -- 82,200 143,259 1 & 2
CI-8 2.5 -0.2 350 1.48 -0.30 0.89 -0.59 19.79 985,496 920,783 1,005,665 1 & 2
CI-11 2.5 -0.2 350 1.48 -0.3 0.8896 -0.59 32.72 -- 301,774 370,216 1 & 2
2
1
93
Figure 3.1: Forged steel crankshaft in its final machined condition.
Figure 3.2: Ductile cast iron crankshaft in its final machined condition.
Critical fillet
Critical fillet
94
Figure 3.3: Schematic of test set-up.
Figure 3.4: Test set-up for the forged steel crankshaft.
95
Figure 3.5: Test set-up for the ductile cast iron crankshaft.
Figure 3.6: Close up of load application area of moment arm showing rod end bearing
and roller bearings.
Needle roller bearings
Rod end bearing
96
Figure 3.7: Critical fillet area of crankshaft painted to better observe crack.
Figure 3.8: Imprint of crack with putty.
Crack Length
97
1
2
3
4
5
6
7
8
0 200,000 400,000 600,000 800,000 1,000,000
Cycles (N)
D
i
s
p
l
a
c
e
m
e
n
t
A
m
p
l
i
t
u
d
e
(
m
m
)
630 N-m
517 N-m
431 N-m
350 N-m
(a)
1.5
2
2.5
3
3.5
4
4.5
5
5.5
6
0 200000 400000 600000 800000 1000000
Cycles (N)
D
i
s
p
l
a
c
e
m
e
n
t
A
m
p
l
i
t
u
d
e
(
m
m
)
630
N-m
431
N-m
517
N-m
350 N-m
(b)
Figure 3.9: Displacement amplitude versus number of cycles for the (a) forged steel
crankshafts and (b) ductile cast iron crankshafts.
98
0
1
2
3
4
5
6
7
0 10 20 30 40 50 60 70 80
Crack Length (mm)
C
h
a
n
g
e
i
n
D
i
s
p
l
a
c
e
m
e
n
t
A
m
p
.
(
m
m
)
FS-2 FS-3
FS-5 FS-6
630 N-m
517 N-m
y = 2E-06 x
3.4382
Figure 3.10: Change in displacement amplitude versus crack length for the forged steel
crankshafts.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
0 10 20 30 40 50 60 70 80
Crack Length (mm)
C
h
a
n
g
e
i
n
D
i
s
p
l
a
c
e
m
e
n
t
A
m
p
.
(
m
m
)
CI-2 CI-3 CI-4
CI-5 CI-6 CI-7
CI-1 CI-9 CI-10
CI-8 CI-11
630 N-m
517 N-m
431 N-m
350 N-m
y = 0.0004 x
1.9
Figure 3.11: Change in displacement amplitude versus crack length for the cast iron
crankshafts.
99
0
1
2
3
4
5
6
7
0 10 20 30 40 50 60 70 80
Crack Length (mm)
C
h
a
n
g
e
i
n
D
i
s
p
l
a
c
e
m
e
n
t
A
m
p
.
(
m
m
)
FS-2 FS-3
FS-5 FS-6
CI-1 CI-2
CI-3 CI-4
CI-5 CI-6
CI-7 CI-8
CI-9 CI-10
CI-11
Figure 3.12: Superimposed plot of change in displacement amplitude versus crack length
for the forged steel and cast iron crankshafts.
100
0
10
20
30
40
50
60
70
0 100,000 200,000 300,000 400,000
Cycles
C
r
a
c
k
L
e
n
g
t
h
(
m
m
)
FS-2 FS-3
FS-5 FS-6
Figure 3.13: Measured crack length versus cycles for the forged steel crankshafts.
0
10
20
30
40
50
60
70
80
0 200,000 400,000 600,000 800,000 1,000,000
Cycles
C
r
a
c
k
L
e
n
g
t
h
(
m
m
)
CI-2 CI-3 CI-4
CI-5 CI-6 CI-7
CI-1 CI-9 CI-10
CI-8 CI-11
Figure 3.14: Measured crack length versus cycles for the ductile cast iron crankshafts.
101
2.4
2.45
2.5
2.55
2.6
2.65
2.7
2.75
0 50000 100000 150000 200000
Cycles (N)
D
i
s
p
l
a
c
e
m
e
n
t
A
m
p
l
i
t
u
d
e
(
m
m
)
Crack initiation
Figure 3.15: Displacement amplitude versus cycles for a forged steel crankshaft with the
crack initiation point highlighted.
2.75
2.8
2.85
2.9
2.95
3
3.05
3.1
3.15
3.2
3.25
0 50000 100000 150000 200000
Cycles (N)
D
i
s
p
l
a
c
e
m
e
n
t
A
m
p
l
i
t
u
d
e
(
m
m
)
Crack initiation
Figure 3.16: Displacement amplitude versus cycles for a ductile cast iron crankshaft with
the crack initiation point highlighted.
102
0
10
20
30
40
50
60
70
80
0 20 40 60 80
Measured Crack Length (mm)
P
r
e
d
i
c
t
e
d
C
r
a
c
k
L
e
n
g
t
h
(
m
m
)
Figure 3.17: Predicted crack length versus measured crack length for the forged steel
crankshafts. The same symbols correspond to crack lengths of the same
crankshaft.
0
10
20
30
40
50
60
70
80
0 20 40 60 80
Measured Crack Length (mm)
P
r
e
d
i
c
t
e
d
C
r
a
c
k
L
e
n
g
t
h
(
m
m
)
Figure 3.18: Predicted crack length versus measured crack length for the ductile cast iron
crankshafts. The same symbols correspond to crack lengths of the same
crankshaft.
103
y = 2555.8x
-0.1331
R
2
= 0.8128
y = 2147.3x
-0.139
R
2
= 0.9535
100
1000
1.E+03 1.E+04 1.E+05 1.E+06 1.E+07
Cycles to Failure (N
f
)
M
o
m
e
n
t
A
m
p
l
i
t
u
d
e
(
N
-
m
)
Forged Steel
Cast Iron
Figure 3.19: Moment amplitude versus cycles to failure using the crack initiation failure
criterion.
y = 2401.8x
-0.1218
R
2
= 0.8656
y = 3115.8x
-0.1652
R
2
= 0.9579
100
1000
1.E+03 1.E+04 1.E+05 1.E+06 1.E+07
Cycles to Failure (N
f
)
M
o
m
e
n
t
A
m
p
l
i
t
u
d
e
(
N
-
m
)
Forged Steel
Cast Iron
(3)
Figure 3.20: Moment amplitude versus cycles to failure using the 5% change in
displacement amplitude failure criterion.
104
2
2.5
3
3.5
4
4.5
0 1000 2000 3000 4000 5000 6000 7000 8000
Cycles (N)
D
i
s
p
l
a
c
e
m
e
n
t
A
m
p
l
i
t
u
d
e
(
m
m
)
CI 630 N-m
CI 431 N-m
CI 517 N-m
CI 350 N-m
Figure 3.21: Cast Iron displacement amplitude versus cycles plot showing hardening
behavior.
2.84
2.86
2.88
2.9
2.92
2.94
0 1000 2000 3000 4000 5000 6000
Cycles (N)
D
i
s
p
l
a
c
e
m
e
n
t
A
m
p
l
i
t
u
d
e
(
m
m
)
Figure 3.22: Expanded view of the displacement amplitude versus cycles plot for a cast
iron crankshaft tested at 431 N-m.
105
Figure 3.23: Example of a typical fatigue fracture surface for the forged steel crankshaft.
Figure 3.24: Side view of typical fatigue fractured forged steel crankshaft.
Crack initiation site
Crack growth direction
106
Figure 3.25: Example of a typical fatigue fracture surface for the cast iron crankshaft.
Figure 3.26: Side view of typical fatigue fractured cast iron crankshaft.
Crack initiation site
Crack growth direction
107
CHAPTER 4
STRESS ANALYSIS AND FATIGUE LIFE PREDICTIONS
4.1 Analytical Stress Calculations
To verify the nominal stress obtained from FEA which was used for the life
predictions, analytical stress calculations were performed. Since the component was
loading in bending only, the stress was calculated using the equation:
I
c M
S
a
a
= (4.1)
where S
a
is the stress amplitude, M
a
is the moment amplitude, c is the distance from the
centroid to the location where the stress is calculated and I is the area moment of inertia.
The forged steel crankshaft had an outer crankpin diameter of 3.68 cm and an inner
diameter of 1.70 cm, which were used to calculate the area moment of inertia, which is
8.59 cm
4
.
For the cast iron crankshaft, the calculation was slightly more complex. The oil
bore through the crank pin was not centered, creating a non standard cross section. The
outer diameter of the crankpin of the ductile cast iron crankshaft was 3.30 cm and the
inner diameter was 1.70 cm. In order to calculate the stress in the cast iron crank-pin,
first the vertical distance to the centroid was found to be 1.57 cm from the bottom of the
cross section shown in Figure 3.23. The area moment of inertia, I, for the cross section
was then calculated using the parallel axis theorem to be 5.29 cm
4
. The flexure formula,
108
given by Equation 4.1, could then be used to analytically determine the nominal stress at
the critical location. Due to the non-standard cross-section the stress on the top of the
crankpin differed from the stress on the underside of the crankpin. Since the critical
section was determined to be on the underside of the crankpin, the distance from the
centroid to the underside of the crankpin of the cast iron crankshaft, which was 1.57 cm,
was used for c.
The analytical stress results for the forged steel and ductile cast iron crankshafts at
the critical location, which was the crankpin fillet, and without consideration of stress
concentration caused by the fillet, are shown in Table 4.1 (with the locations identified in
Figure 4.2) along with the FEA results from Montazersadgh [2007].
4.2 Finite Element Modeling and Analysis
Finite element modeling was preformed on the forged steel and the ductile cast
iron crankshafts. A linear elastic analysis was used due to the high cycle fatigue situation
which requires nominally elastic loading. The finite element analysis (FEA) was used to
determine the critical location of the crankshafts, determine the stress concentration
factors for the critical fillet locations, and determine the nominal stress applied for the
purpose of life prediction. Using the stress concentration factor approach rather than
directly using the local stress and strain at the critical locations from FEA eliminates the
need for a separate analysis for each load level.
The FEA analysis also validated what was revealed from the experimental stress
results obtained from strain gages. Based on simple analytical calculations of bending
stress (i.e. Mc/I), the stress in the forged steel crankshaft on the top and bottom of the
crankpin should be equal in magnitude due to the symmetry of the crankpin cross-section.
109
The stress results obtained from strain gage readings, however, revealed that there was a
larger stress at the bottom than at the top. This result was confirmed with FEA. The
relatively complex geometry of the crankshaft results in stresses that are not easily
calculated with simple analytical techniques. Finite element analysis was necessary in
this instance in order to account for the complex geometry.
Two types of analyses were performed. First the crankshafts were modeled
according to the dynamic load analysis to determine the critical location of each
crankshaft under in service loading. Second, boundary conditions resembling those of
the test fixture were used in order to determine the stresses for the purpose of life
prediction and to compare with the experimental stress results from strain gages. Details
of the finite element modeling including geometry generation, meshing, boundary
conditions, and loading are presented in Montazersadgh and Fatemi [2007], and
Montazersadgh [2007]. The results relevant to this study are presented in the subsequent
sections.
4.2.1 Critical locations
The critical location is the location of the crankshaft subjected to the highest
stress and therefore the location where fatigue cracks initiate and ultimately lead to
failure. Identification of the critical location was necessary before the component fatigue
testing described in Chapter 3 could be started since the design of the component fatigue
test fixture was based on the location of the critical location. It was expected that the
critical location would be in one of the fillets due to the high stress concentrations at
these locations. The stress contour provided by the FEA based on the dynamic analysis is
110
shown in Figure 4.1. Based on the graphical representation of the stresses, several
locations were selected as potential critical locations of the crankshaft, which are labeled
as locations 1 through 6 in Figure 4.2. The analysis of the critical section is presented for
the forged steel crankshaft, however similar results were obtained for the ductile cast iron
crankshaft.
A plot of the von Mises stresses as a function of crank angle for the locations in
Figure 4.2 are shown in Figure 4.3. The figure shows that a crank angle of 355 degrees
represents the position where the highest stress levels occur. At the crank angle of 355
degrees it can be seen that location 2 identified in Figure 4.2 is the highest stressed
location of the crankshaft. A plot of minimum and maximum stresses, stress range and
mean stress for the critical locations is shown in Figure 4.4. The figure shows that
location number 2, which was determined to have the highest von Mises stress, is also the
location with the highest stress range and mean stress. In fatigue analysis the stress range
and mean stress can be more important than the maximum stress.
Based on the plot of von Mises stress and the stress range and mean stress plot,
location 2 was identified as the critical location of the crankshaft. This location was in
agreement with the literature which has shown that the crankpin fillets are the highest
stressed locations in a crankshaft [Jensen, 1970]. The critical location defined by the
FEA analysis was verified during the component fatigue testing by the fact that all of the
failed crankshafts developed cracks in this crankpin fillet location which then grew to a
large crack which ultimately led to failure.
111
4.2.2 Comparison between FEA, analytical, and experimental results
The boundary conditions in the finite element model were changed from the
dynamic loading condition to resemble the component test assembly. This was done to
investigate the stresses in the component as a result of being loaded in the test apparatus.
As mentioned previously, based on analytical bending stress calculations for the forged
steel crankshaft, the stress at the top and bottom of the crankpin should be symmetric.
However, both experimental and FEA results revealed that the stresses were not
symmetric. The comparison between FEA and experimental values was also done to
validate the finite element model. The experimental results were only obtained and
compared to the FEA results for the forged steel crankshaft. It was not necessary to
repeat the procedure for the cast iron crankshaft since it was modeled and tested the same
way as the forged steel crankshaft. The details of the finite element analysis are given in
Montazersadgh and Fatemi [2007].
Strain gages were mounted at the four locations labeled a, b, c, and d in Figure
4.2. The crankshaft was installed in the test fixture such that locations a and b were on
the top and bottom respectively. The front main bearing was clamped in the support arm
and the rear main bearing (the right side of Figure 4.2) was clamped in the moment arm.
It should be noted that this was not the position the crankshafts were tested in as this
comparison was done prior to properly identifying the critical fillet. In the tests, as
described in Chapter 3, the crankshaft was switched such that the rear main bearing was
in the support arm and moment arm was clamped to the front main bearing. Despite this
change, the results were applicable since they were used for comparison purposes. The
load was applied vertically through the moment arm attached to the right of Figure 4.2.
112
The crankshaft was also rotated 90 degrees so that locations c and d (Figure 4.2) were on
the top and bottom, respectively. This was done to see the effects of the different offsets
of the crank-pin.
The results from FEA, analytical calculations, and experimental results from
strain gages are shown in Table 4.2. The table shows good agreement between the
experimental results obtained from strain gages and the results from FEA. All of the
differences between FEA and experimental results were 6.5% or less. The results from
the analytical analysis are also close to the FEA and experimental results considering the
complex geometry.
The analytical results, discussed in Section 4.2, suggest that the stress at location
a and location b should be equal and opposite. FEA is necessary in order to obtain
accurate stresses in the component which, in a case where the geometry is complex, could
otherwise not be obtained. Both FEA and experimental results show that the magnitudes
of the stresses at locations a and b (identified in Figure 4.2) are not equal due to the
complexity of the geometry. However, when the crankshaft was rotated 90 degrees, the
FEA results show that stresses at location c and location d are equal in magnitude, which
is confirmed by the experimental results from the strain gages. Some difference is seen in
the strain gage readings which can be attributed to errors in placing the gages.
4.2.3 FEA results used for life predictions
The finite element analysis with the boundary conditions resembling the
component test fixture was used to determine the nominal stresses in the crankshafts.
This nominal stress was used for life prediction purposes. For this analysis a point load
113
of 4.45kN was applied at B, as shown in Figure 4.2 for the forged steel crankshaft, which
was the same for the cast iron crankshaft. The FEA results of the test condition are
shown in Table 4.3 for forged steel and Table 4.4 for the cast iron crankshaft where the
locations are identified in Figure 4.2. The finite element analysis based on the
component test fixture showed that the highest stress was at the previously identified
critical section, indicating that the test set-up would produce failures in the critical
section. The stress at location b as shown in Figures 4.2 was extrapolated to determine
the nominal stress at the critical location, point 2 in Figure 4.2. For the forged steel
crankshaft the moment arm to location 4 was 12.6 cm resulting in a nominal stress of
121.6 MPa when 4.45 kN force was applied. To obtain the nominal stress at the critical
location a ratio was used to accommodate a longer moment arm and different loads
corresponding to the actual tests. The ratio related the stress from FEA, which was
obtained from a given bending moment, to the stress resulting from a different bending
moment. This was possible because of the uniform cross-section and the stress being
linearly related to the bending moment. A similar procedure was used for the ductile cast
iron crankshaft.
The nominal stress values at the critical fillet, location b in Figure 4.2, obtained
from the FEA [Montazersadgh, 2007] for the forged steel and ductile cast iron
crankshafts are shown in Table 4.1 for the different applied moments. The results were
used in the life predictions discussed in Sections 4.3 and 4.4.
Determining the stress concentration factor (K
t
) was also necessary for life
predictions. The stress concentration factor allowed the stress at the fillets to be
calculated knowing the nominal stress which was obtained from the linear elastic finite
114
element analysis. As shown in Table 4.3 for forged steel, the stress obtained from FEA
with a 4.45 kN applied load was 121.6 MPa for location b and 539.7 MPa for location 2
(locations identified in Figure 4.2). Location b was considered to be far enough away
from fillets such that it was not affected by stress concentrations. Therefore, as was done
above, this stress was used to determine the nominal stress at location 2 by equating the
ratio of the stresses to the ratio of the moment arms. The distance from the applied load
to location b was 12.6 cm and to location 2 was 14.3 cm. The nominal stress at the
critical location was determined to be 137.1 MPa. The stress concentration factor, K
t
,
was calculated by dividing the stress at the critical location from FEA by the nominal
stress at the critical location:
nom
t
S
S
K = (4.2)
The stress concentration factor for forged steel was determined to be 3.94. A similar
procedure was followed for the cast iron crankshaft where the nominal stress at the
critical location was determined to be 160.7 MPa and the stress concentration factor, K
t
,
was 3.09.
4.3 Stress-Life Approach and Life Predictions
4.3.1 Procedures and predictions
In service the crankshaft is subjected to very high cycle fatigue, requiring the stresses
to be elastic. In situations where stresses are predominately elastic and high cycle fatigue
is present, the stress-life (S-N) approach is commonly used. The S-N approach uses the
nominal stress rather than the localized stress at the root of the notch. To account for the
115
stress concentration at the notch, the fatigue limit is reduced by the fatigue notch factor.
The effect of mean stress can be accounted for by an equation such as the modified
Goodman equation. The S-N line can also be modified to account for other effects such
as surface finish effect.
As a starting point, the stress-life curve for a smooth, unnotched member,
subjected to completely reversed loading, was constructed from the fatigue strength
coefficient,
f
, and the fatigue strength exponent, b. Both
f
and b were obtained from
the specimen tests as presented in Chapter 2 and the values for both materials are listed in
Table 2.4. The S-N line for the smooth, unnotched member is represented by the
equation:
( )
b
f f
S
6 '
10 2 = (4.3)
The effect of the notch was taken into account by the fatigue notch factor, K
f
.
The fatigue notch factor depends on the geometry of the notch and also notch sensitivity
of the material. The notch sensitivity of a material is defined by:
1
1
=
t
f
K
K
q (4.4)
where K
f
is the fatigue notch factor and K
t
is the stress concentration factor. A value for q
= 0 indicates no sensitivity to notches and q = 1 is defined as full notch sensitivity. When
a material has large sensitivity to notches K
f
is approximately equal to K
t
. There are
several equations for estimating the notch sensitivity of a material, including Petersons
equation given by [Stephens et al., 2000]:
r
a
q
+
=
1
1
(4.5)
116
where q is the notch sensitivity, r is the radius of the notch and a is the material
characteristic length. The following equation was used to calculate the material
characteristic length, a (in millimeters) for the forged steel material [Stephens et al.,
2000]:
( )
8 . 1 2070
0254 . 0
u
S
a = (4.6)
where S
u
is the ultimate strength of the material in MPa. The notch sensitivity for the
forged steel was calculated to be 0.95, indicating very high notch sensitivity. The fatigue
notch factor for the forged steel crankshaft with a notch radius of r = 2.38 mm was then
calculated to be 3.78.
For the ductile cast iron crankshafts, Petersons equation (Equation 4.5) was also
used along with the equation for characteristic length, a, intended for steels (Equation
4.6). Using this approach the notch sensitivity was calculated to be 0.92, which for the
ductile cast iron crankshaft with a fillet radius of r = 2.45 mm resulted in K
f
= 2.93. The
life predictions using this approach were conservative. The difference in stress
concentrations between the forged steel and ductile cast iron crankshafts can be attributed
to the geometric differences in the two crankshafts. The ductile cast iron crankshaft has a
difference in stiffness in the web section in close proximity to the critical fillet, as
compared to the forged steel crankshaft, which decreases the stress in the fillet, thus
decreasing the stress concentration.
According to Shigley and Mitschke [2002], cast iron has very low notch
sensitivity, q, ranging in value from 0, or no notch sensitivity, to 0.2. Juvinall and
Marshek [1991] also state that cast irons have little to no notch sensitivity. Cast iron has
inclusions and porosity which can act as notches. Therefore, these notch effects are
117
already taken into account in the cyclic material properties obtain from the strain-
controlled specimen fatigue testing. Shigley and Mitschke recommend that to be
conservative, a value of q = 0.2 be used for all cast irons [2002]. Using q = 0.2 resulted
in K
f
= 1.42. The results of the life predictions were excessively nonconservative when
this approach was used to calculate K
f
. The true value for notch sensitivity, therefore, lies
somewhere between the values obtained using these two approaches. The life predictions
are presented using both values of K
f
, however, the approach using the higher fatigue
notch factor, K
f
= 2.93, is considered the primary approach due to the better agreement
with the component fatigue tests data.
The fatigue life at 2 x 10
6
reversals was reduced by K
f
. Therefore, for the notched
member, one point on the S-N line was S
f
/K
f
at 2 x 10
6
reversals. The forged steel
crankshaft had a notched fatigue strength at 2 x 10
6
reversals of 94.4 MPa. The ductile
cast iron is also assumed to have a fatigue limit at 2 x 10
6
reversals [Juvinall and
Marshek, 1991]. The notched fatigue strength at 2 x 10
6
reversals for the cast iron
crankshaft based on K
f
= 2.93 was 89.5 MPa, and based on K
f
= 1.42 the notched fatigue
strength was 185.0 MPa.
The point at 2 x 10
6
reversals was connected to the stress amplitude,
f
, at one
reversal for each material. This approach assumes that there is no effect of the notch at
one cycle due to the presence of gross plastic deformation, or yielding.
The notched S-N line for the forged steel crankshaft is represented by:
( )
1704 . 0
2 1124
=
f f
N S (4.7)
and the notched S-N line for the ductile cast iron crankshaft with K
f
= 2.93 is represented
by:
118
( )
1611 . 0
2 927
=
f f
N S (4.8)
The S-N lines obtained above assume R = -1. To account for mean stress which is
present in situations where the loading is not completely reversed, the modified Goodman
equation is often used. The modified Goodman equation is given by [Stephens et al.,
2000]:
1 = +
u
m a
S
S S
f
K
Nf
S
(4.9)
where S
a
is the alternating stress, S
m
is the mean stress, S
u
is the ultimate strength of the
material, and S
Nf
is the fully reversed fatigue strength at 2 x 10
6
reversals.
Dynamic load analysis determined the stress ratio, R, of the crankshafts to be
approximately -0.2. The details of the dynamic load analysis are shown in Montazersadgh
and Fatemi [2007] and Montazersadgh [2007]. The R-ratio was used to calculate the
mean stress. The R-ratio is defined by:
max
min
S
S
R = (4.10)
For R = -0.2 the relationship between S
a
and S
m
was calculated to be:
a m
S S 667 . 0 = (4.11)
The equation for the notched R = -0.2 condition for the forged steel crankshaft is
represented by:
( ) 906 . 0 2
1124
170 . 0
+
=
f
a
N
MPa
S (4.12)
which results in a fatigue strength of 87.8 MPa at 2 x 10
6
reversals. The equation for the
notched R = -0.2 condition and high notch sensitivity (K
f
= 2.93) for the ductile cast iron
crankshaft is then represented by:
119
( ) 939 . 0 2
927
161 . 0
+
=
f
a
N
MPa
S (4.13)
which results in a fatigue strength of 82.1 MPa at 2 x 10
6
reversals. For the low notch
sensitivity (K
f
= 1.42) assumption of ductile cast iron, the S-N curve is represented by:
( ) 939 . 0 2
927
111 . 0
+
=
f
a
N
MPa
S (4.14)
which results in a fatigue strength of 155.8 MPa at 2 x 10
6
reversals.
The unnotched R = -1, notched R = -1, and notched R = -0.2 S-N curves are
shown in Figure 4.5 for the forged steel crankshaft and in Figure 4.6 for the ductile cast
iron crankshaft. Results of the S-N life predictions for the forged steel and for the ductile
cast iron crankshafts are shown in Tables 4.5 and 4.6, respectively.
4.3.2 Comparisons with experimental results
The results of the S-N life predictions along with the crankshaft fatigue test data
are summarized in Table 4.7 for the forged steel and ductile cast iron crankshafts. The
forged steel predicted S-N line superimposed with the experimental data points is shown
in Figure 4.7 for the crack initiation criterion and in Figure 4.8 for the 5% change in
displacement amplitude criterion. The figures show a very good agreement between the
predictions and the experimental data for both failure criteria.
The ductile cast iron crankshaft predicted S-N lines, using both values of K
f
,
superimposed with the experimental data points are shown in Figure 4.9 for the crack
initiation criterion and in Figure 4.10 for the 5% change in displacement amplitude
criterion. When K
f
= 1.42 is used, the S-N life predictions for both the crack initiation
and 5% displacement amplitude are nonconservative, while the opposite is true if the
120
value for K
f
= 2.93 is used. Based on the S-N lines, the predictions using K
f
= 2.93 more
closely match the experiment data than when K
f
= 1.42 was used. For the S-N approach
for the ductile cast iron crankshafts, the most accurate predictions are obtained using K
f
=
2.93 and the crack initiation failure criterion as evidenced by the close proximity of the
experimental data points to the predicted S-N curve in Figure 4.9. Since the predictions
using the low notch sensitivity assumed for cast iron (K
f
= 1.42) were not in agreement
with the experimental data, further comparisons using this assumption are not presented.
The comparison between experimental results and predicted results are shown in
Figure 4.11 for the crack initiation failure criterion for both the forged steel and ductile
cast iron crankshafts (K
f
= 2.93). In Figure 4.11, the center line with a slope of one (45
degrees) and passing through the origin represents a perfect correlation between the
prediction and experimental data. Data points that are above the line represent an over
prediction (non-conservative), while points below the line represent an under prediction
(conservative). The other lines represent factors of two and three differences. The
experimental results versus predicted results are plotted for the 5% change in
displacement amplitude criterion in Figure 4.12 for both crankshafts.
Figures 4.11 and 4.12 show that for the forged steel crankshafts, the experimental
data fall within a factor of two of the prediction for both the crack initiation and 5%
change in displacement amplitude criteria. Comparison of Figures 4.11 and 4.12 reveals
that the crack initiation data is in better agreement with the prediction than the 5% change
in displacement amplitude criterion. This is expected, as the failure for specimen fatigue
tests was based on crack initiation, and data from these tests were used for crankshaft life
121
predictions. The prediction is more conservative when the 5% change in displacement
amplitude criterion is used.
