Professional Documents
Culture Documents
MTG A
Uploaded by
FolpoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
MTG A
Uploaded by
FolpoCopyright:
Available Formats
A 1
A 2
A 4
A 22
A 46
A 56
A 70
A 82
A 89
A 94
A 100
A 102
A 124
A 130
A 141
A 146
A 149
A 150
Introduction
APPLICATIONS
Getting started
Turning different materials
External turning
Internal turning
Multi-task machining
Small part machining
Trouble shooting
PRODUCTS
Inserts
Wiper geometry information
ISO S geometries
Insert geometry descriptions
Tools
General
(CoroTurn SL, Silent Tools, EasyFix and CoroTurn HP)
External/internal
(CoroTurn RC, T-Max P lever, CoroTurn TR, CoroTurn 107/111 and
CoroTurn RC for ceramic and CBN insert)
Small part machining - dedicated tools
(CoroTurn 107, CoroTurn TR, CoroTurn XS, CoroCut XS and CoroCut MB)
Multi-task machining - dedicated tools
(CoroPlex TT, CoroPlex SL mini turret and CoroPlex MT)
Extended offer
(Build-in tools)
Grade information
GENERAL TURNING
A 2
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning introduction
Introduction
Sandvik Coromant offers a comprehensive range of products
for all external and internal turning operations (CoroTurn RC/
TR/107/111), including products optimized for small part
(CoroTurn/CoroCut XS), heavy duty and multi-task machining
(CoroPlex).
A wide range of modern insert geometries and grades
(carbide, cermet, ceramic, CBN, PCD), for all different
workpiece mate rials, together with the modular CoroTurn SL
and Coromant Capto holding system, forms the basis for
productive turning solutions.
The new generation of wiper inserts (-WMX), the ingenious
locking interface (i-Lock) for positive inserts (CoroTurn TR),
and the high pressure coolant technology (CoroTurn HP), are
examples of innovative, new technologies for productive and
trouble-free production.
Trends
Machines and machining methods
Demand for high precision
Multi-task machining and advanced NC-control systems
Reduction in set-up time to maximize income producing
time.
Components and materials
More complex components machined in one set-up
More high-alloyed materials are used in existing
applications.
Coromant Captois a registered trademark of Sandvik.
General turning_A001-015.indd 2 2009-11-24 09:45:37
A 3
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning getting started
Getting started
This chapter will help you utlilize our products to their full potential, maximizing
productivity and minimizing your machining costs.
The Getting started section, pages A 3 A 21, provides an overview of turning
products and general recommendations about how to choose and use the tools.
Turning in different materials
Insert geometry, grade and machining recommendations for different types of steels,
stainless, cast irons, aluminiums, heat resistant alloys, titanium, and hard part turning.
See pages A 22 A 45.
Turning methods
Pages A 46 A 88 describe how to choose the right turning products for different
applications, and how to apply them in the best manner to maximize productivity and
avoid problems. This section is divided into three sub sections;
External turning longitudinal, profling and facing
Internal turning longitudinal and profling
Dedicated methods multi-task and small part turning
Heavy turning
Heavy turning, bar peeling and railway wheel turning are described in a separate
dedicated catalogue/application guide, order No: C-1002:3. Contact your local
Sandvik Coromant representative, or order it at www.coromant.sandvik.com
Turn milling
In multi-task machines, milling can sometimes be an alternative to conventional turning.
For more information, see chapter D, milling.
Turning methods
Choice of method
Three different areas should be considered to determine the best method and tooling solution.
1.General turning component features 2. Component material, shape and quantity 3. Machine parameters
General turning_A001-015.indd 3 2009-11-24 09:45:58
A 4
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning getting started
Initial considerations
1. Component features
Analyze the dimensions and quality demands of the component to be
machined:
Type of operation (external or internal, e.g. longitudinal, profling, facing).
The operation type affects the tool choice.
Roughing, fnishing.
Large, stable component.
Small, long, slender, thin-walled component.
Corner radius.
Quality demand (tolerance, surface fnish).
2. The component
After analyzing the features, it is time to look at the
component:
Does the material have good chip-breaking qualities?
Batch size a single component or mass production,
which would justify an optimally engineered tool to
maximize productivity?
Can the component be held securely?
Is chip evacuation a critical issue?
3. The machine
Finally, a look at some important machine considerations:
Stability, power and torque, especially for larger components.
Cutting fuid and coolant supply.
Is there any need for high pressure coolant for chip-breaking in
long chipping materials?
Tool changing times/number of tools in turret.
rpm limitations, bar feed magazine.
Sub-spindle, or tail stock available?
Consider CoroPlex tools for use in the B-spindle.
General turning_A001-015.indd 4 2009-11-24 09:46:00
A 5
A
B
C
D
E
F
G
H
I
CoroTurn RC CoroTurn TR
CoroTurn HP
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning getting started
Example how to maximize productivity
Inserts with negative basic shape Inserts with positive basic shape
External turning
Large components
Diffcult conditions
Internal turning
External and internal profling
Slender, unstable and weak components
Negative style
Double sided and single sided
High edge strength
Available with or without wiper.
Positive style
Single sided
Sharp cutting edge
Low cutting forces
Available with or without wiper.
Productivity can be increased, depending on the situation and on which tooling
solution is used.
Use Coromant Capto coupling for best stability and precision.
Use negative inserts for large diameters, and positive inserts for small diameters
as well as for internal boring operations.
Use CoroTurn RC (for negative inserts) and CoroTurn TR (for positive inserts)
clamping for precise insert positioning and secure insert seating.
Use wiper inserts for max. feed and best surface fnish.
Use the modular and rigid CoroTurn SL system for easy interchangeability between
different cutting heads.
Use dampened Silent Tool bars or adaptors to eliminate vibrations and to
maximize the feed in internal operations.
Use CoroTurn HP coolant supply technology for best chip control and increased
cutting data in long-chipping materials.
Secure clamping of negative inserts. Secure clamping of positive inserts.
For long-chipping materials
Cutting fuid pressure 10 80 bars
Improved chip control
Increased cutting speed.
General turning_A001-015.indd 5 2009-11-24 09:46:05
A 6
A
B
C
D
E
F
G
H
I
CoroTurnRC
CoroTurn107
CoroTurnTR
CoroCutXS/QS
CoroCutXS
20
CoroTurnRC
20
40
CoroTurnSL-QC
25
CoroTurn107
CoroTurnRC
CoroCutXS
CoroTurnTR/HP
10
CoroTurnMB
10 10 10 10 10 10 10 1010
6
CoroTurn107/111
0.3
CoroTurnXS
CoroTurnTR
CoroTurn107/QS
HP
HP
HP
HP
HP
CoroTurn RC
CoroTurn107/HP
HP
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Negative
Positive
Positive
Negative
Positive
Positive
Positive
Positive
Negative
Negative
Positive
Positive
Positive
Positive
Negative
Positive
Negative
Negative
General turning getting started
Overview turning programme
Insert type (basic shape)
External turning Internal turning
Insert type (basic shape)
Tools, dedicated for small part machining
Tools dedicated for small part machining
L
a
r
g
e
c
o
m
p
o
n
e
n
t
s
S
m
a
l
l
c
o
m
p
o
n
e
n
t
s
1
m
m
d
i
a
.
3
2
m
m
d
i
a
.
= Also available with high pressure coolant
SL cutting heads
T-MaxP lever/HP
SL cutting heads
Min. hole (mm)
T-MaxP lever
T-MaxP lever
T-MaxP lever/HP
General turning_A001-015.indd 6 2009-11-24 09:46:22
A 7
A
B
C
D
E
F
G
H
I
CoroTurn RC
CoroTurn 107
CoroTurn 111
CoroTurn TR
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning getting started
T-Max P lever system
The T-Max P lever is a hole clamping system, and is the frst choice system for internal
turning, when free chip fow is needed.
For external turning, the lever system is an alternative to CoroTurn RC.
Advantages:
Free chip fow
Easy indexing.
Clamping T-Max P negative basic-shaped inserts
Two systems are used for clamping negative inserts.
CoroTurn RC rigid clamping system
CoroTurn RC is a top and hole clamping system, and is the frst choice when stability and
security are essential for productive turning of large components.
The system is mostly used for external turning, from fnishing to roughing, but also for
internal turning, when chip evacuation is good.
Advantages:
Excellent clamping
Easy indexing
Good repeatability.
CoroTurn 107 screw clamping system
CoroTurn 107 screw clamping system uses positive, single-sided inserts with 7 clearance
angles and is the frst choice system for both internal and external longitudinal machining
of long and slender components.
CoroTurn 111 screw clamping system
Uses 11 positive inserts, and is an alternative to CoroTurn 107. It is only used in boring
bars for internal turning.
Advantages:
Secure clamping
Free chip fow.
Clamping of CoroTurn positive basic-shape inserts
CoroTurn TR screw clamping system
The CoroTurn TR clamping system uses positive, single-sided inserts and is the frst choice
system for external and internal profling.
The interface between tool holder and insert provides a good source of stability for demanding
profle turning operations.
Advantages:
Secure clamping
Free chip fow
Good repeatability.
T-Max P
insert
T-Max P lever
General turning_A001-015.indd 7 2009-11-24 09:46:24
A 8
A
B
C
D
E
F
G
H
I
CoroCut XS
CoroCut MB
CoroTurn XS
CoroPlex TT CoroPlex MT
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
CoroCut XS
Screw clamping
The CoroCut XS system for small part machining uses positive, double-edged
inserts and is used for external machining.
Insert clamping screw with Torx Plus grip on each side.
Advantages:
Secure clamping
Free chip fow.
CoroCut MB
Screw clamping
CoroCut MB is used for internal machining. It provides secure and stable
machining due to rigid front screw clamping. The CoroCut MB design has
rails on the insert and corresponding slots in the tip seat.
Advantages:
Secure clamping
Free chip fow.
CoroTurn XS
Screw clamping
CoroTurn XS is used for internal machining. Locating mechanism locks the
insert into the correct orientation. Guaranteed centre height, every time.
Advantages:
Secure clamping.
Tools dedicated for small part machining
General turning getting started
Tools dedicated for multi-task machining
CoroPlex MT, CoroPlex TT and the CoroPlex SL mini-turret have been developed
specifcally to meet the needs and requirements of multi-task machines,
i.e. turn-mill and mill-turn centres.
Advantages:
Optimized to be used in the B-spindle
Minimize tool change time
Multi-purpose, which means fewer tools in the tool magazine.
CoroPlex SL
mini-turret
General turning_A001-015.indd 8 2009-11-24 09:46:25
A 9
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
The CoroTurn HP coolant supply technology is optional for T-Max P/CoroTurn TR and
CoroTurn 107 cutting units and cutting heads. It provides very precise coolant jets
directed at the cutting zone, which leads to improved chip control and tool life.
CoroTurn HP can be used at coolant pressures from 10 80 bars.
Chip control and trouble-free production in all materials
Increased cutting speed for roughing in diffcult materials
Longer tool life when roughing to fnishing in diffcult materials.
Tool holding selection
For best productivity and cost effciency in both external and internal turning,
we recommend the Coromant Capto system.
The Coromant Capto system offers exceptional accuracy and stability and a
complete product range of insert clamping systems, cutting units and adaptors.
For more information, see Tool holding/Machining, Chapter G.
Hydraulic wedge, lifting the chip
Reduces the temperature
Improves the chip control.
CoroTurn SL
CoroTurn SL is a modular tool system of boring bar adaptors and exchangeable
cutting heads for internal and external applications within turning, parting and
grooving, and threading.
A fexible, modular system
In a CoroTurn SL bar adaptor, various types of cutting heads, in different clamping
systems, can be used for turning:
CoroTurn RC
T-Max P lever
CoroTurn TR
CoroTurn 107/111
CoroCut XS.
Choice of bar adaptors
The CoroTurn SL assortment consists of:
Coromant Capto system and round shank bars
Dampened Silent Tool bars, solid steel bars and carbide re-inforced bars.
General turning getting started
CoroTurn HP high pressure coolant
General turning_A001-015.indd 9 2009-11-24 09:46:30
A 10
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Torque wrench
To get the best performance out of each insert clamping system, a torque wrench should be
used to correctly tighten the insert.
Torque that is too high will negatively affect the performance of the tool and can cause insert
and screw breakage.
Torque that is too low will cause insert movement, vibrations and degrade the cutting result.
See Main catalogue for the correct insert tightening torque.
Clamping screws
Always use a torque wrench to ensure that screws are correctly tightened.
Apply suffcient screw lubrication to prevent seizure. Lubricant should be applied to
the screw threads as well as to the screw head face.
Replace worn or damaged screws.
Check the insert seat
It is important to ensure that the insert seat has not been damaged during machining or handling.
Clean the insert seat
Make sure that the insert seat is free from dust or chips
from the machining. If necessary, clean the insert seat with
compressed air.
If boring bars with CoroTurn SL cutting heads are used, it is
also important to check and clean the coupling between the
head and the bar when changing the cutting head.
Look for:
Oversized pockets due to wear. The insert does not seat
properly in the pocket sides. Use a 0.02 mm shim to check
the gap.
Small gaps in the corners, between the shim and the bottom
of the pocket.
Damaged shims. Shims should not have chipped corners in
the cutting area.
Wear from the chip breaking and/or impressions from the
insert.
Tool maintenance
Establishing a routine for tool maintenance in the work shop will prevent problems and save a lot of money.
General turning getting started
General turning_A001-015.indd 10 2009-11-24 09:46:31
A 11
A
B
C
D
E
F
G
H
I
h
ex
= f
n
sin k
r
v
c
=
D n
1000
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning getting started
Turning theory defnition of terms
Cutting speed
The workpiece rotates at a certain number of revolutions (n)
per minute. This gives a specifc cutting speed, v
c
(or surface
speed), measured in (m/min) at the cutting edge.
Cutting depth
The cutting depth (a
p
) is the difference between the un-cut and
cut surfaces. The cutting depth is measured in mm and at a
right angle (90) to the feed direction.
Feed
The axial (or in face turning the radial) tool movement is
called feed, f
n
, and is measured in mm/r. When feeding
radially towards the centre of the workpiece, the rpm will
increase, until it reaches the rpm limit of the machine
spindle. When this limitation is passed, the cutting speed, v
c
,
will decrease until it reaches 0 m/min at the component centre.
