You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Dupont Nutrition Newark Delaware USA SGSDocument1 pageDupont Nutrition Newark Delaware USA SGSAbhishek VermaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- General Studies II (2006)Document12 pagesGeneral Studies II (2006)Abhishek VermaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- MPSC 2010Document48 pagesMPSC 2010Nisha DolasNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Update Answers Explanation Source Gs Prelim 2012 Vvv1Document5 pagesUpdate Answers Explanation Source Gs Prelim 2012 Vvv1Abhishek VermaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- General Studies I (2007)Document12 pagesGeneral Studies I (2007)Abhishek VermaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Mech Engg IIDocument12 pagesMech Engg IISatyendra SinghNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- General Studies-I (2006) PDFDocument8 pagesGeneral Studies-I (2006) PDFAbhishek VermaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- General Studies I (2010)Document11 pagesGeneral Studies I (2010)Abhishek VermaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- General Studies I (2009)Document12 pagesGeneral Studies I (2009)Abhishek VermaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Answer Key-2010 (Prelim) PDFDocument4 pagesAnswer Key-2010 (Prelim) PDFAbhishek VermaNo ratings yet
- State Services Preliminery - 2012 HHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHDocument48 pagesState Services Preliminery - 2012 HHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHSushant SurveNo ratings yet
- GS Paper I (2011) Analysis by Mrunal PatelDocument17 pagesGS Paper I (2011) Analysis by Mrunal PatelAbhishek VermaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- (WWW - Entrance-Exam - Net) - IfS General Knowledge Sample Paper 2Document10 pages(WWW - Entrance-Exam - Net) - IfS General Knowledge Sample Paper 2priyankatiwari070No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Analyisis Approach Source Strategy General Studies Mains Paper II Vision IasDocument7 pagesAnalyisis Approach Source Strategy General Studies Mains Paper II Vision IasRana Zafar ArshadNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- NMAT Exam - NMAT Exam 2013, NMAT Exam Information, NMAT Exam Syllabus, NMAT Exam Pattern, NMAT Exam Date, NMAT Exam AnalysisDocument6 pagesNMAT Exam - NMAT Exam 2013, NMAT Exam Information, NMAT Exam Syllabus, NMAT Exam Pattern, NMAT Exam Date, NMAT Exam AnalysisAbhishek VermaNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 'Docslide - Us - Case Pricing Options AtlanticDocument6 pages'Docslide - Us - Case Pricing Options AtlanticAbhishek VermaNo ratings yet
- Cmat Exam - Cmat Exam 2013, Cmat Exam Information, Cmat Exam Syllabus, Cmat Exam Pattern, Cmat Exam Date, Cmat Exam AnalysisDocument5 pagesCmat Exam - Cmat Exam 2013, Cmat Exam Information, Cmat Exam Syllabus, Cmat Exam Pattern, Cmat Exam Date, Cmat Exam AnalysisAbhishek VermaNo ratings yet
- GROUP1 Atlantic ComputerDocument2 pagesGROUP1 Atlantic ComputerAbhishek VermaNo ratings yet
- Cat 2008Document25 pagesCat 2008Abhishek VermaNo ratings yet
- SNAP Paper1 CAT2012 StudentsDocument3 pagesSNAP Paper1 CAT2012 Studentsaejaz157No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On-Line Next Best Grasp Selection For In-Hand Object 3D Modeling With Dual-Arm CoordinationDocument6 pagesOn-Line Next Best Grasp Selection For In-Hand Object 3D Modeling With Dual-Arm CoordinationAbhishek VermaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- SNAP 2010 Question Paper and Ans KeyDocument19 pagesSNAP 2010 Question Paper and Ans Keyanaga1982No ratings yet
- L12 DatasheetDocument4 pagesL12 DatasheetAbhishek VermaNo ratings yet
- SNAP 2009 Question Paper With Answer KeyDocument17 pagesSNAP 2009 Question Paper With Answer KeyAbhishek VermaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- NAIST Hand 2: Human-Sized Anthropomorphic Robot Hand With Detachable Mechanism at The WristDocument6 pagesNAIST Hand 2: Human-Sized Anthropomorphic Robot Hand With Detachable Mechanism at The WristAbhishek VermaNo ratings yet
- Stanord HandDocument6 pagesStanord HandAbhishek VermaNo ratings yet
- SNAP 2008 Question Paper and Ans KeyDocument22 pagesSNAP 2008 Question Paper and Ans KeyHitesh SharmaNo ratings yet
- Mechanic Design of Anthropomorphic Hand For Shapeless Objects SubjectionDocument6 pagesMechanic Design of Anthropomorphic Hand For Shapeless Objects SubjectionAbhishek VermaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Gigu HandDocument8 pagesGigu HandAbhishek VermaNo ratings yet