The predictions for the cast iron crankshaft were less in agreement with the
predictions for the forged steel crankshaft although the predictions were still reasonably
accurate when the higher notch sensitivity was used. The experimental data for the cast
iron crankshaft are along the factor of two and factor of three scatter bands when the
crack initiation failure criterion is used as shown in Figure 4.11. When the 5% change in
displacement amplitude criterion is used, the experimental data are along or slightly
outside of the factor of three scatter band as shown in Figure 4.12 with predictions being
conservative.
The S-N prediction took into account the stress concentration caused by the
crankpin fillet and the mean stress effect. However, the effect of surface finish was
neglected for both the forged steel and cast iron crankshafts. The surface of the both
crankshafts appeared to be ground and, therefore, a very smooth surface finish with few
machining marks, which was approximated as a smooth surface. Had the critical location
been in an area that was in the as forged or as cast condition, a surface finish correction
factor would have been needed.
The fillets of crankshafts in automotive applications are often rolled to induce
compressive residual stresses. The residual stress will, in a long life situation, provide
better fatigue performance. However, residual stresses were not considered since the
crankshafts were not rolled in this case.
122
4.4 Stain-Life Approach and Life Predictions
4.4.1 Procedures and predictions
The strain-life approach to life estimation is commonly used in low cycle fatigue
applications due to the presence of inelastic strain in the component. In addition, strains
can be measured in complex geometries and at stress concentrations, resulting in an easy
comparison with data obtained from strain-controlled specimen fatigue tests. Although
crankshafts are a high cycle fatigue component, the strain-life approach can still be
valuable due the presence of notches in the crankshaft. The strain-life approach is
commonly used for notched members, because local plastic deformation often occurs at
the root of the notch, even when an elastic loading condition is present. This approach
uses the stresses and strains at the root of the notch, as opposed to the S-N approach
which uses nominal stresses. In the stress-life approach the nominal stresses are known
and, therefore, the life to crack initiation can be directly calculated. However, in the
strain-life approach, first the notch stresses and strains must be determined.
There are several methods which can be used to calculate the local stress and
strain at the root of the notch given the nominal elastic stress. Analytical methods to
calculate the local stress and strain include the linear rule, Neubers rule, and Glinkas
rule. Neubers rule, the most commonly used model, is presented here. In the case of a
plane strain situation, Glinkas rule is more applicable [Stephens et al., 2000]. For
comparison the notch stresses and strains were also calculated using Glinkas rule and the
results were very similar to those obtained using Neubers rule.
Neubers rule assumes that the geometric mean of the stress concentration and
strain concentration factors remain constant under plastic deformation and are also equal
123
to the stress concentration factor. Graphically, the notch stress and strain are determined
from the intersection of the stress-strain curve and the Neuber hyperbola. The stress-
strain curve is represented by the Ramberg-Osgood equation given by:
n
p e
K E
1
+ = + =
(4.15)
while Neubers hyperbola is represented by:
eS K
t
2
= (4.16)
where S and e are the nominal stress and strains, and and are the stress and strain at
the root of the notch. Therefore, the intersection point can be found by solving equations
4.15 and 4.16 simultaneously.
The nominal stress is typically elastic, otherwise there will be gross plastic
deformation and the part fails by yielding rather than fatigue crack initiation. In the case
where the nominal stress is elastic, the engineering strain, e, is simply the nominal stress
divided by modulus of elasticity (S/E). Therefore, Neubers rule for nominal elastic
behavior becomes:
( )
E
S K
t
2
= (4.17)
In the case of cyclic loading, which is the case when using Neubers rule for
fatigue life predictions, the stress-strain curve is replaced with the stable hysteresis loop
represented by the equation [Stephens et al., 2000]:
'
1
' 2
2
n
K E
=
(4.18)
Equation 4.18 assumes that the material exhibits a Massing behavior, with a factor of 2,
meaning that the hysteresis loop can be obtained by doubling the cyclic stress-strain
124
curve. For cyclic loading, the stresses and strains are replaced with the stress and strain
ranges and Neubers rule becomes:
( )
E
S K
f
2
= (4.19)
It should be noted that in this equation K
t
was replaced with K
f
which has been shown by
Topper et al. [Stephens et al., 2000] to have better agreement with experimental data. For
the first cycle , , and S in equations 4.18 and 4.19 were replaced with
max
,
max
,
and S
max
, respectively. This approach assumes that the maximum stress is reached in the
first cycle, whereas in testing the load gradually increased to the maximum values over
approximately 100 cycles. Therefore, there could be some differences in lives between
using this approach versus performing the analysis based on the test gradually reaching
the maximum load.
After the notch stresses and strains are determined, the life to crack initiation can
be predicted. The prediction estimates the life to the onset of a crack on the order of 1
mm. Several equations exist for predicting fatigue life in the presence of mean stresses,
based on the strain-life approach, including Morrows mean stress parameter, and the
SmithWatsonTopper (SWT) parameter. Both equations account for the mean stress
effects. The SWT parameter has been shown to be applicable to a broad range of
materials [Stephens et al., 2000]. Due to its broad applicability, the SWT parameter was
used in this study.
The SWT parameter assumes that the product of maximum notch stress and notch
strain amplitude (
max
a
) remains constant regardless of the individual contribution of
notch strain amplitude,
a
, and notch mean stress
m
. The SWT equation is represented
by:
125
( ) ( ) ( )
c b
f f f
b
f f a
N E N E
+
+ = 2 ' ' 2 '
2 2
max
(4.20)
Using the material properties for each material and the product of
max
and
a
for each test
level which were determined using Neubers rule, the fatigue life was predicted using
Equation 4.20.
4.4.2 Comparisons with experimental results
The SWT parameter versus reversals to failure for the forged steel crankshaft is
shown in Figure 4.13 for the crack initiation criterion and in Figure 4.14 for the 5%
change in displacement amplitude criterion. The same plots are shown for the cast iron
crankshaft in Figures 4.15 and 4.16. For the cast iron crankshafts only predictions for the
higher notch sensitivity (K
f
= 2.93) are presented due to the S-N approach showing that
the low notch sensitivity predictions were not in agreement with experimental data. The
results from the strain-life predictions using the SWT parameter along with the notch
stresses and strains obtained from Neubers rule are summarized in Table 4.5 for the
forged steel and in Table 4.6 for the cast iron crankshafts. The predictions along with the
crankshaft experimental data are also presented in Table 4.7.
For the forged steel crankshaft, the strain life approach resulted in predictions that
reasonably agreed with the experimental data when the crack initiation failure criterion
was used, as shown in Figure 4.13. When the 5% change in displacement amplitude
failure criterion was used the predictions were also reasonable, as shown in Figure 4.14.
The predictions, however, more closely agreed with the data using the crack initiation
criterion.
126
For the cast iron crankshafts, where the high notch sensitivity was assumed, the
strain-life predictions under-estimated the fatigue lives. This was true for both the crack
initiation failure criterion as shown in Figure 4.15, and the 5% change in displacement
amplitude criterion as shown in Figure 4.16. Although the predictions were less accurate
than they were for the forged steel crankshaft, the predictions were always conservative.
The predicted cycles to failure using the strain-life approach versus experimental
cycles to failure using the crack initiation criterion are shown in Figure 4.17 for the
forged steel and ductile cast iron crankshafts, and in Figure 4.18 for the 5% change in
displacement amplitude criterion. Figure 4.17 shows that for the forged steel crankshaft,
the predictions were reasonably accurate as all of the data points are inside the factor of 3
scatter band based on the crack initiation criterion. Figure 4.18 shows that for the forged
steel crankshaft the predictions were more conservative when compared to the 5% change
in displacement experimental data. For the cast iron crankshaft, all of the data points
were outside of the factor of 3 scatter band, indicating less accurate, although
conservative predictions, when compared to experimental data based on both failure
criteria. For both the forged steel and ductile cast iron crankshafts, the strain-life
predictions were more accurate when compared to the crack initiation failure criterion.
4.5 Discussion of Life Prediction Results
The results of the predictions using the stress-life and strain-life are shown in
Table 4.7 along with the component test data. The strain-life approach in this case
resulted in shorter fatigue life predictions than the S-N approach, which resulted in the
127
strain-life approach always under-predicting the fatigue lives of both the forged steel and
ductile cast iron crankshafts. Therefore, the strain-life approach always provided
conservative fatigue life predictions. Both methods of predictions resulted in more
accurate comparisons for the forged steel crankshaft than the ductile cast iron crankshaft.
For the forged steel crankshaft, life predictions using the stress-life and strain-life
approaches were reasonable for both the crack initiation and 5% change in displacement
amplitude criteria. However, both the S-N and strain-life approaches were more accurate
when the crack-initiation failure criterion was used, compared to the 5% change in
displacement amplitude criterion. This result is reasonable since the fatigue life for
prediction purposes is considered to be the life to the onset of cracks on the order of a
millimeter. By the time the change in displacement amplitude was 5%, the crack was
already much longer than 1 mm. Therefore, it was expected that the crack-initiation data
would better fit the life predictions. The strain-life approach resulted in predictions that
were conservative, while the S-N approach did not always result in a conservative
predictions. The S-N approach predicted longer lives than the strain-life approach, and in
this case the S-N approach sometimes predicted longer lives than what was observed in
the crankshaft fatigue tests. The strain-life approach always predicted lives that were less
than the actual fatigue lives of the crankshafts when compared to experimental data,
making the strain-life approach more conservative.
128
Table 4.1: Analytical nominal stress results at the critical location and comparison with
FEA results for the forged steel and cast iron crankshafts.
Forged Steel Stress (MPa) Cast Iron Stress (MPa)
Analytical FEA Analytical FEA
Moment
Amplitude
(N-m)
Location
a and b
Location
a
Location
b
Location
a
Location
b
Location
a
Location
b
630 134.7 118.9 140.3 206.3 187.5 218.9 185.6
517 110.4 97.6 115.0 169.1 153.7 179.6 152.1
431 92.0 81.4 95.9 141.0 128.1 149.8 126.8
350 74.8 66.1 78.0 114.6 104.2 121.6 103.1
129
Table 4.2: Comparison between FEA, experimental, and analytical stress results for the
forged steel crankshaft in the as-tested condition at the locations shown in
Figure 4.2.
At Location a
Load
(N)
FEA
(MPa)
EXP
(MPa)
% Difference
between FEA
and EXP
ANALYTICAL
(MPa)
-890 -61.6 -59.3 3.80% -72.4
890 61.5 65.5 6.50% 72.4
At Location b
Load
(N)
FEA
(MPa)
EXP
(MPa)
% Difference
between FEA
and EXP
ANALYTICAL
(MPa)
-890 86.9 81.4 6.30% 72.4
890 -86.7 -90.3 4.20% -72.4
At Location c
Load
(N)
FEA
(MPa)
EXP
(MPa)
% Difference
between FEA
and EXP
ANALYTICAL
(MPa)
-890 -76.4 -71.7 6.10% -72.4
890 76.3 75.8 0.50% 72.4
At Location d
Load
(N)
FEA
(MPa)
EXP
(MPa)
% Difference
between FEA
and EXP
ANALYTICAL
(MPa)
-890 75.5 71.7 5.00% 72.4
890 -75.6 -76.5 1.30% -72.4
130
Table 4.3: FEA results for the test setup boundary conditions for the forged steel
crankshaft for the locations identified in Figure 4.2.
Location
Load
(kN)
Stress
(MPa)
Moment Arm
(cm)
1 405.08 --
2 539.74 14.26
3 374.74 11.04
4 52.52 14.26
5 76.53 11.04
6 161.48 --
8 155.90 --
9 392.85 --
a 106.22 12.65
b
4.45
121.63
12.65
Table 4.4: FEA results for the test setup boundary conditions for the cast iron crankshaft
for the locations identified in Figure 4.2.
Location
Load
(kN)
Stress
(MPa)
Moment Arm
(cm)
2 496.86 12.29
a 159.77 10.34
b
4.45
135.31
10.34
131
Table 4.5: Life prediction results including the S-N and -N approaches for the forged steel crankshaft.
S-N -N: Neuber's Rule Moment
Amplitude
(N-m)
S
a
(MPa)
Predicted N
f
(MPa)
a
max
Predicted N
f
630 140.3 49,695 916.2 0.0056 1.580 23,163
517 115.0 182,710 811.1 0.0042 1.116 74,074
431 95.9 585,600 705.0 0.0017 0.828 250,786
350 78.0 >10
6
584.7 0.0037 0.592 >10
6
Table 4.6: Life prediction results including the S-N and -N approaches for the ductile cast iron crankshaft.
S-N -N: Neuber's Rule
K
f
= 2.93 K
f
= 1.42 K
f
= 2.93
Moment
Amplitude
(N-m)
S
a
(MPa)
Predicted N
f
(MPa)
a
max
Predicted N
f
630 185.6 2,978 149,321 947.2 0.0070 2.022 691
517 152.1 13,219 >10
6
840.0 0.0053 1.435 1,946
431 126.8 49,125 >10
6
728.2 0.0043 1.072 5,754
350 103.1 210,216 >10
6
601.3 0.0034 0.774 24,961
132
Table 4.7: Experimental data and life prediction results for the forged steel and ductile cast iron crankshafts.
Applied Moment
Amp. (N-m)
Crack Initiation
Cycles at 5% Change
in Disp. Amp.
S-N Prediction -N Prediction
Forged Steel Crankshaft
29,248 45,568 49,695 23,163
45,302 69,670 49,695 23,163 630
58,236 90,853 49,695 23,163
145,000 234,289 182,710 74,074
98,741 213,885 182,710 74,074 517
204,174 396,011 182,710 74,074
>2.09 x 10
6
>2.09 x 10
6
585,600 250,786
431
>3.980 x 10
6
>3.980 x 10
6
585,600 250,786
350 >3.24 x 10
6
>3.24 x 10
6
>10
6
>10
6
Cast Iron Crankshaft
K
f
= 1.42 K
f
= 2.93 K
f
= 2.93
7,132 17,353 149,321 2,978 691
9,256 17,380 149,321 2,978 691 630
8,021 20,957 149,321 2,978 691
25,512 47,513 >10
6
13,219 1,946
24,096 52,790 >10
6
13,219 1,946 517
37,380 54,966 >10
6
13,219 1,946
75,200 132,877 >10
6
49,125 5,754
78,367 121,866 >10
6
49,125 5,754 431
82,200 143,259 >10
6
49,125 5,754
920,783 1,005,665 >10
6
210,216 24,900
350
301,774 370,216 >10
6
210,216 24,900
133
Figure 4.2: Forged steel crankshaft showing the analyzed locations for the dynamic load
analysis and dynamic based FEA.
9
8
B
Figure 4.1: Forged steel crankshaft showing FEA stress contour with the crankpin fillet
magnified [Montazersadgh, 2007]
134
-50
0
50
100
150
200
0 180 360 540 720
Crankshaft Angl e (Deg)
S
t
r
e
s
s
M
a
g
n
i
t
u
d
e
(
M
P
a
)
1 2 3 4 5 6
Figure 4.3: Stress magnitude versus crankshaft angle for the locations shown in Figure
4.2 [Montazersadgh and Fatemi, 2007].
-50
0
50
100
150
200
250
1 2 3 4 5 6
Locati on Number
S
t
r
e
s
s
M
a
g
n
i
t
u
d
e
(
M
P
a
)
Maximum Minimum Range Mean
Figure 4.4: Maximum stress, minimum stress, stress range, and mean stress results from
FEA for the locations shown in Figure 4.2 [Montazersadgh and Fatemi,
2007].
135
10
100
1000
10000
1.E+00 1.E+01 1.E+02 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
(
M
P
a
)
Unnotched, R = -1
Notched, R = -1
Notched, R = -0.2
Figure 4.5: Forged steel crankshaft S-N lines for the unnotched, notched, and notched
R = -0.2 condition.
10
100
1000
10000
1.E+00 1.E+01 1.E+02 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
(
M
P
a
)
Unnotched, R = -1
Notched, R = -1
Notched, R = -0.2, Kf=2.93
Notched, R = -0.2, Kf=1.42
K
f
= 2.93
K
f
= 1.42
Figure 4.6: Ductile cast iron crankshaft S-N lines for the unnotched, notched, and
notched R = -0.2 condition.
136
10
100
1000
1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
t
r
e
s
s
A
m
p
l
i
t
d
u
e
(
M
P
a
)
Notched, R = -0.2 Prediction
Crack Initiation Experimental Data
Figure 4.7: Forged steel crankshaft S-N line for the notched R = -0.2 condition
superimposed with the crack initiation experimental data.
10
100
1000
1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
t
r
e
s
s
A
m
p
l
i
t
d
u
e
(
M
P
a
)
Notched, R = -0.2 Prediction
5% Change in Disp. Amp. Experimental
Data
Figure 4.8: Forged steel crankshaft S-N line for the notched R = -0.2 condition
superimposed with the 5% change in displacement amplitude experimental
data.
137
10
100
1000
1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
(
M
P
a
)
Cast Iron, Notched R = -0.2, Kf=2.93
Cast Iron, Notched R = -0.2, Kf=1.42
Crack Initiation Experimental Data
K
f
= 2.93
K
f
= 1.42
Figure 4.9: Ductile cast iron crankshaft S-N lines for the notched R = -0.2 condition
superimposed with the crack initiation experimental data.
10
100
1000
1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
t
r
e
s
s
A
m
p
l
i
t
u
d
e
(
M
P
a
)
Cast Iron, Notched R = -0.2, Kf=2.93
Cast Iron, Notched R = -0.2, Kf=1.42
5% Change in Disp. Amp. Experimental Data
K
f
= 2.93
K
f
= 1.42
Figure 4.10: Ductile cast iron crankshaft S-N lines for the notched R = -0.2 condition
superimposed with the 5% change in displacement amplitude experimental
data.
138
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+03 1.E+04 1.E+05 1.E+06 1.E+07
Experimental Cycles to Failure
P
r
e
d
i
c
t
e
d
C
y
c
l
e
s
t
o
F
a
i
l
u
r
e
Forged Steel
Cast Iron
K
f
= 2.93
Figure 4.11: Predicted versus experimental cycles to failure using the S-N approach for
the forged steel and ductile cast iron crankshafts using the crack initiation
failure criterion.
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+03 1.E+04 1.E+05 1.E+06 1.E+07
Experimental Cycles to Failure
P
r
e
d
i
c
t
e
d
C
y
c
l
e
s
t
o
F
a
i
l
u
r
e
Forged Steel
Cast Iron
(3)
K
f
= 2.93
Figure 4.12: Predicted versus experimental cycles to failure using the S-N approach for
the forged steel and ductile cast iron crankshafts using the 5% change in
displacement amplitude failure criterion.
139
0.1
1
10
1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
W
T
P
a
r
a
m
e
t
e
r
(
m
a
x
a
)
Forged Steel Predicted
Forged Steel Data - Neuber
Figure 4.13: SWT parameter versus reversals to failure based on crack initiation with
strain-life prediction data superimposed for the forged steel crankshafts.
0.1
1
10
1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
W
T
P
a
r
a
m
e
t
e
r
(
m
a
x
a
)
Forged Steel Predicted
Forged Steel Data - Neuber
Figure 4.14: SWT parameter versus reversals to failure based on 5% change in
displacement amplitude with strain-life prediction data superimposed for the
forged steel crankshafts.
140
0.1
1
10
1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
W
T
P
a
r
a
m
e
t
e
r
(
m
a
x
a
)
Cast Iron Predicted
Cast Iron Data K
f
= 2.93
Figure 4.15: SWT parameter versus reversals to failure based on crack initiation with
strain-life prediction data superimposed for the ductile cast iron crankshafts.
0.1
1
10
1.E+04 1.E+05 1.E+06 1.E+07
Reversals to Failure (2N
f
)
S
W
T
P
a
r
a
m
e
t
e
r
(
m
a
x
a
)
Cast Iron Predicted
Cast Iron Data K
f
= 2.93
Figure 4.16: SWT parameter versus reversals to failure based on 5% change in
displacement amplitude with strain-life prediction data superimposed for the
ductile cast iron crankshafts.
141
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+02 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07
Experimental Cycles to Failure
P
r
e
d
i
c
t
e
d
C
y
c
l
e
s
t
o
F
a
i
l
u
r
e
Forged Steel
Cast Iron K
f
= 2.93
Figure 4.17: Predicted versus experimental cycles to failure using the strain-life
approach for the forged steel and ductile cast iron crankshafts based on the
crack initiation failure criterion.
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+02 1.E+03 1.E+04 1.E+05 1.E+06 1.E+07
Experimental Cycles to Failure
P
r
e
d
i
c
t
e
d
C
y
c
l
e
s
t
o
F
a
i
l
u
r
e
Forged Steel
Cast Iron
(3)
K
f
= 2.93
Figure 4.18: Predicted versus experimental cycles to failure using the strain-life
approach for the forged steel and ductile cast iron crankshafts based on the
5% change in displacement amplitude failure criterion.
142
CHAPTER 5
SUMMARY AND CONCLUSIONS
The fatigue behaviors of forged steel and cast iron crankshafts from a one
cylinder engine were obtained and compared. In order to compare the two crankshafts,
first specimen testing was carried out on specimens machined from the as-forged and as-
cast crankshafts. Specimen testing included tensile tests to obtain the monotonic material
properties, strain-controlled uniaxial fatigue tests to obtain the cyclic properties of the
two materials, and Charpy V-notch impact tests to determine the impact toughness of the
materials. Load-controlled bending fatigue tests with R = -0.2 were then performed on
the crankshafts. Results from finite element analysis [Montazersadgh and Fatemi, 2007]
were used to obtain the stresses in the crankshafts. Fatigue life predictions using the S-N
and -N approaches were then carried out using the stress results from FEA. Based on
the experimental results and the analyses performed the following conclusions were
drawn:
1. Based on the monotonic tensile test results, the forged steel has significantly higher
strength than the ductile cast iron. The yield strength of the forged steel is 52%
higher than that of the cast iron, while the ultimate strength is 26% higher for the
forged steel than the ductile cast iron.
143
2. The forged steel material also has more ductility than the ductile cast iron as shown
by the percent reduction in area, which was 58% for the forged steel and 6% for the
ductile cast iron.
3. The forged steel Charpy V-notch impact results show that the forged steel in both the
L-T and T-L directions have higher impact toughness than the ductile cast iron at all
temperature levels investigated. This is important for this application due to the
possibility of impact loading condition in the engine if subjected to a sudden stop.
4. The S-N curves for the two materials show that the forged steel has better fatigue
resistance than the ductile cast iron. The fatigue strength at 10
6
cycles was 359 MPa
for the forged steel and 263 MPa for the ductile cast iron, which results in a factor of
30 longer life for the forged steel in the long life region. The forged steel fatigue
strength at 10
6
cycles is 36% higher than the ductile cast iron.
5. The forged steel also shows longer life when subjected to plastic deformation, based
on the true plastic strain amplitude versus reversals to failure plot. For a given
plastic strain amplitude, the forged steel has a factor of 40 longer life than the ductile
cast iron.
6. The Neuber curves for the two materials also show better fatigue performance for the
forged steel material, compared to the ductile cast iron. The Neuber curves show
that in the long life region the forged steel has a factor of 50 longer life than the
ductile cast iron.
7. The crack growth life for both crankshafts was a significant portion of the fatigue
life during the crankshaft testing. The crack growth rate of the forged steel
crankshaft was slower than the ductile cast iron crankshaft.
144
8. The failure criterion based on crack initiation is more reasonable in crankshaft
applications since an engine would not tolerate the increased deflection caused by
the presence of a crack. The 5% change in displacement criterion resulted in a crack
that was 10 mm or longer.
9. Based on the crack initiation failure criterion the forged steel crankshaft had a factor
of 6 longer life than the ductile cast iron crankshaft at long lives. The 5% change in
displacement amplitude also showed better fatigue performance for the forged steel
crankshaft, resulting in an order of magnitude longer life than the ductile cast iron
crankshaft at long lives.
10. At 10
6
cycles the fatigue strength of forged steel crankshaft was 36% higher than the
fatigue strength of the ductile cast iron crankshaft. Specimen fatigue test results also
show that the fatigue strength of the forged steel material was 36% higher than the
fatigue strength of the ductile cast iron material at 10
6
cycles.
11. During crankshaft fatigue tests, circumferential cracks developed in the rear crankpin
fillet of both forged steel and ductile cast iron crankshafts which was identified as
the critical location from FEA. These cracks grew and were the ultimate cause of
failure for the crankshafts, despite secondary cracks which developed in the opposite
crankpin fillet in some crankshafts.
12. Finite element analysis was necessary to obtain the stresses in the crankshafts due to
the relatively complex geometry. The geometry led to a lack of symmetry at the top
and bottom of the crankpin in the forged steel crankshaft in spite of cross-section
symmetry, which could not be accounted for in the analytical stress calculations.
145
The lack of symmetry at the top and bottom of the crankpin in the forged steel
crankshaft was confirmed with experimental strain gage results.
13. The life predictions were more accurate for the forged steel crankshafts than the
ductile cast iron crankshafts. The S-N predictions proved to be a more accurate life
prediction method, providing reasonable results for both the forged steel and cast
iron crankshafts. The strain-life predictions also provided reasonably accurate
estimations for the fatigue life of the forged steel crankshafts and less accurate,
however conservative, estimations for the ductile cast iron crankshafts.
14. The accuracy of fatigue life predictions using the S-N or the strain-life approach is
strongly influenced by an accurate estimation of notch sensitivity of a material.
Using a low notch sensitivity for the ductile cast iron crankshaft (q = 0.2) as
suggested in the literature resulted in life predictions that did not agree with the
experimental data. When low notch sensitivity was assumed the predictions
overestimated the results while high notch sensitivity underestimated the results.
146
REFERENCES
Asi, O., 2006, Fatigue Analysis of a Crankshaft Made from Ductile Cast Iron, Fatigue
Failure Analysis, Vol. 13, pp. 1260-1267
ASTM Standard E8-04, 2004, Standard Test Methods for Tension Testing of Metallic
Materials, Annual Book of ASTM Standards, Vol. 03.01, West Conshohocken, PA,
USA.
ASTM Standard E23-02a, 2004, Standard Test Methods for Notched Bar Impact Testing
of Metallic Materials, Annual Book of ASTM Standards, Vol. 03.01, West
Conshohocken, PA, USA.
ASTM Standard E83-02, 2004, Standard Practice for Verification and Classification of
Extensometer System, Annual Book of ASTM Standards, Vol. 03.01, West
Conshohocken, PA, USA.
ASTM Standard E606-92, 2004, Standard Practice for Strain-Controlled Fatigue
Testing, Annual Book of ASTM Standards, Vol. 03.01, 2004, West Conshohocken, PA,
USA.
ASTM Standard E646-00, 2004, Standard Test Method for Tensile Strain-Hardening
Exponents (n-Values) of Metallic Sheet Materials, Annual Book of ASTM Standards,
Vol. 03.01, West Conshohocken, PA, USA.
ASTM Standard E739-91, 2004, Standard Practice for Statistical Analysis of Linear or
Linearized Stress-Life (S-N) and Stain-Life (-N) Fatigue Data, Annual Book of ASTM
Standards, Vol. 03.01, West Conshohocken, PA, USA.
Bayrakeken, H., Tasgetiren, and S., Aksoy, F., 2006, Failures of Single Cylinder Diesel
Engines Crankshafts, Fatigue Failure Analysis, Vol. 14, pp. 725-730.