Chip thickness
The chip thickness, h
ex
, is equal to f
n
when using a tool holder
with an entering angle k
r
= 90.
When using a smaller entering angle, h
ex
is reduced.
Inclination and rake angles
= the rake angle is a measure of the edge in relation to
the cut.
= the inclination angle is a measure of the angle at which
the insert is mounted in the holder.
m/min
h
ex
= maximum chip thickness
General turning_A001-015.indd 11 2009-11-24 09:46:32
A 12
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
How to predict tool life
The spiral cutting length, SCL, is a method for predicting the tool life.
For more information, see page A 37.
Effects of cutting speed
Too low
Built-up edge
Dulling of edge
Uneconomical
Poor surface.
Too high
Rapid fank wear
Poor fnish
Rapid crater wear
Plastic deformation.
Effects of feed rate
Too light
Stringers
Rapid fank wear
Built-up edge
Uneconomical.
Too heavy
Loss of chip control
Poor surface fnish
Crater wear/plastic deformation
High power consumption
Chip welding
Chip hammering.
Effects of depth of cut
Too small
Loss of chip control
Vibrations
Excessive heat
Uneconomical.
Too deep
High power consumption
Insert breakage
Increased cutting forces.
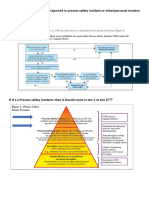
Tool life
The following graphs show the effect that each of the three machining parameters - speed, feed, and depth of
cut - has on tool life. The depth of cut has the smallest effect, followed by the feed rate. Cutting speed has by
far the greatest effect on the tool life of the insert.
For best tool life: maximize a
p
to reduce number of cuts; maximize f
n
for shorter cutting time; reduce v
c
for best tool life.
Tool life
Little effect on tool life.
Tool life
Less effect on tool life than v
c
.
Tool life
Large effect on tool life. Adjust v
c
for
best cost effciency.
General turning getting started
Feed f
n
Cutting depth a
p
Cutting speed v
c
Safety precautions
Chips are very hot and have sharp edges; they should not be touched with bare hands. Chips can cause burns to the skin
or damage to the eyes.
Be sure that the insert and the component are tightly and secured in the holder to prevent them from coming loose during
use. Too much overhang can result in vibration and tool breakage.
General turning_A001-015.indd 12 2009-11-24 09:46:32
A 13
A
B
C
D
E
F
G
H
I
0
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
clearance angle
clearance angle
Negative versus positive inserts
A negative insert has an angle of 90, while a positive insert has an angle of less than 90.
The illustrations below show, how the insert is tilted in the tool holder.
Some characteristics of the two insert types are listed below:
Effect of entering angle
The entering angle, k
r
, is the angle between the cutting edge and the feed direction. It is an important
angle in selecting the correct turning tool for an operation, and infuences:
Chip formation
Direction of cutting forces
Cutting edge length in cut.
Negative inserts
Double and single sided
High edge strength
Zero clearance
First choice for external turning
Heavy cutting conditions.
Positive inserts
Single sided
Low cutting forces
Side clearance
First choice for internal turning
and for external turning of slender
components.
Forces are directed toward the chuck. There is less
tendency for vibration.
Ability to turn shoulders.
Higher cutting forces, especially at the entrance and
exit of the cut.
Tendency for notch wear in HRSA and case-hardened
workpieces.
Reduced load on the cutting edge.
Produces a thinner chip = higher feed rate.
Reduces notch wear.
Can not turn a 90 shoulder.
Forces are directed both axially and radially, which may
result in vibration.
Large entering angle Small entering angle
Chip breaking against the tool
Chip breaking against the
workpiece
General turning getting started
General turning_A001-015.indd 13 2009-11-24 09:46:33
A 14
A
B
C
D
E
F
G
H
I
+
+
+
S
90
R C
80
W
80
T
60
D
55
V
35
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
The insert shape should be selected relative to
the entering angle accessibility required of the
tool. The largest possible nose angle should be
selected to provide insert strength and relia-
bility. However, this has to be balanced against
the variation of cuts that need to be performed.
A large nose angle is strong, but requires more
machine power and has a higher tendency for
vibration.
A small nose angle is weaker and has a small
cutting edge engagement, both of which can
make it more sensitive to the effects of heat. Scale 1 indicates the cutting edge strength. The inserts to the left have larger nose
angles and are correspondingly stronger. The inserts to the right have better versa-
tility and accessibility.
Scale 2 indicates that vibration tendencies increase to the left, while power require-
ments decrease to the right.
Roughing (strength)
Light roughing/semi-fnishing (no. of edges)
Finishing (no. of edges)
Longitudinal turning (feed direction)
Profling (accessibility)
Facing (feed direction)
Operational versatility
Limited machine power
Vibration tendencies
Hard materials
Intermittent machining
Large entering angle
Small entering angle
Most suitable Suitable
The 80 nose angle (C-insert type), rhombic shaped insert is frequently used, as it is an effective
compromise for all insert shapes and is suitable for many operations.
Factors affecting choice of insert shape
General turning getting started
Insert shape
Basic-shape designation, nose angle
General turning_A001-015.indd 14 2009-11-24 09:46:34
A 15
A
B
C
D
E
F
G
H
I
k
r
1 2 3 4 5 6 7 8 9 10 15
90 1 2 3 4 5 6 7 8 9 10 15
105 75 1.05 2.1 3.1 4.1 5.2 6.2 7.3 8.3 9.3 11 16
120 60 1.2 2.3 3.5 4.7 5.8 7 8.2 9.3 11 12 18
135 45 1.4 2.9 4.3 5.7 7.1 8.5 10 12 13 15 22
150 30 2 4 6 8 10 12 14 16 18 20 30
165 15 4 8 12 16 20 24 27 31 35 39 58
R S C W T D V
R S
C T
V W K D
l
a
= 0.4 x iC
l
a
=1/2 x l l
a
= 1/2 x l
l
a
= 1/4 x l l
a
= 1/4 x l
l
a
= 1/2 x l
l
a
= 2/3 x l l
a
= 2/3 x l
8 4 6 6 4 4
4 2 3 3 2 -
4 2 3 3 2 2
*)
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Basic shape
Negative
Double sided
Single sided
Positive
a
p
, mm
l
a
, mm
The depth of cut infuences the metal removal rate, the number of necessary cuts,
chip breaking, and the power required.
Establish the effective cutting edge length l
a
along with the shape of the insert, the
entering angle, k
r
, of the tool holder, and the depth of cut, a
p
.
The minimum necessary effective cutting edge length can be determined from the
table, which shows the relation between the depth of cut, a
p
, the entering angle, k
r
.
For extra reliability in more demanding operations, a larger and thicker insert should
be considered.
When machining against a shoulder, the depth of cut increases dramatically; in such
cases, a stronger insert (thicker or larger) should be used to minimize the risk of
insert breakage.
Insert shape - number of cutting edges
The number of cutting edges on an insert varies
depending on the choice of insert and nose angle.
An insert with a negative basic shape normally has
twice as many edges compared to a positive insert.
In heavy roughing, a single-sided, negative basic-shape
insert is recommended for best stability. For other
roughing operations, a double-sided insert with twice
as many cutting edges is recommended.
The round insert has the highest number of cutting
edges.
The recommended maximum values in the
table are intended to provide machining
reliability for continuous cuts using a
roughing geometry. Deeper cuts, up to the
total cutting edge length, l, can be made for
a shorter period.
Insert shape - depth of cut
General turning getting started
*)
The no. of edges is dependent of the depth of cut in relation to
the insert size.
Insert size and depth of cut
General turning_A001-015.indd 15 2010-01-27 08:37:43
A 16
A
B
C
D
E
F
G
H
I
F
M
R
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
06
09
12
16
19
25
C
06
11
15
D
R
06
08
10
12
15
16
19
20
25
32
09
12
15
19
25
31
38
S
V
11
16
22
27
33
T
11
16
22
06
08
W
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Operations at low depths of cut and low feeds. Medium to light roughing operations. Wide range of
depths of cut and feed rate combinations.
Finishing: f
n
= 0.1 - 0.3 mm/r
a
p
= 0.5 - 2.0 mm
Medium: f
n
= 0.2 - 0.5 mm/r
a
p
= 1.5 - 5.0 mm
Finishing (F) Medium (M)
Insert size according to chip breaking areas
Operations for maximum stock removal and/or
severe conditions. High depths of cut and feed rate
combinations.
Roughing: f
n
= 0.5 - 1.5 mm/r
a
p
= 5 - 15 mm
Roughing (R)
General depth of cut recommendations for insert shapes, according to chip breaking for different geometries.
Rombic 80
Insert shape
Selecting the insert size accord-
ing to chip breaking areas.
Type of application
Maximum depth of cut a
p
, mm
Rhombic 55
Round
Square
Triangular
Rhombic 35
Trigon 80
General turning getting started
Insert size
General turning_A016-031.indd 16 2009-11-24 10:03:27
A 17
A
B
C
D
E
F
G
H
I
0.4 0.8 1.2 1.6 2.4
0.25 0.4 0.5 0.7
0.3 0.5 0.6 0.8 (1.0)
0.3 0.6 0.8 1.0 1.5
0.2 0.4 0.8 1.2
0.10 0.2 0.3 0.4
0.15 0.3 0.4 0.5
a
p
< r
a
p
= 2/3 r
a
p
>2/3 r
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Nose radius
The nose radius, r
, on the insert is a key factor in turning operations.
Selection of nose radius depends on the:
Depth of cut, a
p
Feed, f
n
and infuences the:
Surface fnish
Chip breaking
Insert strength.
Small nose radius
Ideal for small cutting depths
Reduces vibration
Less insert strength.
Large nose radius
Heavy feed rates
Large depths of cut
Stronger edge
Increased radial forces.
Nose radius and maximum feed
Nose radius, r
mm
Nose radius, r
mm
Max. recommended feed, f
n
mm/r
Max. recommended feed, f
n
mm/r
The radial forces that push the insert away from the cutting
surface become more axial as the depth of cut increases.
The nose radius also affects the chip formation. Generally,
chip breaking improves with a smaller radius.
As a general rule of thumb, the depth of cut should be greater
than or equal to 2/3 of the nose radius, or 1/2 of the nose
radius in the feed direction.
Nose radius in relation to depth of cut
Finishing
Finishing
Medium
Medium
Roughing
Negative basic-shape inserts
Positive basic-shape inserts
Wiper inserts should be used in high productivity
applications or when high quality surfaces are
required.
For more information, see page A 94.
General turning getting started
General turning_A016-031.indd 17 2009-11-24 10:03:28
A 18
A
B
C
D
E
F
G
H
I
1000
f
n
2
8 x r
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Nose radius surface fnish and feed
In turning operations, the generated surface fnish will be
directly infuenced by the combination of nose radius and
feed rate.
Wiper insert
The nose radius on a wiper insert has a modifed nose built
up around 3 to 9 different radii. This will increase the insert's
engagement length and positively affects the feed rate and the
surface.
Surface fnish measurements
Different methods for measuring surface fnish are described
in chapter I.
Conventional insert
A conventional insert has a single nose radius, which can
vary between 0.1 2.4 mm, and the surface fnish is directly
related to the feed used.
The modifed nose radius of the wiper inserts is within the
tolerance for C- and W-style inserts, while D- and T-style have
a nose confguration that deviates from corresponding conven-
tional inserts.
For more information, see page A 94.
General turning getting started
Rules of thumb for wiper inserts:
Two times the feed = same surface fnish
Same feed surface fnish is twice as good.
Insert style C and W Insert style D and T
R
max
(wiper)
R
max
(wiper) =
R
max
2
R
max
=
R
max
R
max
General turning_A016-031.indd 18 2009-11-24 10:03:29
A 19
A
B
C
D
E
F
G
H
I
-PR
-PM
-PF
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Finishing F
Operations at light depths of cut and low feed rates.
Operations requiring low cutting forces.
Insert geometries
Turning geometries can be divided into three basic styles that are optimized for fnishing, medium and
roughing operations. The diagram shows the working area for each geometry, based on acceptable chip
breaking, in relation to feed and depth of cut.
Roughing R
High depth of cut and feed rate combinations.
Operations requiring the highest edge security.
Medium M
Medium operations to light roughing.
Wide range of depth of cut and feed rate combinations.
Breaking the chips
Chip control is one of the key factors in turning, and there are three principle chip breaking alternatives:
Factors that have an infuence on chip breaking are the:
Insert geometry
Nose radius, r
Entering angle, k
r
Cutting depth, a
p
Feed, f
n
Cutting speed, v
c
Material.
self breaking, for example cast iron against the tool against the workpiece
General turning getting started
Chip formation and choice of insert geometry
mm/r
mm
General turning_A016-031.indd 19 2009-11-24 10:03:29
A 20
A
B
C
D
E
F
G
H
I
WMX, WF, WM, WR
WMX, WF, WM, WR
WMX, WF, WM, WR
PF, PM, PR
MF, MM, MR
KF, KM, KR
AL
SM, SR
HM, HR
P
M
K
N
S
H
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Feed
f
n
(mm/r)
Cutting depth
a
p
(mm)
General turning getting started
Chip breaking test of a CNMG 12 04 08-PM insert at different cutting depths and feeds. The chip breaking
within the marked area is classifed as good, and the results are transferred into a diagram.
Example of chip breaking for a -PM geometry
Hardened steel
Heat resistant alloys
Aluminium alloys
Cast iron
Stainless steel
Steel
Insert geometries for different workpiece materials
Many insert geometries are optimized for a certain workpiece material type, i.e. PF, PM, PR for turning of
steels, MF, MM, MR for stainless steels, and KF, KM, KR for turning of cast irons, etc. Other geometries,
like WMX, WF, WM, WR, are suitable for both steel, stainless and cast iron.
For more information about insert geometries and workpiece materials, see pages, A 102 and A 22 -- A 45.
Wiper inserts Conventional inserts
General turning_A016-031.indd 20 2009-11-24 10:03:30
A 21
A
B
C
D
E
F
G
H
I
ISO P ISO M ISO K ISO N ISO S ISO H
GC4205
CB7050
CB50
CC650
GC1105
GC4215 GC3205
S05F CC6050
GC1105 CC670
GC1025 CB7015
H13A CB7025
GC1115 CB7050
GC1115
GC1515 CC6090 H10
CD10
GC2015
GC4225 GC3005 GC1005
GC1125
GC4235 GC3210
GC2025
GC3215
GC2035
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Insert grades
The insert grade is primarily selected according to
the component material, the type of application and
the machining conditions.
