You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Aluminium Extrusion Process PlanningDocument10 pagesAluminium Extrusion Process PlanningHarshith Rao VadnalaNo ratings yet
- CivilDAR 2018 Vol 2Document3,869 pagesCivilDAR 2018 Vol 2Gaurav KashyapNo ratings yet
- Repair refractory lining incineratorDocument5 pagesRepair refractory lining incineratorcengiz kutukcu50% (2)
- Bearing Failure Inspection MethodsDocument41 pagesBearing Failure Inspection MethodsM.TayyabNo ratings yet
- Rolling (Bulk Deformation Process)Document27 pagesRolling (Bulk Deformation Process)Kazal ArefinNo ratings yet
- 2 - Compressibility of SoilsDocument34 pages2 - Compressibility of SoilsKatherine Shayne YeeNo ratings yet
- Role of Shear To High Rise BuildingsDocument18 pagesRole of Shear To High Rise BuildingsAxmed ShirwacNo ratings yet
- BS EN 10090 Valve Steels StandardDocument18 pagesBS EN 10090 Valve Steels StandardMartijn GrootNo ratings yet
- PWHT ReqDocument13 pagesPWHT ReqAbhay KarandeNo ratings yet
- E.T.D on exergy, irreversibility, efficiencyDocument21 pagesE.T.D on exergy, irreversibility, efficiencySyarif MuhammadNo ratings yet
- Tool Design 1Document13 pagesTool Design 1Syarif MuhammadNo ratings yet
- Imbuhan Dalam Bahasa InggrisDocument5 pagesImbuhan Dalam Bahasa InggrisSyarif MuhammadNo ratings yet
- Statically Indeterminate Structural Analysis ProblemsDocument46 pagesStatically Indeterminate Structural Analysis ProblemsSyarif MuhammadNo ratings yet
- PerpanDocument3 pagesPerpanSyarif MuhammadNo ratings yet
- Pure BendingDocument42 pagesPure BendingSyarif Muhammad100% (1)
- Data V-Block & MikroDocument8 pagesData V-Block & MikroSyarif MuhammadNo ratings yet
- Torsion 04Document42 pagesTorsion 04Syarif MuhammadNo ratings yet
- 2 Axial LoadingDocument43 pages2 Axial LoadingJulia CepinhoNo ratings yet
- Mid-game GTA San Andreas cheats for weapons, vehicles and moreDocument5 pagesMid-game GTA San Andreas cheats for weapons, vehicles and moreSyarif Muhammad100% (1)
- Imbuhan Dalam Bahasa InggrisDocument5 pagesImbuhan Dalam Bahasa InggrisSyarif MuhammadNo ratings yet
- Imbuhan Dalam Bahasa InggrisDocument5 pagesImbuhan Dalam Bahasa InggrisSyarif MuhammadNo ratings yet
- Cloudy With A Chance of MeatballsDocument2 pagesCloudy With A Chance of MeatballsSyarif MuhammadNo ratings yet
- 30 - Nguyễn Duy Linh - BANVEDocument12 pages30 - Nguyễn Duy Linh - BANVEloox600No ratings yet
- Thermia ATEC Datasheet SRBDocument2 pagesThermia ATEC Datasheet SRBsloba68No ratings yet
- U 12 CatDocument1 pageU 12 CatNicolas AguilarNo ratings yet
- Electrical Plan ComputationDocument1 pageElectrical Plan ComputationMarc Adrienne MarquezNo ratings yet
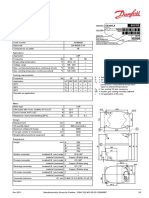
- Gs26Clx LBP Compressor R404A/R507 220-240V 50Hz: GeneralDocument2 pagesGs26Clx LBP Compressor R404A/R507 220-240V 50Hz: GeneralmustafaNo ratings yet
- ITW Product Catalog39 PDFDocument1 pageITW Product Catalog39 PDFjohnNo ratings yet
- EDI FlexAir Threaded Spec SheetDocument2 pagesEDI FlexAir Threaded Spec Sheetomega AlfaNo ratings yet
- Castrol BulletinDocument1 pageCastrol BulletinHarrier ESNo ratings yet
- IPS Pipe Data Chart for Iron Pipe Size DimensionsDocument2 pagesIPS Pipe Data Chart for Iron Pipe Size DimensionsJoãoNo ratings yet
- PROPOSAL SMELTER Project-Bintan Island - ElectDocument314 pagesPROPOSAL SMELTER Project-Bintan Island - Electagung100% (1)
- Seismic Behavior of Slender RC WallsDocument12 pagesSeismic Behavior of Slender RC WallsMatías Pino YáñezNo ratings yet
- Pengekstrakan besi dalam industriDocument5 pagesPengekstrakan besi dalam industriNajwa Ghazali100% (1)
- FCL y Un50 13Document7 pagesFCL y Un50 13DuskoNo ratings yet
- Tensile Membrane Structures: Name of Project Page - of - July 9, 2013Document18 pagesTensile Membrane Structures: Name of Project Page - of - July 9, 2013jackNo ratings yet
- General Specifications: To Be Used in Pricing The Bills of QuantitesDocument73 pagesGeneral Specifications: To Be Used in Pricing The Bills of QuantitesKevin Chikwado IlohNo ratings yet
- 16 Duct Suspension AdsDocument46 pages16 Duct Suspension AdsdheerajdorlikarNo ratings yet
- Sequential Load Analysis For Tall BuildingsDocument10 pagesSequential Load Analysis For Tall BuildingsharisleeNo ratings yet
- Head loss calculation for Souq Waqif car parking projectDocument1 pageHead loss calculation for Souq Waqif car parking projectKarthy GanesanNo ratings yet
- Save Time and Cost With Mod Code 429 Space Grade Micro-D's: A B C D E F G H J K L M N P QDocument4 pagesSave Time and Cost With Mod Code 429 Space Grade Micro-D's: A B C D E F G H J K L M N P QRoad BlasterNo ratings yet
- Advantages and Disadvantages Each MaterialDocument25 pagesAdvantages and Disadvantages Each MaterialPewe WulandariNo ratings yet
- BS5930-2015 187Document1 pageBS5930-2015 187Ford cellNo ratings yet