Behrens, B. A., Reinsch, S., Specker, A., and Telkamp, K., 2005, Further Development
in the Precision Forging Technology for High Duty Automotive Parts, In MPMD Sixth
Global Innovations Proceedings Trends in Materials and Manufacturing Technologies
for Transportation Industry and Powder Metallurgy Research and Development in the
Transportation Industry, San Francisco, CA, USA, The Minerals, Metals, and Materials
Society.
Chatterley, T.C. and Murrell, P., 1998, ADI Crankshafts - An Appraisal of Their
Production Potentials, SAE Technical Paper No. 980686, Society of Automotive
Engineers, Warrendale, PA, USA.
147
Chien, W.Y., Pan, J., Close, D., and Ho, S., 2005, Fatigue Analysis of Crankshaft
Sections Under Bending with Consideration of Residual Stresses, International Journal
of Fatigue, Vol. 27, pp. 1-19.
Damir, A.N., Elkhatib, A., and Nassef, G., 2007, Prediction of Fatigue Life Using
Modal Analysis for Grey and Ductile Cast Iron, International Journal of Fatigue, Vol.
29, pp. 499-507.
Fergusen, C. R., 1986, Internal Combustion Engines, Applied Thermo Science, John
Wiley and Sons, New York, NY, USA.
Grum, J., 2003, Analysis of Residual Stresses in Main Crankshaft Bearings after
Induction Surface Hardening and Finish Grinding, Journal of Automobile Engineering,
Vol. 217, pp. 173-182.
Heitmann, W.E., August 14, 2006, Private Communication.
http://www.tpub.com/engine3/en3-53.htm
http://en.wikipedia.org/wiki/Four-stroke_cycle
Jensen, E.J., 1970, Crankshaft Strength Through Laboratory Testing, SAE Technical
Paper No. 700526, Society of Automotive Engineers, Warrendale, PA, USA.
Juvinall, R.C. and Marshek, K.M., 1991, Fundamentals of Machine Design
Components, 2
nd
Edition, John Wiley & Sons, New York, NY, USA.
Laus, L. and Heitmann, W.E., February 15, 2007, Private Communication.
Montazersadgh, F.H., 2007, Stress Analysis and Optimization of Crankshafts Subjected
to Dynamic Loading, Masters Thesis, The University of Toledo, Toledo, OH, USA.
Montazersadgh, F. and Fatemi, A., 2007, Dynamic Load and Stress Analysis of a
Crankshaft, SAE Technical Paper No. 2007-01-0258, Society of Automotive Engineers,
Warrendale, PA, USA.
Park, H., Ko, Y. S., and Jung, S. C., 2001, Fatigue Life Analysis of Crankshaft at
Various Surface Treatments, SAE Technical Paper No. 2001-01-3374, Society of
Automotive Engineers, Warrendale, PA, USA.
Pichard, C., Tomme, C., and Rezel, D., 1993 Alternative Materials for the Manufacture
of Automobile Components: Example of Industrial Development of a Microalloyed
Engineering Steel for the Production of Forged Crankshafts, In Proceedings of the 26th
ISATA International Symposium on Automotive Technology and Automation, Aachen,
Germany.
Shigley, J.E., and Mitschke, C.R., 2002, Mechanical Engineering Design, 5
th
Edition,
McGraw-Hill, Inc., Boston, MA, USA.
Silva, F.S., 2003, An Investigation into the Mechanism of a Crankshaft Failure, Key
Engineering Materials, Vols. 245-246, pp. 351-358, Trans Tech Publications,
Switzerland.
148
Spiteri, P., Ho, S., and Lee, Y., 2007, Assessment of a Bending Fatigue Limit for
Crankshaft Sections with Inclusion of Residual Stresses, International Journal of
Fatigue, Vol. 29, pp. 318-329.
Stephens, R.I., Fatemi, A., Stephens, R.R., and Fuchs, H.O., 2000, Metal Fatigue in
Engineering, 2
nd
Edition, John Wiley & Sons, Inc., New York, NY,USA.
Wang, Z., Xu, J., Bao, G., Zhang, J., Fang, X., and Liu, T., 2007, Fabrication of High-
Powered Diesel Engine Crankshafts by Electro-slag Casting Process, Journal of
Materials Processing Technology, Vol. 182, pp. 588-592.
Williams, J. and Fatemi, A., 2007, Fatigue Performance of Forged Steel and Ductile
Cast Iron Crankshafts, SAE Technical Paper No. 2007-01-1001, Society of Automotive
Engineers, Warrendale, PA, USA.
Williams, J., Montazersadgh, F.H., and Fatemi, A., 2007, Fatigue Performance
Comparison and Life Prediction of Forged Steel and Ductile Cast Iron Crankshafts, 27
th
Forging Industry Technical Conference, Fort Worth, TX.
Zoroufi, M. and Fatemi, A, 2005, A Literature Review of Durability Evaluation of
Crankshafts Including Comparisons of Competing Manufacturing Processes and Cost
Analysis, 26
th
Forging Industry Technical Conference, Chicago, IL.
All rights reserved 2008 by David Sparkman, MeltLab Systems
Ductile Iron Microstructure by Thermal Analysis
One promising new technology is the rapid classification of microstructure by thermo
analysis. Current technology consists of either pouring a sample with two ears on it for
micro analysis or creating a micro lug in the runner system of a mold and digging the lug
out for grinding and polishing. Both techniques are after the fact or as we often say,
post mortem since a bad result results in scrapping already poured castings.
For a while there has been an analysis method by NovaCast, and now cloned by Elkem to
analysis a treated ductile iron sample for the propensity toward shrinkage. But there is so
much more that can be learned though thermo analysis.
NovaCast identified several characteristics of the thermal curve as pertaining to good
castings. First they wanted to see a quick rise in the eutectic temperature as compared to
the length of the eutectic arrest (T2 to T3 Ratio). This depended on good nodule count
and is soundly based in metallurgy.
Second, they looked for a sharp drop in temperature at the end of the eutectic. This shows
up as a strong dip in the first derivative, or a sharp peak in the cooling rate. This arrest is
due to a large stress in the grain boundaries. The lack of this stress means that shrinkage
has relieved the stresses. The stresses may affect fatigue life, but no one has investigated
that aspect. For sure, shrinkage will also greatly reduce fatigue life.
With some previously published information from MeltLab introducing the concept of
the slope of the temperature fall off after eutectic as an indicator of grain size, Elkem has
adopted reporting that slope.
Additional features in Thermal Analysis
The first concept is that not all ductile foundries need the same kind of ductile iron to
make quality castings. The treatments by NovaCast and Elkem are aimed at the average
foundry making thinner section castings and do not discriminate between hypo-eutectic,
eutectic, and hyper-eutectic irons. The published examples all appear as eutectic curves,
though closer examination is needed to pick out the near eutectic curves.
Lets start with some definitions of terminology. The term eutectic means both lowest
melting point, and single arrest. Many may assume that an eutectic curve (single arrest)
corresponds with the Iron Carbon phase diagram C.E. of 4.33. This is not always so for
two reasons: first, magnesium suppresses the formation of graphite which delays the
formation of graphite and allows an austenite liquidus to form higher than 4.33. Second,
the instrumentation used by both NovaCast and by Elkem cannot always find an
austenitic arrest hidden in a eutectic arrest. Nor do they spot the small graphitic liquidus
arrests of extremely hyper-eutectic iron.
All rights reserved 2008 by David Sparkman, MeltLab Systems
Here is a typical eutectic curve with what appears to be a single arrest. The lack of
resolution hides the austenite liquidus present.
By showing the rate of cooling curve below, the austenite liquidus is seen before the
general eutectic arrest.
Actually it is a hyper-eutectic at 4.49C.E.
but with an austenitic liquidus due to magnesium
The above curve without and with cooling rate demonstrates the need for a close look at
the cooling rate to pick up the small but significant austenitic arrest. Nodularity is not as
good as can be had as can be seen by the fine roughness in the green curve during
eutectic, and there is an indication of shrinkage at 1:50 minutes into the sample. More on
this later.
All rights reserved 2008 by David Sparkman, MeltLab Systems
The following curve is a true eutectic curve, even though the C.E. is 4.43%.
Single arrest Ductile Iron with 4.43 C.E.
This kind of iron is idea for normal section castings and provides good shrink control for
reasons to be explained later. Nodularity is quite good in this sample as can be seen by
the smoothness of the green curve.
The final type of curve is a hyper-eutectic arrest with a graphitic liquidus, and often with
an austenitic liquidus as well.
Hyper-eutectic iron with graphitic arrest at 4.60% C.E. and other problems
All rights reserved 2008 by David Sparkman, MeltLab Systems
The graphitic arrest is quite weak, but shows up as a clear arrest in the cooling rate.
Looking only at the red temperature curve, it would be easy to miss. But look at the fall
out. We have a good smooth green curve during the eutectic indicting good nodule shape,
but we have two very bad arrests between eutectic and end of freezing. The first arrest at
2:30 minutes into the analysis is exothermic or heat producing. At this point in the curve,
that indicates a D or E flake formation commonly referred to as carbides. The second
smaller arrest is endothermic or heat adsorbing. This is actually shrinkage forming in the
sample.
Hyper-eutectic iron with graphitic arrest at 4.60% C.E. showing carbide arrest and shrink
All rights reserved 2008 by David Sparkman, MeltLab Systems
Shrink in ductile iron thermo analysis
In steel, the shrinkage rule is 10%. This means that the pattern will be designed for all
dimensions to be 10% over stated so that when the casting cools, it will have shrunk to
near the right size. In ductile iron, graphite occupies between 9 and 11% of the volume,
while in liquid ductile iron, carbon occupies no volume. The miracle of ductile iron is
then that graphite grows in the solidifying material to almost perfectly match the
shrinkage. The key word is almost. If we get enough graphite to come out of the liquid
at the right time, we produce sound castings. If not, we find shrinkage in our castings.
The purpose of the gating system is to feed liquid into the cavity as the liquid cools.
Liquid iron at 2200 degrees F has less volume per pound than liquid iron at 2300 degrees
F. We want the gates to freeze off before the graphite starts to grow in the mold cavity.
This traps the increase in volume inside the casting; instead of pushing iron back out into
the runner system and making solid risers. This works best if no significant amount of
graphite comes out in the liquid. Obviously if you do have graphite forming in the liquid
you would expect to find a bimodal distribution in your nodule sizes. There is some
discussion if the larger graphite can also grow in the early austenite arrest and so give rise
to bimodal distribution.
The effect of Pearlite on Shrinkage and the thermal analysis
Second, some carbon does remain in the iron after solidification. Some is in the obvious
form of carbides or pearlite, but some remains in solution below microscopic detection.
This is proven by the effect of heat treating causing an increase in graphite volume even
in fully ferritic irons. Increased nodule counts contribute strongly to more complete
graphitization. And obviously carbide stabilizers decrease graphitization. In the thermo
analysis curve, the prolonged eutectic plateau is a good indicator of the degree of
graphitization, and its counter: an early end of the plateau, a good indication of pearlite
content.
All rights reserved 2008 by David Sparkman, MeltLab Systems
Here are two cooling rates, the top is ferritic iron, and the bottom is pearlitic iron. The
energy production of the top curve is significantly greater toward the end of the eutectic
arrest.
In this example of an 80% pearlite, the End of Graphitization is lifted up to about 1.2
degrees per second rate of cooling. Not near as much graphite came out of this iron.
Please remember that the carbon is still all in the matrix, the pearlite does not form until
1400-1450 F. But because it is still in the matrix as a form of austenite, its energy has
not yet been released.
The above two examples show the temperature curve of a pearlitic curve (top) and a
pearlitic curve (bottom).
All rights reserved 2008 by David Sparkman, MeltLab Systems
This is an example of Ferrite ductile (<10% pearlite). The 4
th
derivative is shown in black
so you can see the bend associated with the end of graphitization. This point is at about
0.4 degrees per second rate of cooling, so the material has been able to maintain a much
flatter eutectic due to higher energy production. Of course the ferritic iron also has higher
nodule count, you dont want to over inoculate pearlitic iron. It gets soft.
All rights reserved 2008 by David Sparkman, MeltLab Systems
In this ductile sample, I would like to introduce the Steady State Cooling Rate concept.
When no crystallizations or solid state transformations are occurring, then the metal
looses heat at a steady, mathematically describable rate due most exclusively to radiation
and conduction. Here I have drawn straight lines to represent the SSCR of the iron liquid
(SSCRL), and the iron solid (SSCRS). The lines are slightly offset so that you can see
how they parallel the actual readings. In reality the lines show a slight bend and are
logarithmic. The reason for the different slopes is that conductivity and radiation rates
change with structure.
The usefulness of this concept is that these lines can serve as a boundary or delimiter for
energy production. Combined together, they define what in the literature is called the
zero line. Here is an example of how those lines extend to make energy boundaries.
All rights reserved 2008 by David Sparkman, MeltLab Systems
The start of Liquidus is where the curve breaks away from the SSCRL cooling rate and
begins to produce heat. Linking this with the SSCRS gives us the upper boundary for
calculating the energy of solidification, as well as a lower boundary to calculate the
energy adsorbed by the grain boundary solidification. These are very important
measurements for calculating the quality of the ductile iron. Knowing the total energy of
solidification allows us to ratio any arrest such as carbides or shrinkage against the total
energy, and come up with a percentage of energy for each type of arrest. While the
energy for each type of reaction may differ (different specific heats), knowing that one
sample had carbides of 1% of the total energy vs. one with 0.1% of the total energy
allows us to understand the severity of the problem.
Understanding where the lines come from, lets look at the meaning of the area under the
Solidus point known as the grain boundary stress area (GBSA). This is an endothermic
reaction that sucks up energy due to disorder (stress) in the grain boundaries between
crystals. Sometimes it is quite large, sometimes it is quite small. Nova Cast has used the
height of the point as a shrink indicator based on their studies, and for good reasons.
There should always be stress in the grain boundaries after solidification. In the long
term, heat treating removes these stresses by increasing the amount of graphite present.
But in the short term, there is too little iron for too much volume and there is only one
way to reduce the stress shrinkage. The shrinkage may take the form of a suck-in on the
top or sides of the thermal analysis cup, or by forming actual shrinkage inside the casting.
The shrinkage shows up on the thermal analysis curve, the suck-in does not.
So a quick estimate of this stress is the height of the Solidus point. But since that can vary
with how well the cup is filled, a better estimate can be the area between the Rate of
Cooling curve and the zero line ratio against the total energy of solidification.
All rights reserved 2008 by David Sparkman, MeltLab Systems
In summary, shrinkage has many causes, graphitic liquids can remove significant
amounts of carbon, the carbon/C.E. content may be too low, inoculation can alter when
and how much of the graphite comes out. Pearlitic irons are designed to retain from 0.3 to
0.6% carbon in the matrix which later comes out as between 40 and 80% pearlite. (40%
times 0.8 Carbon in 100% pearlite equals 0.32% retained carbon.)
All rights reserved 2008 by David Sparkman, MeltLab Systems
Statement of thanks
(With a slight nod to Bill OReilly for an attitude check)
It is customary in research papers to list a biography of all references searched. While this
is a good practice and recommended and even required by those who pass judgment on a
papers worthiness, I find it difficult to recommend most research on this subject as they
contain so many errors and misconceptions. While a good grounding in metallurgy is
necessary to understand some of these concepts, and history is an interesting field, the
study of disease and astronomy before the age of the invention of the optical lens by
Galileo produced mostly useless information.
In metallurgical thermo analysis, the lack of clear and sharp derivatives made analysis
only guesswork. A paper by a studied researcher mentioned the elusive graphite arrest. It
is visible in DTA but not in normal thermo analysis. Therefore many researchers do not
believe that you can produce graphite in a liquid in normal foundry iron. But you can see
it with the modern tools of MeltLab.
My Heroes
My thanks go out to Jeff Burk, Dick Heine and Bill Shaw for first interesting me in the
possibilities of TA, to Carl Loper for introducing me to grain boundary freezing, to
Toban xxx for an interesting discussion on graphitization of ferritic and pearlitic irons.
And finally to Doru Stephenescu for discussions on the Zero curve.
Now for the Pinhead section
My undying gratitude goes to ElectroNite for copying MeltLabs Solidus Point and for
their continuing hatred and putdowns of MeltLab that have only encouraged me to
embarrass them further. Last overheard from them: what are we going to do about those
people in Virginia?
My undying gratitude goes to greedy Minco and OCC for selling our products to a few
customers while secretly having programmers attempt to duplicate MeltLab. Sorry those
products failed.
And finally my fond farewell to NovaCast who through kickbacks (up to 20% according
to one Metallurgist) and other financial incentives, tried to sell an overpriced box (40k+).
They exchanged heavy advertising in the DIS for preferred treatment in making multiple
presentations that included nothing but more advertising. They also succeeded in hiring
away a technical writer/researcher from us to get at MeltLab technology. Their attempt,
with investor money, to control the market for ductile thermo analysis is now coming to
an end. Their promises to investors were just smoke and mirrors. Now that Elkem Metals
(a good company with value in its products) has produced an ATAS Light product (there
is a lawsuit over that), and with the introduction of MeltLab for Ductile, the overpriced
ATAS product will soon, if not already, be history.
Journal of Minerals & Materials Characterization & Engineering, Vol. 7, No.4, pp 307-316, 2008
jmmce.org Printed in the USA. All rights reserved
307
To Study the Effect of Austempering Temperature on Fracture Behaviour of
Ni-Mo Austempered Ductile Iron (ADI)
Vikas Chawla
1
*, Uma Batra
2
, D. Puri
3
, Amita Chawla
4
1
Mechanical Engineering Department, L.L.R.I.E.T, Moga, Punjab, India
2
Metallurgy Department, P.E.C, Chandigarh, India
3
Metallurgical & Materials Engineering, I.I.T. Roorkee, India
4
Chemistry Department, Govt. Brijindra College. Faridkot, Punjab, India
*Corresponding author: E-mail: edwalesir@rediff.com,
Phone: +91-9719749154, Fax: +91-1332-285243
ABSTRACT
Austempered Ductile Iron (ADI) can be as twice as strong as standard spheroidal iron at the
same level of toughness. It responds to work-hardening surface treatments and exhibits excellent
fatigue and wear property. There is extensive work done on the fracture of steel with ferrite
or/and austenite structure, but little on fracture behaviour of ADI whose microstructure also
comprises austenite and ferrite but with graphite nodules in the matrix. The present work is
aimed in this direction. The fracture behavior of Ni-Mo ADI is studied. It is found that the crack
always originates from graphite nodules and the matrix affects the propagation path.
Keywords: Austempered ductile iron (ADI), Fractography, Dimpled structure, Fracture,
Fracture mode.
1. INTRODUCTION
Austempered Ductile Iron (ADI) has come of age during its brief history. ADI production is
expected to grow at an annual rate of at least 5% [1]. The microstructure of ADI also comprises
austenite and ferrite (in the form of bainitic ferrite), but with graphite nodules in the matrix. The
market of ADI is extremely large. Their attractive properties make them desirable not only for
the manufacture of existing components with improved performance but also for competing with
other materials in new applications. Advantages of ADI include high strength, ductility, wear
resistance, toughness, better machinability, high damping capacity and reduced weight in
comparison with forge steel. ADI has been widely used for engineering components such as
308 Vikas Chawla, Uma Batra, D. Puri, Amita Chawla Vol.7, No.4
gears, crankshaft, vehicle components, sprockets, and cutting tools. The matrix of ADI can
withstand a certain amount of deformation before fracture during tensile and impact testing.
However, the graphite nodules in the matrix cannot deform and hence are barriers to matrix
deformation, which give rise to crack initiation. The crack propagation and the fracture mode of
ADI are influenced by the orientation of bainitic ferrite needles with respect to the load direction
and also by the presence of carbide particles inside the needles or at interfaces.
2. EXPERIMENTAL PROCEDURE
The tensile and impact test specimens of standard dimensions (as per ASTM) were machined out
of Ni-Mo ductile iron casting (in the shape of cylindrical bar). The chemical composition (wt %)
is shown in Table 1.
Table 1. Nominal chemical composition (wt %) of Ni-Mo Ductile Iron casting.
C Si Ni Mo Mn Mg P S Fe
3.43 3.02 1.16 0.43 0.21 0.12 0.016 0.007 balance
Subsequently these specimens were annealed at 720C for 4 hrs to homogenize the structure and
to achieve uniform distribution of alloying elements. Figure 1 shows the microstructure of Ni-
Mo ductile iron after annealing.
Figure 1. Ni-Mo Ductile Iron annealed at 720C for 4 hrs
After annealing, all the specimens were austenitized at 900C for 1hr and then austempered at
different temperatures in a salt bath. Table 2 indicates the designation of the specimens as per the
austempering temperature. The composition (wt %) of salt bath is shown in Table 3.
Table 2. Designation of specimen under study.
Specimen Designation
Austempered at 270C for 1 hr. A-1
Austempered at 330C for 1 hr. A-2
Austempered at 380C for 1 hr. A-3
Vol.7, No.4 Study the Effect of Austempering Temperature 309
Table 3. Composition (wt %) of salt bath.
KNO
3
NaNO
2
NaNO
3
40 55 05
All the specimens austempered at different temperatures were then fractured under tensile and
impact loading. The fractured pieces were stored in plastic bags before fractography, in order to
prevent any chemical or mechanical damage to them.
The fractured surfaces were analyzed by Scanning Electron Microscope (SEM) to obtain
fractographs at various locations. For fractomicrography, the specimens were sectioned in the
direction perpendicular to the fractured surface, and then the specimens were polished.
Subsequently the samples were etched in Nital (97ml CH
3
OH, 3ml nitric acid). After polishing
and etching the specimens were observed under SEM and fractomicrographs were taken in order
to view the crack propagation path.
3. OBSERVATIONS
3.1 Fractography
Visual, with Optical Microscope, SEM and TEM observations of as fractured surfaces, is termed
as Fractography. The effect of microstructure has been observed on the fractured surface
appearance i.e. fractography. Figure 2 and 3 show the fractures surface appearance for the
specimen A-1 broken in impact and tensile test respectively. The dimpled surface is observed.
These dimples indicate that the fracture may have occurred by the phenomenon called void
coalescence i.e. separation of the material internally, forming voids which then join to develop
the fracture surface. The shallow dimples can be seen at various locations, which indicate high
strength & low ductility of the material [2, 3].
The fractographs of specimen A-2, broken in impact test and tensile test are shown in Figures 4
and 5 respectively. These fractographs shows the dimples at various locations which indicate the
fracture may have occurred by void coalescence. The dimples are deep as compared to A-1
specimen, which indicate low strength and more ductility [2, 3].
The fractographs of specimen A-3, broken in impact test and tensile test are shown in Figures 6
and 7 respectively. These fractographs shows signs of cleavage as well as of void coalescence.
The fractographs show river like pattern as well as dimples at various locations. This indicate
that the fracture my have occurred by the mixed phenomenon i.e. quasi cleavage fracture
mechanism [4]. According to which, the fracture may have occurred by cleavage at some foreign
particle subsequently separated from the matrix by void coalescence.
310 Vikas Chawla, Uma Batra, D. Puri, Amita Chawla Vol.7, No.4
3.2 Fractomicrographv
Fractography gives information about the nature of fracture whereas the fractomicrography is the
study of the surface, which is being cut perpendicular to fractured surface. After sectioning and
mounting, the fractured specimens were analyzed by SEM in order to determine the crack
initiation and propagation, graphite nodule shape, size, distribution and matrix structure.
Fractomicrographs of specimens A-1, A-2 and A-3 are shown in Figures 10, 11 and 12
respectively.
3.3 Matrix Structure
The matrix of ADI is a complex mixture of bainitic ferrite and austenite, where austenite is the
basic phase. On austempering at 250 - 330C, the matrix of ADI comprises the banitic-ferrite
needles with carbide particles inside them and the rest is austenitic. Whereas austempering at 330
- 450C, the matrix of ADI observed to consist bainitic-ferrite needles without carbide particles
and carbon rich / stabilized austenite, as carbon diffuses to austenite the basic phase [5].
Several bainitic ferrite needles or plate- lets have the same orientation, forming a cluster of
bainitic ferrite needles or platelets. Each cluster has a particular orientation, as shown in Figure
8.
Under uniaxial external load the orientation relationship between bainitic ferrite needles and the
applied load direction can be classified into three types: -
(i) The longitudinal direction of cluster of bainitic ferrite needles is parallel to the loading
direction 'P', as shown in Figure 9(a).
(ii) The longitudinal direction of a cluster of bainitic ferrite needles is perpendicular to the
loading direction 'P', as shown in Figure 9(b).
(iii) The longitudinal direction of a cluster of bainitic ferrite makes angle '' with the loading
direction 'P', as shown in Figure 9(c).
Most of the clusters of bainitic ferrite needles belong to category as shown in Figure 9(c), but
with different angles.
Figure 2: Fractographs of specimen austempered Figure 3: Fractographs of specimen austempered
at 270C for 1 hr. and broken in Impact test. at 270C for 1 hr. and broken in Tensile test.
Vol.7, No.4 Study the Effect of Austempering Temperature 311
Figure 4: Fractographs of specimen austempered Figure 5: Fractographs of specimen austempered
at 330C for 1 hr. and broken in Impact test. at 330C for 1 hr. and broken in Tensile test.
Figure 6: Fractographs of specimen austempered Figure 7: Fractographs of specimen austempered
at 380C for 1 hr. and broken in Impact test. at 380C for 1 hr. and broken in Tensile test.
Figure 8: The orientation of clusters of bainite Figure 9: Systematic simplified diagram showing the
ferrite needles with applied load direction P. possible orientation relationship between bainitic
ferrite needles with applied load direction P.
-->P P<- -
312 Vikas Chawla, Uma Batra, D. Puri, Amita Chawla Vol.7, No.4
Crack propagation from a graphite
nodules
Crack propagation along the
ferrite/austenite interface
Crack propagation by cutting
through bainitic ferrite needles
Crack propagation along the
interfaces and cutting through
banitic ferrite needles
Figure 10: Fractomicrograph showing
crack propagation path in the specimen
having lower bainite microstructure (i.e.
austempered at 270C for 1hr). The
direction of P indicate the load direction
P
P
P
P
P
P
Vol.7, No.4 Study the Effect of Austempering Temperature 313
Figure 11:Fractomicrograph showing crack Figure 12: Fractomicrograph showing crack
Initiation & propagation in the specimen initiation at second phase paricle and
austempered at 330C for 1 hr. propagation in the specimen austempered at
380C for 1 hr.
4. DISCUSSION
Graphite nodules being discontinuities in the ADI matrix, give rise to much higher stresses
around the graphite nodules during elastic deformation [6], and hence causes crack initiation at
graphite / matrix interface.
For a structure similar to Figure 9 (b), the bainitic ferrite, austenite and the interfaces of
ferrite/austenite will undergo similar external tensile stress. Atomic mismatch at ferrite/austenite
interface decreases the tensile stress bearing capacity as compared to bainitic ferrite and austenite
individually. As a result, the cracks, which originate from the graphite nodule, usually propagate
along the interfaces of ferrite/austenite as indicated in Figure l0. For a structure similar to Figure
9(a) the bainitic ferrite and austenite will deform with load. As austenite has better ductility than
banitic ferrite needles, thus can sustain more deformation [1]. So banitic ferrite needles will
break first. The austenite deforms even after the fracture of the bainitic ferrite needles. This crack
will proceed by cutting the bainitic ferrite needles.