Component material (ISO P, M, K, N, S, H)
Type of application (F, M, R)
Machining conditions (good, average, diffcult).
The insert geometry and insert grade complement
each other when being applied; for example, the
toughness of an insert grade can compensate for
lack of strength in an insert geometry.
For more information, see section H.
Wear resistance
Examples of common grades for different materials:
Coated cemented carbide (GC4205, GC4215, GC4225, etc)
Cemented carbide (H10, H13A, etc)
Cermets (CT1525, CT5015, etc)
Ceramics (CC6050, CC6090, etc)
Cubic boron nitride (CB7015, CB7025, etc)
Polycrystalline diamond (CD10).
Stable
Unstable
C
o
n
d
i
t
i
o
n
s
Toughness
General turning getting started
General turning_A016-031.indd 21 2010-01-27 08:55:21
A 22
A
B
C
D
E
F
G
H
I
P
-WL
-LC
a
p
> r
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Steel turning
The machinability of steel differs depending on alloying
elements, heat treatments and manufacturing processes
(forged, cast etc.)
For more detailed information about materials and
classifcations, see chapter H.
For cutting data recommendations, see Main catalogue.
Steels can be categorized as unalloyed, low alloyed steel
and high alloyed steel, all of which affect the machining
recommendations for turning.
Unalloyed steel
Material Classifcation: P1.1
Unalloyed steel has a carbon content of up to 0.55%. Low carbon steels
(carbon content <0.25%) require special attention, due to the diffcult chip
breaking and the tendency to smear (built-up edge).
The machining properties for unalloyed steels with a higher carbon content
are similar to those for low alloyed steels.
Chip control:
To control the chip fow, use a cutting depth greater than the size of the nose
radius. Choose an entering angle as close to 90 as possible. Radial
back-turning should be avoided.
Aim for the highest feed possible; the use of Wiper inserts is highly recommended.
The LC and WL geometries are optimized for low carbon steels.
Cutting data:
Use high cutting speeds to avoid built-up edge on the insert, which can
negatively infuence both surface fnish and tool life. Sharp edges and
geometries, together with thin coated grades, e.g. GC2025 or GC1515, will
decrease the smearing tendencies and prevent edge detoriation.
At low cutting depths or feed, ground inserts with positive geometries and
small nose radii should always be used for best cutting action.
Cutting depth, mm
Feed, mm/r
Application area for CNMG: 120408 in LC
and WL geometries
Turning different materials steel turning
General turning_A016-031.indd 22 2009-11-24 10:03:39
A 23
A
B
C
D
E
F
G
H
I
F
M
R
P05 P15 P25 P35
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials steel turning
Low alloyed steel
Material Classifcation: P2.x
Low alloyed steels are the most common material for metal
cutting on the market. The group includes both soft and
hardened materials (below 50 HRc).
Machinability for low alloyed steels is dependent on alloy
content and the heat treatment (hardness). For all materials
in this group, the most common wear mechanisms are crater
and fank wear.
For low alloyed steels in a non-hardened condition, the
frst choice is the GC4200 series of grades and the wiper
geometries.
Because hardened materials produce higher heat in the cutting
zone, plastic deformation is a common wear mechanism.
Thus, extra heat and fank wear resistance are required;
cast iron grades are recommended for these operations.
CoroTurn HP coolant supply
CoroTurn HP can be applied to increase cutting data and improve chip control,
especially for steels with a low carbon content. It can also be applied in harder
steels to decrease crater wear and plastic deformation.
High alloyed steel
Material Classifcation: P3.x
High alloy steels include carbon steels with a total alloy content over 5%. The group
includes both soft and hardened materials (below 50 HRc). Machinability decreases
at higher alloy contents and hardnesses.
As for the low alloyed steels, the frst choice is the GC4200 series of grades and the
wiper geometries. Steels with more than 5% alloying elements, and with hardness
up to 450 HB, impose extra demands on plastic deformation resistance and edge
strength, which is why cast iron grades are often a good choice.
Wear resistance Toughness
F = Finishing
M = Medium
R = Roughing
General turning_A016-031.indd 23 2009-11-24 10:03:41
A 24
A
B
C
D
E
F
G
H
I
P
-WF GC4215 -WMX GC4205 -WR GC4205
-PF GC4215 -PM GC4215 -PR GC4215
-WF GC4215 -WMX GC4215 -WR GC4215
-PF GC4215 -PM GC4225 -PR GC4225
-WF GC4225 -WMX GC4225 -WR GC4225
-PF GC4225 -PM GC4235 -PR GC4235
-WF GC4215 -WM GC4215
-PF GC4215 -PM GC4215 -PR GC4215
-WF GC4215 -WM GC4215 -
-PF GC4215 -PM GC4225 -PR GC4225
-WF GC4215 -WM GC4225
-PF GC4225 -PM GC4235 -PR GC4235
-WF GC4215 -WMX GC4205 -WR GC4205
-PF GC4215 -PM GC4215 -PR GC4215
-WF GC4215 -WMX GC4215 -WR GC4215
-PF GC4215 -PM GC4225 -PR GC4225
-WF GC4225 -WMX GC4225 -WR GC4225
-PF GC4225 -PM GC4235 -PR GC4235
-WF GC4215 -WM GC4215
-PF GC4215 -PM GC4215 -PR GC4215
-WF GC4215 -WM GC4215 -
-PF GC4215 -PM GC4225 -PR GC4225
-WF GC4215 -WM GC4225
-PF GC4225 -PM GC4235 -PR GC4235
-WF/-PF GC4215 -WMX/-PM GC4205 -WR GC4205
-KF GC3005 -KM GC3215 -PR GC4205
-WF/-PF GC4215 -WMX/-PM GC4215 -WR GC4215
-KF GC3215 -KM GC3215 -PR GC4215
-WF GC4215 -WMX GC4225 -WR GC4225
-PF GC4215 -PM GC4225 -PR GC4225
-WF/-PF GC4215 -WM/-PM GC4215
-KF GC3005 -KM GC3215 -PR GC4215
-WF/-PF GC4215 -WM/-PM GC4215
-KF GC3215 -KM GC3215 -PR GC4215
-WF GC4215 -WM GC4225
-PF GC4215 -PM GC4215 -PR GC4225
-WF GC4215 -WMX GC4205 -WR GC4205
-PF GC4215 -PM GC4215 -PR GC4215
-WF GC4215 -WMX GC4215 -WR GC4215
-PF GC4215 -PM GC4225 -PR GC4225
-WF GC4225 -WMX GC4225 -WR GC4225
-PF GC4225 -PM GC4235 -PR GC4235
-WF GC4215 -WM GC4215
-PF GC4215 -PM GC4215 -PR GC4215
-WF GC4215 -WM GC4215 -
-PF GC4215 -PM GC4225 -PR GC4225
-WF GC4215 -WM GC4225
-PF GC4225 -PM GC4235 -PR GC4235
F M R
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials steel turning
Unalloyed Steel
MC P1.x
HB 110
Low alloyed steel
MC P2.x
HB 180
High alloyed steel
MC P3.x
HB 200
High alloyed steel
MC P3.x
HB 400
Negative
Negative
Good conditions Average conditions Diffcult conditions Machining conditions
Workpiece material
Finishing Medium Roughing
Insert grade Insert
geometry
Insert grade Insert
geometry
Insert grade Insert
geometry
Insert basic
shape
Positive
Positive
First choice geometry and grade recommendations
Negative
Negative
Positive
Positive
General turning_A016-031.indd 24 2009-11-24 10:03:42
A 25
A
B
C
D
E
F
G
H
I
M
P05 P15 P25 P35
F
M
R
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials stainless steel turning
Stainless steel turning
The machinability of stainless steels differs, depending on
the alloying elements, heat treatments and manufacturing
processes (forged, cast, etc.) In general, the machinability
decreases at a higher alloy content; however, free-machining
materials or materials with improved machinability are
available in all groups of stainless steels.
For more detailed information about materials and classifca-
tions, see chapter H.
For machining recommendations with turning tools, stainless
steels can be categorized in three groups:
Ferritic/martensitic
Austenitic
Duplex (austenitic/ferritic).
Grades, geometries and other important information for each
group are given below.
On page A 27, a summary of all recommendations appears in
a table.
Austenitic stainless steels
Material Classifcation: M1.x and M2.x
Austenitic stainless steel is the most common type of
stainless steel. The group also includes so-called
super-austenitic stainless steels, defned as stainless
steels with a Ni-content over 20%.
Grade and geometry recommendations:
Use the GC2000 grades. Wiper inserts can be used for
fnishing and medium machining.
For intermittent cuts, or where chip hammering or chip
jamming is the main wear mechanism, use the GC1100
grades. The GC1100 grades are also the frst choice when
a sharp edge is needed (e.g. at low feeds or at a small
depth of cut).
Wear resistance Toughness
F = Finishing
M = Medium
R = Roughing
Material Classifcation: P5.x
Ferritic and annealed martensitic stainless steels have
machinabilities that are comparable to low alloyed steels,
and therefore the general machining recommendations for
steel turning can be used.
Ferritic and martensitic stainless steels
Sometimes, martensitic steels are machined in hardened
conditions; this places extra demands on plastic deformation
resistance of the insert.
Continued
General turning_A016-031.indd 25 2009-11-24 10:03:46
A 26
A
B
C
D
E
F
G
H
I
3500
3000
2500
2000
1500
1000
500
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials stainless steel turning
Austenitic stainless steel
Other considerations:
Always use coolant to decrease crater wear and plastic
deformation, and select the largest possible nose radius.
Due to work-hardening notch wear at the depth of cut,
grading to burr formation is common. Use round inserts
or small entering angles.
Smearing tendencies, or built-up edge, are common. They
both negatively infuence surface fnish and tool life. Use
sharp edges and/or geometries with a positive rake face.
CoroTurn HP coolant supply
When machining stainless steels chip control and cooling are
important to avoid plastic deformation. By using CoroTurn HP,
these problems can be overcome and cutting data can be
raised.
Material Classifcation: M3.4
Duplex stainless steels have a structure that consists of the
two phases: ferrite and austenite. For higher alloyed duplex
steels, designations such as super, or even hyper duplex
stainless steels are used.
The higher mechanical strength makes the materials more
diffcult to machine, particularly when it comes to heat
generation, cutting forces and chip control. Common wear
mechanisms are fank and crater wear, plastic deformation,
chip hammering and notch wear.
Duplex (austenitic/ferritic) stainless steels
Depending on the application, both the GC2000 and GC1100
grade series can be used.
Other considerations:
Always use coolant to reduce the heat.
Use small entering angles to avoid notch wear and burr
formation.
Use geometries with good strength in the edge line to
withstand the high cutting forces.
Dry machining 10 bar 70 bar
CNMG 120408-MF, GC2025
v
c
200 m/min, a
p
2.5 mm, f
n
0.3 mm/r
Material: Sanmac 316L
Metal removal cm
General turning_A016-031.indd 26 2009-11-24 10:03:46
A 27
A
B
C
D
E
F
G
H
I
-WF GC2015 -WMX GC2015
-MF GC2015 -MM GC2015 -MR GC2025
-WF GC2015 -WMX GC2015
-MF GC2015 -MM GC2025 -MR GC2025
-WF GC2015 -WMX GC2015
-MF GC2025 -MM GC2035 -MR GC2035
-WF GC2015 -WM GC2015
-MF GC2015 -MM GC2015 -MR GC2015
-WF GC2015 -WM GC2015
-MF GC2015 -MM GC2025 -MR GC2025
-MF GC2025 -MM GC2035 -MR GC2035
M
F M R
-WF GC2015 -WMX GC2015
-MF GC2015 -MM GC2015 -MR GC2025
-WF GC2015 -WMX GC2015
-MF GC2015 -MM GC2025 -MR GC2025
-WF GC2015 -WMX GC2015
-MF GC2025 -MM GC2035 -MR GC2035
-WF GC2015 -WM GC2015
-MF GC2015 -MM GC2015 -MR GC2015
-WF GC2015 -WM GC2015
-MF GC2015 -MM GC2025 -MR GC2025
-MF GC2025 -MM GC2035 -MR GC2035
-WF GC2015 -MR
-MF GC1115 -MM GC2025 -PR GC2025
-MF GC2025 -MM GC2025
-MF GC1115 -MR GC2025 -MR GC2035
-MF GC2025 -MM
-MF GC2035 -MR GC2035 -MR GC2035
-MF GC2015
-MF GC1115 -MM GC2025 -MR GC2025
-MF GC2025
-MF GC1115 -MM GC2025 -MR GC2035
-MF GC2025
-MF GC2035 -MM GC2035 -MR GC2035
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
First choice geometry and grade recommendations
For detailed information about grades and geometries, see product section.
For cutting data recommendations, see Main catalogue.
Ferritic/martensitic
stainless steel
MC P5.x
Austenitic
stainless steel
MC M1.x and M2.x
Duplex
stainless steel
MC M3.4
Negative
Negative
Negative
Good conditions Average conditions Diffcult conditions Machining conditions
Workpiece material
Insert grade Insert
geometry
Insert grade Insert
geometry
Insert grade Insert
geometry
Insert basic
shape
Positive
Positive
Positive
Turning different materials stainless steel turning
Finishing Medium Roughing
General turning_A016-031.indd 27 2009-11-24 10:03:47
A 28
A
B
C
D
E
F
G
H
I
K
ISO K
CC650
CB7050
CB50
GC3205
CC6090
GC3005
GC3210
GC3215
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials cast iron turning
Cast iron turning
Cast iron can be divided into malleable, grey, nodular, compact
graphite iron (CGI), and austempered ductile iron (ADI).
For more detailed information about materials and classifca-
tions, see chapter H.
Grey and nodular cast iron
Material classifcation: K2.x and K3.x
Grey and nodular cast irons are the most common types of cast iron.
The frst choice should be the GC3200 grade series and -WMX geometry for fnishing
and medium operations. For roughing, -KR is the strongest and frst choice geometry.