- Dist HandDocument2 pagesDist HandAbhishek VermaNo ratings yet
- CH 3 Concept of ViscosityDocument11 pagesCH 3 Concept of ViscosityJenny ChenNo ratings yet
- I. Turek Et Al - Exchange Interactions, Spin Waves, and Transition Temperatures in Itinerant MagnetsDocument36 pagesI. Turek Et Al - Exchange Interactions, Spin Waves, and Transition Temperatures in Itinerant MagnetsTellusz4532No ratings yet
- Submodular Set Function - WikipediaDocument5 pagesSubmodular Set Function - WikipedianmahsevNo ratings yet
- Radar Systems Range Equation PDFDocument6 pagesRadar Systems Range Equation PDFSanjid ElahiNo ratings yet
- Fluent 6.0 Staff Training Combustion and DPMDocument30 pagesFluent 6.0 Staff Training Combustion and DPMZakManNo ratings yet
- Linear Differential Equations Standard Form and Operator FormDocument10 pagesLinear Differential Equations Standard Form and Operator FormJoSaNo ratings yet
- How To Mathematics Organize Patterns in The World?Document3 pagesHow To Mathematics Organize Patterns in The World?johnmartin sabiliNo ratings yet
- Notesch # 18Document11 pagesNotesch # 18ZeeshanMahdiNo ratings yet
- Stainless Steel PropertiesDocument3 pagesStainless Steel Propertieskiwanis_lamNo ratings yet
- 85 Describing Motion OrganizerDocument10 pages85 Describing Motion OrganizerFernando Sorto50% (2)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Beryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument28 pagesBeryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet
- Physics Questions Part 3Document8 pagesPhysics Questions Part 3Muhammad HuzaifaNo ratings yet
- Cluster ExpansionDocument4 pagesCluster ExpansionflytrapsolNo ratings yet
- The Law of OneDocument745 pagesThe Law of OneSuprakash100% (18)
- Literature SurveyDocument6 pagesLiterature SurveyAnonymous j0aO95fgNo ratings yet
- LECTURE 3 - Shear Stress & Allowable StressDocument15 pagesLECTURE 3 - Shear Stress & Allowable StressIhab OmarNo ratings yet
- Applying IGBTs - 5SYA 2053-04 PDFDocument22 pagesApplying IGBTs - 5SYA 2053-04 PDFbacuoc.nguyen356No ratings yet
- Interactions and Incompatibilities of Pharmaceutical ExcipientsDocument24 pagesInteractions and Incompatibilities of Pharmaceutical ExcipientsEmmanuel Vachon LachanceNo ratings yet
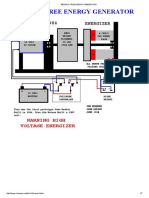
- Bedini's Free Energy Generator PDFDocument7 pagesBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- Motion Programming For ComauDocument318 pagesMotion Programming For ComauEddie Scarpa100% (1)
- Meteorology and Wind Resource Geostrophic BalanceDocument10 pagesMeteorology and Wind Resource Geostrophic BalanceSilvio NunesNo ratings yet
- Maximum Material Boundary (MMB) and Its Advantages in GD&T Analysis PDFDocument6 pagesMaximum Material Boundary (MMB) and Its Advantages in GD&T Analysis PDFSangeethaNo ratings yet
- ENGGPHYSDocument13 pagesENGGPHYSUploader101No ratings yet
- BEYOND SYLLABUS: CURVED, COMPOSITE, UNSYMMETRICAL BEAMSDocument11 pagesBEYOND SYLLABUS: CURVED, COMPOSITE, UNSYMMETRICAL BEAMSVignesh VickyNo ratings yet
- Elders Ray SYstemsDocument7 pagesElders Ray SYstemssagarmkale4395No ratings yet
- Thermodynamics of Weak Electrolytes Including H3PO4Document10 pagesThermodynamics of Weak Electrolytes Including H3PO4buhalnitaNo ratings yet
- Theory of Chemical Kinetics and Charge Transfer Based On Nonequilibrium ThermodynamicsDocument17 pagesTheory of Chemical Kinetics and Charge Transfer Based On Nonequilibrium ThermodynamicsYoana Yoa YoaNo ratings yet
- Force & FrictionDocument9 pagesForce & Frictionbinu_praveen100% (1)
- The Optical ProThe Optical Properties of Lung As A Function of Respirationperties of Lung As A Function ofDocument11 pagesThe Optical ProThe Optical Properties of Lung As A Function of Respirationperties of Lung As A Function ofAgustinNo ratings yet
- Sully: The Untold Story Behind the Miracle on the HudsonFrom EverandSully: The Untold Story Behind the Miracle on the HudsonRating: 4 out of 5 stars4/5 (103)
- The Fabric of Civilization: How Textiles Made the WorldFrom EverandThe Fabric of Civilization: How Textiles Made the WorldRating: 4.5 out of 5 stars4.5/5 (57)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaFrom EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo ratings yet
- The Weather Machine: A Journey Inside the ForecastFrom EverandThe Weather Machine: A Journey Inside the ForecastRating: 3.5 out of 5 stars3.5/5 (31)
- Hero Found: The Greatest POW Escape of the Vietnam WarFrom EverandHero Found: The Greatest POW Escape of the Vietnam WarRating: 4 out of 5 stars4/5 (19)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)