For the most common bainitic ferrite needles structure, the crack take the easiest way to
propagate, as is observed in Figure l0. The crack propagates along the interfaces of bainitic
ferrite/austenite when angle between the applied load direction & longitudinal direction of
cluster is greater than 45 and sometimes cut through the needles when angle is less then 45.
For microstructure corresponding to the specimen A-1, which is lower bainite, carbide particles
appear in the bainitic ferrite needles, which act as barrier to ferrite slip. The carbide is hardest
and brittle as compared to ferrite and austenite in the matrix of ADI. There is high stress
concentration around carbide particles, during deformation under load. So the bainitic ferrite
314 V. Chawla, U.Batra, D. Puri and A. Chawla Vol.7, No.4
needles having carbide particles inside them facilitate the crack to pass through bainitic ferrite
needles or platelets [1], as observed in Figure 10. This creates opportunities for cracks to select
an easy way to propagate. Also the carbide particles deflect the path of crack propagation. This
results in the shallow dimpled fractured surface (as observed in figures: 2 & 3), which is due to
high strength of the material [3].
For microstructure corresponding to the specimen A-2, crack initiation and propagation is shown
in Figure 11. The microstructure consists of lower bainite (which consist of bainitic ferrite
needles with carbide particles) and retained austenite. The dimples appeared deeper then A-1,
which indicate this material is more ductile. The crack is initiated at graphite/matrix interface
and propagates along bainitic ferrite needles/austenite interfaces or cut through ferrite needles,
depending upon the orientation relationship of bainitic ferrite needles with applied load direction.
For the microstructure corresponding to specimen A-3, the ADI consist of bainitic ferrite needles
without carbide and high carbon stabilized austenite i.e. upper bainite is the microstructure.
Upper bainite has lower strength then lower bainite microstructure, as ferrite is the softest
structure. Figures 6 and 7 (showing the signs of cleavage i.e. river like pattern as well of void
coalescences with dimpled structure at some locations) give indication of Quasi-cleavage
fracture in the specimen A-3, which is supported by the Figure 12. This shows that the crack is
initiated at second phase particle, which is hard & brittle as compared to the matrix of ADI
(which is soft & comparatively ductile). So brittle & cleavage fracture has occurred on the
second phase particle, then separation of connecting material by void coalescence. Figure 12
show the path of propagation of crack.
According to observations the cracks are originating from graphite nodules in ADI. The easiest
propagation paths for cracks are the interfaces between ferrite and austenite, because of atomic
mismatch at the ferrite/austenite interfaces. The orientation of a cluster of bainitic ferrite needles
and the presence of precipitated carbide in the matrix can influence the crack path. However, the
orientation of the longitudinal direction of banitic ferrite needles is random and does not
influence the fracture mode of ADI. Precipitated carbides in the matrix of ADI do not
significantly influence the fracture characteristic of ADI. In order to analyze the crack
propagation path, Fan et al. [6] have explained the crack propagation with the help of a model as
shown in Fig.13. The same model is verified in our study, in which two clusters of banitic ferrite
needles between two graphite nodules, one nearly parallel to applied load direction and the other
nearly perpendicular to the applied load direction can be assumed. The effect of precipitated
carbide on the crack propagation path and the fracture mode of ADI can be explained with a
model as shown in Figure 13 [6].
Vol.7, No.4 To Study the Effect of Austempering Temperature 315
Figure 13. Two models of crack propagation in ADI [5].
Model shows:
Micro voids at graphite -matrix interfaces: -1
Bainitic ferrite needles: -2
Carbide particles in bainitic ferrite needles: -3
Possible crack path: -4
Model (I) in Figure 13 shows no carbide appear in the ADI matrix crack often pass along the
ferrite/austenite interfaces for which the needles have greater angle than 45 with the applied
load direction. However, if the longitudinal direction of the cluster of bainitic ferrite needles
tends to be parallel to the loading direction, cracks may cut through the ferrite needles (as ferrite
is softest microstructure) & austenite. In this case the fracture mode should be ductile, but due to
presence of second phase particles the fracture mode is Quasicleavage as explained earlier.
Model (II) in Figure 13 show carbide in the bainitic ferrite needles or platelets, which act as
barriers to ferrite slip, results in higher stress around carbide particles [6]. Large number of stress
concentration locations in the needles creates particles, which further creates more opportunities
for crack to pass through needles or platelets. As the carbide particles are harder so undergoes
fracture without deformation and also deflect the crack path. This creates opportunity for crack
to select an easy way to propagate. This result has further been supported as the fractography
shows fracture in ductile mode.
Figure 13 gives just one of the main possible propagation paths of the crack. Although we cannot
predict the particular propagation path, the observed results can help us understand and develop
the appropriate microstructure of ADI.
CONCLUSIONS
The following conclusions can be drawn from the above study
1. Crack always originates from graphite nodules in ADI.
2. The easiest path of propagation of a crack is along the austenite/ ferrite interfaces due to
atomic mismatch.
316 V. Chawla, U.Batra, D. Puri and A. Chawla Vol.7, No.4
3. The longitudinal direction of bainitic ferrite needles can be parallel, perpendicular, or inclined
at angle '' with the load direction.
4. The propagation path of a crack in ADI depends upon the orientation relationship of bainitic
ferrite needles with the applied load direction.
5. The fracture mode in lower bainite structure is ductile mode and the fractographs shows
shallow dimpled structure, which indicates the high strength of lower bainite microstructure of
ADI.
6. The fracture mode in upper bainite microstructure is Quassi cleavage or mixed mechanism i.e.
the fracture firstly occurs by cleavage then separation of material by void coalescence. The
fracture of second phase particle occurs by cleavage due to lack of ductility and of the matrix by
void coalescence (plastic deformation).
7. Carbide particles in bainitic ferrite needles promote the passage of cracks through the ferrite
needle, but do not significantly influence the fracture mode of ADI.
REFERENCES
[1] R.J Warrick Application of Ductile Iron Castings. ASM Technical reports system no. 76-
45.
[2] Calangels and Heiser: Metallurgical Failure: A Wiley-Interscience publications.
[3] J.C Morrison, Whats in a name-nickel and ductile iron. Technical paper in Indian
Foundry Journal, 1998, Vol. 44(12).
[4] Ashok Chaudhary and Charlie R. Brooks Metallurgical Failure Analysis, McGraw Hill
publisher.
[5] Ray Elliot: Cast Iron Technology, Jaico publishing house.
[6] Z.Fan and R.E Smallman (1994) Some observations of Austempered Ductile Iron. Scripta
Metallurgica et Materials journal, Vol.31 (2), 1994
1
Developments in Cast Iron
Metallurgical Treatments
by
Dr. Torbjrn Skaland
Elkem ASA, Research
Kristiansand, Norway
2
Abstract
The objective of the present paper is to review some selected
theoretical and practical implications in metallurgical
treatment and solidification of cast iron. Treatment of
liquid iron with ferrosilicon based alloys have been given
specific focus, and plausible explanations to the mechanisms
of graphite spheroidization and inoculation are given.
Effects of nodularizing (magnesium treatment) on nucleation
potentials and iron quality in general are discussed. A
comparison of different commercial treatment methods and
nodularizing agents (metals and alloys) are shown to reflect
the importance of magnesium treatment on the subsequent
inoculation effectiveness and resulting solidification
characteristics. An optimized magnesium treatment process is
described which gives good process economy, consistency,
environment and final casting quality.
Research on the inoculation mechanisms in ductile cast iron,
with particular emphasis on the aspects of heterogeneous
nucleation of graphite at inclusions are reviewed. It is
shown that the majority of inclusions in ductile cast iron
are primary or secondary products of the magnesium treatment
(i.e. sulphides and oxides). After inoculation, special
hexagonal silicate phases form at the surface of oxide
inclusion. The presence of these phases will enhance the
nucleation potency of the inclusions with respect to
graphite. The theoretical analysis of reactions during both
magnesium treatment and inoculation is in close agreement
with experimental and practical observations.
3
1. Introduction
One of the most important stages in the iron founding process
is the economic production of liquid iron and its
metallurgical treatments in preparation for pouring into the
mould. This involves maintaining compositional and
temperature control over the liquid during melting in order
to achieve the correct composition for the specified iron,
the correct graphitization potential, and the correct state
of nodularizing and inoculation to ensure a sound casting of
the desired structure and the required properties.
Many of the different elements added to iron is supplied
through specialty ferroalloys as nodularizers and inoculants.
Process developments and product quality shifts in cast iron
metallurgy rely much on improved compositional control. This
again is reflected on ferroalloys in terms of stricter
quality specifications for greater uniformity and higher
purity. The present and future role of ferroalloys has to be
viewed on the background of the needs of the iron founding
industry since further requests for alloy modifications or
possible new grades clearly derive from this industry.
Magnesium is the most popular nodularizing agent, and it is
usually added in multi-component alloy form. These components
contain additions to reduce reaction violence, promote
graphite spheroidization, neutralize the effect of impurities
on graphite morphology, and control the matrix structure. The
most common alloys for nodularizing iron are ferrosilicon
containing 3 to 12 per cent magnesium.
Inoculation is a means of controlling the structure and
properties of cast iron by minimizing undercooling and
4
increasing the number of nucleation events during
solidification. The most effective inoculants today are
ferrosilicon alloys containing small quantities of elements
such as Ca, Al, Ba, Sr, Zr, and Ce.
The present paper is an attempt to outline basic
understanding and practical findings for optimizing ductile
iron production and properties. Nodularizing and inoculation
treatment will be covered separately, although the important
connection between the two treatment actions will also by
described.
2. Basic Effects of Nodularizing Treatment
Nodularizing, or magnesium treatment, of cast iron is a means
of modifying the solidification structure so that the
graphite phase precipitates and grows as spherical particles
instead of flakes, thus resulting in a cast iron with
significantly improved mechanical properties. The
nodularizing action can be regarded as a simultaneous
desulphurizing and deoxidizing treatment, where elements
having strong affinity to both sulphur and oxygen are added
/1,2/. When dissolved sulphur and oxygen are removed from the
liquid, graphite growth will proceed as nodules according to
its crystallographic features shown schematically in Figure
1.
Most commonly, magnesium is applied for nodularizing cast
irons, although cerium, calcium and certain other elements
will also contribute to desulphurizing and deoxidizing.
Normally, magnesium is added to liquid iron either as Mg-
metal or as a magnesium-ferrosilicon alloy (Mg-FeSi). In the
5
following, principal differences between Mg-metal and Mg-FeSi
treatment will be described, and how the respective agents
affect resulting magnesium recovery, reaction product
composition and distribution, and finally inoculation
effectiveness.
3. Principal Nodularizing Reactions
The reactions taking place in liquid iron during magnesium
treatment is described as desulphurizing and deoxidizing
reactions. This means that dissolved sulphur and oxygen are
tied to the nodularizing elements forming some sulphide and
oxide compounds. It is found from several previous studies
that small contents of dissolved S or O may cause a reduction
in graphite nodularity, and consequently these elements must
be effectively removed from dissolution /3,4,5/. This is done
by adding a strong sulphide and oxide former as magnesium.
Magnesium will form sulphides according to the following
reaction:
Mg + S = MgS (s) (1)
MgS is a stable sulphide compound, with an energy of
formation of ?G = -232 kJ and a melting point of 2000C. This
means that very little sulphur will remain dissolved in the
iron after a proper addition of magnesium. Precipitation and
distribution of such sulphide compounds will depend on type
of magnesium agent applied and the treatment process
involved. For most commercial processes, calcium and cerium
will also be deliberately added in controlled amounts, tying
up some of the sulphur available.
6
Dissolved oxygen present in all commercial base irons must
also be removed to obtain successful spheroidization of the
graphite phase. The amount of dissolved oxygen may vary
significantly according to melting process and charge
materials applied, and consequently the need for nodularizing
elements to tie-up oxygen may also vary. Normally, magnesium
will form oxide or silicate compounds when added to liquid
iron according to the following deoxidizing reactions:
Mg + O = MgO (s) (2)
Mg + Si + 3O = MgSiO
3
(s) (3)
2Mg + Si + 4O = Mg
2
SiO
4
(s) (4)
Which reaction products, magnesium oxide (MgO), enstatite
(MgSiO
3
) and forsterite (Mg
2
SiO
4
), that will dominate depends
on the nodularizing agent applied. Precipitation and
distribution of these reaction products will strongly depend
on type of magnesium agent applied and the treatment process.
Pure Mg-oxide will be the dominant reaction product from Mg-
metal additions, while enstatite and forsterite silicates
dominate from Mg-FeSi alloy additions. Magnesium oxide and
silicates are among the most stable oxide compounds known,
which means that virtually no oxygen will remain dissolved in
the iron after an appropriate magnesium addition. Stability
(free energy of formation, ?G) and melting point (T
m
) for the
oxide reaction products are:
Magnesium oxide G = -401 kJ T
m
= 2830C
Enstatite G = -1060 kJ T
m
= 1580C
Forsterite G = -1490 kJ T
m
= 1900C
This means that in the presence of appropriate silicon
contents, enstatite and forsterite will be the predominating
7
reaction products. Most Mg-FeSi alloys contain about 45 per
cent silicon, which is found to enhance precipitation of
silicates as enstatite and forsterite.
8
4. Magnesium Treatment Reactivity
Mg-metal are normally added to liquid iron in a converter
process or in a hollow tube (cored wire). Mg-FeSi alloys are
added either in a ladle process, in a continuous reaction
chamber or directly in the mould. A characteristic difference
between a metal addition and a ferroalloy addition is the
reactivity of the respective materials. Inevitably, Mg-metal
addition will give a violent reaction since magnesium has
limited solubility in liquid iron and addition is made at
temperatures above the boiling point of magnesium. Boiling of
magnesium will promote strong turbulence in the liquid and
floating Mg-gas bubbles will effectively remove sulphide and
oxide products (i.e. MgS and MgO) to the top surface.
Accompanied by significant formation of MgO-fume and smoke,
metal addition will result in poor magnesium recovery and
consequently potential hazardous environmental conditions.
Normally, magnesium recoveries from 20 to 50 per cent are
obtained for treatment processes applying magnesium metal
(e.g. converter and cored wire) /6,7,8,9/.
Mg-FeSi alloy additions will, according to the presence of
silicon, calcium and cerium, give less violent reaction in
iron with less effective removal of the smallest reaction
products from the treatment vessel. Silicon in the Mg-FeSi
alloy will increase the magnesium solubility locally during
dissolution, and result in formation of stable Mg-silicates
(enstatite and forsterite) instead of pure MgO. Calcium in
the Mg-FeSi alloy will be present as Ca-Mg intermetallics
which are less reactive compounds than the Mg-Si compounds
(e.g. Mg
2
Si) /10/. Consequently, silicon and calcium reduce
the reaction violence and products will to a large extent
remain as a fine dispersion of particles in the treated iron
9
instead of separating to the top surface. The less violent
treatment will, for the best available processes, give low
fume, smoke and slag formations, and consequently high
magnesium recoveries. Normally, magnesium recoveries from 60
up to 90 per cent are obtainable for the best treatment
processes applying Mg-FeSi alloys (e.g. mould treatment or
tundish cover process) /11,12,13/.
5. Nucleation Potentials from Nodularizing
As described previously, the nodularizing treatment is a
desulphurizing and deoxidizing process. Nevertheless, it is
not necessarily desirable to remove the sulphides and oxides
from the liquid iron to the top slag. To obtain effective
nucleation during the subsequent inoculation it is
advantageous to inhibit the reaction products from
agglomerating and floating, and rather promote a fine
dispersion of micro-particles in the iron. Such micro-
particles will act as potential sites for heterogeneous
graphite nucleation during solidification. Hence, an
effective nodularizing process, which also gives a good basis
for inoculation, is characterized by low delta S and O
values, i.e. the difference between analytical levels of S
and O before and after treatment should preferentially be
low.
A converter or wire treatment process tent to give magnesium
oxide reaction products from the deoxidizing reaction. MgO-
particles have a strong tendency to agglomerate forming
larger slag clusters that float readily, hence giving
effective deoxidation with large quantities of top-slag. A
major disadvantage is that, due to the oxide agglomeration
10
and flotation, a significant part of the potential nuclei
particles will also be removed from the iron. This may cause
problems avoiding carbides in thin section castings even
after adding an effective inoculant material.
Treatment processes applying magnesium-ferrosilicon alloys
give less violent reactions and hence less effective removal
of potential nuclei from the melt. Also, due to interfacial
energy phenomena, magnesium silicates tend to form smaller
particles than magnesium oxide. This means that a larger
fraction of oxides remains as a fine particle dispersion in
the iron after treatment (i.e. magnesium sulphides and
silicates). These particles are very small and highly
numerous. Normal number densities lie in the area of some 100
thousands per cube millimetre with an average size is about
0.5 to 1 micron in diameter /14/. Such small particles will
float very slowly according to Stokes' law, and hence they
will remain in the liquid during handling and pouring. Figure
2 represents schematic segments of liquid iron treated with
Mg-metal and Mg-FeSi, respectively. As will be described
later, particles formed during nodularizing treatment makes
an important basis for the effectiveness of the subsequent
inoculation.
6. Example of an Effective Nodularizing Process
In the present chapter, an example of a very effective
nodularizing process will be described. The process is an
optimized tundish cover ladle treatment applying magnesium-
ferrosilicon alloys. Figure 3 shows a treatment ladle design
for this process. Preferentially, the height:width ratio
should be at least 2:1, with larger ratios improving the
11
process even more. The optimum treatment vessel for such
tundish cover process will be like a long tube divided
vertically for lining maintenance. The tundish cover process
is suitable for all treatment sizes ranging from 100 kgs to
10 tonnes /13/.
The tundish cover lid may be designed to suit a range of
different foundry conditions. Examples are fixed lid,
automatic lift or manual removable lid. The metal outlet
should be sized to suit the amount of iron being treated. If
a divider wall or alloy chamber is applied, as shown in
Figure 3, the metal stream must fall into the part of the
bottom not containing the alloy. By such process, very high
recoveries and good process consistency can easily be
obtained provided the right alloy is applied. Consequently,
low levels of fume and smoke will escape from the vessel,
giving a good foundry environment. A separate smoke
collection system will normally not be required for an
optimized tundish cover ladle.
Magnesium-ferrosilicon alloys suited to the tundish cover
process can be of various composition and sizing. Optimum
alloy choice depends on base iron composition, temperature,
treatment size, etc. Calcium and rare earth contents are
adjusted to reduce reaction violence and neutralize trace
elements in the base iron. Sizing of the alloy is also of
vital importance to its reactivity. Generally, it can be said
that a wide size range will give dense packing in the alloy
chamber (sandwich), resulting in instant agglomeration of
alloy particles when exposed to the heat from the liquid
above. The alloy will then dissolve slowly and gentle
downwards to give a controlled, calm reaction with high
efficiency and good reproducibility. At optimum conditions,
12
magnesium recoveries up to about 85 per cent can easily be
obtained.
Table 1 shows a comparison of some characteristic features
for the tundish cover process compared to the cored wire
process. As can be seen from the Table, both processes show
some positive and some negative characteristics.
7. Residual Magnesium in Ductile Iron
Most ductile iron foundries apply either a spectrograph or
spectrometer to measure the so-called residual magnesium
content. From experience, a certain lower limit of magnesium
is found at each foundry, that provides the required
nodularity in their castings. This limit may vary
significantly from one foundry to another. While one foundry
experience excellent nodularity at 0.025 per cent magnesium,
another may need 0.06 per cent magnesium to obtain good
nodule structures. These differences result from certain
variables that will be explained in the following.
First, the total analytical or residual magnesium content in
ductile iron is comprised of three different contributions.
Both dissolved magnesium, magnesium containing micro-
particles, as well as occasional slag or dross particles will
contribute to the total analytical magnesium found. There
exist no good analytical method separating between these
three contributions, and hence magnesium analyses in
foundries will represent both dissolved Mg as well as Mg-
compounds. The fraction of micro-particles and slags in a
sample will vary significantly from one condition to another,
hence resulting in the variations in analytical magnesium
observed between foundries.
13
Another important factor affecting the analytical magnesium
values is the applied sampling technique. If a sample is
taken from the top of a waiting ladle and from the last
liquid to be poured, differences will be found. Micro-
particles and slag particles will float in the liquid
according to Stokes' law, the larger particles floating much
faster than the smaller. This will result in an inhomogeneous
distribution of non-metallics in the iron during time, and
the analytical magnesium will vary accordingly as a function
of time and sampling position. These phenomena will also
contribute to the variations observed from foundry to
foundry, since time factors and sampling techniques may be
quite different.
Also, flotation of particles explains much of the so-called
fading of magnesium during time. As slag particles float to
the top surface, analytical magnesium in the iron will
inevitably drop. The smaller micro-particles will not
contribute that much to fading, since these float at very
slow velocities. Figure 4 shows flotation velocities of non-
metallics in liquid iron as a function of particle size.
Consequently, fading of magnesium will in fact also be a
positive contribution to the iron cleanliness, since it
represents a removal of slag and dross to the surface. Figure
5 gives a schematic representation of the contributions to
magnesium fading of ductile iron.
The higher magnesium recoveries for some treatment processes
are also to a great extent related to removal of reaction
products. When a tundish cover process is applied,
desulphurizing and deoxidizing products will remain in the
liquid as a fine dispersion of micro-particles hence
14
resulting in high analytical magnesium content in such irons.
This explains the direct relation between a slow and gentle
reaction of magnesium-ferrosilicon, high magnesium recovery,
low sulphur and oxygen removal, and finally a high nucleation
potential.
In fact, inhomogeneous distribution of reaction products and
inconsistent sampling techniques often leads to quite large
variations in analytical magnesium contents from treatment to
treatment for any process applied. Due to this, the real
process consistency may be better than the magnesium analyses
should indicate. This is important to note when the goodness
of a treatment method is being evaluated by means of
reproducibility in magnesium contents.
8. Inoculation Mechanisms of Ductile Iron
In inoculation technology the road between trial and error
approach to a well-founded theoretical one is still
incompletely mapped and obscure. The complexity of the
thermodynamics, kinetics and interfacial phenomena involved
prevents a single, comprehensive theory to be formed from
which a workable alloy recipe can be deducted. Nevertheless,
since cast iron microstructure control is the present key
issue where suitable additions of oxide and sulphide forming
elements to the melt are involved, heterogeneous nucleation
appears as an essential theoretical feature /15/.
Whereas nodularizing, for instance through a magnesium
treatment, is required for graphite spheroidization,
inoculation is a way of controlling microstructure by
minimizing undercooling and increasing the number of graphite
15
nodules during cast iron solidification. Added to the liquid
iron just prior to casting the inoculant provides a suitable
phase for the graphite nodule nucleation upon cooling. The
most prominent inoculants presently used are ferrosilicon
alloys containing small quantities of elements, such as Ca,
Al, Ba, or Sr. The micro-inclusions formed are complex and of
a heterogeneous chemical nature. After nodularizing,
magnesium containing sulphides and silicates can form, and
with reference to Figure 6(a), the dominating constituent
phases are MgS, MgOSiO
2
(enstatite) and 2MgOSiO
2
(forsterite) /14/.
After inoculation with Ca, Ba or Sr-containing ferrosilicon,
hexagonal silicate phases of the XOAl
2
O
3
2SiO
2
or the XOSiO
2
type form at the surface of inclusions from nodularization,
Figure 6(b). The presence of phases of this nature will
enhance the nucleating potency of the inclusions with respect
to graphite. It is important to note that inoculation of
ductile iron does not provide formation of new nuclei
particles in the iron, but rather modify the surface of
existing micro-products from the nodularizing treatment. As
illustrated in Figure 7, the (001) basal planes offer
particularly favourable sites for graphite nucleation since
these facets represents a good match for development of
coherent/semi-coherent low energy interfaces between
substrate and nucleus. High purity ferrosilicon doesn't show
an inoculating effect /14/. This highlights the fundamental
importance of the minor elements contained in the alloy, and
in search for more efficient inoculants the recognition of
nucleation theory as a guiding principle should be duly
observed.
16
9. Summary
The following principal effects of nodularizing and
inoculation have been reviewed in this paper:
Nodularizing of ductile iron can be regarded as a
simultaneous desulphurizing and deoxidizing treatment, where
elements having strong affinity to both sulphur and oxygen
are added. Depending on the nodularizing agent applied,
reaction products will be MgS, MgO or complex Mg-silicates.
Magnesium treatment makes an important basis for the
effectiveness of the subsequent inoculation. It is shown that
the majority of micro-inclusions in ductile iron are primary
and secondary products of magnesium treatment. Optimized
nodularizing treatments will give a calm reaction resulting
in a high number of micro-particles which act as potential
nucleation sites for graphite during solidification.
Analytical magnesium content in ductile iron is comprised of
both dissolved magnesium, Mg-containing micro-particles, and
slag or dross particles. Treatment method and sampling
technique are both of vital importance to the analytical
magnesium levels found in commercial ductile irons.
17
10. References
/1/ K.Hurfurth: "Investigations into the influence of
various
additions on the surface tension of liquid cast iron
with
the aim of finding relationships between the surface
tension and the occurrence of various forms of
graphite",
Freiberger Forschungsh., B.105, 1966, p.267.
/2/ R.H.McSwain and C.E.Bates: Surface and interfacial
energy
relationships controlling graphite formation in cast
iron", Proc. 2nd Int. symposium on the metallurgy of
cast
iron, Geneva, 1974, p.423.
/3/ J.P.Sadocha and J.E.Gruzleski: "The mechanism of
graphite
spheroid formation in pure Fe-C-Si alloys", Proc. 2nd
Int.
symposium on the metallurgy of cast iron, Geneva, 1974,
p.443.
/4/ S.C.Clow: "The effect and control of sulfur in cast
iron",
AFS Intl. Cast Metals J., Sept. 1979, p.45.
/5/ R.W.Heine: "Magnesium requirements of ductile iron", AFS
Transactions, 1989, p.485.
18
/6/ H.J.Blicker and D.Michel: "A magnesium wire procedure
for
the manufacture of nodular graphite iron", Castcon'92,
11-
12 June 1992, Stratford-upon-Avon.
/7/ R.Norris, K.Pashley and B.Newton: "Application of
magnesium wire when pouring SG iron from an automatic
pouring furnace", Castcon'92, 11-12 June 1992,
Stratford-
upon-Avon.
/8/ J.Rotella and R.Mickelson: "Using cored wire in the
production of ductile iron", AFS Transactions, 1991,
p.519.
/9/ A.F.Hieber and T.Watmough: "An in-ladle treatment
process
for producing ductile iron with elemental magnesium" AFS
Transactions, 1980, p.289.
/10/ Elkem Magnesium-Ferrosilicon Brochure, April 1989.
/11/ T.L.Forshey, G.E.Isenberg, R.D.Keller,Jr., and
C.R.Loper,Jr.: "Modification of, and production
experience
with, the tundish cover for ductile iron treatment", AFS
Transactions, 1982, p.53.
/12/ R.D.Forrest and H.Wolfensberger: "Improved ladle
treatment
of ductile iron by means of the tundish cover", AFS
Transactions, 1980, p.421.
19
/13/ D.White: "Tundish treatment ladle developments", Arab
foundry symposium, Arabcast'91, Cairo, 7-14 Dec., 1991.
/14/ T.Skaland, .Grong and T.Grong: "A model for the
graphite
formation in ductile cast iron: Part I. Inoculation
mechanisms", Metallurgical Transactions A, Vol.24A,
1993,
p.2321.