The complementary grade CC650 (mixed ceramic) is recommended for fnishing, and
CC6090 (SiN-ceramic) for medium and rough machining.
If possible, use coolant in continuous machining, and use dry machining on inter-
rupted cuts. The complementary grade CC650 is the exception, it should be machined
dry at all times.
The complementary grades CB7050 and CB50 (CBN grades) are recommended for
fnishing to rough machining, but only in grey cast iron.
Wear resistance
Toughness
Malleable cast iron
Material classifcation: K1.x
Use the same grade and geometry recommendations as for grey cast iron.
CGI compact graphite iron
Material classifcation: K4.x
Use the same grade and geometry recommendations as for nodular cast iron.
ADI austempered ductile iron
Material classifcation: K5.x
Use the same grade and geometry recommendations as for nodular cast iron.
General turning_A016-031.indd 28 2009-11-24 10:03:54
A 29
A
B
C
D
E
F
G
H
I
K
-WMX GC3215 -WMX GC3215
.NGA CC650 .NGA CC6090 -KR GC3205
-WMX GC3215 -WMX GC3215
-KF GC3215 -KM GC3205 -KR GC3205
-WMX GC3215 -WMX GC3215
-KF GC3215 -KM GC3215 -KR GC3215
-WMX GC3215 -WMX GC3210
.NGA CC650 -KM GC3215 -KR GC3210
-WMX GC3215 -WMX GC3210
-KF GC3215 -KM GC3210 -KR GC3210
-WMX GC3215 -WMX GC3215
-KF GC3215 -KM GC3215 -KR GC3215
-WF GC3215 -WM GC3215
-KF GC3005 KM GC3005 -KR GC3210
WF GC3215 -WM GC3215
-KF GC3005 -KM GC3215 -KR GC3210
-WF -WM GC3215
-KF GC3215 -KM GC3215 -KR GC3215
-WF GC3215 -WM GC3215
-KF GC3005 -KM GC3210 -KR GC3210
-WF GC3215 -WM GC3210
-KF GC3005 -KM GC3210 -KR GC3210
-WF GC3215 -WM GC3215
-KF GC3215 -KM GC3215 -KR GC3210
F M R
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials cast iron turning
Negative
Grey cast iron
MC K2.x
HB 220
Nodular cast iron
MC K3.x
HB 180
Grey cast iron
MC K2.x
HB 220
Nodular cast iron
MC K3.x
HB 180
Insert grade Insert
geometry
Insert grade Insert
geometry
Insert grade Insert
geometry
Positive
Insert basic
shape
First choice geometry and grade recommendations
Finishing Medium Roughing
For detailed information about grades and geometries, see product section.
For cutting data recommendations, see Main catalogue.
Good conditions Average conditions Diffcult conditions Machining conditions
General turning_A016-031.indd 29 2009-11-24 10:03:54
A 30
A
B
C
D
E
F
G
H
I
S
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials HRSA and titanium turning
HRSA and titanium turning
Heat resistant super alloys (HRSA) can be divided into three
material groups; nickel-based, iron-based and cobalt-based
alloys. Titanium can be pure or with alpha and beta structures.
The machinability of both HRSA and titanium is poor, especially
in aged conditions, which impose particular demands on the
cutting tools.
In the aerospace industry, machining is divided into three
stages: First Stage Machining (FSM), Intermediate Stage
Machining (ISM) and Last Stage Machining (LSM). In LSM,
surface integrity is of upmost importance, but this limits
cutting data. It emphasizes the importance of sharp edges to
prevent the formation of so-called white layers, with different
hardnesses and residual stresses.
For more detailed information, see the application guide
Heat resistant super alloys order No. C-2920:24 or
Titanium machining order No. C-2920:22.
Insert shape and entering angle
A common wear criterion in both titanium and HRSA is notch
wear. By choosing a small entering angle or round inserts, feed
and tool life can be increased considerably.
The unique Xcel insert combines the accessibility of a 93
angle to the tool holder with the productivity of a 45 entering
angle at the cutting edge, at cutting depths up to 2.5 mm.
It is suitable for semi-roughing operations.
S-style SNMG
Xcel CNMX-SM
General turning_A016-031.indd 30 2009-11-24 10:03:57
A 31
A
B
C
D
E
F
G
H
I
6.35 0.889
9.52 1.397
12.70 1.905
19.06 2.794
25.40 3.81
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Avoiding notch wear when machining HRSA-materials
Notch wear can never be eliminated, but it can be minimized
through good planning and by following some general rules:
Use round inserts.
Use the smallest possible entering angle.
Use the correct relationship between the insert diameter
and depth of cut (see fgure).
Roll over action is possible in programming, which can elimi-
nate the need for pre-chamfering and it also minimizes notch
wear. There will be one contact point, where the insert hits
the hard scale/surface at the corner of the component, and
one contact point at the depth of cut line.
Ramping is ideally suited for CNC lathes. It ensures, that any
damage is spread out along the cutting edge. It is the best
solution with varying depths of cut. Multiple passes with
varying depths of cut can also be a good alternative.
When using ramping or multiple passes, the depth of cut
should never be less than 0.25 mm; otherwise there is risk of
chipping.
Depth of cut
In order to minimize notch wear, the best results are obtained by using a depth of cut that is a maximum
of 15% of the diameter of a round insert, or 15% of the nose radius of a non-round insert.
Larger depths of cut can be used, but never greater than 25% of the insert diameter.
If these types of large depths of cut are being used, the workpiece must be free of forging scale/hard skin.
Pre-chamfering
Recommended when using ceramics.
Pre-chamfering minimizes the risk of burrs when the insert exits the cut. It also
has a positive effect on the insert when it enters.
To avoid notch wear when chamfering, use a direction feed of 90 to the chamfer
that is being produced.
mm mm
Turning different materials HRSA and titanium turning
General turning_A016-031.indd 31 2009-11-24 10:03:57
A 32
A
B
C
D
E
F
G
H
I
1.50
1.00
0.75
0.50
0.25
1.50
1.00
0.75
0.50
0.25
0.07 0.10 0.15 0.20 0.07 0.10 0.15 0.20
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials HRSA and titanium turning
CoroTurn 107 conventional
CoroTurn 107 with HP-technology
Cutting depth,
a
p
(mm)
Cutting depth,
a
p
(mm)
Feed, f
n
(mm/r) Feed, f
n
(mm/r)
Coolant requirements
Coolant should always be applied when turning HRSA or
titanium alloys regardless of whether carbide or ceramic
inserts are used. The coolant volume should be high and
well directed.
High pressure coolant (with coolant pressures up to 80 bars)
is now common in modern machines and, together with the
CoroTurn HP coolant supply technology (see page A 128),
cutting speed can be increased by up to 20%, tool life by up to
50% and, last but not least, chip breaking can be considerably
improved.
Jet-break technology, using ultra high pressure coolant (with
coolant pressures from 80 to 1000 bars) can be applied when
using vertical turning lathes (VTL).
Please contact your Sandvik Coromant representative for more
information.
Titanium Ti6Al4V (30 HRc)
Similar improvements can also be achieved in HRSA materials.
General turning_A032-047.indd 32 2009-11-24 09:51:33
A 33
A
B
C
D
E
F
G
H
I
.NGP S05F -23 GC1105 -QM S05F
.NGP GC1105 -23 GC1105 -QM GC1105
-MF GC1105 -23 H13A -QM H13A
S
-MF GC1105 -MM GC1105
-WF GC1115
-MF GC1105 -MM GC1105
-MF GC1105 -UM H13A
F M R
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials HRSA and titanium turning
Insert
geometry
Titanium
MC S4.x
Workpiece material
Insert grade Insert grade Insert
geometry
Insert grade Insert
geometry
Insert basic
shape
Positive
Negative
Geometry and grade recommendations for titanium
Finishing Medium Roughing
For detailed information about grades and geometries, see product section.
For cutting data recommendations, see Main catalogue.
Good conditions Average conditions Diffcult conditions Machining conditions
Titanium
Carbide insert grades
Carbide grades should be selected according to the table below, depending on the operation
(fnishing, medium, roughing), and the machining conditions (good, average, diffcult).
Ceramics are not recommended for titanium.
General turning_A032-047.indd 33 2009-11-24 09:51:33
A 34
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Medium (Intermediate stage machining, ISM)
Machining is performed in the aged condition, 35-46 HRc.
Carbide inserts:
The frst choice is GC1105. For operations requiring greater toughness, use GC1115.
Use grade S05F, combined with round inserts or small entering angles, for best
productivity.
Ceramic inserts:
The advantages in using ceramics in Medium or ISM operations are obvious. The depth
of cut in aged materials is lower than that required in the roughing (FSM) operations.
Sialon ceramics have excellent notch wear resistance and can be used at much higher
cutting speeds, v
c
, (150-280 m/min), in comparision with carbide grades. The feed, f
n
,
can also be kept at a high level (0.15-0.35 mm/r). It is, however, of paramount impor-
tance to have a stable set-up and a correctly applied coolant supply (volume is more
important than pressure). The frst choice for maximum productivity is CC6060; for more
unstable conditions, select CC6065.
Turning different materials HRSA and titanium turning
The operation and condition, determine the choice of grades.
Roughing (First Stage Machining, FSM)
Machining is done in the annealed condition (approx. 26 HRc).
Carbide inserts:
In materials with forged or cast skin, use single-sided inserts with geometries -HM
or -SR in grades GC2025 or GC2015. The entering angle should be small (not larger
than 75) and the depth of cut should be large enough to reach under the hard skin
in order to minimize the notch wear.
If a larger entering angle is necessary, PVD-coated grades like GC1105 and GC1115
are better choices. Grade H13A is the frst choice for best bulk toughness.
Ceramic inserts:
CC670 (whisker reinforced) can be used, but both feed f
n
and cutting depth a
p
must
be reduced, cutting speed, v
c
, on the other hand, can be much higher. Use a small
entering angle or round inserts for best tool life.
Heat resistant super alloys HRSA
General turning_A032-047.indd 34 2009-11-24 09:51:43
A 35
A
B
C
D
E
F
G
H
I
CC670
CC6065
CC6060
v
c
h
ex
C
C
6
0
6
5
C
C
6
0
6
0
C
C
6
7
0
400
300
200
100
0
0.05 0.1 0.15 0.2
CC670
CC6060
CC6065
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials HRSA and titanium turning
Bulk toughness
Programming
considerations
Programmed direct
into corner/plunging
Programmed with roll-in/roll out
of corner
Material
considerations
Ceramic grades application areas
Pre-machined material
Notch wear
resistance
First stage
machining
26 HRc
Intermediate stage
machining 46 HRc
Grade
Cutting speed, v
c
200 to 250 m/min
250 to 300 m/min
200 to 250 m/min
Cutting depth, a
p
2 mm
2 to 3 mm
2 to 3 mm
Feed, f
n
0.1 to 0.15 mm/r
0.15 to 0.2 mm/r
0.15 to 0.2 mm/r
Cutting parameters ceramics
The speed should be balanced to create enough heat in the cutting
zone to plasticize the chip, but not so high as to unbalance the
ceramic.
The feed, f
n
, should be selected to provide a chip thickness, h
ex
,
which is high enough so as not to work-harden the material, but not
so high as to cause edge frittering.
Higher feeds and depths of cut require a reduction in the cutting
speed, v
c
.
These boundaries will change depending upon the component
material hardness and grain size.
S
hort tool life cutting
tem
perature too high
Edge line frittering
cutting tem
perature
too low
W
o
r
k
h
a
r
d
e
n
i
n
g
o
f
w
o
r
k
p
i
e
c
e
m
a
t
e
r
i
a
l
T
o
p
s
l
i
c
e
h
i
g
h
c
u
t
t
i
n
g
p
r
e
s
s
u
r
e
Start cutting data recommendations (RNGN 12, RCGX 12) Inconel 718 (38 to 46 HRc)
Skin, scale, ovality High quality forging
General turning_A032-047.indd 35 2009-11-24 09:51:47
A 36
A
B
C
D
E
F
G
H
I
-23 H13A -23 H13A
-MF GC1105 -MF GC1105 -SR GC2015
-23 H13A -23 H13A
-MF GC1115 -MM GC1115 -HM GC2015
-23 H13A -23 H13A
-MF GC1115 -MM GC1115 -HM GC2025
S
H13A -UM H13A
-MF GC1105 -MM GC1105
H13A -UM H13A
-MF GC1115 -MM GC1115
-MF H13A -UM H13A
-MF GC1115 -MM GC1115
F M R
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials HRSA and titanium turning
Geometry and grade recommendations for HRSA
Insert
geometry
Workpiece material
Insert grade Insert grade Insert
geometry
Insert grade Insert
geometry
Insert basic
shape
Positive
Negative
Nickel based
MC S2.0
HB
Finishing Medium Roughing
For detailed information about grades and geometries, see product section.
For cutting data recommendations, see Main catalogue.
Good conditions Average conditions Diffcult conditions Machining conditions
.NGP/GC1105
For fnishing of HRSA
Finishing (Last Stage Machining, LSM)
Machining in the aged condition, 35-46 HRc. Due to the high demands for low
residual stress, ceramic inserts are not recommended, and cutting speed should
be kept below 80 m/min. Other factors infuencing the residual stress are:
Flank wear maximum 0.2 mm
Chip thickness maximum 0.1 mm
Sharp edges, ground inserts to be preferred.
Carbide inserts:
GC1105 (PVD-coated) has the best notch wear resistance, and is the frst choice
when:
Feed is below 0.1 mm/r
Turning thin-walled or slender components
The entering angle must be 75 or more
Long tool overhangs cannot be avoided.
S05F (CVD-coated) provides better tool life than GC1105, it a small entering angle or
a round insert can be used.
General turning_A032-047.indd 36 2009-11-24 09:51:49
A 37
A
B
C
D
E
F
G
H
I
SCL =
600 3.14 150
1000 0.15
f
n
0.4
SCL =
D
m1
l
m
1000 f
n
D
m1
+ D
m2
l
m1
SCL =
2 f
n
1000
( (
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials HRSA and titanium turning
Because inserts have a relatively short tool life when turning HRSA and
titanium materials, one insert can often only machine one pass before
it is indexed. The spiral cutting length, SCL, calculation is a method used
to predict the tool life of an insert edge to avoid unwanted insert changes
in the middle of a cut.
Note:
Each SCL graph is unique and is only applicable for that particular insert,
geometry, grade, depth of cut and material.
In fnishing, it is especially important to avoid an insert change in the
middle of a pass. Therefore, we offer a range of cutting speeds to allow
for different lengths of cut.
For roughing, we have identifed the optimum cutting data for each insert
style and the corresponding spiral cutting length, SCL.
Predicting tool life spiral cutting length, SCL
Finishing
The objective is to identify the correct cutting speed, v
c
, that
will manage a full pass without an insert change.
1) Select insert style to suit the component.
The diagram is valid for Inconel 718 (46 HRc), and for other
nickel alloys with the same hardness Udimet 720, Waspalloy.
2) Use optimized a
p
and f
n
for that insert.
Example:
CNGP 120408-1105
a
p
=0.25 mm, f
n
=0.15 mm
4) Select cutting speed, v
c
, from the SCL / v
c
-diagram
Example:
CNGP 120408 1105
SCL = 1885 m = >v
c
= 50 m/min
So, with v
c
= 50 m/min, one edge will manage a spiral
cutting length of 1885 m corresponding to a turned
component length, l
m
, of 150 mm.
3) Calculate SCL.
Example:
D
m1
= 600 mm, l
m
= 150 mm
Cutting speed, v
c
m/min
a
p
0.25 mm f
n
0.15 mm/r
SCL
m
SCL (m)
Facing
= 1885 m
General turning_A032-047.indd 37 2009-11-24 09:51:49
A 38
A
B
C
D
E
F
G
H
I
600 3.14 150
1000 0.35
CNMX 1204A2-SM S05F
SNMG 120408-QM S05F
RCMT 1204M0-SM S05F
RNGN 120700 T01020 6060
CNMG 120408-QM 1025
SNMG 190616-SR S05F
50 2 0.25 5 250 25 125
50 2.7 0.35 9 450 47 425
50 3 0.35 9 450 53 473
50 5 0.35 9 450 88 788
50 2 0.5 5 250 50 250
250 2 0.15 3 750 75 225
45
>45
95
45
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials HRSA and titanium turning
1) Select insert style to suit the component.
Roughing
The objective is to predict when the insert needs to be indexed/changed.
2) Use optimized v
c
, a
p
and f
n
for that insert.
Example: CNMX 1204A1-SM S05F
v
c
= 50 m/min, f
n
= 0.35 mm/r, a
p
= 2.7 mm
4) Calculate SCL.
Example: D
m1
= 600 mm, l
m
= 150 mm
5) Calculate the number of insert edges required.
Example: 807/450 = 2 edges
3) Note SCL capability (tool life) for that insert.
Example: SCL = 450 m
v
c
m/min
a
p
mm
f
n
mm/r
Tool life
min
SCL
m
Q
cm/min
Q
tot
cm
Inserts for roughing
For more information, order the Application guide for Heat Resistant Super Alloys, C-2920:24.
= 807 m SCL =
General turning_A032-047.indd 38 2009-11-24 09:51:50
A 39
A
B
C
D
E
F
G
H
I
H10
CD10
....F CD10 -AL H10 -AL H10
-AL H10 -AL H10 -AL H10
-AL H10
N
N
F M R
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials aluminium turning
Aluminium turning
The machinability of aluminium differs depending on
alloying elements, heat treatments and manufacturing
processes (forged, cast, etc.).
Aluminium alloys
(Material classifcation: N1.2)
The table below shows grade and geometry recommendations
for aluminium alloys with a Si-content below 13%.
Inserts with a positive basic shape and sharp edges should
always be used. The AL-geometry is optimized for aluminium
turning.
GC1005 is a PVD coated carbide grade with high wear resi-
stance, recommended for roughing.
H10 is uncoated and is the frst choice grade in most cases,
from roughing to fnishing.
For fnishing under stable conditions, the polycrystalline
diamond (PCD) tipped insert grade CD10 is recommended.
CD10 withstands built-up edge better than carbide grades.
It provides a better surface fnish and also a longer tool life.
For aluminium alloys with a Si-content above 13%, CD10 (PCD)
should be used as the tool life of cemented carbide grades is
drastically reduced.
Coolant in aluminium machining is mostly used for chip
evacuation.
Aluminium
N1.2
HB 75
Workpiece material
Insert grade Insert grade Insert
geometry
Insert grade Insert
geometry
For detailed information about grades and geometries, see product section.
For cutting data recommendations, see Main catalogue.
Positive
Geometry -AL
Insert basic
shape
Insert
geometry
Finishing Medium Roughing
Good conditions Average conditions Diffcult conditions Machining conditions
General turning_A032-047.indd 39 2009-11-24 09:51:57
A 40
A
B
C
D
E
F
G
H
I
H
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials hard part turning
Hard part turning
A cost effcient alternative to grinding
Turning steel with a hardness over 45 HRc (typically within
the range of 55-68 HRc) is defned as hard part turning and
is a cost effcient alternative to grinding. Hard part turning
has been proven to reduce machining time and costs by 70%
or more, and also offers improved fexibility, better lead times
and higher quality.
Simpler production process, similar to normal turning.
Flexible machine utilization; use the same machine for
external and internal machining.
Increased productivity.
Lower costs per part.
Complex component shapes machined in one set-up.
Environmentally friendly - no coolant, no grinding waste.
Hard part turning is a well accepted method, especially in the
automotive industry. Typical components include: gear box
housings, brake rotors, transmission gears, steering pinions,
valve seats, engine blocks, pistons, cylinder liners and clutch
housings.
Components
Turning tools can be programmed to cut profles that would require time-consuming dressing routines on
a grinding wheel.
General turning_A032-047.indd 40 2009-11-24 09:52:07
A 41
A
B
C
D
E
F
G
H
I
ISO H
CB7015
CB7025
CC6050
CB7050
CC670
40 50 60
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials hard part turning
Cubic Boron Nitride grades (CBN) are, however, the ultimate cutting tool material
for hard part turning. However, they should not be used on steels softer than
approx. 48 HRc. The modern, multi-corner inserts offer up to 8 edges per insert,
and the Safe-Lok technology on negative inserts provides extra security. The
recommended grades are:
- CB7015: For continuous cuts and light interruptions.
- CB7025: For light and heavy interrupted cuts.
- CB7050: For heavy interrupted cuts and unstable conditions.
Cutting tool materials
Carbide is not recommended when the hardness is above 50 HRc.
Ceramics can be used between approx. 50-60 HRc when surface fnish demands are moderate:
- CC670: Roughing to semi-fnishing, interrupted cuts.
- CC6050: Semi-fnishing, continuous cuts.
Interrupted High
specifcation
Cutting
conditions
Surface
quality
Continuous
Continuous cut Light interrupted cut Heavy interrupted cut
Cutting speed
Low
specifcation
Workpiece hardness, HRc
Toughness demand
Wear resistance
Toughness
Carbide CBN
Ceramic
CB = Cubic boron nitride
CC = Ceramic
General turning_A032-047.indd 41 2009-11-24 09:52:07
A 42
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials hard part turning
Insert micro geometry
Two types of edge geometries are available for CBN inserts:
S-type: Has the best edge line strength. Resistant against micro chipping,
and ensures a consistent surface quality.
T-type: For best surface fnishes in continuous cuts, and minimized burr
formation in interrupted cuts. Lower cutting forces.
Insert corner geometry
If conditions are stable, always use wiper geometry for best productivity:
WG geometry for semi fnishing
WH geometry optimized for fnishing.
Use the Xcel geometry for fnishing.
A normal radius insert should be used only when stability is poor (slender
workpiece etc.).
Prepare the workpiece in the soft stage
Avoid burrs
Maintain close dimensional tolerances
Chamfer and produce radii in the soft stage
Do not enter or leave cuts abruptly
Enter or leave by rolling into or out of the cut.
Set-up
Good machine stability, clamping and alignment of workpiece are
crucial.
As a guideline, a workpiece length-to-diameter ratio of up to 2:1 is
normally acceptable for workpieces that are only supported on one
end. If there is additional tailstock support, this ratio can be extended.
Note, that a thermally symmetrical headstock and tailstock design will
add extra dimensional stability.
Use the Coromant Capto system
Use CoroTurn RC for stable conditions, and CoroTurn 107 for slender
components and internal turning.
Minimize all overhangs to maximize system rigidity.
Consider carbide shank boring bars and Silent Tools for internal
turning.
S-type
Chamfer with light honing
T-type
Chamfer with no honing
Xcel geometry
Main cutting edge
Critical surface
Critical surface
D
i
a
m
e
t
e
r
d
e
v
i
a
t
i
o
n
wiper
Key factors in hard part turning
In addition to the general recommendations for turning, there are some
more specifc factors that should be highlighted.
mm
m
General turning_A032-047.indd 42 2009-11-24 09:52:08
A 43
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials hard part turning
Chip control
Effcient chip evacuation prevents scratches on the turned surface and prevents
chips from getting stuck inside the bore prior to the second cut.
Chip fow can be improved by: upside down tool mounting, cutting data, tool path,
insert radius, forced air.
Coolant may be eliminated
Hard Part Turning (HPT) without coolant is the ideal situation, and is entirely
feasible. Both CBN and ceramic inserts tolerate high cutting temperatures, which
eliminate the costs and diffculties associated with coolants.
Some applications may require coolant, e.g. to control the thermal stability of the
workpiece. In such cases, ensure a continuous fow of coolant throughout the
entire turning operation.
Cutting data and wear
High heat in the cutting edge zone reduces the cutting
forces. Therefore a cutting speed that is too low generates
less heat and can cause insert breakage.
Crater wear gradually affects the insert strength, but does
not affect the surface fnish as much.
In contrast, fank wear gradually affects the dimensional
tolerance.
Insert change criteria
Predetermined surface fnish is a frequent and practical
insert change criterion. Surface fnish is automatically
measured in a separate station and a value is given to
a specifed fnish quality.
When this set value is reached, it is time to change the
tool. Set the predetermined number of components to
1020% less than the average tool life of an optimized
process. The exact fgure will need to be determined on
a case-to-case basis.
Upside down tool mounting
Crater wear Flank wear
Share of tool life
determining wear
Cutting speed, v
c
Surface fnish
Predetermined
number of
components
Predetermined
surface fnish
Number of
components
General turning_A032-047.indd 43 2009-11-24 09:52:09
A 44
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Turning different materials hard part turning
One-cut strategy
A one-cut "metal removal" strategy is feasible for both external
and internal operations. A stable set-up is important and the
tool overhang should not exceed the bar diameter in internal
turning (1xD). For good machining, we recommend chamfered,
lightly-honed inserts (S-type) and moderate speed and feed.
Two-cut strategy
A two-cut strategy allows unattended machining of high-quality
fnished surfaces. We recommend roughing inserts in S-type,
with a 1.2 mm radius, and the fnishing inserts with a chamfer
only, T-type. Both inserts should have wiper geometry.
Advantages:
Quickest possible machining time
One tool position.
Disadvantages:
Diffculties in meeting stringent dimensional tolerances
Shorter tool life (than two-cut)
Tolerance deviations due to relatively rapid wear.
Advantages:
Tooling optimized for roughing and fnishing
Higher security, closer tolerances and potentially longer
runs between tool changes.
Disadvantages:
Two inserts are needed
Two tool positions
One extra tool change.
Chamfer with light honing
Chamfer with no honing, T-type.
Chamfer with light
honing, S-type.
One-cut strategy
Two-cut strategy
S-type
T-type
General turning_A032-047.indd 44 2009-11-24 09:52:09
A 45
A
B
C
D
E
F
G
H
I
WH CB7015
.NGA CB7015
WH CB7015/7025
.NGA CB7015/7025
WH CB7025
.NGA CB7025
WH CB7015
.F CB7015
.FWH CB7015/7025
.F CB7015/7025
.FWH CB7025
.F CB7025
H
F
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
For detailed information about grades and geometries, see product section.
For cutting data recommendations, see Main catalogue.
Negative
Workpiece material
Hardened steel
HRc 60
Insert grade Insert
geometry
Positive
Insert basic
shape
Hardened steel.
Material classifcation: H1.x
First choice geometry and grade recommendations
Turning different materials hard part turning
Finishing
Good conditions Average conditions Diffcult conditions Machining conditions
General turning_A032-047.indd 45 2009-11-24 09:52:09
A 46
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
External turning application overview
External turning
Application overview
How to apply A 54
Choice of tools A 48
Longitudinal turning
How to apply A 54
Choice of tools A 52
Face turning
How to apply A 82
Choice of tools A 84
Small part machining
General turning_A032-047.indd 46 2009-11-24 09:52:12
A 47
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
External turning application overview
General turning
Trouble shooting A 89
How to apply D 82
Choice of tools D 80
Turn milling
How to apply A 54
Choice of tools A 50
Profling
General turning_A032-047.indd 47 2009-11-24 09:52:13
A 48
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Longitudinal turning - external choice of tools
Longitudinal turning - external
The clamping system of the insert in the tool holder should
be selected frst. The type of operation and, to some extent,
the size of workpiece determine the selection. Roughing
operations on large workpieces make considerably different
demands than those of fnishing operations on small
components.
Large and/or stable components
For stable components, the CoroTurn RC clamping system
should be considered as the frst choice system for all
external longitudinal operations, from fnishing to roughing.
Small and/or unstable components
For medium to fnish turning, and for unstable components,
the frst choice system is the CoroTurn 107.
Small part machining
For small part machining in sliding head machines, the QS
holding system, together with CoroTurn 107 and CoroCut XS
holders, is recommended.
For more information, see page A 82.
Components:
- small
- long and slender
- thin-walled
Unstable clamping
Medium to fnish turning
Components:
- large
- stable
Stable clamping
Rough turning to fnishing
Component type and clamping condition Tool system
CoroTurn RC
Coromant Capto
Shank tools
T-Max P lever is an alternative to
CoroTurn RC for free chip fow.
Insert
T-Max P
Negative basic-shape
Wiper inserts are designed for use in tools with a 93 entering angle.
CoroTurn 107
Coromant Capto
Shank tools
a
p
= 0.26.7 mm
f
n
= 0.051.3 mm/r
a
p
= 0.2515 mm
f
n
= 0.11.5 mm/r
a
p
= 0.34 mm
f
n
= 0.050.50 mm/r
a
p
= 0.064.8 mm
f
n
= 0.030.5 mm/r
CoroTurn 107
Positive basic-shape
Ceramic and CBN inserts
CoroTurn RC is also available for with an insert clamp, designed for
negative basic-shape ceramic and for CBN inserts, with or without
hole. For more information, see page A 138.