/15/ .Grong, T.Grong and T.Skaland: "Principle guidelines
for
new ferroalloy developments", International ferroalloy
conference, Infacon 7, Trondheim, Norway, 11-14 June
1995.
20
List of Captions
Table:
1. Comparison of magnesium treatment processes.
Figures:
1. Graphite growth morphologies.
2. Particle distribution in liquid iron.
3. Tundish cover ladle design.
4. Flotation of inclusion in liquid iron.
5. Fading of magnesium during holding.
6. Non-metallic inclusions in ductile iron.
7. Lattice arrangements after inoculation.
21
Table 1. Comparison of some characteristic features for
magnesium cored wire and tundish cover process.
Cored Wire Tundish Cover
Treatment agent Mg-metal or
MgSi
Mg-FeSi
Magnesium recovery 30 - 50 % 50 - 80 %
Equipment costs Medium Low
Fume emitted Medium to high Low
Restrictions on base
iron sulphur content
No max. 0,03 %
Metal weight
restrictions
> 500 kg No
Inoculation effect
from treatment
Low Medium
Violence of reaction High Low
Possible risk of
excessive Si build-up
No Yes
Size of production
unit suited to
process
Medium to large Small to large
22
Figure 1. Graphite growth morphologies for nodular and flake
graphite /1/.
23
(a) (b)
Figure 2. Schematic representation of particle distribution
in
liquid iron treated with; (a) Mg-metal, (b) Mg-FeSi
alloy.
24
Figure 3. Example of tundish cover ladle design.
25
Figure 4. Flotation of inclusions in liquid iron as a
function
26
of particle size according to Stoke' law /13/.
27
Figure 5. Fading of magnesium during holding of treated
ductile
iron.
28
(a)
(b)
Figure 6. Non-metallic inclusions commonly observed in
ductile
cast iron; (a) Constituent phases present after
nodularization with magnesium ferrosilicon, (b)
Phases formed after inoculation with Ca, Ba or Sr
containing ferrosilicon /14/.
29
(a)
(b)
Figure 7. Details of lattice arrangement at nucleus/substrate
interface after inoculation; (a) Coherent
graphite/BaOSiO
2
interface, (b) Coherent
graphite/CaOAl
2
O
3
2SiO
2
interface /14/.
by George Goodrich
Proper machining of test specimen is crucial for reliable results. GGG 40.3
specification requires a "U" notch in the machined bar. Proper machining of the "U" notch specimen is
very critical before testing the impact specimen. The way the "U" notch is machined can affect the
result. The way the "U" notch is machined can affect the result. For example, if the "U" notch is
ground instead of broaching (even if one uses a new broach tool) the impact values are two to three
foot pounds higher.
n general, the impact value increases as the "U" notch is broached vs. milled vs. ground.
Broaching / Milling / Grinding
--------------------
mpact Value ncreases
There was no difference found in the impact value of a "U" notch specimen vs. a "V" notch
specimen, under the following conditions:
"V" notch 2mm deep 45
o
angle 0.25mm radius at the root of
the notch
"U" notch 3mm deep 1mm radius "U" notch
The fracture appearance of the impact specimen can give some indication of the impace value.
Higher amount of crystalline (clevage) white shiny appearance in the fracture will indicate less impact.
nvestigation was conducted from samples received from a foundry which experienced wide
fluctuations in impact values. Above .011% molybdenum, impact was poor.
ConcIusions:
1. The type of machining the "U" notch is very critical for reliable accurate impact values.
2. Grinding the notch gave the highest impact values.
3. Presence of intercellular carbides are detrimental for impact values.
4. Carbon, silicon, nickel and molybdenum have the most influential effect on impact value.
5. Regression formula of chemistry vs. impact is available in the literature.
The chemistry of the sample had the following range:
Carbon 3.45 - 3.84
Silicon 1.74 - 2.61
Manganese 0.13 - 0.23
Chromium 0.034 - 0.042
Aluminum 0.006 - 0.042
Magnesium 0.041 - 0.080
There was good correlation between silicon and aluminum on the impact values. Higher silicon
had higher aluminum and lower impact.
The foundry was using nickel magnesium alloy for treatment and in-mold inoculation.
As inoculation increased, silicon and aluminum nicreasd and impact decreased.
Other conclusions on this investigation were:
1. There was good correlation between carbon/silicon/nickel vs. field strength.
2. There was good correlation between aluminum/silicon vs. tensile strength.
3. There was NO good correlation between aluminum/silicon vs. % elongation.
4. There was good correlation of carbon/nickel with impact strength.
Note: Analysis of nickel on the sample was not provided.
5. When molybdenum was present in the sample, when it was less than .007%, 100% of the bars
passed 8 ftl lb. value. 68% of the bars passed 10 ft. lb. value.
Reviewer's Comment ( )
Foundries currently producing or planning to produce in future, castings to meet the specification
GGG 40.3 will benefit from this paper on the advantages of grinding the "U" notch to get two or three
foot pounds increased impact values. As opposed to broaching the "U" notch.
The use of looking at fracture appearance is beneficial. But because the impact sample is very
small, especially at the fractured face, it is difficult to get reliable indications of impact value by looking
at the fracture alone.
Members are advised to refer to DS Project 19, which correlates fracture appearance with impact
value on a larger specimen - dynamic tear specimen.
One should use caution in interpreting the correlation between impact properties and the chemistry
of the iron. t is the metallurgy of the iron which influences the impact properties, more than the
chemistry.
A Review of Common Metallurgical Defects in
Ductile Cast Iron
Causes and Cures
C.M.Ecob
Customer Services Manager, Elkem AS, Foundry Products Division
Abstract
The objective of this paper is to provide an overview of some of the most common
metallurgical defects found in the production of ductile cast iron today. The examples shown
have all been determined during the examination of samples in Elkems Research facility in
Norway.
Whilst many foundries recognise the defects, an appreciation of the possible causes, and
therefore cures, is not always apparent. The causes and cures for the different problems are
examined in the paper. Emphasis is made on shrinkage problems, probably the most common
problem seen by Elkems team of service engineers around the world.
Introduction
Metallurgical defects in ductile iron can be very costly to the foundry, not only because the
part has to be remade or rectified, but due to the unfortunate fact that many defects are not
revealed until after the expensive machining stage. Care in the selection of raw materials,
good process control in the melting stage and proper metal handling procedures will go a long
way to the prevention of defects.
Further, a routine for logging and recording of defect occurrences will reveal which are the
major problem areas, allowing for a systematic elimination of the defects.
This paper will examine the most common defects, starting with shrinkage. Deterioration of
affordable steel scrap qualities, use of incorrect inoculants and nodularisers plus the pressures
to get castings out of the door as fast as possible has led to an increase in the incidences of
shrink/porosity related cases seen by Elkems team of technical service engineers. Indeed, the
ductile iron foundry, which truthfully claims not to have shrinkage concerns is the exception
to the rule.
Other common defects may be divided into two basic categories:
-Those related to nodule shape and size, such as compacted graphite structures,
exploded and chunky graphite, graphite floatation, spiky graphite and nodule alignment.
-Those related to inclusions/abnormalities within the matrix, such as flake graphite
surfaces, slag inclusions, carbides and gas.
These problem areas are described to aid recognition of the defect and causes are discussed
together with possible cures.
Shrinkage Control
Figure 1 shows a typical sub-surface shrinkage defect. There are many causes of shrinkage in
ductile iron, experience globally has shown that about 50% of shrinkage defects are related to
sand systems, feeding and gating. The other 50% may be attributed to metallurgical factors
such as carbon equivalent, temperature, inoculation or high magnesium residuals.
Figure 1: Typical sub-surface shrinkage defect with dendrite arms partly covered with graphite
sticking out.
When a shrink or porosity is detected in a casting, there are several immediate and simple
steps that can be taken to identify the cause of the problem. Firstly, the geometry of the
casting should be examined to determine whether the location of the defect is close to a sharp
radius or a potential hot spot. At the same time, the sand in the region of the shrink should be
examined to look for any soft spots. Sand integrity accounts for a high proportion of
shrinkage defects and a worn seal on the moulding machine, for example, resulting in a lower
sand compaction can often be the cause of an unexplained sudden outbreak of shrinkage.
The second avenue of investigation should be the gating / runner designs and the feeding of
the casting. Whilst many foundries have computer aided design systems, patterns are often
altered slightly over the years at shop floor level and can be significantly different from the
original design. Also, changes to the feeder specification can lead to different burn
characteristics and metal solidification patterns. This can affect the amounts of feed metal
available to different parts of the casting.
Metallurgically, there are many factors that can affect the shrinkage tendency. Figure 2 shows
the relationship between magnesium and shrinkage.
Figure 2: Effect of magnesium content on shrinkage
Magnesium, apart from being one of the most powerful carbide stabilisers, has a marked
effect on the shrinkage tendency of ductile irons. Foundries operating at the higher end of the
magnesium range, 0.05% or above, will find that the iron is more prone to shrink than
foundries operating at lower, but very acceptable, levels, say 0.035-0.04%.
Both under-inoculation and over-inoculation can cause shrinkage. In the case of under-
inoculation, not enough dissolved carbon is precipitated as graphite. Graphite nodules have a
far lower density than the matrix and to precipitate the low density, high volume graphite has
an overall expansion effect, which helps to counter the natural tendency of the iron to shrink.
With over-inoculation, too many nucleation points are active early in the solidification,
resulting in an early expansion and sometimes large mould wall movements. Later in the
solidification, when feeders become inactive and contraction takes place, there is no graphite
coming out from solution to counteract the contraction and the result is shrinkage between the
eutectic cells.
In many foundries, the microstructure shows even sized nodules (accounting for the fact that
the section cuts through nodules in 2-dimensions). Many foundrymen still consider this to be
a good structure, even though the iron is prone to shrinkage. Nodularisers and specialist
inoculants are available these days, which help to counter shrinkage by giving a skewed
nodule distribution. These structures are shown in figure 3.
Figure 3: The same base iron treated with two different nodularisers resulting in a) Skewed
nodule distribution b) Unskewed nodule distribution
A skewed nodule distribution indicates that some nodules are being created late in the
solidification process and the drawing of graphite from solution at this stage is a very
effective way to counter shrink. Most inoculants act almost instantaneously and this gives the
even nodule size effect. Once the potency of the inoculant has gone, then there is no driver to
create nodules late in the solidification and shrinkage can be the result. More recently,
nodularisers have been developed by Elkem that have the same effect of producing the
skewed and shrink reducing nodule distribution curve.
A low carbon equivalent, or metal that has been held for some time at temperature, due to a
mechanical breakdown, for example, is also prone to shrinkage. In these cases, the inherent
nuclei within the melt will be low and some preconditioning may be necessary to achieve a
good level of nucleation.
Compacted Graphite within the structure.
Figure 4 shows a good example of compacted graphite in the structure. There are several
causes of this, the most common being that the nodularisation process has partly failed.
Incorrect weighing of the nodulariser or the use of the wrong nodulariser are possible reasons
for the failure, although a long holding time in the ladle or excessive temperatures can be
contributory factors.
Figure 4: Sample with compacted graphite present in the matrix due to partly failed
nodularisation process.
Another cause of CG particles in the matrix is an incorrect sulphur level in the base iron.
Many foundries melt both grey and ductile charges and segregation of returns is essential.
During the nodularisation process, the first reactions that take place are a desulphurisation and
deoxidation, these elements combining preferentially with the magnesium. The base sulphur
level must be accounted for in the calculation of MgFeSi charge weight.
A note of caution here with regard to the addition of the MgFeSi to the ladle or treatment
vessel. To add the MgFeSi early to a hot ladle and then hold the ladle for several minutes until
the moulding line calls for metal is bad practise as the alloy will be burning or oxidising in the
bottom of the ladle during this time. Higher and more consistent recoveries can easily be
achieved by adding the alloy just before tap from the furnace.
Low Nodule Count
As the compacted graphite mentioned above may commonly be attributed to the nodulariser,
then low nodule counts tend to be a function of the inoculant. Figure 5 shows a low count
compared to the foundrys normal practise. Avoiding long holding times in the furnace and
prolonged pouring time post-inoculation will help to achieve consistent nodule counts, as will
improving the responsiveness of the iron via preconditioning. The use of a specialist powerful
inoculant will give the most consistent results.
Figure 5: Two casting with the same metal treatment resulting in a) low nodule count due to long
pouring time and b) normal nodule count with normal practise.
Exploded graphite
Figure 6 shows exploded graphite within the structure. Characteristically, exploded graphite
looks exactly as the name might suggest that the graphite has been blown apart.
Most MgFeSi alloys contain some rare earth metals, cerium, lanthanum, neodymium,
praesodimium etc and these are beneficial in that they neutralise the effects of some
detrimental tramp elements such as lead, bismuth, antimony, titanium etc..Rare earth elements
are also nodularisers and aid the effects of the magnesium. In excess, however, rare earths can
cause exploded graphite. This is more especially when high purity charges are used which are
low in tramp elements. Exploded graphite is normally found in thicker section castings with
slow cooling rates or at very high carbon equivalent levels.
Figure 6: Sample with exploded graphite present due to excess concentration of rare earth
metals.
Care should be taken when using induction melting as rare earths can be cumulative in the
iron. They tend to have very high melting points and do not volatilise, although some will be
oxidised and come out in the slag. This is important to note if a low/zero RE containing
nodulariser is substitutes to eliminate the problem as it may take time to dilute the residual RE
out of the system.
Should exploded graphite occur, then examination of the rare earth sources should be made
normally the MgFeSi. Melting a virgin charge with steel scrap, pig iron and no returns will
quickly show if the returns and/or the MgFeSi are the problem. Latin America and countries
in the Far East tend to use high levels of rare earth in the nodulariser.
Reductions in the carbon equivalent may help to reduce exploded graphite.
Chunky graphite
This is shown in Figure 7. The causes of chunky graphite are exactly the same as for exploded
graphite with the addition that the defect is also found in thinner casting sections and is not as
sensitive to the carbon equivalent as exploded graphite.
Figure 7: Sample with chunky graphite present due to excess concentration of rare earth metals.
Graphite floatation
This is caused when large, low density graphite nodules are formed during the solidification
of thick section or otherwise slow cooling castings. The nodules, being of a lower density
than the matrix, tend to float towards the surface of the casting and thus can have a negative
effect on the mechanical properties (and surface finish) in that region.
A reduction in the carbon equivalent will help to control this, as will a reduction in the
pouring temperature or increasing the cooling rate of the casting by the use of chills. The
inoculation system should also be examined, as it is likely that the large graphite nodules have
been formed very early during the solidification process and an inoculant, which will generate
more, smaller nodules, could be an advantage. An example of graphite floatation is shown in
Figure 8.
Figure 8: Sample with graphite floatation present due to high carbon equivalent.
Nodule Alignment
Figure 9 shows a classic case of nodule alignment, not too many examples as clear as this
have been seen coming through our laboratory. This is caused by large dendrites growing
during the solidification with the nodules being precipitated between the dendrite arms. Thus
the nodules appear to be aligned. Whilst not normally a serious problem, this can have
detrimental effects on such properties as tensile strength or impact resistance.
The normal causes are low carbon equivalent where not enough graphite is precipitated
during the cooling, under inoculation or too high a pouring temperature.
Figure 9: Sample with nodule alignment caused by large dendrites growing during the
solidification with the nodules being precipitated between the dendrite arms.
Spiky Graphite
The occurrence of spiky graphite in ductile iron is rare provided that the nodulariser used
contains a small amount of rare earths. Normally, the rare earth metals neutralise such
elements as lead, bismuth, titanium and antimony, as discussed in the section on exploded
graphite, however the use of a rare earth-free nodulariser where traces of the deleterious
elements are present results in spiky graphite. This is most commonly found in converter iron
where the separate additions of RE have been left out by human error.
The effect of spiky graphite is a dramatic reduction in the mechanical properties of the iron,
the spikes provide points of weakness in the structure. Figure 10 shows a typical example of
spiky graphite. The only cure for this type of defect is the addition of rare earths with the
nodulariser.
Figure 10 Sample with spiky graphite present in the matrix due to too elevated level of Pb.
Flake Graphite on the Casting Surface
This is commonly seen in foundries, however many ignore the flake graphite on the surface as
it forms part of the machining allowance. The defect is illustrated in Figure 11 and clearly
shows the thin layer of flake graphite adjacent to the mould. This is found mainly in
greensand systems and is caused by a build up of sulphur in the sand, which reacts with the
magnesium in the iron to form magnesium sulphides and effectively de-nodularise the iron.
A higher Mg or Re in the nodulariser can overcome this, subject to shrinkage restrictions
discussed earlier, but the most common remedy is to use an inoculant containing cerium. This
has the effect of re-nodularising the iron locally.
Figure 11 Sample with flake graphite on the surface of the casting due to high sulphur content in
the moulding sand.
Carbides
In the production of ductile iron, it must be remembered that magnesium is one of the most
powerful carbide promoters. Coupled with this, the violence of the magnesium reaction
during the nodularisation process tends to destroy nuclei. For these reasons, inoculation
requirements are heavier than for grey irons and under-inoculation or the use of the wrong
inoculant are amongst the most common causes of chill or carbides in ductile iron.
Figure 12 shows typical carbides in a ductile iron structure. Poor inoculation is not the only
cause of carbides, however, and all the potential reasons need to be explored to determine the
reason behind carbide formation.
Figure 12 Sample with carbide present in the matrix due to poor inoculation
Steel scrap qualities have already been mentioned in this paper and increasing concentrations
of carbide promoting elements, such as molybdenum, chromium, vanadium etc can lead to the
promotion of carbides. These can be found particularly in the centre of castings or at grain
boundaries, where the eutectic solidification front tends to concentrate the elements to the
point where carbides form. Apart from steel scrap, use of molybdenum containing returns can
be a source of undesirable carbide promoting materials.
Low carbon equivalent and high pouring temperatures may also promote carbides,
particularly in thin section castings.
The cures for carbide problems usually revolve around the use of a more powerful proprietary
inoculant, although nodularisers have been developed which have lower carbide promoting
properties.
Summary
This paper has reviewed the most common metallurgical defects in ductile iron production.
Extraneous effects, such as slag and gas have had to be omitted due to space constraints, but
the elimination of these could form a paper on their own.
As shrinkage is the most prevalent problem in most ductile foundries, then focus has been
made on this.
Systematic recording of defects, whether found in post casting inspection or even in post
foundry operations is essential to identify the most common and the most costly problem
areas. These can then be addressed in order of importance.
NODULAR CAST IRON FATIGUE LIFETIME
IN ULTRA-HIGH-CYCLE REGION
Frantiek Nov, Otakar Bokvka, Peter Kopas, Mria Chalupov
University of Zilina in Zilina, Faculty of Mechanical Engineering, Department of Materials Engineering,
Univerzitn 1, 010 26 ilina, Slovak Republic Fax: 00421 41 565 29 40, e-mail: frantisek.novy@fstroj.utc.sk
Introduction
The structural materials fatigue damage is dominant one
in the threshold state of materials field. Traditionally,
the fatigue data, are investigated with testing duration
up to N = 10
7
cycles of loading (steels and cast irons).
The fatigue fractures were observed however after
billion cycles and more on the other hand with modern
developments in industry, the design lifetime of many
components of cars, trains, aircrafts, etc. now often
exceeds N = 10
7
cycles [1-3]. Nodular cast iron and
especially Austempered Ductile Iron (ADI) is with
regard on the very good mechanical and technological
properties very prospective structural material. ADI is
used for strongly dynamically loaded machine details
e.g. gear and traversing wheels, crankshafts of
motor-cars, vans and trucks, rail brakes, pressure pipes
in oil industry, in civil and military area [2, 4-6].
Additional, new knowledge about nodular cast iron incl.
ADI fatigue lifetime are therefore very important from
the point of reliability and safety of used materials. In
this paper there are presented original fatigue test
results, fatigue lifetime in the ultra-high-cycle region,
for nodular cast iron and Austempered Ductile Iron
(ADI) which were obtained at high-frequency testing.
Material and testing procedure
The unalloyed cast iron with chemical composition (in
weight %) tensile strength R
m
and microstructure
(pearlite-ferrite), Tab. 1, Fig. 1 was used as a basic
experimental material for the study. This nodular cast
iron was heat-treated with different austenitization and
isothermal transformation procedure in AS 140 salt
bath. The aim was to obtain the ADI (Austempered
Ductile Iron) with different microstructures
respectively tensile strength R
m
(Tab. 1). The
microstructures of ADI after heat-treatment were
characterized by upper or lower bainite, retained
austenite and graphite, Fig. 1. For the study were
selected experimental physical metallurgy
methods-quantitative chemical analysis (chemical
composition), metalography analysis (microstructures),
tensile test (tensile strength R
m
), S.E.M.
(fractography) and high-frequency fatigue tests
(fatigue lifetime). High-frequency fatigue tests (HFFT)
were carried out with using an ultrasonic
testing apparatus KAUP-ZU [2-3, 7-8] for
high-frequency sinusoidal cyclic push-pull loading
(working frequency f 20 kHz, temperature T = 20
10 C, load ratio R = -1, forced specimens cooling with
distilled water with anticorrosive inhibitor). Smooth
4-mm-dia round bar specimens polished in the working
area by metalography procedures were used (12 to 15
specimens for each testing programme). The fatigue
lifetime, stress amplitude vs. number of cycles to failure,
was investigated in the region from N 5.10
6
cycles to
N 2,5.10
10
cycles of loading.
Results and discussion
The obtained results, chemical compositions, tensile
strength R
m
, microstructures, fractography, fatigue
lifetime incl. fatigue limit vs. tensile strength R
m
and
fatigue ratio vs. tensile strength R
m
dependence
(referred to N = 10
8
, 10
9
and 10
10
cycles of loading)
are shown in Tab. 1 resp. in Fig. 1 Fig. 3. Generally,
with regard on the results, see Fig. 1, Fig. 2, Fig. 3 we
can say, that fatigue properties of nodular cast iron
incl. ADI decreasing in the whole investigated
number of cycles loading region. The applied of stress
Tab. 1.
Chemical composition, heat-treatment
and mechanical properties, nodular cast
iron ( ) and ADI ( )
C Mn Si P S Cu Ni Mo
3.57 0.97 2.72 0.05 0.022 0.93 0.74 0.037
sign.
heat treatment
austenitization * isothermal
transformation
R
m
[MPa]
- 722
910 C, 30 min * 380 C, 60 min 1040
920 C, 30 min * 320 C, 90 min 1159
920 C, 30 min * 250 C, 240 min 1551
22nd DANUBIA-ADRIA Symposium
on Experimental Methods in Solid Mechanics
September 28 - October 1, 2005
MONTICELLI TERME / PARMA - ITALY
amplitude decreasing with the number of cycles
increasing, Fig. 1. These specific behaviour of the
bainite structures is possible explain with the some
factors effect, e.g. content of retained austenite in
matrix, plastic properties of matrix, retained austenite
transformation to martensite during cycles loading, size
of critical defects for fatigue crack initiation, fatigue
cracks growth mechanisms, and fatigue crack growth
rate and K
ath
... [2, 6, 9-11]. These factors have
different of intensity effect with regard on the level of
transformation temperature and length of isothermal
transformation dwell.
The fatigue limit, fatigue ratio (referred to N = 10
8
, 10
9
and 10
10
cycles of loading) decreasing with tensile
strength increasing, Fig. 2, Fig. 3. The tensile strength
increasing is not accompanied with correspond of
fatigue properties increasing. The suitable fatigue
properties we can observe in the upper bainite
structures with lower tensile strength with compare of
lower bainite structures. These facts are with a good
agreement with the works carried out at low-frequency
fatigue testing and in the region to N = 10
7
cycles of
loading [2, 6, 9].
Conclusions
The fatigue lifetime of nodular cast iron incl. ADI
increases with decreasing stress amplitude
continuously in the cycles of number region
(5.10
6
< N < 2,5.10
10
cycles).
The fatigue properties of ADI strongly depends on
transformation conditions, e.g. temperature and the
length of isothermal transformation dwell.
Acknowledgement
This research has been supported by Scientific Grant Agency
of Ministry of Education of Slovak Republic and Slovak
Academy of Sciences, grant No. 1/1077/04 and is also in the
frame of the Joint IT/SK S-T Cooperation Programme Project
No. 6NT/SK10 and by the founding from the state program of
research and development - New materials and technologies in
the construction of machines and equipment, thematic state
program The Development of Personality and Talent of
Young Employees and Doctorates of Research and
Development under 35 years. This support is gratefully
acknowledged.
References
[1] Mayer H., Stanzl-Tschegg V.: Proc. 2
nd
Int. Conf. Fatigue
in the Very High Cycle Regime, Vienna, A, 2001.
[2] Vchet S., Kohout J., Bokvka O.: navov vlastnosti
tvrn litiny, EDIS U ilina, SK, 2001.
[3] Bokvka O., Nicoletto G., Kunz L., Palek P., Chalupov
M.: Low and High-frequency Fatigue Testing, EDIS U
ilina, SK, 2002.
[4] Dorazil E.: High Strength Austempere Ductile Cast Iron,
Academia and Horwood, Praha and Chichester, 1991.
[5] Macko P., Bokvka O.: Materilov ininierstvo, 16, 6,
SK, 1999, s. 22-32.
[6] Vchet S.: PhD thesis, VUT-FS-KNoM, Brno, CZ, 1989.
[7] Pukr A.: Vysokofrekvenn nava materilov, EDIS
U ilina, SK, 1997.
[8] Pukr A., Bokvka O., Nicoletto G., Palek P.: Berichte
und Informationen, No. 1/97, D, 1997, p. 63.
[9] Vchet S., vejcar J., Dorazil F.: In. Proc. JSME-MMD
Kitakyushu, Japan, p. 249.
[10] Vchet S.: Mechanika 52, No. 217, Opole, PL, 1996, p.
139.
[11] Nov F., Kopas P., Bokvka O., Chalupov M.:
Materilov ininierstvo, 3, 10, SK, 2003, s. 191.
0
100
200
300
400
500
600
1,00E+06 1,00E+07 1,00E+08 1,00E+09 1,00E+10 1,00E+11
Number of cycles to failure (N)
S
t
r
e
s
s
a
m
p
l
i
t
u
d
e
(
M
P
a
)
As Cast, Rm = 722 MPa
Upper bainite, Rm = 1040 MPa
Lower bainite, Rm = 1159 MPa
Lower bainite, Rm = 1551 MPa
Fig. 1. Fatigue lifetime, nodular cast iron and
ADI, HFFT
0
0,1
0,2
0,3
0,4
0,5
0,6
600 800 1000 1200 1400 1600
F
a
t
i
g
u
e
r
a
t
i
o
,
c
/
R
m
1,00E+08
1,00E+09
1,00E+10
Fig. 2. Fatigue limit vs. tensile strength,
nodular cast iron and ADI, HFFT
0
50
100
150
200
250
300
350
400
450
600 800 1000 1200 1400 1600
Tensile strength, MPa
1,00E+08
1,00E+09
1,00E+10
Fig. 3. Fatigue ratio vs. tensile strength,
nodular cast iron and ADI, HFFT
1
Nodulizing and Inoculation Approaches
for Year 2000 and Beyond - Part 1
by
Dr. R. L. (Rod) Naro
ASI International, Ltd. J uly 30, 2001
Original Paper presented J une 15, 2000
DIS Meeting, Wichita, Kansas
Abstract: Nodu-Bloc, a new iron-magnesium briquette, offers ductile iron foundries a powerful
alloy that can be used to replace traditional magnesium ferrosilicon (MgFeSi) as well as other
magnesium containing master-alloys. Controlled laboratory tests show that Nodu-Bloc can replace
up to 50 weight percent of MgFeSi. Field trials with Nodu-Bloc confirm these results and show
that Nodu-Bloc replacement of MgFeSi can provide significant cost savings. Foundries converting
to Nodu-Bloc will experience reduced melting costs because less MgFeSi is consumed, less steel
and pig iron is required in the charge and far greater levels of foundry returns can be utilized.
Foundries can easily save up to $10 or more per ton on molten ductile iron processing costs by
incorporating Nodu-Bloc technology.
Introduction: Since the commercialization of ductile iron in 1948, foundries have used numerous
methods to introduce magnesium into molten cast iron. Figure 1 lists some of the approaches and
techniques used over the years. Although some of these processes gained a brief following, and
some have even been used successfully, most have fallen out of favor because of numerous
shortcomings. Today, the majority of ductile iron castings made throughout the world are produced
using ladle-metallurgy practices with MgFeSi alloys. It is estimated that MgFeSi alloys are used in
65 percent of all ductile irons produced worldwide. In the United States, MgFeSi alloys account
for an estimated 75 percent of ductile iron production. The remaining ductile iron production is
made using either the magnesium-converter process or magnesium containing wire injection.
During the first decade of the new millennium, ductile iron production is forecast to surpass U.S.
gray iron production, with shipments exceeding 5 million net tons by 2006
(1)
. The supply of
domestically produced MgFeSi becomes important in assessing whether this important raw
material will be available in sufficient quantities to sustain the forecasted growth.
With the International Trade Commission 1999 ruling to rescind dumping duties on ferrosilicon
alloys, foreign-produced ferrosilicon alloys have flooded the market, setting near-record low prices
and pushing domestic producers out of the market. See Figure 2. J ust last year, American Alloys,
a producer of MgFeSi as well as ferrosilicon, was forced into bankruptcy and has closed. Figure 2
shows the average production costs of 33 ferrosilicon producers taken from a recent survey
conducted by the Commodities Research Unit, a British economic research firm.
At the present time, all five remaining U.S. ferrosilicon producers are operating at a profit loss.
Their combined, before tax operating income for the last four years is summarized in Table 1.
(2)
2
The U.S. producers provided this information at ITC hearings in an unsuccessful attempt to restore
dumping duties on ferrosilicon-based products. In addition to increased competition from foreign
firms, the slowing economy and rising energy costs have worsened the plight of domestic
producers. Consequently, some haven't found continued operations to be financially worthwhile.
If, indeed, the supply of domestically manufactured MgFeSi is reduced or curtailed because of
plant closures, alternate nodulizing approaches may be necessary to sustain the projected growth of
ductile iron.
Economics of Ferroalloy Production: The U.S. ferroalloy industry was a major market force up
until the early 1980s. Figure 3 shows U.S. production of ferrosilicon alloys compared with imports
for the time frame 1969 to the present. The decline in production can be linked to several factors.
Because of electricity-rate increases, pollution-control costs and strong competition from foreign
ferrosilicon producers, several domestic producers have gone bankrupt, have closed plants or
reduced manufacturing output. Table 2 shows the decline in installed furnace capacity to
manufacture ferrosilicon alloys during the past 20 years.
In the United States, MgFeSi production is dependent on the production of 50 percent ferrosilicon.
Fifty percent ferrosilicon is produced in a submerged-arc furnace and then alloyed with
magnesium, calcium and rare earths, also known as mischmetal. The relative cost to produce 50
percent ferrosilicon, based on a nominal 25-mil power rate ($0.025/kilowatt), is shown in Figure 4.
Electricity and raw materials represent 42.32 percent and 43.92 percent, respectively, of molten
metal cost at the furnace spout; labor accounts for a modest 8.07 percent of the cost. Major cost
reductions for producing 50 percent ferrosilicon can only be achieved by renegotiating electrical
power rates. Reducing labor costs has only a minimal effect on overall production costs.
The amount of electricity needed to produce one ton of 50 percent ferrosilicon is 4,500 kilowatts.
A single 22-megawatt submerged arc furnace using 25-mil electricity, running 24 hours per day,
uses $11,500 of electricity per day, or $4.1 million annually. However, the current
energy crunch doesnt bode well for ferrosilicon producers to have access to such low-cost
electricity in the future. In fact, during the summer of 2001, at least three plants have curtailed
production of silicon-based alloys and have sold their contracted electricity back to the power
generator.
MgFeSi is made by ladle treatment of 50 percent ferrosilicon. Magnesium ingots are plunged into
the ladle, followed by additions of calcium silicon and rare earths. The relative cost to produce
MgFeSi is shown in Figure 5. Two ingredients, magnesium ingot and related raw materials
required for 50 percent ferrosilicon production account for 70.07 percent of the molten metal cost
while electricity and labor now represent 20.65 percent and 4.14 percent, respectively.
Because electricity has such a significant effect on production costs, foreign ferroalloy producers
that have inexpensive, government-subsidized electricity, have a distinct production-cost
advantage. In the survey of ferrosilicon production costs at thirty-three Western World ferrosilicon
plants by the Commodities Research Unit, high electricity costs were cited as the reason all U.S.
ferrosilicon producers were ranked as high-cost producers. Two-thirds or twenty-four of the
3
ferrosilicon producers surveyed by CRU had lower production costs. All of these overseas
producers had significantly lower power costs.
Currently, only three producers of MgFeSi remain in the United States. Globe Metallurgical,
Calvert City Metals and Alloys (CCMA) and Keokuk Ferro-Sil produce MgFeSi as well as other
silicon-based alloys. Keokuk Ferro-Sil, Inc. just started to produce MgFeSi alloys in October 2000
while another, Globe Metallurgical in Beverly, Ohio
(3)
, the largest domestic MgFeSi producer, is
for sale. The owner, an investment-holding company, has decided that its return on investment isn't
adequate and that there isn't much hope that market conditions will improve in the near term.
Quite simply, there is an excess worldwide capacity to produce silicon-based ferroalloys. This
oversupply will continue to depress world prices in the foreseeable future. If Globe Metallurgical
is sold, and if the new owner decides to convert the plant to silicon metal production, future U.S.
supplies of MgFeSi will be jeopardized
(4)
.
Although considerable production capacity still exists in the United States to manufacture MgFeSi,
whether that capacity will be utilized for MgFeSi production remains to be seen. The various
grades of U.S. ferrosilicon production are shown in Figure 6. Its apparent that capacity exists to
convert much of the current 50 and 75 percent ferrosilicon production to MgFeSi should the need
arise. However, this premise is based on U.S. ferrosilicon producers weathering the continued
onslaught of imports and remaining in business.
U.S. ferrosilicon producers have recently (August 2000) appealed to the International Trade
Commission to re-instate dumping duties and restrictions on ferrosilicon imports, but no ruling is
expected soon. Even if a favorable ruling occurs, other non-affected ferrosilicon producing
countries would probably step into the U.S. market. Favorable currency exchange rates and a
strong dollar typically are excellent incentives for overseas producers to export ferrosilicon into the
U.S. market. Further, there doesnt appear to be any shortage of ferrosilicon producers who can
export to the U.S.
Without import restrictions, U.S. ferrosilicon production could disappear or be drastically reduced,
possibly causing U.S. ductile iron producers to be totally dependent on foreign-produced alloys. If
this occurs, the number of available grades and sizes of MgFeSi may be limited. Because ocean
transportation is used to ship foreign produced MgFeSi to the United States, it is unlikely that
multiple grades and sizes would be available because of the logistics problems associated with
ocean transportation. Only one or two grades of the most commonly used alloy chemistries, of one
specific size, would most likely be available.
MgFeSi Replacement: To meet the growing demand for ductile iron and to circumvent potential
reliance on foreign-produced MgFeSi, progressive foundries need to explore alternate nodulizing
methods. Nodulizing processes that utilize pure magnesium have attracted more attention in recent
years. Eliminating or reducing the amount of silicon based nodulizers has a number of benefits for
ductile iron producers. Silicon is often an unwanted element and at many foundries, control of
silicon levels is an economic and technical challenge. High silicon levels typically are the result of
one or more of the following: over-treatment with MgFeSi alloys, improper ladle design, treatment
method, treatment temperature and base sulfur level.
4
ASI International, Ltd. has developed a new generation of iron-magnesium alloys (Nodu-Bloc) that
address potential MgFeSi shortages and as well as provide improved ductile iron silicon control.
These new iron-magnesium alloys can reduce or even completely eliminate dependence on MgFeSi
alloys. The iron-magnesium alloys provide all the cost advantages of pure magnesium processes
along with the ease and forgiving nature of ladle-treatment production techniques. More
importantly, by using these low silicon alloys, higher levels of foundry returns can be used in the
furnace charge make-up, resulting in significantly reduced melting costs.
Nodu-Bloc iron-magnesium alloys are manufactured using well-developed powder-metallurgy
techniques. Pure magnesium, high-purity iron powder and other additives are carefully blended
and compacted under extremely high pressure. Since a furnace smelting process isn't employed,
magnesium levels can consistently be controlled in the range of +/- 0.05 percent. In addition,
controlled amounts of calcium, barium, rare earths and copper can easily be incorporated into the
briquettes for those applications requiring special chemistries.
Popular Nodu-Bloc iron-magnesium alloy chemistries are listed below:
Nodu-Bloc Grade 11 - 11% Mg, 0.7% Ca, 0.7% Ba, 3.0% Si, 0.7% C, Balance - Iron
Nodu-Bloc Grade 15 - 15% Mg, 3.0% Ca, 6.0% Si, 2.0% C, Balance - Iron
Nodu-Bloc Grade 20 - 20% Mg, 5.5% Ca, 13.0% Si, 2.0% C, Balance - Iron
Nodu-Bloc briquettes have an almond shape and measure 1.25 inch by 1.0 inch by 1/2 inch, each
having a volume of approximately 5 cubic centimeters (see Figure 7). Recently, a somewhat larger
pressed disc measuring 4.75 inches in diameter and 1.25 inch thick (350 cc's) and containing either
11 percent or 15 percent magnesium has been developed. A schematic of two discs covering
MgFeSi in a ladle bottom is shown in Figure 8. The Nodu-Discs have a similar formulation to the
smaller briquettes and can be used as a "reactive cover" material for either iron-magnesium tablets
or standard MgFeSi. The consistent weight of the discs may be advantageous in some applications
where weighing charge additions might prove cumbersome. The shape of the pressed disc also
provides a more favorable surface area-to-volume ratio, which reduces reactivity in molten iron.
A comparison of Nodu-Bloc iron-magnesium briquettes with 5 percent MgFeSi is shown in
Table 3. The density of Nodu-Bloc iron-magnesium briquettes, for a given magnesium level, is
considerably higher than MgFeSi. However, as with MgFeSi, alloy floatation, especially with the
20 percent Nodu-Bloc product, may be a problem. Silicon deficiencies can simply be corrected by
adding additional returns to the charge. In many cases, improved foundry return utilization can
result in significantly reduced melting costs.
Although silicon control is necessary in producing high quality ductile iron, many ductile iron
foundries are reluctant to add sufficient returns to their furnace charges for fear of high silicon.
Sometimes, these returns are simply sold to scrap dealers at a significant loss. Utilizing these
returns, in conjunction with Nodu-Bloc replacement of MgFeSi, allows more flexibility in post-
inoculation. Higher addition rates of post-inoculants for improved structure and carbide reduction
can now be made while maintaining nominal silicon levels. Higher-base silicon levels from
improved return utilization will significantly improve refractory live. Lastly, by lowering silicon
levels and precisely controlling these levels, foundries will have improved control over mechanical
properties such as charpy impacts.
5
Experimental Laboratory Testing and Development: To investigate the effects of various levels
of Nodu-Bloc substitution for MgFeSi, several experimental ductile irons heats were prepared.
Three levels of Nodu-Bloc substitution (15%, 30% and 50%) were evaluated as partial replacement
for a nominal 6 percent MgFeSi alloy. The effects of Nodu-Bloc substitution on slag and fume
formation, magnesium recovery, sulfur removal and final microstructure were evaluated during this
laboratory-testing phase
(5)
.
Heats of ductile-base iron were prepared in a 2,500 pound induction furnace with the base iron
charge shown below:
220 kilograms (485 pounds) pig iron (Sorel grade)
330 kilograms (727.5 pounds) ductile iron returns
550 kilograms (1212.5 pounds) steel scrap
25 kilograms recarburizer (55.1 pounds) (crushed electrode grade, 99.9% C, 0.05% S)
8 kilograms (17.63 pounds) 75% Ferrosilicon
Experimental ductile iron treatments were poured into a conventional, 300 kilogram (660 pound)
tundish ladle. Two base iron sulfur levels were used, 0.013 percent and 0.033 percent. Treatment
temperatures were 1,500
o
C (2,732
o
F), and tundish ladle filling times were 40 seconds. The
tundish ladle had a removable lid and a sandwich divider wall in the ladle bottom. The nominal
height to diameter ratio of the ladle was 2.5-to-1. Nodu-Bloc briquettes containing 21 percent
magnesium were used for the trials along with a 5.9 percent magnesium containing ferrosilicon
containing 1.0 percent total rare earths. The Nodu-Bloc briquettes were first charged into the ladle.
The appropriate amount of MgFeSi was then added as a cover. Finally, 2 kilograms (4.4 pounds)
of calcium-bearing 75 percent ferrosilicon was also used as a sandwich cover. Post-inoculation
was accomplished using a 0.30 percent barium-containing ferrosilicon as a stream inoculant in a 68
kilogram (150 pound) transfer ladle.
Results for the 0.013% sulfur base iron tests are shown in Table 4. The 15% and 30% Nodu-Bloc
replacement levels showed no significant change or reduction in magnesium recovery. However,
magnesium recovery for the 50 percent replacement level declined somewhat. The relatively
lengthy treatment ladle filling time may have accounted for this reduced recovery.
It was noted during testing that more surface dross was observed at the highest Nodu-Bloc
replacement level of 50 percent. It was also noted was that with increasing Nodu-Bloc replacement
level, treatment reaction intensity increased. Although more flashing and flaring were observed,
the overall reaction is best described as being "brighter," not more violent. Since a tundish ladle
was used, the increased reactivity would not be regarded as a problem in a normal tundish
operation. However, with open sandwich ladles, the increased reactivity of 21 percent magnesium
Nodu-Bloc could result in some risk of metal splashing. Although not laboratory tested, the 11 and
15 percent grades of Nodu-Bloc would provide reduced reactivity.
Test results for the higher 0.033% sulfur base iron are shown in Table 5. For these heats, 0.8 kg
(1.76 lbs) of iron pyrites was added to the furnace. The 30% Nodu-Bloc replacement levels
showed no change in magnesium recovery. However, magnesium recovery for the 50 percent
replacement level declined somewhat. Nodu-Bloc replacement at both the 30% and 50% levels
6
seemed to be much more effective in removing sulfur than 100% MgFeSi additions. Typically,
with a 2.5 percent MgFeSi addition to a high (0.033 percent sulfur) base iron, final sulfur levels
typically are above 0.02 percent. In these experiments, the addition of 2.5 percent MgFeSi
decreased the base sulfur content from 0.033 percent to 0.023 percent. The 30 percent and 50
percent Nodu-Bloc replacement treatments reduced the final sulfur levels to 0.017 percent and
0.019 percent. These results tend to indicate that Nodu-Bloc has a somewhat more powerful
capability to desulfurize a high sulfur base iron compared with just MgFeSi. In more practical
terms, foundries running high base sulfur levels would benefit from using Nodu-Bloc since
nodulizing and desulfurization can both be accomplished without any increase in silicon level.
Microstructural results for the series of experimental treatments are summarized in Table 6. The
microstructures of all 25 mm section test bars poured with the 0.013% sulfur base iron were all
normal and contained nodule counts ranging from 184 to 237/mm
2
. Pearlite content was measured
between 60 to 70 percent for all samples. No differences in nodule count or nodularity were noted
even at the highest Nodu-Bloc replacement level. In fact, the 50 percent Nodu-Bloc replacement
showed the highest nodule count (237 N/ mm
2
) and best nodularity even though magnesium
recoveries were somewhat reduced. Similar microstructural results were observed with the 0.033%
sulfur base iron samples; nodule counts ranged from 164 to 178 N/ mm
2
.
One of the subtler laboratory observations was reduced temperature loss when Nodu-Bloc was
used. For example, at a 30 percent Nodu-Bloc replacement of MgFeSi, the nominal reduction in
total alloy addition rate is 0.30 weight percent. Reducing additions of nodulizing alloys results in
less temperature loss from the heating and melting of alloy additions. The heat conservation
resulting from 0.30 percent less MgFeSi is estimated to be in the range of 20
o
C to 30
o
C (36
o
F to
54
o
F). Higher levels of Nodu-Bloc replacement would undoubtedly result in additional
temperature conservation.
Production Results: To date, several foundries have substituted Nodu-Bloc for MgFeSi as an
integral part of their daily production while many others are in the process of evaluating Nodu-
Bloc. The production experience of three vastly different ductile iron foundries, each of which had
different needs, is discussed in detail in this section.
Foundry A is a medium-sized, high-production foundry producing ductile iron parts for the
automotive and truck industries. Daily production capacity is 280 tons. Although Foundry A has a
casting yield which ranges from 45 percent to 55 percent, they generate more returns, in the form of
gates, risers and pouring basins, than they can remelt. They needed an economical way to increase
returns utilization without the accompanying increase in silicon levels. To accomplish these goals,
an economical, low-silicon nodulizer needed to be found. Nodu-Bloc 15 met these goals.
Foundry A utilizes three 10-ton induction furnaces for melting. A 2,000 pound capacity open ladle
with a height-to-diameter ratio of 2.5-to-1 is used for ductile iron treatments. Extensive tests with
Nodu-Bloc iron-magnesium briquettes containing 15 percent magnesium were conducted. It was
found that a 25 percent Nodu-Bloc replacement, based on total magnesium, allowed the foundry to
use an additional 400 pounds of returns per furnace charge and reduce steel scrap levels by an
equivalent 400 lbs.
7
Nodulizing is accomplished using the sandwich technique. The appropriate amount of MgFeSi is
weighed and placed in a charging container. Next, the Nodu-Bloc iron-magnesium briquettes are
place over the MgFeSi. The charge container is then dumped into a pocket in a completely empty,
heated ladle. Foundry grade 75% ferrosilicon is then added to the pocket as additional cover
material, followed by twelve pounds of cover steel. Residual magnesium levels ranged from 0.035
percent to 0.040 percent.
Table 7 shows a comparison of the furnace charge makeup as well as levels of nodulizers
employed prior to and after incorporation of Nodu-Bloc. Little-to-no difference in magnesium flare
or reactivity was noted by operating personnel when Node-Bloc was used. The favorable height to
diameter dimensions of the sandwich ladle most likely accounted for the modest reaction.
The 25 percent magnesium Nodu-Bloc replacement provided identical microstructural results
compared to nodulizing with 100 percent MgFeSi. Nodule count, nodularity and matrix structures
remained unchanged. Average nodule count is 275 with an average nodularity rating of 95 percent.
Average casting section size is five-eighths of an inch with section sizes ranging between a quarter
inch to two inches.
The foundry has realized significant cost savings by utilizing 11.21 percent more returns in the
charge make-up. Production costs have been reduced by $7.45 per net ton. The level of daily
savings achieved by using a combination of Nodu-Bloc, reduced levels of MgFeSi and increased
foundry returns in the furnace charge is $1,489 daily. Annually, these savings approach $375,000.
It should be noted that the level of savings is largely dependent on how the foundry values its
returns. In this example, the foundry placed a value of $90.00 per ton on its returns. Thus, with
these types of savings, Nodu-Bloc iron-magnesium briquettes have now been incorporated into
daily production. Trials have been run with Nodu-Discs and have produced encouraging results.
Additional trials with the discs are scheduled for in the near future.
Foundry B is a much smaller jobbing foundry producing a variety of ductile iron castings. Daily
production is about 25 tons. Because of the jobbing nature of their business, optimizing casting
yield becomes difficult due to the fluctuating nature of their production schedule. Foundry B melts
with two 4,000-pound induction furnaces.
Twenty percent magnesium containing Nodu-Bloc briquettes were evaluated as a replacement for
6% percent MgFeSi for cost-reduction purposes. Foundry B also had a silicon problem and could
not utilize all of the returns generated. It was often forced to liquidate excess returns by selling
them to the local scrap yard. This practice had an adverse effect on their balance sheet since it
involved a significant write-down of assets.
Nodulizing is accomplished in a 750-pound tundish ladle having a height-to-diameter ratio of
2-to-1. MgFeSi is first weighed into a charging container. Then Nodu-Bloc 20% iron-magnesium
briquettes are place over the MgFeSi. The charge container is then dumped into the completely
empty, heated tundish ladle. Foundry-grade 75% ferrosilicon is then placed over the nodulizers.
Finally, 22 pounds of cover steel is added to the ladle.
8
Table 8 shows the furnace charge makeup as well as levels of nodulizers employed by Foundry B
both prior to and after incorporation of Nodu-Bloc. During the foundry trials, no appreciable
difference in magnesium flare or reactivity occurred during the nodulizing operation.
The 46 percent magnesium Nodu-Bloc replacement provided identical microstructural results
compared with nodulizing with 100 percent MgFeSi. This small foundry has realized significant
cost savings by utilizing 10 percent more returns in the charge make-up. Ductile iron production
costs have been reduced by $10.00 per net ton. The level of daily savings achieved by using a
combination of Nodu-Bloc, reduced levels of MgFeSi and increased foundry returns in the furnace
charge is $295 daily. On an annual basis, these savings approached $75,000, which pleased
foundry management. Needless to say, Nodu-Bloc iron magnesium briquettes have now been
incorporated into daily production.
Foundry C is also a small, jobbing foundry producing mostly ductile iron castings along with gray
iron castings. The foundry uses two one-ton induction furnaces for melting. Foundry Cs prime
objective was to reduce ductile iron production costs by eliminating costly nodular grade pig iron
and replacing it with its own foundry returns. This foundry, not unlike many other small foundries,
tends to over treat their ductile iron with MgFeSi and, consequently, is always battling a silicon
problem. The reasons for over treatment include MgFeSi is used for desulfurization since base iron
sulfurs approach 0.02 percent, non-ideal treatment ladle dimensions, and lengthy ladle filling times
due to the tilting mechanism on the induction furnaces.
Nodulizing is accomplished in a 2,000-pound open ladle using the sandwich process. The height to
diameter ratio of the ladle is only 1.25-to-1. The treatment is completely empty and pre-heated.
Nodu-Bloc 15% briquettes are added to the ladle first, then MgFeSi is placed over the iron-
magnesium briquettes, and finally, one 3-pound Nodu-Disc is added as cover. Lastly, 22 pounds of
foundry grade 75% ferrosilicon is placed over the nodulizers for cover.
Table 9 shows the furnace charge makeup as well as levels of nodulizers employed by Foundry C
both prior to and after incorporation of Nodu-Bloc. During the foundry trials, only minor
differences in magnesium flare and reactivity occurred during the nodulizing operation. However,
some metal splashing has occurred on an infrequent basis, mainly due to the shallow depth of the
treatment ladle. Residual magnesium levels continued to be in the range of 0.05 to 0.055 percent.
The 57 percent magnesium Nodu-Bloc replacement provided identical microstructural results
compared with nodulizing with 100 percent MgFeSi. This small foundry has realized significant
cost savings by completely eliminating over 1,000 pounds of nodular pig iron from its charge
make-up. Production costs have been reduced by $33.49 per net ton. The level of daily savings
achieved by using a combination of Nodu-Bloc, reduced levels of MgFeSi and increased foundry
returns in the furnace charge is $502 daily. On an annualized basis, these savings are in excess of
$126,500. As with Foundries A and B, Nodu-Bloc iron-magnesium briquettes and discs have now
been incorporated into daily production.
Discussion: Laboratory testing of Nodu-Bloc replacement for MgFeSi confirmed that it is a viable
replacement for MgFeSi alloys up to 30% substitution. Magnesium recovery and microstructure
evaluations showed that Nodu-Bloc replacement was identical to 100% MgFeSi treatment. At
9
higher replacement levels, the nodulizing reaction was more vigorous and some reduction in
magnesium recovery occurred. However, microstructures were identical or slightly better than the
lower 30% substitution level. The laboratory findings also suggest that Nodu-Bloc is a more potent
desulfurizer that MgFeSi, particularly when base iron sulfur levels are 0.025 percent and higher.
Although the laboratory trials utilized the most potent form of Nodu-Bloc, (21 percent magnesium
content), the 11 percent and 15 percent grades would show reduced reactivity.
The summary of production results at three different foundries mostly confirmed the laboratory
findings. Two of the three foundries used a higher replacement level than 30 percent level and
continued to produce high-quality ductile iron castings with excellent microstructures. The three
case history foundries all were able to increase their use of ductile iron returns in their charges.
The savings levels achieved ranged from $7.50 per ton to over $30.00 per ton. It should be noted
that the savings level calculations greatly depends on what value the foundry places on its ductile
iron returns.
Nodu-Bloc replacement of MgFeSi allows foundries to continue to use time-proven ladle
metallurgy practices while also realizing the cost savings of pure magnesium processes. All of this
is achieved without the need for costly wire feeding equipment and alloys or installation of a
converter. Additionally, should supplies of U.S. produced MgFeSi be reduced due to producer
plant closings, Nodu-Bloc replacement of MgFeSi is one method to stretch supplies. Additional
research work continues to strive for methods that will allow even greater replacement levels of
MgFeSi.
Conclusions:
1.) Extensive laboratory testing of Nodu-Bloc 21% iron-magnesium briquettes has shown that up to
30 percent replacement of MgFeSi could be accomplished. Good and comparable magnesium
recovery and microstructures were obtained from substituting 1.5 weight percent addition rates of
MgFeSi with 1.0 weight percent MgFeSi and 0.10 weight percent Nodu-Bloc. Higher addition
rates may result in increased reactivity, possible metal splashing and reduced recoveries, but these
are dependent on ladle design and other foundry variables.
2.) Nodu-Bloc is a very attractive product for silicon control in ductile iron production, since the
iron-magnesium briquettes will introduce only trace contributions of silicon to the final castings.
This may be of great advantage to foundries producing ferritic ductile iron with requirements for
impact resistance where final silicons of 2.5 percent are often necessary to avoid brittleness.
3.) Production results from three different foundries, showed that Nodu-Bloc replacement of
MgFeSi of up to 50 percent was feasible.
4.) Nodu-Bloc iron-magnesium briquettes appear to be provide greater efficiency in desulfurization
than MgFeSi in medium sulfur base irons (0.02 to 0.05 percent). In such cases, Nodu-Bloc may be
an attractive alternative to competitive treatment processes such as converter and cored wire. The
mixture Nodu-Bloc and MgFeSi will still provide the most best advantages of MgFeSi versus pure
magnesium when it comes to facilitating good nucleation response of the treated metal.
10
Part II of this paper will address new advances in post-inoculation practices of ductile iron using
newly developed inoculants that contain a significant amount of oxy-sulfide forming elements.
References:
1.) Modern Castings, J anuary 2000
2.) Ryans Notes, April 12, 1999
3.) Ryan's Notes, March 19, 2001
4.) Ryans Notes, J uly 30, 2001
5.) T. Skland, Elkem Research Laboratory, Norway
Figures 1 through 6 are Powerpoint v. 2000
Figure 1: Ductile Iron Treatment Processes 50 Years of Innovation
Figure 2: U.S. Ferrosilicon Production vs. Imports
Figure 3. 75% Ferrosilicon Average Yearly Price vs. Production Cost
Figure 4. 50% Ferrosilicon Cost Components
Figure 5. Magnesium Ferrosilicon Cost Components
Figure 6. U.S. Production of Ferrosilicon Alloys
Figure 7: Photograph of Nodu-Bloc iron-magnesium briquettes.