For positive basic-shape inserts, CoroTurn 107 holders should be
used.
Choice of tools
CoroTurn SL
A modular system of tools for external machining, built on
exchangeable cutting heads and adaptors, is also available.
For more information, see page A 124.
General turning_A048-063.indd 48 2009-11-24 10:08:36
A 49
A
B
C
D
E
F
G
H
I
75 75 93
93 93
95
93 91
95 95
91 60 60 75
45 45
75 45
R R
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Longitudinal turning - external choice of tools
Tools are shown as Coromant Capto tools, but are also available as
shank tools.
For optimization
Choose a holder with a square insert and a
75 entering angle.
For versatility
Choose a holder with a rhombic 80 or
trigon insert and a 95 entering angle.
M
u
l
t
i
-
p
u
r
p
o
s
e
O
p
t
i
m
i
z
a
t
i
o
n
Longitudinal
Negative Positive Insert shape
V
e
r
s
a
t
i
l
i
t
y
For Multi-purpose
Choose a holder with a rhombic 55 insert
and a 93 entering angle.
For good accessibility and vibration sensitive components.
For max. insert strength and unstable conditions.
Tool with entering angle suitable for wiper insert.
Recommendations:
Choosing the insert shape
The largest suitable nose angle on the insert should be selected for strength and cost effciency.
Choosing the entering angle
The entering angle of the tool affects the chip formation. At an entering angle of 90, the chip thickness
is the same as the feed, f
n
. A smaller angle, 75 - 45, will reduce chip thickness and enable an increase
in feed, f
n
.
Longitudinal/facing
Longitudinal/facing/
profling
General turning_A048-063.indd 49 2009-11-24 10:08:37
A 50
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Profle turning - external choice of tools
Profle turning external
Choice of tools
The tools, used for profle turning are subjected to large varia-
tions in stress and depth of cut due to the varying machining
directions and diameter changes. One of the most important
properties of a profling tool is accessibility, a property which
can be found in inserts with a 35 or a 55 nose angle.
Large and stable components
The CoroTurn RC clamping system should be used for rough
to medium turning of large and stable components.
Small and unstable components
The frst choice system is the CoroTurn TR for medium to
fnish profle turning of unstable components.
Small part machining
For small part machining in sliding head machines, QS holding
system, together with CoroTurn 107 and CoroCut XS, are
recommended.
For more information, see page A 82.
Components:
- large
- stable
Stable clamping
Components:
- small
- long and slender
- thin-walled
Operation and component type Tool system
CoroTurn RC
Coromant Capto
Shank tools
a
p
= 0.2515 mm
f
n
= 0.11.5 mm/r
a
p
= 0.064.8 mm
f
n
= 0.030.5 mm/r
Rough turning to fnishing
Medium turning to fnishing
CoroTurn 107
Coromant Capto
Shank tools
a
p
= 0.155 mm
f
n
= 0.080.4 mm/r
Insert
T-Max P
Negative basic-shape
CoroTurn 107
Positive basic-shape
Ceramic and CBN inserts
CoroTurn RC is also available with an insert clamp designed for nega-
tive basic-shape ceramic and for CBN inserts, with or without hole.
For more information, see page A 138.
For positive basic-shape inserts, CoroTurn 107 holders are used.
CoroTurn TR
Coromant Capto
Shank tools
SL cutting heads
CoroTurn TR
Positive basic-shape
CoroTurn SL
A modular system of tools for external machining, built on
exchangeable cutting heads, boring bars and adaptors,
is also available.
For more information, see page A 124.
Unstable clamping
General turning_A048-063.indd 50 2009-11-24 10:08:42
A 51
A
B
C
D
E
F
G
H
I
107 30
72 30 72 30
93 93
107 30 93 93 117 30 93
6230 62 30
45 45
R
R R
93
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Profle turning - external choice of tools
Choosing the insert shape
In profle turning, the cut can vary with regard to cutting depth, feed and speed.
The largest suitable nose angle on the insert should be selected for strength and
cost effciency, but the insert nose angle also has to be considered in relation to
accessibility.
The most frequently used nose angles are 55 and 35.
Choosing the entering angle
Entering angle and insert nose are both important factors for accessibility. The workpiece profle
has to be analysed in order to select the most suitable copying angle.
A free cutting angle of at least 2 between the workpiece and the insert has to be maintained.
However, for reasons relating to surface fnish and tool life, at least 7 is recommended.
M
a
x
.
a
c
c
e
s
s
i
b
i
l
i
t
y
Profling
Negative Positive Insert shape
For optimization and accessibility
Choose a holder with a rhombic 55 insert and a 107 30 entering
angle.
Recommendations:
For Multi-purpose
Choose a holder with a rhombic 55 insert and a 93 entering angle.
For good accessibility and stable conditions.
For max. insert strength and unstable conditions.
Tools are shown as Coromant Capto tools, but are also available as
shank tools.
Profling/facing
M
u
l
t
i
-
p
u
r
p
o
s
e
V
e
r
s
a
t
i
l
i
t
y
General turning_A048-063.indd 51 2009-12-10 13:11:06
A 52
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Choice of tools
Components:
- large
- stable
Stable clamping
Components:
- small
- long and slender
- thin-walled
Unstable clamping
Operation and component type
CoroTurn RC
Coromant Capto
Shank tools
CoroTurn 107
Coromant Capto
Shank tools
T-Max P lever is an alternative to
CoroTurn RC for free chip fow.
Rough turning to fnishing
Medium to fnish turning
Ceramic and CBN inserts
CoroTurn RC is also available with an insert clamp designed for nega-
tive basic-shape ceramic and for CBN inserts, with or without hole.
For more information, see page A 138.
For positive basic-shape inserts, CoroTurn 107 holders are used.
In face turning, the tool is fed radially towards the centre,
at the end of the workpiece.
Large and stable components
For stable components, the CoroTurn RC clamping system
should be considered as the frst choice system for all
external facing operations, from fnishing to roughing.
Small and unstable components
The CoroTurn 107 should be the frst choice for medium to
fnish turning of unstable components.
Small part machining
For small part machining in sliding head machines, the QS
holding system, together with CoroTurn 107, is recommended.
For more information, see page A 82.
Insert
T-Max P
Negative basic-shape
CoroTurn 107
Positive basic-shape
a
p
= 0.34 mm
f
n
= 0.050.50 mm/r
a
p
= 0.064.8 mm
f
n
= 0.030.5 mm/r
a
p
= 0.26.7 mm
f
n
= 0.051.3 mm/r
a
p
= 0.2515 mm
f
n
= 0.11.5 mm/r
Tool system
Face turning - external choice of tools
Face turning external
CoroTurn SL
A modular system of tools for external machining, built on
exchangeable cutting heads, boring bars and adaptors,
is also available.
For more information, see page A 124.
General turning_A048-063.indd 52 2009-11-24 10:08:49
A 53
A
B
C
D
E
F
G
H
I
91 93 91 90 75 75 75 75
95 95 95 45
93 93 45 R R
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Tools shown in the above diagram are examples on CoroTurn RC and
CoroTurn 107 Coromant Capto tools, but most of them are also
available as shank tools.
M
u
l
t
i
-
p
u
r
p
o
s
e
Facing
Facing/longitudinal
Facing/longitudinal/
profling
Negative Positive Insert shape
V
e
r
s
a
t
i
l
i
t
y
For good accessibility and vibration sensitive components.
For max. insert strength and unstable conditions.
Tool with an entering angle suitable for wiper insert.
O
p
t
i
m
i
z
a
t
i
o
n
For optimization
Choose a holder with a square insert and a
75 entering angle.
For Multi-purpose
Choose a holder with a rhombic 55 insert
and a 93 entering angle.
Recommendations:
For versatility
Choose a holder with a rhombic 80 or
trigon insert and a 95 entering angle.
Choosing the insert shape
The insert shape should be selected according to the required entering angle and in relation to the
accessibility or versatility required for the workpiece.
The largest suitable nose angle on the insert should be selected for strength and cost effciency.
Choosing the entering angle
In face turning, the radial cutting forces are high, which may generate defection on the component
and may sometimes also cause vibrations.
Therefore, an entering angle of 45 to 75 is recommended; this will redirect some of the radial forces
axially toward the chuck for better stability.
Face turning - external choice of toolsy
General turning_A048-063.indd 53 2009-11-24 10:08:50
A 54
A
B
C
D
E
F
G
H
I
0.25 45 1.41
0.20 39 1.58
0.15 33 1.83
0.10 26 2.24
iC
f
n
h
ex
k
r
f
n
=
h
ex
sink
r
h
ex
= f
n
4a
p
iC
2a
p
iC
2
( (
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
External turning how to apply
How to apply
The ability to accurately rotate the workpiece is vital for achieving close dimensional
tolerances. Clamping the workpiece, therefore, plays an important role in machining
set-up.
Thin-walled components
Use wide clamping jaws, as they distribute clamping forces over a larger area.
Clamping workpieces for maximum rigidity
Long and slender components
As a guideline, a length-to-diameter ratio of up to 2:1 is normally accepted for work-
pieces supported only on one end. With additional tailstock support, this ratio can
be extended.
Aligning headstock and tailstock properly also promotes maximum rigidity and good
conical point contact, both of which contribute to a frst-class fnished product.
To prevent tapering and vibrations, use a large entering angle (~93), a small radius,
and sharp edges (PVD-coated grades).
Round inserts
This chart illustrates the effective entering angle and feed
modifcations based on the ratio of the depth of cut to insert
diameters, iC.
As the ratio gets smaller, the effective entering angle
decreases and the feed modifcation grows. Theoretically,
a round insert provides the user with the greatest strength
and productivity
High feed turning
Small entering angle
With a smaller entering angle, the feed rate (f
n
mm/r) can be
increased. Since the small entering angle produces a thinner
chip, the cutting forces are also reduced.
Depth of cut to
diameter of insert
ratio (a
p
/iC) Entering angle (k
r
) Feed modifcation
Wide clamping jaws for thin-walled
components
General turning_A048-063.indd 54 2009-11-24 10:08:50
A 55
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
External turning how to apply
Upside-down tool mounting under the workpiece promotes a free-fow of chips
away from the surface being turned.
Chip evacuation
Effcient chip evacuation prevents scratches on the turned surface and prevents
chips from getting stuck prior to the second cut.
Chips which interfere with part handling must also be eliminated.
Changing the tool path can completely reverse the direction of the chip evacuation
and may solve the problems.
Tool path direction
Into corners
When turning into a corner, use a tool with a 93 to 95 entering angle. When
reaching the corner, the contact length between the insert cutting edge and the
workpiece will be long and may cause chip breaking problems.
To avoid problems with long chips, change the tool path and feed the tool from
the periphery. See illustration.
Facing
Feed the tool from the periphery of the workpiece towards the centre.
As the turning tool is fed towards the centre, the cutting speed will be reduced at
the centre of the component. Due to the radial cutting forces, the material will be
ruptured before the insert has cut through it.
This pip will always be there, but it can be reduced by adapting the insert geometry
and the feed.
Wiper inserts
Wiper inserts are innovative, high-productive inserts for
semi-fnish and fnish turning. Thanks to a subtle change
in the insert nose radius, the feed rates can be doubled
without affecting the surface fnish.
Guidelines
Two times the feed rate = Same surface fnish
Same feed rate = A surface fnish that is twice as good
General turning_A048-063.indd 55 2009-11-24 10:08:51
A 56
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Internal turning application overview
Internal turning
Application overview
How to apply A 62
Choice of tools A 58
Longitudinal turning
How to apply A 82
Choice of tools A 84
Small part machining
General turning_A048-063.indd 56 2009-11-24 10:08:52
A 57
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Trouble shooting A 89
General turning
Internal turning application overview
How to apply A 62
Choice of tools A 60
Profling
General turning_A048-063.indd 57 2009-11-24 10:08:54
A 58
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
T-Max P lever design for good chip evacuation
The frst choice system for internal turning of large hole diameters.
CoroTurn RC
For internal turning of large hole diameters.
CoroTurn 107
The frst choice system for small and medium hole diameters.
CoroTurn 111
An alternative to CoroTurn 107, when an extra positive cutting edge is
needed.
CoroTurn SL
A modular system of tools for internal machining, built on exchange-
able cutting heads, boring bars and adaptors, is also available.
For more information, see page A 124.
Components:
- small hole diameters
- long and slender
- thin-walled
Light roughing to fnish turning
Components:
- large hole diameters
- stable
Operation and component type Tool system
CoroTurn RC
Coromant Capto
Boring bars
SL cutting heads
CoroTurn 107
Coromant Capto
Boring bars
SL cutting heads
CoroTurn 111
Boring bars
SL cutting heads
a
p
= 0.2515 mm
f
n
= 0.11.5 mm/r
a
p
= 0.064.8 mm
f
n
= 0.030.5 mm/r
Rough to medium turning
T-Max P lever
Coromant Capto
Boring bars
SL cutting heads
CoroTurn 107/111
Positive basic-shape
Insert
Stable clamping
Unstable clamping
With boring internal turning the choice of tool is very much
restricted by the component hole diameter and length (the
depth of the hole with overhang). A general rule is to select a
tool with the shortest overhang and the largest possible tool
size. Selecting the right tool for the operation, applying it
correctly and clamping it properly all have an effect on mini-
mizing tool defection and vibration.
Small part machining
For small part machining in sliding head machines,
CoroTurn 107 and CoroTurn XS holders are recommended.
For more information, see page A 82.
Choice of tools
Longitudinal turning internal
T-Max P
Negative basic-shape
Longitudinal turning internal choice of tools
General turning_A048-063.indd 58 2009-11-24 10:08:58
A 59
A
B
C
D
E
F
G
H
I
95 95
75 91
93 93
75 91
95 95
93 93
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Longitudinal turning internal choice of tools
M
u
l
t
i
-
p
u
r
p
o
s
e
O
p
t
i
m
i
z
a
t
i
o
n
Longitudinal
Insert shape
V
e
r
s
a
t
i
l
i
t
y
Longitudinal/facing
Longitudinal/facing/
profling
Negative Positive
For optimization
Choose a holder with a square insert and a
75 entering angle.
For versatility
Choose a holder with a rhombic 80 or
trigon insert and a 95 entering angle.
For Multi-purpose
Choose a holder with a rhombic 55 insert
and a 93 entering angle.
For good accessibility and stable conditions.
For max. insert strength and unstable conditions.
Recommendations:
Choosing the insert shape
In internal turning, it is advantageous to use positive basic-shape inserts as they have lower cutting forces
compared to negative inserts. A small nose angle, as well as a small nose radius, also contribute to
reduced cutting forces.
Choosing the entering angle
The entering angle of the boring tool affects the direction and magnitude of axial and radial forces. A large
entering angle produces a large axial cutting force, while a small entering angle results in a large radial cutting
force. For this operation, selecting an entering angle close to 90 and never less than 75 is recommended.
Tools are shown as boring bars, but are also available as Coromant Capto
cutting units.
With the modular system CoroTurn SL, most of the above tool alternatives
can be built using cutting heads, Coromant Capto and boring bar adaptors,
including Silent Tools for vibration free machining.
Tool with an entering angle suitable for wiper insert.
General turning_A048-063.indd 59 2009-11-24 10:08:59
A 60
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Profle turning internal choice of tools
Profle turning internal
When undertaking internal profling, the tool will be exposed
to both radial and tangential cutting forces. The radial cutting
forces will defect the tool away from the workpiece and the
tangential forces will force the tool downwards and away from
the centre line. When boring small-diameter holes, it is
particularly important that the clearance angle of the insert
is high enough to avoid contact between tool and wall of hole.
Small part machining
For small part machining in sliding head machines,
CoroTurn 107 and CoroTurn XS holders are recommended.
For more information, see page A 82.
T-Max P
Negative basic-shape
T-Max P lever design for good chip evacuation.
The frst choice system for internal turning of large hole diameters.
CoroTurn RC for internal turning of large hole diameters.
CoroTurn 107 is the frst choice system for profle turning of small,
and medium hole diameters.
CoroTurn TR is the frst choice system when using the SL system.
CoroTurn 111 as an alternative to CoroTurn 107, when an extra
positive cutting edge is needed.
CoroTurn SL, a modular system of tools for internal machining, built
on exchangeable cutting heads, boring bars and adaptors, is also
available.
For more information, see page A 124.
Components:
- small hole diameters
- long and slender
- thin-walled
Light roughing to fnish turning
Components:
- large hole diameters
- stable
Operation and component type Tool system
CoroTurn RC
Coromant Capto
Boring bars
SL cutting heads
CoroTurn TR
SL cutting heads
a
p
= 0.2515 mm
f
n
= 0.11.5 mm/r
a
p
= 0.064.8 mm
f
n
= 0.030.5 mm/r
Rough to medium turning
T-Max P lever
Coromant Capto
Boring bars
SL cutting heads
CoroTurn 107/111
Positive basic-shape
CoroTurn TR
Positive basic-shape
Insert
Stable clamping
Unstable clamping
Choice of tools
CoroTurn 107
Coromant Capto
Boring bars
SL cutting heads
CoroTurn 111
Boring bars
SL cutting heads
General turning_A048-063.indd 60 2009-11-24 10:09:04
A 61
A
B
C
D
E
F
G
H
I
107 30
107 30
10730
117 30
62 30 62 30
93 93 93 93
93 93
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Profle turning internal choice of tools
Tools are shown as boring bars, but are also available as Coromant Capto cutting
units.
With the modular system CoroTurn SL, most of the above tool alternatives can
be built using cutting heads, Coromant Capto and boring bar adaptors, including
Silent Tools for vibrations free machining.
For optimization
Choose a holder with a rhombic 55 insert
and a 107 30 entering angle.
The holder with a 117 30 entering angle
is recommended for reliefs.
Profling in all directions
Choose a holder with a rhombic 55 insert
and a 62 30 entering angle.
Profling/facing/back boring
Choose a holder with a rhombic 55 insert
and a 93 entering angle.
For good accessibility and stable conditions.
For max. insert strength and unstable conditions.
Recommendations:
O
p
t
i
m
i
z
a
t
i
o
n
Profling
Insert shape
Profling/facing
Profling/back boring
Negative Positive
Choosing the insert shape
In profle turning the cut can vary as can cutting depth, feed and speed.
The largest suitable nose angle on the insert should be selected for strength,
cost effciency and accessibility.
The most frequently used nose angles are 55 and 35.
Choosing the entering angle
Entering angle and insert nose radius are both important factors for accessibility. The workpiece
profle has to be analyzed in order to select the most suitable copying angle.
A free cutting angle of at least 2 between workpiece and insert has to be maintained.
However, for reasons of surface fnish and tool life, at least 7 is recommended.
M
u
l
t
i
-
p
u
r
p
o
s
e
V
e
r
s
a
t
i
l
i
t
y
General turning_A048-063.indd 61 2009-11-24 10:09:05
A 62
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Internal turning how to apply
How to apply
Internal turning
When turning internally, the choice of tool and how to best apply it become more important than for
external turning, due to the restrictions of component hole diameter and length.
When the tool is in cut, tangential cutting forces and radial
cutting forces will defect the tool from the workpiece. The
tangential forces will force the tool downwards and away from
the centre line, which will reduce the tool clearance angle.
Any radial defection means that the cutting depth, and the
chip thickness are reduced, which can result in vibration
tendencies.
Cutting tool defection
The strength of the cutting forces, in both the radial and
tangential directions, is also affected by the entering angle
of the boring bar, the depth of cut, a
p
, and the insert nose
radius, r
e
of the insert.
The radial defection affects the machined hole diameter
and the tangential defection moves the insert cutting edge
downwards, away from the centre line.
Three important factors have to be considered:
1. Tool/insert geometry
2. Chip evacuation
3. Tool requirements
Depth of cut
Defection
Tangential
defection
Radial defection
Cutting forces in boring operations
General turning_A048-063.indd 62 2009-11-24 10:09:06
A 63
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Internal turning how to apply
Entering angle
The entering angle of a boring tool affects the direction
and magnitude of axial and radial forces. It is recommended
that the entering angle be as close possible to 90 and never
less than 75.
Defection forces
Nose radius and nose angle
The nose radius and the nose angle are important for
reducing the radial and tangential forces. Generally,
a small nose radius, together with a small nose angle,
should be the frst choice.
A rule of thumb is to choose a nose radius which is
somewhat smaller than the cutting depth.
Wiper inserts are not recommended for internal
machining with long overhangs.
1. Tool/insert geometry
Entering angle
Vibration tendency
Nose radius and nose angle
Macro geometry
Micro geometry
General turning_A048-063.indd 63 2009-11-24 10:09:06
A 64
A
B
C
D
E
F
G
H
I
CoroTurn 107/111
T-Max P
CoroTurn 107 0
CoroTurn 111 +6
CoroTurn 107 -3 -14
CoroTurn 111 0 -13
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Internal turning how to apply
Macro and micro geometry
In internal turning, positive basic-shape inserts are preferred,
as they provide lower cutting forces compared to negative
inserts. Inserts with thin coatings, or uncoated inserts,
normally produce lower cutting forces compared to thickly
coated inserts, and are therefore preferred.
Insert wear
Insert wear changes the clearance between the insert and the
hole wall; this can affect the cutting action and lead to
vibrations.
CoroTurn 107 versus CoroTurn 111
Comparing the two systems, CoroTurn 111 is much more posi-
tive than CoroTurn 107 in both the rake and inclination angles.
This results in lower cutting forces and sometimes better chip
fow, which is especially helpful when machining low carbon
steel and thin-walled components. CoroTurn 111 is much less
likely to damage the surface or smear the part.
Rake angle
Inclination angle
General turning_A064-079.indd 64 2009-11-24 10:17:39
A 65
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Internal turning how to apply
2. Chip evacuation
The hard breaking of short chips is power demanding; it
can also increase vibrations and create insert crater wear.
Long chips can also cause problems for chip evacuation.
Short and spiral chips are the goal for internal turning.
These are easy to evacuate and do not cause a lot of
stress on the cutting edge during chip breaking.
Chip evacuation during internal turning is critical to performance and to the security of the operation.
Centrifugal drive force the chips outwards and usually keep
the chips inside the bore.
The tool can then press the chips onto the surface and
damage the component and/or the tool.
Methods for improving chip evacuation
Internal cutting fuid can help with chip evacuation.
Compressed air can be used instead of cutting fuid, and
with through holes, the chips can be blown through the
spindle.
Boring upside-down, can keep chips away from cutting edge.
Reduce the cutting speed.
Use smallest possible cutting head to maximize the room
for the chips.
General turning_A064-079.indd 65 2009-11-24 10:17:39
A 66
A
B
C
D
E
F
G
H
I
2.7
l = 10 x dm
m
1.6 1
l = 4 x dm
m
l = 12 x dm
m
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Internal turning how to apply
As seen in the diagram, the following boring bar materials can be selected to suit the
appropriate length to diameter ratio.
Boring bar material
Steel boring bars:
Bar type
Up to 4 x dm
m
Overhang
Carbide boring bars: Up to 6 x dm
m
Steel dampened boring bars, short
design:
Up to 7 x dm
m
Steel dampened boring bars, long design: Up to 10 x dm
m
Carbide reinforced dampened boring bars: Up to 14 x dm
m
Internal operations are very sensitive to the ratio between the tool overhang and
the diameter. In all cases, the largest diameter and shortest possible overhang
should be used.
The importance of minimizing the overhang is illustrated by the fgure and the table.
The example shows defection of a solid steel bar at different overhangs at an
average cutting force of 1600N.
Defection , mm
Bar diameter
= 32 mm
All dampened boring bars are called Silent Tools
Dampened tools are the best performing tools of their kind.
They can provide a smooth surface fnish at a close tolerance,
even where extremely slender tool assemblies are required.
320 mm 128 mm 384 mm
3. Tool requirements
General turning_A064-079.indd 66 2009-11-24 10:17:40
A 67
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Internal turning how to apply
Reduction adaptors for smaller cutting heads
Using a smaller cutting head leads to a lighter front end, which will minimize the
kinetic energy in a possible vibration. This will increase the maximum overhang for
both solid and dampened tools.
More space is also achieved around the cutting head, which leads to better chip
evacuation.
Holding the boring bar
The boring bar defection is dependent on the bar material, the bar diameter, the
overhang, the strength of the radial and tangential cutting forces, and the bar
holding in the machine.
Recommended clamping length in a boring bar holder with a sleeve is 34 x bar
diameter dm
m
.
Setting the centre hight
Correct indexing of the centre height is important for the performance of the bar.
For bars up to 25 mm in diameter, use EasyFix sleeves.
Above 25 mm, check the centre height against a tailstock centre, use a centre
height stick or a spirit level.
Tool length and diameter
Increasing the static stiffness of the cutting tool will also make
it possible to increase the chip removal rate and productivity,
without causing vibration problems.
Choose the boring bar giving the minimum length and the
maximum diameter for the hole diameter to be machined.
Every opportunity offered by the workpiece to increase the
diameter of your tool is important.
Modular tools
If there is a need to increase the length of a Coromant Capto
boring bar, use a reduction adaptor to build up as large a
coupling diameter as possible.
In designing a special tool, you should also consider optimized
shapes and material reinforcements to achieve a proper static
stiffness.
Spirit level
General turning_A064-079.indd 67 2009-11-24 10:17:43
A 68
A
B
C
D
E
F
G
H
I
16 100 -
20 120 -
25 145 199
32 190 280
40 220 335
50 250 380
60 300 458
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Internal turning how to apply
Modifcation of dampened, Silent Tools, boring bars
The simplest form of a special adaption is the shortening of a
standard bar.
Since the Silent Tool bars have a built in tuning arrangement,
the length that can be cut off is limited, see table.
When cutting off a bar to a minimum length, the clamping
length must not exceed 3 x bar diameter, dm
m
.
Bar diameter
dm
m
Design
570-3C
Min. length after cut, mm
Short Long
Coromant Capto for maximum stability
The optimum stability solution for clamping the boring bar is a
Coromant Capto integrated tool.
Conventional clamping
For the best performance of the boring bar, the contact design, dimen-
sional tolerance between the tool and the tool holder is important.
Solid support is always better then screws acting on the bar, as these
may damage the bar. The best stability is obtained from a holder that
com pletely encases the bar.
A V-type bar-holder with screws may be adequate, but a cylindrical
holder is not recommended.
EasyFix for correct clamping of cylindrical bars
EasyFix sleeves have the spring loaded ball plunger that "clicks"
into a corresponding groove on cylindrical boring bars when the bar
is positioned at the correct centre height.
Advantages:
Cutting edge at position
Cutting action provides better surface fnish
Reduces set-up time
Reduces insert wear.
General turning_A064-079.indd 68 2009-11-24 10:17:44
A 69
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Application check list for internal turning
Choose the largest possible bar diameter, but at the same time ensure that
there is enough room for chip evacuation between the bar and the hole.
Ensure that chip evacuation is suffcient in relation to the cutting data being
applied, and the correct type of chips are produced.
Choose the smallest possible overhang but, at the same time, ensure that the
length of the boring bar allows the recommended clamping lengths. The
clamping length should never be smaller than 3 times the diameter of the bar.
Select an entering angle as close as possible to 90 (it should never be
smaller than 75) so as to direct the cutting forces along the boring bar.
As a frst preference, the indexable insert should have a positive basic-shape
and a positive insert geometry to minimize tool defection.
Select an insert nose radius which is smaller than the cutting depth.
Insuffcient cutting edge engagement can increase vibrations caused by friction
during cutting. Choose a cutting edge for a clean cutting action.
Excessive cutting edge engagement (large depth of cut and/or feed) can
increase vibrations caused by tool defection.
Inserts with thin coatings or uncoated inserts normally produce lower cutting
forces compared to thickly coated ones. This becomes especially important
when the relationship between length/diameter is large. A sharp cutting edge
normally improves hole quality by minimizing vibration tendencies.
A geometry with an open chip breaker (such as R/L-K knife-edge) can often be
more advantageous for boring.
An insert grade with a higher level of toughness may be a consideration in
some operations, as it can cope with any risks of chip jamming or vibration
tendencies.