Figure 8. Illustration of Nodu-Disc iron-magnesium discs covering magnesium
ferrosilicon.
11
Table 1. Plight of the U.S. Ferrosilicon Industry
U.S. FeSi Producer Statistics
(International Trade Commission Questionnaire Responses)
2000 est. 1999 est. 1998 actual 1997 actual
Shipments 180,000 180,000 186,497 189,755
(Metric tons of contained silicon for both 50% and 75% Ferrosilicon)
75% FeSi Prices $0.3483* $0.3991 $0.4281 $0.4765
(Price per lb. of contained silicon)
Operating Income ($30.7) ($10.6) ($2.8) $15.4
(Loss) in Millions
Average 75% FeSi for Year 2000
Table 2. U.S. FeSi Producer Statistics
Ferrosilicon Production - 20 years of contraction
1980 2000 + / - %
Ferrosilicon Producers 7 5
No. of Furnaces 39 9 (77%)
Installed KVA Capacity 804 224 (72%)
Production (Metric Tons) 585,551 408,000 (30.3%)
Table 3. Comparison of Nodu-Bloc Iron-magnesium
Briquettes to MgFeSi
Iron-magnesium
MgFeSi Briquettes
Melting Temperature 2,350 to 2,450
o
F <2,050
o
F
Size (typical) 1 in. x 1/4 in. 1.25 x 1.0 x .5 in
Magnesium % 3.5% to 11% 11%, 15% and 20%
Density 5.5% grade 4.05 grams/cc
11% grade 3.50 grams/cc 4.55 grams/cc
15% grade 4.1 grams/cc
20% grade 3.3 grams/cc
Reactivity in Open Ladle Moderate Moderate & "brighter"
Alloy chemistry control Fair Excellent
capability
12
Table 4. Research Laboratory Test Results
0.013% Sulfur Base-Iron
Mg Substitution % Mg % Sulfur Recovery
Tap No. Level
#1 - 1.5% Addition 0% - Base 0.042 0.010 48.70%
or 9.9 lbs MgFeSi
#2 - 8.36 lbs MgFeSi & 15% 0.044 0.009 53%
.44 lbs Nodu-Bloc
#3 7.04 lbs MgFeSi & 30% 0.038 0.007 49%
.88 lbs Nodu-Bloc
#4 - 4.84 lbs MgFeSi & 50% 0.031% 0.008 40%
1.43 lbs Nodu-Bloc
Notes:
1.) Magnesium FeSi alloy 5.9% Mg, Nodu-Bloc 21% Mg
2.) 300 kg Tundish Ladle, Base Sulfur Level - 0.013%
3.) Treatment Temperature - 1,500
o
C (2,732
o
F), Tundish filling time - 45 sec.
4.) Post-inoculation - 0.30% Ba containing 75% FeSi stream inoculation into transfer ladle
Magnesium Recovery calculations based on the formula:
% Mg recovered = (%) Mg residual +base iron sulfur reduction x 100% (%)
% Mg addition
Table 5. Research Laboratory Test Results
0.033% Sulfur Base-Iron
Mg Substitution % Mg % Sulfur Recovery
Tap No. Level
#1 - 2.5% Addition 0% - Base 0.056 0.0235 44%
or 16.5 lbs MgFeSi
#2 10.67 lbs MgFeSi & 30% 0.055 0.017 47%
1.474 lbs Nodu-Bloc
#3 8.25 lbs MgFeSi & 50% 0.039 0.019 35%
2.36 lbs Nodu-Bloc
Notes: 1.) MgFeSi alloy 5.9% Mg, Nodu-Bloc 21% Mg
2.) 300 kg Tundish Ladle, Base Sulfur Level - 0.033%
3.) Treatment Temperature - 1,500
o
C (2,732
o
F), Tundish filling time - 45 sec.
4.) Post-inoculation - 0.30% Ba containing 75% FeSi stream inoculation into transfer ladle
5.) Magnesium Recovery calculations based on the formula:
% Mg recovered =(%) Mg residual +base iron sulfur reduction x 100% (%)
% Mg addition
13
Table 6. Research Laboratory Microstructure Results
0.013% Sulfur Base-Iron 25 mm Section Size
Nodu-Bloc
Substitution Level 0% 15% 30% 50%
Nodule Count (mm
2
) 184 188 201 237
Nodularity % 85% 86% 89% 89%
Ferrite Content % 41 42 42 46
Pearlite % 59 58 58 54
Shape Factor 0.80 0.80 0.81 0.81
Mean Diameter 21.0 21.3 21.2 19.5
(in microns)
Notes:
1.) Test casting section size - 25 mm
Table 7: Production Experience of Foundry A using 15% Nodu-Bloc
Iron-magnesium Briquettes
Original Charge Nodu-Bloc Modified Charge
Foundry Returns 2,100 lbs 2,500 lbs
Steel scrap 1,500 lbs 1,100 lbs
Carbon 55 lbs 40 lbs
Silicon Carbide 4 lbs 4 lbs
MgFeSi 27 lbs 21 lbs
Nodu-Bloc 15% 0 lbs 2.9 lbs
75% Foundry FeSi 11 lbs 11 lbs
Cover Steel 11 lbs 11 lbs
Final Chemisty
% Carbon 3.70% - 3.85% 3.70% - 3.85%
% Silicon 2.60% - 2.70% 2.60% - 2.70%
% Sulfur 0.007% - 0.009% 0.007% - 0.009%
% Magnesium 0.030 - 0.040% 0.03 - 0.040%
Nodule Count (mm
2
) 275 275
Nodularity 95% 95%
Carbides None None
Notes:
1.) 1,900 lb. open ladle, sandwich treatment method
14
Table 8: Production Experience of Foundry B using 20% Nodu-Bloc
Iron-magnesium Briquettes
Original Charge Nodu-Bloc Modified Charge
Foundry Returns 750 lbs 900 lbs
Steel scrap 750 lbs 600 lbs
Carbon 28 lbs 23 lbs
Silicon Carbide 5 lbs 5 lbs
MgFeSi 12 lbs 6.5 lbs
Nodu-Bloc 20% 0 lbs 2.1 lbs
Proprietary Inoculant 3.25 lbs
75% Foundry FeSi ---- 3.75 lbs
Cover Steel 22 lbs 22 lbs
Final Chemistry
% Carbon 3.60% - 3.75% 3.60% - 3.75%
% Silicon 2.50% - 2.65% 2.50% - 2.65%
% Sulfur 0.0075% 0.0075%
% Magnesium 0.035 - 0.045% 0.035 - 0.045%
Nodule Count (mm
2
) 225 250
Nodularity 95% 98%
Carbides None None
Notes:
1.) 750 lb. tundish treatment ladle
Table 9: Production Experience of Foundry C using 15% Nodu-Bloc
Iron-magnesium Briquettes
Original Charge Nodu-Bloc Modified Charge
Foundry Returns 0 lbs 1,000 lbs
Steel scrap 200 lbs 200 lbs
Nodular Pig Iron 1,800 lbs 800 lbs
Carbon 2 lbs 6 lbs
75% FeSi lumps 16 lbs 0 lbs
MgFeSi 49 lbs 21 lbs
Nodu-Bloc 15% 0 lbs 8 lbs
Nodu-Disc 15% 0 lbs 3 lbs
75% Foundry FeSi 20 lbs 20 lbs
Notes:
1.) Base iron sulfur level 0.025%
15
16
Figure 7. Photograph of Nodu-Bloc iron-magnesium briquettes magnification 1.25x
Figure 8. Illustrations of Nodu-Disc iron magnesium nodulizing discs covering magnesium
ferrosilison. Magnification 0.5x
Some Studies of Nodular Graphite Cast Iron*
By Mitsutake ISOBE and Akio CHIDA
The Research Institute for Iron, Steel and Other Metals
(Received April 5, 1951)
Synopsis
The experiments were carried out on the formation of nodular graphite in cast
iron by adding some different kinds of mother alloys to molten cast iron and on the
increase of graphite particles caused by annealing treatment. The yield of modified
element in cast iron is increased as the content of alloying element in mother alloy
or the amount of mother alloy added to molten cast iron decreases. By using many-
components alloy the structure in which the ground mass consisted fully of ferrite,
is obtained. The hardness of modified cast iron decreases rapidly by annealing or
with the increase of the diameter of specimen.
I. Introduction
Nodularizing of graphite in cast iron by adding cerium was successfully performed
by Morrogh and other ivestigators()(2)(3).4) at the Association of Cast Iron Foundry-
men in England during the Second World War. After that, in the U. S. A.(5) the
investigation was done for the purpose of making the nodular graphite cast iron by
means of the niagnesium treatment.
Here we studied on the conditions of optimum treatment of magnesium added to
mother alloys for noclularizing the raphite in cast iron of a certain composition
and confirmed the yield of that mother alloys in a casting practice and also the
effect of annealing upon the casting structure.
II. Experimental method
Throughout the experiment, 35 K. V. A. high frequency induction furnace was used
for melting the alloys and the temperature of melt Was measured by means of the
optical-pyrometer which is previously well revised. Maximum heating temperature
of melt, casting temperature, and temperature at which the mother alloy was added
into the melt Were 1400, 1300 and 1340C respectively. Throughout this study, all
the conditions of experiment was kept always constant. The mother alloy series,
AlMg, FeESi-Ni--Mg and Fe-Si-Ni-Al-Mg, were made in additic*i to the generally
used Cu-Mg and Ni-Mg alloys, and the yield of respective mother alloys and an
*
The 633 rd report of
the Research Institute for Iron, Steel and Other Metals.
(1)
H. Morrogh, W. J. Williams; Jour. Iron & Steel Inst., 155 (1947), 321.
(2)
H. Morrogh, W. J. Williams; Jour. Iron & Steel Inst., 158 (1948), 306.
(3)
H. Morrogh, J. W. Grant; Proc. Inst. Brit. Foundrymen, 41 (194748, A29.
(4)
H. Morrogh; Iron Age, 163 (1948), May 20, 82.
(5) International Ni Co., Foundry
Trade
Journal, 84 (1948), 463.
298 Mitsutake ISOBE and Akio CHIDA
influence of annealing for castings caused by the change of amount of magnesium
were determined. Both green and dry sand moulds were used.
III. Material used
Table 1 shows the chemical composition of cast iron used in this experiment
These white pig irons contain high carbon, low sulphur and low phosphorous.
Table 2 shows the classification and respective chemical compositions of the added
mother alloys.
Table 1. Chemical composition of cast iron in percent.
Base Material (1)
C P
S Mn Si
4.01 0.04 0.02 0.058 0.077
Base Material (2)
C P
S Mn Si
4.21 0.058 0.028 0.025 0.073
Table 2. Classification and respective chemical
composition of mother alloys.
Mark
Mother alloy
Relative content of respective element.
A CuMg 75:25
B NiMg
75:25
C D
70:30
D
F )
80:20
E AlMg 90:10
F FeSiNiMg 20 : 50: 10 : 20
G FeSiNiAlMg 15 : 50: 10: 5 : 20
IV. Results
Table 3 shows some examples of this experiment As shown in Table 3, in the
case of an adding amount of mother alloy is little the yield of magnesium content
of mother alloys to the castings are good, and as the content of magnesium in mo
ther alloys is low, it will be seen the increased ratio of magnesium content in the
castings.
Generally speaking, the yield of magnesium extends from 5 to 16 percent, the
mean value being 8 to 9 percent.
Fig. 1 shows the relation between the yield of magnesium in castings and the
mother alloys added with magnesium which consist of 80:20, 75:25, 70: 30, in the
case of Ni-Mg alloys and 75:25 in the case of Cu-Mg alloy respectively and it will
be seen that there are some relationships amOng them.
Table 3. Some examples of this experiment.
Rum Mother Sand Mg
%
T.C Si Mn S P
Inoculation
No. alloy mould Added Analysis Yield
% % % %
I- 1 CuMg green 0.4
%
0.25 0.029 11.6 3.78 2.27 . 0.21 0.027 0.051
75:25 Si
2
ii 0.50 0.048 9.6 3.80 2.38 0.23 0M26 0.053
3
p
Li 9 0.075 0.011 14.6 3.82 2.41 0.28 0.028 0.048
6
0.75 0.063 8.4 3.72
-
2.50 0.22 0.027 0.051
7
ii dry
*
0.75 0.070 9.33 3.71 2.36 0.26 0.022 0.052
8 L I green I I 1.25 0.073 5.84 3.82 2.40 0.29 0.026 0.053
9
p ii Li 1.00 0.072 7.2 3.89 2.34 0.27 0.029 0.052
10
1 ii 1.50 3.81 2.30 0.023 0.051
II 1 NiMg green 0.4
%
0.25 0.044 17.6 3.76 2.40 0.23 0.027
-
0.050
75:25 Si
2 ii
p p
0.50 0.067 13.4 3.93 2.48 0.20 0.030 0.049
3
Li L i ii 0.75 0.051 6.8 3.82 2.39 0.27 0.027 0.051
4
p p p
1.00 0.053 5.3 4.00 2.45 0.25 0.026 0.053
5
ii
p
1.25 0.074 5.92 3.86 2.12 0.31 0.031 0.062
6
dry -Li 1.50 0.075 5.0 3.64 1.96 0.21 0.023 0.048
10
p
-
p
0.75 0.073 9.74 3.90 2.33 0.24 0.022 0.050
11
p p
L i 0.50 0.069 13.8 3.87 2.34 0.22 0.023 0.047
12
Li ii 1.00 0.057 5.7 3.88 - 2.41 0.23 0.026 0.043
III 1
-
(F) green 0.80 0.079 9.88 3.59
-
2.05 0.30 0.022 0.039
alloy
2 P 0.60 0.070 11.7 3.77 1.81 0.33 0.020 0.039
3
0.4
%
0.60 0.073 12.1 3.97 2.31 0.26 0.025 0.046
Si
4 (G) dry
0.80 0.080 10.0 4.02 2.10 0.24 0.024 0.053
alloy
ii green 0.80 0.076 9.5 3.99 2.03 0.28 0.028 0.056
IV 1
NiMg green 0.4
%
0.60 0.082 13.7 3.97 2.41 0.22 0.029 0.057
80:20
Si
2
L i L i 9 0.80 0.092 11.5 3.93 2.39 0.21 0.026 0.050
3
II Li if 0.40 0.079 19.74 3.90 2.37 0.25 0.027 0.051
4
L i L i P 1.20 0.098 8.17 3.96 2.40 0.27 0.023 0.049
V 1 NiMg green II
0.30 0.042 14.0 3.79 2.37 0.22 0.026 0.052
70:30
2 L i P 9 0.60 0.062 10.0 3.82 2.33 0.21 0.025
-
0.054
3 P L i 0.90 0.060 6.66 3.78 2.34 0.23 0.022 0.049
4
1 ) Li ii
-
1.20 0.063 5.25 3.88 2.36 0.26 0.023 0.050
VIlO
AlMg green 9 0.4 0.062 15.5 3.99 2.40 0.20 0.029 0.053
90:10
-
-
-
0Ni Mg( 70:30)
,,
(755)
(80:20)
CuMg(75:25)
0.2 0.3 O..4 Q50.60.7 0.8 0.9 1.0 1.1 1214 1.4 1.
Mg / added
Fig. 1. Relation between the amount of added magnesium and its yield.
Myskowsky
Au?hors
Oflakygraphjje
Fe3C Nodniar graphit e
Nodniar graphit e
f1aky+ Noc lnt ar graphit e
300 Mitsutake ISOBE and Akio CHIDA
21.0
20.0
19.0
18 . 0
170
16.0
15.0
14 . 0
13.0
120 \
11 0
90
8.0
-7Q
6.0
5.0
/ 0.14
0 13
0 1: 2
0 11
0.69
-
xl
10.08 1
1
0 . 0 7
s
0 . 0 5
x_.-
:
0 0 4 .
0 . 0 3
.7
8
-
8
8
0 0 2 -
0
0
0 0 1
0 0
0
O.6 0 . 8 1. 0 1. 2 1. 4 1. 6 1.8 2,0 2.22.4 2:6 2.8 3.0
Si%
Fig. 2. Mode of occurrence of graphite.
Some Studies of Nodular Graphite cast Iron 301
b the case of norlular graphite cast iron, Tanimura(6) and Myskowsky(7 studied
on the relationship between the yield of magnesium content and the amount of
silicon content in the cast iron containing carbon from 2 to 3.7 per cent and re
cogni-ed that the amount of remained magnesium in cast iron is 0.06 percent. But,
the amount of carbon con-
tent in the cast iron used 280
in this experiment extends
o
from 3.8 to 4.2 percent, and
260
thus the percentage of car-
250
bon in cast iron is some-
-
24 0
what greater than the pre-
230
vious investigators.
.220
As shown in Fig. 2, the
210
occurrence of nodular
200
graphite particles in cast
iron can be well recogniz
ed from the amount of 0.05
-.
170
percent of remamed magne.
sium. That is, the occur-
0.2 0.50 0.75 1.00
Mg%ad4 ed
rence of nodular graphite
Fig. 3. Relation between the hardness and the amount of
particles was confirmed added magnesium (green sand mould).
even the amount of remain
ed magnesium in castings
is small, when the amount
of carbon in cast iron is
280
high compared with the
270
results of previous experi-
260
ments. t250
-
Fig. 3 shows the relation
4 0 7
between the amount of
c. 230
C.)
magnesium and the hard.
220
ness of castings by the
210
green sand mould. As 2O0
clearly shown in the Fig.,
190
.
the hardness of castings
- mo
made from the Cu-Mg
170
(75: 25) mother alloy are
160
higher than that from the
0 10 20, 50 60 70 80 90
100>
iUr
Ni-Mg mother alloy. The Mg
%,
analysis
Brinell hardness number
Fig. 4. Relation between the hardness and the amount of
of castings treated with
magnesium in cast iron.
(6) H. Tanimura; The Iron & Steel Institute of Japan, (1949) Autumn Meeting.
(7) E. T. Myskowsky, etc.; Iron Age, 164 (1949), Sept. 8, 78.
302 Mitsutake ISOBE and Akio CHIDA
Cu-Mg mother alloy series indicates the value from 202 to 280, while in the case of
NiMg mother alloy it shows the value from 175 to 250. In both cases,, it will be
seen that the increased hardness of cast iron accompanied with the increased amount
of added magnesium.
Fig. 4 shows the relation between the amount of
hardness of castings.
260
250
240
230
220
-
21 0
200
j1 90
q1 80
x
1 70
1 60
10
iron gradually decreases as th diameter of cast specimen
extent of variation of diameter.
Next, the microscopic investigation will be shown. At a comparatively low treat
ing temperature, the tendency of appearance of ledeburite structure was conspicuous,,
but in the case of a green sand mould casting it amount was comparatively small.
Photos. 1 and 2 show the micro-structures of. 0.75
9 Mg cast iron cast in green
and dry sand moulds respectively.
In both cases the Ni-Mg (75 : 25) alloy were used
for the adding mother alloy.
In the case of the dry sand mould casting the so-called bulls eye structure i. e.,
the graphite particis surrounded by ferrite were appeared, the ground mass being
pearlite. This corresponds to the high ductility iron in C. K. Donohos) classifica
tion. In the case of the green sand mould castings, the bulls eye structure are
comparatively small and are studded with small particles of cementite in the ground
mass of pearlite. Photos. 3, 4, 5 and 6 show the variations of the structure of
magnesium bearing cast iron which was treated with Ni-Mg mother alloy.
The
amount of magnesium were 0.5, LO, 1.25 and 1.5 percent respectively.
As the amount
(8)
Product Engineering, 170 (1950) 520; E. K. Smith, Iron and Steel,
23 (1950) 46,
M. G. Fontana,; Industrial and Engineering Chemistry, 42 (1950), 79.
(9)
T. Sato; Kinzoku, (Metals), 20 (1950), 13.
(10)
C. K. Donoho; Iron Age, 164 (1949), Feb. 24, 97.
C
-NiMg(75 : 25)
CuMg(75:25)
1.0%Mg
O.75%Mg
O.5%Mg
1O%Mg-
O.25%Mg
0.75%Mg
0.5% M8
x O.25%Mg
remained magnesium and the
Fig. 5 shows the relation
between the hardness and
the thickness of castings
with various amounts of
magnesium where the full
lines denote the results of
hardnss measurement of
cast iron to which Ni-Mg
alloys were added as a
mother alloys and the
dotted lines are for Cu-Mg
alloys. Several data(8.(9
concerning the mass effect
of
the
nodular cast iron
were reported, but as wil{
be seen from Fig. 5, the
hardness of a nodular cast
increases, within the small
1 5 20, 25
Diameter of cast specimen(mm)
Fig. 5. Relation between the hardness and the mass
effect of nodular cast iron.
Some Studies of Nodular Graphite Cast Iron 303
of magnesium increases, the structure containing a hard constitution giadually ap
pears. Photo. 6 shows the ledeburite structure of iS percent magnesium treated cast
iron. All the specimens mentioned above were cast in the green sand. mould, the
diameter of castings being 15mm.
A comparatively good structure of nodular cast iron was obtained by the addition
of magnesium ranging from 0.5 to 0.8 percent.
Table 4 shows the number of graphite particles existing in the different part of
the specimen, in which A, B, C and D denote the averaged number of graphite
particles which were observed in each area of 0.53 mm2, at the central portion, 3 mm,
5 mm distant from the center, and the portion of the surface of specimen respectively.
Table 4. Number of nodular graphite particles in as-cast specimen
(number in area of 0.53 mm2)
Run No. 19 112 113 114 115 116 1111 1112
Mg % added 1.00 0.50 0.75 1.00 1.25 1.50 0.80 0.60
Number of nodular
graphite particles, 42 30 52 43 50 33 54 79
portion A
if ,
z B 42 27 54 45 47 35 57 85
1 ,
C 40 22 59 47 49 36 60 98
if , F l
D 55 37 62 52 59 42 65 112
reioerjn 44 29 56 46 51 36 59 93
From the results of these microscopic observations, the number of nodular graphite
particles were not very different from portion to portion of the specimen, except that
the number of particles in the edges was more or less in excess generally. Moreover,
particles of nodular graphite existed more in the cast iron treated with a co-ternary
or many-component mother alloy than in that with a binary alloy.
8O
if
3 0.75% Mg added
70.
if 5 1.25% Mg added
60
-
-
- --
ff1 1 0.8% Mg added
.
T
if
4 1.00% Mg adder
..
I.
j5Oj
15 0 4 5 60
Annealing time (mm.)
Fig. 6. The effect of annealing time upon the number of
nodular graphite particles.
I
304
.
Mitsutake ISOBE and Akio CHIDA
Table 5 shows the
effect of annealing upon the number of nodular graphite particles
in the specimen annealed at 750C for 1 hour. Generally, the number of nodular
graphite particles was increased distinctly by annealing.
-
Table 5. The effect of annealing upon the nodular graphite particles
in the specimen annealed at 750C for 1 hr.
Run No.
113 114 115 Illi
Mg % added 0.75 1.00 1.25 0.80
Number of nodular graphite
52 43 50 54
particles (as-cast)
A
p
(annealed) 80 53 58 62
Number of particles increa6ed 28 10 8 8
Degree of particles increased % 53.8 23.2 16.0 14.8
Number of nodular graphite
54 45 47 57
particles (as-cast)
B
(annealed) 79 59 60 60
Number of particles increased 25 14 13 3
Degree of particles increased % 46.2 31.3 27.6 5.26
Number of nodular graphite
59 47 49 60
particles Las-cast)
c
p
(annealed) 76 57 63 63
Number of particles increased 17 10 14 3
Degree of particles increased % 28.8 21.2 28,5 5.00
Number of nodular graphite
62 52 59 65
particles (as.cast)
D
(annealed)
.
83 64 72 64
Number of particles increased 21 12 13 1
Degree of particles increased % 33.8 23.0 22.0 1.5
Number of nodular graphite
56 46 51 59
Mean
particles (as-cast)
(annealed) 80 58 64 62
value Number of particles increased 24 11 12 3
Degree of particles increased % 41.2 23.9 23.5 5.00
Fig. 6 shows the effect of annealing time upon the number of nodular graphite
particles.
The number increases as the annealing time increases except for the co
ternary mother alloy (F).
Fig. 7 shows the relation between the hardness and the annealing time of sand
mould castings treated with 0.75 % magnesium of Ni-Mg mother alloy and annealed
at 750 for 15, 30, 60 and 80 min. respectively. The hardness rapidly decreases as
the time increases until the variation of hardness is gone at annealing time of
60mm.
Photos. 7. 8 and 9 show the structure of the same specimen as in photo. 1, annealed
at 750C for 15, 30 and 60 mm. respectively, the ferrite area increases followed by
the extinction of the pearlite area.
In the specimen annealed at 750C for 15 mm.
Some Studies of Nodular Graphite Cast Jro,z 305
0.7 5% Mg cast iron cast in dry sand
mould, treated with Ni-Mg (75 25) mother
alloy, etched with picral.
306 Mitsutake 1SOBE and tkio CHIDA
Some Studi es of Nodular Graphi te Cast Iron 307
the decompositions of the pearlite
are in transit; in the one annealed
98 228
for 30 mm., the most part of pearlite
2
area shows decomposition; in the one
-
annealed for 60 mm., the complete
ferrite structure caused by a complete
decomposition of pearlite appears.
..
1
-
From the results above mentioned
86
it is known that the velocity of de
composition of pearlite remained in
the nodular graphite cast iron take
place comparatively rapidly.
78
1 46
Photos. 10 and 11 show the as cast
structure treated with co-ternary
7
mother alloy (F), where the ground
mass are wholly ferrite like the an-
.
1 31
nealed specimen just above explained.
01 5 30
-
60 75 90
Armealzng tim( mrn..
Fig. 7 The relation between the hardness
and the annealing times at 750C
Summary
1. A study of graphitization was made by using the white pig iron containing
high carbon, low phosphorous
and,
low sulphur.
2. As the adding mother alloys, many-cc*ilponents alloys were used simultaneously
with the commonly used binary alloys.
3. By using these mother alloys the cast structure with fully ferrite ground mass
was obtained.
4. The yield of modified element to cast iron increases as the content of alloying
element in mother alloy or the amount .of addition of mother alloy to molten iron
decreases.
5. By annealing, the hardness of cast iron decreases rapidly.
6.
The decomposition velocity of pearlite in nodular graphite cast, iron is comp
aratively rapid.
7. The hardness of castings decreases as the diametec of specimen increases.
8. Structural diagram concerning the shape of graphite and the amount 5of re
tained magnesium and silicon in cast iron was determined and clarified the relation
ships among them, modifing the Myskowskys diagram.
Thermal Analysis
Suggestions for Improved Reliability in Thermal
Analysis of Cast Irons
1. Liquid Iron Sampling - uniformity & consistency are mandatory
a. Make sure the sample ladle is free of iron and slag and is as hot as
practical.
b. Don't use graphite or clay-graphite ladles for sampling since they
tend to produce some inoculating effect.
c. Make sure the iron being sampled is as close to the same
temperature as possible from sample to sample. (Note that this
temperature will vary depending on whether it is a furnace or ladle
sample.)
d. For electric furnace samples, best results are usually obtained
once a temperature of ~2700
o
F(1482
o
C) has been reached in the
furnace.
e. If sample ladle is filled from another ladle, we recommend filling the
sample ladle, emptying it and refilling before pouring your sample.
f. Make sure the cup stand is kept as clean as possible, free from
resin build-up and spilled iron, out of any cold drafts and at as
constant a temperature as possible.
g. Make sure the cup and stand are level, not tipped, and that the cup
is poured completely full.
h. If frequent samples are poured (more than ~4-5/hr.), use a second
stand and alternate between stands to prevent overheating of the
stand.
i. Good sampling practice will result in consistent maximum
temperature at least 50
o
F(10
o
C) to 100
o
F(38
o
C) above the liquidus
temperature.
j. When pouring final iron samples, allow at least two minutes after
inoculant addition before pouring your sample.
k. Remove the sample from the cup stand as soon as analysis is
completed to minimize resin build-up and to permit the stand to
cool prior to the next test.
l. Regularly clean the cup stand and contacts with a wire brush or
other means.
2. Equipment Calibration
from the cup all the way back to the instrument - extremely
important!! (Be aware of variations between IPTS thermocouple
standards. Cups for the N. American foundry industry are 1948
IPTS. Do you know whether your instrument is being calibrated
per 1948, 1968, or 1990 IPTS?)
Table showing errors between IPTS 68 and IPTS 48 and also the
temperature differences which exist if IPTS 48 thermocouples are used
with IPTS 68 instruments.
(From 9/23/81 memo from L.R. Jones/E-N to W.F. Shaw)
Temp
o
F (
o
C) Instrument 68/TC 48
IPTS 68 IPTS 48 Temp
o
F T
o
F
2000 (1093) 1997.3 (1092) 1995.5 (1091) 4.5
2100 (1149) 2097.1 (1147) 2095.4 (1146) 4.6
2200 (1204) 2196.9 (1203) 2195.1 (1202) 4.9
2300 (1260) 2296.8 (1258) 2294.9 (1257) 5.1
2400 (1316) 2396.7 (1314) 2394.0 (1312) 6.0
2500 (1371) 2496.5 (1369) 2492.5 (1367) 7.5
3. Cup purchasing, storage & monitoring
a. Purchase cups in large quantities (obviously based on your usage)
with the specification that all cups in each order be from the same
manufacturing lot.
b. Store cups in as warn and dry an atmosphere as possible. If
stored in a cold warehouse, make sure cups are brought up to
room temperature well in advance of their usage.
c. Before using a new lot number, compare TA curves from current
vs. new lot of cups to ensure that no significant differences occur.
d. Include the supplier's lot number on your melt records & note when
a change in lot number occurs.
54 FTJ March 2004
Transport
Austempered ductile iron (ADI) is stronger per
unit weight than aluminium, highly wear
resistant and easier to machine than free
machining steel - and it has the potential for
up to 50% cost savings.
Austempering is a special isothermal heat
treatment that can be applied to ferrous
materials for increased strength and toughness.
Fig. 1 shows a schematic isothermal diagram
comparing the austempering (green line) and
the quench and tempering (red line) processes.
Austempering consists of austenitising
followed by rapidly quenching to a temperature
range (260-385C) where the material
transforms isothermally to form either
ausferrite in cast iron or bainite in steel.
The quench and temper process consists
of austenitising and then rapidly quenching
below the martensite start line. The martensite
formed is a very hard, brittle phase and requires
one or more tempering processes to obtain
strength and toughness.
As an isothermal process, austempering
offers quality advantages versus quench and
temper. Formation of ausferrite and bainite
occurs over minutes or hours at a single
temperature; dimensional tolerances are more
readily maintained and cracking avoided. In
contrast the formation of martensite occurs
with shear immediately as the metal
temperature reaches the martensite start line.
Since cooling rates vary according to section,
the transformation is not homogeneous,
significantly increasing the risks of distortion
and cracking.
Austempering services are now available
from contractors such as ADI Treatments Ltd
(West Bromwich, UK). Working with the
European foundry industry and castings users,
the company operates large scale, specialist
furnaces and assists in design and development
of ADI components.
ADI grades, properties and benefits
ADI materials are versatile; table 1 listing the
grades in common use. The designer can select
cast composition and heat treatments to
provide specific properties required for the
application. Fig. 2 illustrates the ausferrite
microstructure, a mix of acicular ferrite and
carbon stabilised austenite that gives ADI its
unique properties.
Cost advantages
The price of ADI material is lower per kilo than
steel or aluminium, but this accounts for only
a fraction of the potential savings as an ADI
designed component can save cost at each
stage of manufacture. ADI equivalents can then
be produced for less than a steel forging or at
half the cost of aluminium parts. Several
factors favour ADI in value engineering:
Excellent castability: Readily cast into
complex shapes, ductile iron has a very high
yield rate i.e. the proportion of metal
poured versus metal shipped.
Lower machining cost: Well suited to near
net shape casting, ADI requires less starting
material and less metal removal. Prior to
austempering, ductile iron exhibits better
machinability than free machining steels.
Both ductile iron and ADI produce dense,
discontinuous chips that are easily handled,
further reducing cost per kilo.
Heat treatment savings: Austempering
generally costs less than carburising or
induction hardening, and produces a higher
degree of uniformity and predictable
dimensional changes.
Low energy content: Producing a typical
ADI casting consumes 50% less energy
than a steel casting, and 80% less energy
than a steel forging.
Best value: When comparing relative cost
per unit of yield strength, ADI is generally
the best buy.
Performance advantages
Due to superior performance ADI castings are
rapidly displacing steel forgings, welded
fabrications, carburised steel, and aluminium in
key applications:
Strength comparable to steel: Because of its
equivalent strength, nearly 80% of all cast
and forged steels can be replaced with some
grade of ductile iron or ADI.
Lower density than steel: The relative
weight per unit of strength of ADI allows
economy in design without loss of
performance. For a given shape, an ADI
component will be 10% lighter than steel.
Lighter than aluminium: ADI is three
times stronger than the best cast or forged
aluminium and weighs only 2.5 times as
much. Because it is twice as stiff, a properly
designed ADI part can replace aluminium at
a weight saving.
Excellent fatigue strength: ADIs dynamic
When ductile iron is subjected to an
austempering process, the material undergoes
a remarkable transformation - ideal for many
automotive applications.
ADI solutions aid vehicle design
Fig. 6 Ford Mustang Cobra suspension arm wins casting award (courtesy Intermet and Benteler
Corporations)
Grade Min tensile stress Min yield stress Elongation Hardness
MPa MPa %
EN-GJS-800-8 800 500 8 260/320
EN-GJS-1000-5 1000 700 5 300/360
EN-GJS-1200-2 1200 850 2 340/440
EN-GJS-1400-1 1400 1100 1 380/480
Table 1. EN1564: 1997 ADI European grades
Fig. 1 Schematic isothermal diagram illustrating the
austempering (green line) plus quench and tempering (red
line) processes
FTJ March 2004 55
Transport
materials, TVR created curves in the body that
could not be accomplished with regular steel
stampings. Less visible, the ADI crankshaft is
another significant innovation.
Forged steel was originally chosen as the
crankshaft material for use in the inline six
cylinder engine. Due to high cost of
manufacture, steel was later deselected and
TVR turned to 800/2 ductile iron for the design
prototype. Tests were carried out on a bench
dynamometer and in vehicles; however the
parts failed, in some cases with a fatigue crack
at a fillet radius on the flywheel end.
ADI (fig. 4) became the next choice. TVR
was already using the material in V8 engines
but had initial reservations about distortion in
the manufacture of the new crank. To
compensate for distortion in the design phase,
the crankshaft was rough machined, heat
treated and then finish machined. This
significantly reduced the concern, while final
machining actually increased the strength of
the component.
The ADI crank out performed the ductile
iron version, showing no signs of fatigue
cracking during bench testing. ADIs internal
damping characteristics also gave the engine
superior noise properties compared to engines
with steel or ductile iron crankshafts.
Mechanical results performed on all three
materials are shown in table 2.
Independent truck stabiliser arm
Trucking in the Australian Outback is a
challenging experience. The terrain is rough and
isolated and distances may be exceptionally
long between service stops. When making the
3,500km trip from Sydney to Perth, the priority
is to complete the journey safely while utilising
the effective space in the trailer.
Originally, the independent suspension
design was a fabrication made from low carbon
steel. The first iteration was a 50mm thick, V-
shaped swing arm. It was to be road tested
over the route the truck would take in service -
from Sydney to Perth and back. However, at the
first trial of these components, the wheels
splayed under the truck during loading; the
fully loaded trailer weighing 22.5 tonnes.
The test was run as planned but the
welded components failed after approximately
1,200km. One of the suspension brackets
began to crack at its weld points; concern was
also raised because these brackets would flex
so heavily that the negative camber induced
uneven tyre wear. A second set of welded steel
brackets was tested, travelling approximately
4,000km before failure.
The suspension was re-designed as a
single-piece ductile iron casting; trial batches
were cast and then austempered to achieve
Grade 2 ADI (fig. 5). These parts were
subjected to the same Perth to Sydney trip as
the fabricated steel brackets. At the time of
writing the ADI brackets had completed over
322,000km without problems. As well as
providing an additional 20m
3
storage space
inside the truck, tyre life has been extended by
over 80,000km.
Duralite truck hub
Walther EMC has developed an ADI truck
trailer hub that is 2% lighter than its
aluminium counterpart and over 30% lower in
cost. This is a rather high visibility example of
ADI replacing aluminium kilo for kilo, possibly
because of ADIs superior strength to weight
ratio.
Ford Mustang control arm
GM has demonstrated the feasibility of ADI
suspension control arms on Cadillac
limousines since 1995. More recently Bentler
Corporation was contracted by Ford to produce
a lightweight, cost effective, independent
suspension system for its high performance
Mustang Cobra sports car. ADI was chosen for
the upper control arms (fig. 6) for its
combination of low weight (approximately 3
kg), noise damping and low manufacturing
cost.
The components were FEA modelled to
take full advantage of the strength and stiffness
of ADI. An aluminium design was considered
but it was impossible to fit the much larger
and thicker component in the given space. ADI
allowed the manufacturers to meet their space,
weight, safety critical, and cost objectives. The
success of this application was recognised by
the 2003 AFS Casting Congress - at its annual
Castings Contest, five of the top awards were
properties exceed those of forged, cast and
microalloyed steels. Unlike aluminium,
ADIs endurance limit remains nearly
constant after tens of millions of cycles.
Improved noise damping: The presence of
graphite in the ADI matrix improves noise
damping, for quieter, smoother running
components.
Superior wear and abrasion resistance:
ADIs abrasion resistance exceeds that of
conventionally processed steels and irons at
a lower bulk hardness level. Unlike
carburised steel, which loses wear
resistance as the carburised layer is
removed, ADI improves in service. Wear
resistance is superior to steel at any given
hardness level, making it ideal for earth
moving and other high abrasion
applications.
Case studies in transport
TVR crankshaft
The TVR Tuscan Speed Six (fig. 3) made its
debut in 1999 for sale to the UK and Japan as
a right hand drive only vehicle. Striking in
appearance and power, the Tuscan Six
accelerates from 0-96.5km/h (0-60 mph) in 4.2
seconds and reaches a top speed of 289.6km/h
(180 mph). To achieve performance, the
designers combined aerodynamic styling and a
high power to weight ratio. Using composite
Fig. 2 The ADI ausferrite micro-structure - a mix of acicular
ferrite and carbon stabilised austenite
Fig. 3 Tuscan Speed Six (courtesy TVR Engineering Ltd)
Fig. 4 ADI crankshaft for the Tuscan Speed Six - 29.5kg
56 FTJ March 2004
Transport
given to ADI parts, including Best in Class for
the new Mustang suspension arm.
Another Best in Class was awarded for a
drive wheel, part of a construction and
landscape utility loader. Originally an
84 piece steel assembly, the redesigned
component is a one piece casting at a
15% weight reduction, 55% lower in
cost. Thirty minutes of assembly time
have been eliminated while the part
exhibits superior wear, durability and
appearance compared to the original.
Looking ahead
ADI is being applied increasingly by the
automotive industries as the cost and
performance benefits are recognised.
Following historical growth rates,
annual world production of the material
is expected to reach 300,000 tonnes by
2010, with approximately two thirds in
North America. Carbidic ADI grades
have recently been introduced and are
adding to the interest worldwide.
Companies like ADI Treatments
Ltd actively help to develop the markets
and technology in partnership with
foundries and their customers. Some of
the case studies illustrated have been
the result of such co-operations, frequently
starting with workshops organised on the
customers site. European manufacturers, often
stimulated by USA connections, are now
Fig. 5 Pair of trailer suspension arms (courtesy Steele and
Lincoln Foundry)
Steel Ductile iron ADI ASTM ADI
Grade 1
Yield
strength 738 538 827 550
MPa
Tensile
strength 910 903 1083 850
Mpa
Fatigue
strength 400 324 427 N/A
Mpa
Impact
energy 325 75 141 100
Joules
Elong (%) 23.2 10.8 13.7 10
Hardness 226-266 262-277 300 269-321
BHN
Table 2. Test results for the steel, ductile iron, and ADI crankshafts, and
ASTM 897-90 Standard ADI Grade 1 specifications
implementing their own volume applications:
Contract austempering services are set to
expand to meet the demand. The future for ADI
is limited only by an ability to fully exploit this
unique material.
ADI Treatments Ltd, Doranda Way,
West Bromwich B71 4LE.
Tel: +44 (0)121 525 0303. Fax: +44 (0)121 525 0404.
e-mail: arronrimmer@adit-uk.com
You might also like
- Design Calculations For Light MastDocument24 pagesDesign Calculations For Light Mastjobees7850100% (17)
- Footing Design As Per AstmDocument102 pagesFooting Design As Per AstmZankar R ParikhNo ratings yet
- On The Microstructure and Mechanical Properties of Automotive Parts Made of Ductile IronDocument21 pagesOn The Microstructure and Mechanical Properties of Automotive Parts Made of Ductile IronXantos YulianNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Slab For Lift ProjectDocument2 pagesSlab For Lift ProjectAnonymous ptLRLiNNNo ratings yet
- Ductile IronDocument8 pagesDuctile IronDhan CNo ratings yet
- Cast Steel-Sic Composites As Wear Resistant Materials: Dejan ČikaraDocument5 pagesCast Steel-Sic Composites As Wear Resistant Materials: Dejan ČikaraAna MijatovicNo ratings yet
- USACE Seismic Design Policy for DamsDocument9 pagesUSACE Seismic Design Policy for Damsrajesh005No ratings yet
- Effects of Alloying Elements On The Micro Structures and Mechanical On Ductile Cast IronsDocument5 pagesEffects of Alloying Elements On The Micro Structures and Mechanical On Ductile Cast IronsCharlie Chong100% (6)
- Maleable Cast IronsDocument0 pagesMaleable Cast IronsGilang Miky Pratama AlwianNo ratings yet
- "Strength and Analysis of Basalt Fibre in Concrete": Project Seminar OnDocument29 pages"Strength and Analysis of Basalt Fibre in Concrete": Project Seminar OnArsam Haq100% (1)
- Replacement of Natural Sand With Robosand in Making Concrete PDFDocument55 pagesReplacement of Natural Sand With Robosand in Making Concrete PDFsumankanthnelluri773% (30)
- Microstructure Control and Strengthening of High Carbon Steel WiresDocument6 pagesMicrostructure Control and Strengthening of High Carbon Steel WireshuachuliuNo ratings yet
- Effect of Alloying Elements On Microstructure and Mechanical Properties of Ductile IronDocument5 pagesEffect of Alloying Elements On Microstructure and Mechanical Properties of Ductile IronIjabiNo ratings yet
- SG Cast IronDocument3 pagesSG Cast IronSurendra KamalNo ratings yet
- Materials Science and Engineering ADocument9 pagesMaterials Science and Engineering ASol AngelNo ratings yet
- Introduction of Heat and Surface Treatment PDFDocument45 pagesIntroduction of Heat and Surface Treatment PDFScott BakerNo ratings yet
- Microstructure and properties of continuously cast ironDocument4 pagesMicrostructure and properties of continuously cast ironFARID MIFTAHUL ANWARNo ratings yet
- Chemical Compositions, Microstructure and Mechanical  Properties of Roll Core Used Ductile Iron in Centrifugal Casting Composite Rolls PDFDocument6 pagesChemical Compositions, Microstructure and Mechanical  Properties of Roll Core Used Ductile Iron in Centrifugal Casting Composite Rolls PDFShankey JAlanNo ratings yet
- Modification of Fe-Cr-C Alloys Using Mischmetal PDFDocument3 pagesModification of Fe-Cr-C Alloys Using Mischmetal PDFFàtí ĐCNo ratings yet
- MSF.928.269Document4 pagesMSF.928.269Hany KhalifaNo ratings yet
- Effect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesDocument5 pagesEffect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesIJMERNo ratings yet
- Microstructure and Fatigue Resistance of Carburized Steels PDFDocument10 pagesMicrostructure and Fatigue Resistance of Carburized Steels PDFyh1.yuNo ratings yet
- Mechanical Characterization of Deformed and Heat Treated Copper-Eutectoid Steel Powder Reinforced CompositesDocument14 pagesMechanical Characterization of Deformed and Heat Treated Copper-Eutectoid Steel Powder Reinforced CompositesTJPRC PublicationsNo ratings yet
- Faisal ComparisonDocument7 pagesFaisal ComparisonMuhammad FaisalNo ratings yet
- 26-05-2021-1622026579-6-Ijme-7. Ijme - Effect of Vortex Technique To On Microstructure and Mechanical Properties of Thin Wall Ductile IronDocument10 pages26-05-2021-1622026579-6-Ijme-7. Ijme - Effect of Vortex Technique To On Microstructure and Mechanical Properties of Thin Wall Ductile Ironiaset123No ratings yet
- 1931 6834 1 SMDocument12 pages1931 6834 1 SMchpinto10% (1)
- The Influence of Hot-Working Conditions On A Structure of High-Manganese SteelDocument10 pagesThe Influence of Hot-Working Conditions On A Structure of High-Manganese SteelPiranha TourniquetNo ratings yet
- Recent Trends in Producing Ultrafine Grained Steels: Hossam HalfaDocument43 pagesRecent Trends in Producing Ultrafine Grained Steels: Hossam Halfaannal65No ratings yet
- Effect of Alloying Elements On Heat Treatment Behavior of Hypoeutectic High Chromium Cast IronDocument10 pagesEffect of Alloying Elements On Heat Treatment Behavior of Hypoeutectic High Chromium Cast IronVasanth PrasadNo ratings yet
- 28 3267am0612 239 252 PDFDocument14 pages28 3267am0612 239 252 PDFeidelsayedNo ratings yet
- Effect of Titanium Content On Microstructure and Wear Resistance of Fe-Cr-C Hardfacing LayersDocument8 pagesEffect of Titanium Content On Microstructure and Wear Resistance of Fe-Cr-C Hardfacing LayersIsrael RodriguezNo ratings yet
- Influence of heat treatment on microstructure, properties and machinability of mold steelDocument43 pagesInfluence of heat treatment on microstructure, properties and machinability of mold steeltblosNo ratings yet
- Abrasive CFe CR C AlloyDocument6 pagesAbrasive CFe CR C AlloyInam Ul HaqNo ratings yet
- Kim2006 Article EffectsOfHeatTreatmentOnWearReDocument11 pagesKim2006 Article EffectsOfHeatTreatmentOnWearReRicardo Andrés García LeónNo ratings yet
- In Mould DuctileDocument6 pagesIn Mould Ductilejose.figueroa@foseco.comNo ratings yet
- Studies On The Mechanical Properties of C45 SteelDocument18 pagesStudies On The Mechanical Properties of C45 SteelThái PhươngNo ratings yet
- Trends Production Ultrafined Grain Steel PDFDocument43 pagesTrends Production Ultrafined Grain Steel PDFNorma BarajasNo ratings yet
- Materials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumarDocument12 pagesMaterials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumargardenergardenerNo ratings yet
- FULLTEXT02Document20 pagesFULLTEXT02vkhavateNo ratings yet
- Austempering TreatmentDocument7 pagesAustempering TreatmentSenthil MithulNo ratings yet
- S.G IronDocument7 pagesS.G IronMuzammil Ali KhanNo ratings yet
- Assignment 3 PMTDocument2 pagesAssignment 3 PMTDewi Lestari Natalia MarpaungNo ratings yet
- Microstructure Developed in LAS & MSDocument22 pagesMicrostructure Developed in LAS & MSSatyendra SinghNo ratings yet
- Study of Pipeline Steels With Acicular Ferrite MicDocument6 pagesStudy of Pipeline Steels With Acicular Ferrite MicPaulo HenriqueNo ratings yet
- Influence of Nonmetallic Inclusion Characteristics OnDocument10 pagesInfluence of Nonmetallic Inclusion Characteristics OnEngels OchoaNo ratings yet
- Microscopic Analysis of Heat Affected Zone (HAZ) of Submerged Arc Welding (SAW) Joint For 1018 Mild Steel SheetDocument6 pagesMicroscopic Analysis of Heat Affected Zone (HAZ) of Submerged Arc Welding (SAW) Joint For 1018 Mild Steel SheetagungbijaksanaNo ratings yet
- Impact of Intercritical Annealing Temperature and Strain State o 2018Document29 pagesImpact of Intercritical Annealing Temperature and Strain State o 2018SOUADNo ratings yet
- JFE Low Alloy High Yield Streangth Shear Rebars Japan May 2010Document6 pagesJFE Low Alloy High Yield Streangth Shear Rebars Japan May 2010RG SegaranNo ratings yet
- Microstructure Exam Reveals Material PropertiesDocument6 pagesMicrostructure Exam Reveals Material PropertiesDumithJayathilakaNo ratings yet
- Effect of Alloying Elements on Corrosion Resistance of Reinforcing Bar SteelDocument7 pagesEffect of Alloying Elements on Corrosion Resistance of Reinforcing Bar SteelJosé AntonioNo ratings yet
- Effect of Copper in Structural SteelDocument1 pageEffect of Copper in Structural SteelUthayakumarNo ratings yet
- Overview of Pearlitic Rail Steel: Accelerated Cooling, Quenching, Microstructure, and Mechanical PropertiesDocument26 pagesOverview of Pearlitic Rail Steel: Accelerated Cooling, Quenching, Microstructure, and Mechanical PropertiesTempest014No ratings yet
- Impact of surface treatments on fatigue strength of ductile ironDocument3 pagesImpact of surface treatments on fatigue strength of ductile ironSSMNo ratings yet
- Gradient Transition Zone Structure in Steel-CopperDocument16 pagesGradient Transition Zone Structure in Steel-CopperdhairyasheelNo ratings yet
- Laser Beam Welds of 15CDV6 SteelDocument4 pagesLaser Beam Welds of 15CDV6 SteelKarthik RaoNo ratings yet
- Effect of Heat Treatment on Strength and DuctilityDocument8 pagesEffect of Heat Treatment on Strength and DuctilityMartin HristovNo ratings yet
- Effect of Heat Treatment On Strength and DuctilityDocument8 pagesEffect of Heat Treatment On Strength and DuctilityMartin HristovNo ratings yet
- The Effect of Increasing Silicon On Mechanical ProDocument7 pagesThe Effect of Increasing Silicon On Mechanical ProSunil ShrivastavaNo ratings yet
- Metals 11 01121Document18 pagesMetals 11 01121Izod GetterNo ratings yet
- Materials Science & Engineering ADocument8 pagesMaterials Science & Engineering Avladimirsoler01No ratings yet
- What Is A Jominy End Quench Test?Document18 pagesWhat Is A Jominy End Quench Test?faqhrulNo ratings yet
- He 2018Document18 pagesHe 2018SOUADNo ratings yet
- Development of Medium Carbon Steel Wire Rods For Cold Heading by Isothermal Transformation TreatmentDocument6 pagesDevelopment of Medium Carbon Steel Wire Rods For Cold Heading by Isothermal Transformation TreatmentSmruti Ranjan PattanayakNo ratings yet
- Metals-09-00939 OKDocument14 pagesMetals-09-00939 OKRebeca Francis Moran CamposNo ratings yet
- Aashhto LRFD 2007 - Concrete Deck Design: HC 17,5 CM OKDocument7 pagesAashhto LRFD 2007 - Concrete Deck Design: HC 17,5 CM OKprasadnn2001No ratings yet
- Geotechnical Laboratory: Open-Ended LabDocument7 pagesGeotechnical Laboratory: Open-Ended LabNoorshahira Md IsaNo ratings yet
- 2 1 Axial LoadingDocument21 pages2 1 Axial LoadingStudy StudyNo ratings yet
- Concrete Failure MechanismsDocument43 pagesConcrete Failure MechanismsheminNo ratings yet
- Polycarbonate Mechanical PropertiesDocument2 pagesPolycarbonate Mechanical PropertiesKivanc SengozNo ratings yet
- Modeling The Behavior of Axially and Laterally Loaded Pile With A Contact ModelDocument20 pagesModeling The Behavior of Axially and Laterally Loaded Pile With A Contact ModelGigarostom AlgerNo ratings yet
- Cable Slickline 316 StainlessDocument1 pageCable Slickline 316 StainlessRafael EspinosaNo ratings yet
- Ceramic Formation & Clay Ceramics: Processes and PropertiesDocument23 pagesCeramic Formation & Clay Ceramics: Processes and PropertiesChalla ObulesuNo ratings yet
- Tensile Strength Behavior of Uhpc and Uhpfrc: SciencedirectDocument6 pagesTensile Strength Behavior of Uhpc and Uhpfrc: SciencedirectAkashNo ratings yet
- Torsion Design of RC Structural ElementsDocument17 pagesTorsion Design of RC Structural ElementsIhab El AghouryNo ratings yet
- Enabling Assessment 2 - T-CEET325 - TO1 Abitona CEE31&ESE31 2S AY 20-21 - DLSU-D College - GSDocument3 pagesEnabling Assessment 2 - T-CEET325 - TO1 Abitona CEE31&ESE31 2S AY 20-21 - DLSU-D College - GSLotis KeeNo ratings yet
- Fiberline Design Manual PDFDocument326 pagesFiberline Design Manual PDFJulian David Buitrago QuinteroNo ratings yet
- 6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysDocument12 pages6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysMuhammad Umer Farooq AwanNo ratings yet
- Compresssive Strength Test Concrete Hollow Block PDFDocument8 pagesCompresssive Strength Test Concrete Hollow Block PDFMohammad Tarequl AlamNo ratings yet
- MBBGM CMM10 PDFDocument24 pagesMBBGM CMM10 PDFangelNo ratings yet
- En1709 (U)Document24 pagesEn1709 (U)cemdufourNo ratings yet
- Flanagan e Bennett (2001)Document7 pagesFlanagan e Bennett (2001)Adauto Cezar NascimentoNo ratings yet
- 5) Design of Beams Using WSDDocument6 pages5) Design of Beams Using WSDVanessa Rosal PalerNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2005/0151421 A1Document7 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2005/0151421 A1Ruben PurcaNo ratings yet
- ACPA PROJETOS - Design of Concrete Pavement For StreetsDocument16 pagesACPA PROJETOS - Design of Concrete Pavement For StreetsTamara Aparecida de PaulaNo ratings yet
- Jed Carlo Sy MCE12L Act 5Document6 pagesJed Carlo Sy MCE12L Act 5Alex XanderNo ratings yet
- Symbol PDFDocument3 pagesSymbol PDFJulia ZhangNo ratings yet
- Cycom+5320-1 CM en PDFDocument11 pagesCycom+5320-1 CM en PDFradhakrishnanNo ratings yet