Consider alternative tool paths if chip formation needs to be improved.
Internal turning how to apply
General turning_A064-079.indd 69 2009-11-24 10:17:45
A 70
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Choice of tools A 72
Multi-task machining
How to apply D 82
How to apply A 74
Choice of tools D 80
Turn milling
Dedicated methods
Application overview
Dedicated methods application overview
For information about the principles of a multi-task machine, see Tool holding/Machines, page G 28.
For more information, see Milling, chapter D.
General turning_A064-079.indd 70 2009-11-24 10:17:46
A 71
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Choice of tools A 84
Small part machining
Heavy turning
For information about the principles of a sliding head machine, see Tool holding/Machines, page G 32.
For more information, order the Heavy machining catalogue/application guide C-1002:3.
Dedicated methods application overview
How to apply A 82
Tools for:
- Heavy turning
- Bar peeling
- Railway wheel re-turning
General turning_A064-079.indd 71 2009-11-24 10:17:56
A 72
A
B
C
D
E
F
G
H
I
45
0
5 0
CoroTurn RC
CoroTurn TR
CoroTurn 107
CoroTurn HP
90 45
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Most multi-task machines are equipped with one or two
turrets, in which turning tools are used in the same way as
in a normal turning centre. However, the heart of the machine
is the tool spindle (also called the B-spindle), which can be
used for turning operations as well as for rotating tools.
For a description of machine axis and principles,
see page G 28.
The automatic tool change and the ability to tilt the spindle
around the B-axis open up new possibilities, and also place
new demands on turning tools, such as:
Variable tool paths and cutting force directions
Tool design adapted for a 45 tilted tool spindle
Tool accessibility and overhang
Quick and trouble-free tool changes
Minimized space in the tool magazine.
Multi-task machining
Choice of tools
Turning tools dedicated for the tool (B-) spindle
Operation and component type Tool system Description
Minimizes tool change time and space in
the tool magazine.
Versatile: it is easy to change to another
type of cutting tool.
Two tools in one.
Minimizes tool change time and space in
the tool magazine.
Tools designed to provide a correct entering
angle when the tool spindle is tilted at 45.
Multi-task machining choice of tools
CoroPlex TT
(CoroTurn RC)
CoroPlex mini-turrets
Four tools in one.
Adaptors for shank tools
Up to three tools in one.
General turning_A064-079.indd 72 2009-11-24 10:18:00
A 73
A
B
C
D
E
F
G
H
I
CoroTurn HP
CoroTurn RC
CoroTurn TR
CoroThread 266
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Five tools in one:
End milling
External turning with CCM insert
Internal turning with CCM insert
External profling with DCM insert
Internal profling with DCM insert
Minimizes tool change time and space in the
tool magazine.
Optimized inserts for aluminium available.
Choose tools equipped with the CoroTurn HP
coolant system for trouble-free chip control
when machining long-chipping materials.
Tool life can be increased.
For more information, see page A 128.
Secure insert seating that can handle
changing cutting force directions.
Modularity
Accessibility
Interchangeability
Reduced tool inventory
Turning tools dedicated for the tool (B-) spindle
CoroPlex MT
(CoroTurn 107 and CoroMill 390)
Multi-task machining choice of tools
Other turning tools suitable for multi-task machines
Operation and component type Tool system Description
Operation and component type Tool system Description
CoroTurn SL
Coromant Capto adaptors
General turning_A064-079.indd 73 2009-11-24 10:18:10
A 74
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Multi-task machining how to apply
How to apply
Working with the tool spindle tilted at 45 provides maximum
stability and accessibility against the chuck and the workpiece.
The same tool holder can be used for turning against the main
spindle as well as against the sub spindle. This is achieved by
indexing the tool-holding spindle and the B-axis, and by
changing the rotation of the workpiece.
Programming information
The CoroPlex TT holders are tools optimized for multi-task
machines. They utilize the fexibility these machines provide
and achieve multiple functions in one tool. By indexing the
tool spindle 180 and locking it, you can change from insert
one to insert two.
The normal position of the Y-axis during turning operations is
Y = 0. To prevent the second insert, which is not in the cutting
position, from interfering with the cutting action, the two insert
pockets are positioned off the centre line of the workpiece. To
run the tool on the centre line of the workpiece, the machine's
Y-axis must be positioned off centre at the same distance that
the twin tool insert is also off centre.
Y = +/ h
1
(h
1
= Cutting edge height), see picture.
Note: Correct pre-setting of the CoroPlex TT is important and
requires a certain procedure, see page A 80.
Working against a sub-spindle
The Y-axis must be offset in the opposite direction as that
of the main spindle.
The cutting edge height, h
1
, is laser marked on the holder
and can also be found in the catalogue.
For information about handling the tool offset function and
programming a tool with two inserts in one holder and with
offset in the Y-axis, see your machine programming manual
or contact the machine support.
Dedicated CoroTurn tools for a tool spindle tilted 45
CoroPlex TT twin tools
To work with the twin tool, you must move the Y-axis the distance, h
1
,
so that the insert will cut on the centre line of the workpiece.
Indexing the tool spindle 180
to change from insert one to
insert two.
When turning against the sub-spindle, index the tool holding spindle
and the B-axis and change rotation of the workpiece. Y-axis must be
offset to the opposite side.
A 75
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Four cutting heads have been mounted
to one tool holder to accommodate the
needs of multi-task machining.
A Coromant Capto tool adaptor and a
CoroTurn SL mini-turret adaptor plate
are combined with cutting heads and
cutting blades for turning, grooving and
threading operations. Space is saved in
the tool magazine and less time is spent
changing tools. CoroTurn SL mini-turret
adaptor plates are available for axial and
radial assemblies.
CoroTurn SL mini-turret
Machining example
0 axial mini-turret
Multi-task machining how to apply
45 twin tool
Maximum stability and accessibility
against the chuck and the workpiece.
90 twin tool
For side and face turning.
Machining example
Side and face turning with a
CNMG insert.
Good accessibility close to the
tail stock.
Side and copy turning with a
DNMG insert.
Turning with the B-axis at 0.
A good alternative when the
machine has a limited X-axis
stroke.
Turning with the B-axis at 0.
A good alternative when the machine
has a limited X-axis stroke.
Turning with the B-axis at 95.
Use the mini-turret as a boring
bar.
Use the B-axis at 95 to get
clearance for opposite tool.
Turning against the sub-spindle.
Use the 90 twin tool as a
boring bar.
5 radial mini-turret
General turning_A064-079.indd 75 2009-11-24 10:18:15
A 76
A
B
C
D
E
F
G
H
I
R390-11 R390-18
Wiper
R390-11
32 150 - 100
40 - 380 -
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Multi-task machining how to apply
How to apply
The tool is designed with all inserts positioned on the centre
line of the tool, which enables easy use in combination with
the standard programming cycles of the machine tools.
The turning inserts are positioned at 0 and 180 degree
angles.
The CoroMill 390 inserts are positioned slightly ahead of the
CoroTurn inserts axially as well as radially to guarantee
that the turning inserts are not in cut when the tool is applied
by rotating.
Note: This means that turning a blind hole using the
CoroTurn 107 function of the tool must be stopped before
the CoroMill 390 inserts come into contact with the bottom
face. When turning axially and using the CCMT inserts, the
R390 inserts may limit the workpiece diameter because of
their position in the tool.
The max. workpiece diameter, D
m
, is dependent on the cutter
diameter, the R390 insert size and whether a wiper insert is
used.
CoroPlex MT turning and milling with one tool
Shoulder milling
Face and longitudinal turning
Circular interpolation in helix
Profling operation
Turn milling
Internal turning and profling
Tool diameter,
D
c
mm
Max. workpiece diameter D
m
insert type
General turning_A064-079.indd 76 2009-11-24 10:18:18
A 77
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Multi-task machining how to apply
Coromant Capto system
Reduce the tool inventory
The Coromant Capto coupling offers high precision and
automatic tool change and, if used as an interface in both the
tool spindle and the turret, the tool inventory can be reduced.
Tool reach, weight and chip control
To achieve suffcient tool reach, use Coromant Capto
extension adaptors. To save tool weight and reduce the risk of
chips sticking to the gripper grooves, use reduction adaptors.
Other advantages of the Coromant Capto system include:
For turning and rotating tools
Quick tool change
Modular
Ability to transmit high torque
High bending stiffness
High precision and repetitive accuracy.
Modular tooling reduces cost
Coromant Capto
interface
Silent Tools
Reduce vibrations and increase productivity
Cutting data can be increased considerably by using the
dampened Silent Tools boring bars. The adaptors are available
with Coromant Capto coupling and CoroTurn SL interface.
CoroTurn SL system
Reduce the tool inventory
A multitude of different turning, parting and threading tools
can be built using the SL system, eliminating the need for
special tools.
General turning_A064-079.indd 77 2009-11-24 10:18:28
A 78
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Option 2
45 - Turning tools
Using 45-degree single turning tool holders provides the best accessibility and stability.
Advantages
Accessibility.
Stability 45 tool holders
can shortened, yet still retain
accessibility compared with
vertical tools.
Stability - 45 tool holders
direct the cutting forces
towards the tool spindle.
Large workpiece diameter
possible (X-axis direction).
Disadvantages
Limits the machining length in
the Z-axis direction (workpiece
length).
Diffcult to pre-set outside the
machine. Pre-setter equipment
must have a B-axis.
Only for external use, the
entering angle does not allow
for internal machining.
Tool change from tool magazine
takes a longer time.
Good accessibility towards the
main spindle.
Favourable cutting force
direction improves
stability.
Main spindle
Multi-task machining how to apply
In a multi-task machines there are often several possible methods for performing an operation. In this
example, there are four alternatives. The advantages and disadvantages of each option are presented
below.
One multi-task machine four options
Option 1
Vertical/horizontal - Turning tools
Using general turning tools in the (B-) tool spindle with extension adaptors.
Main spindle
Internal
External
Advantages
Easy to use/simple pro-
gramming function.
An external tool can be used
internally and an internal tool
can be used externally.
Easy to pre-set outside the
machine.
Large range of standard tools.
Vertical tools do not limit
machining length in the Z-axis
direction (workpiece length).
Disadvantages
Long tool overhang is needed
to work near the main spindle,
which limits max. workpiece
diameter.
Less stable than 45 tools.
The cutting forces on the
insert, together with long tool
overhang, cause high bending
forces on the B-axis.
Tool change from tool magazine
takes a longer time.
Max. diameter on
workpiece affected
(X-axis direction)
General turning_A064-079.indd 78 2009-11-24 10:18:33
A 79
A
B
C
D
E
F
G
H
I
Mark
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Multi-task machining how to apply
Lower turret
Main spindle
Option 3
45 - CoroPlex TT
CoroPlex TT twin tools, offer the same advantages as the 45 holders, but at a much shorter tool change time.
Option 4
Lower turret - turning
Conventional turning using the lower turret with short vertical/horizontal tools provides short tool change time,
good stability and accessibility.
Advantages
Accessibility.
Stability 45 tool holders can
be shortened, yet still retain
accessibility compared with
vertical tools.
Stability - 45 tool holders
direct the cutting forces
towards the tool spindle.
Large workpiece diameter
possible (X-axis direction).
Two tools in one, quick
indexing.
One pocket in the magazine.
Less weight, two tools in one.
Disadvantages
Limits the machining length in
the Z-axis direction (workpiece
length).
Y-axis offset can be diffcult to
handle in some machines.
Diffcult to pre-set outside the
machine. Pre-setter equipment
must have a B-axis.
Can be diffcult to probe in the
machine.
Only for external use, the
entering angle does not allow
for internal machining.
Advantages
Short tool changing time
(chip to chip).
More space for long tools.
Simultaneous machining with
the upper (B-tool spindle) and
lower tools.
Disadvantages
Less versatile, one tool is used
for only one operation.
Hints:
The turret is useful when turning is the
dominant machining operation.
It is possible to use the turret as the
tailstock or steady-rest.
Main spindle
Good accessibility towards
the main spindle.
Favourable cutting
force direction
improves stability.
Quick indexing.
General turning_A064-079.indd 79 2009-11-24 10:18:38
A 80
A
B
C
D
E
F
G
H
I
X
Z
B = 5
X
Z
B = 45
CoroPlex TT
X
Y = h
1
Z
B = 45
)
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Multi-task machining how to apply
B axis = 5
B axis = 45
B axis = 45 B axis = 45
B axis = 45
B axis = 5
Parameters
1. Pre-setting outside
machine
2. Probing in the machine 3. Measuring cut in the
machine
Not possible
Not possible
Not possible
CoroPlex SL
mini-turret
The following table describes tool offset measuring of the cutting tools
optimized for multi-task machines
There are three different methods to measure the tool offset.
1) Pre-setting outside machine
Limitations: the pre-setting machines do not allow you to tilt the
tool (B-axis) or move the tool off the centre-line (Y-axis).
Measuring the tool offset
)
For h
1
dimension, see Main catalogue.
)
Not possible to measure this in all machines.
Turning tool 45
General turning_A080-099.indd 80 2009-11-24 10:20:15
A 81
A
B
C
D
E
F
G
H
I
CoroPlex MT
Z
D
c
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Multi-task machining how to apply
Parameters
1. Pre-setting outside
machine
2. Probing in the machine 3. Measuring cut in the
machine
Mini-turret for shank tools
Milling
Turning
X =
Z =
3 tools
X
Z
2) Probing in machine
The machine tools provide the possibility for tilting the B-axis and
moving the tool off the centre-line, the Y-axis.
Limitations: Some machine tools do not allow the tool to be moved
off the centre-line when it is being measured. In other machines,
there may be an interference problem between the cutting tool and
the measuring probe.
3) Measuring cut in the machine
The machine tools have the possibility for tilting the B-axis and
moving the tool off the centre-line, the Y-axis.
This method functions for all our cutting tools optimized for
multitask machining.
General turning_A080-099.indd 81 2009-11-24 10:20:18
A 82
A
B
C
D
E
F
G
H
I
1.
3.
2.
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
When processing a component in a sliding head machine,
there are some vital things to consider.
Always start with the internal applications on the main spindle.
This provides the best possible stability from the guide bush
as the outer diameter is supported by the guide bush, at all
times.
Example recommended tool sequence
Main spindle
Drilling
Internal turning
Main spindle
External grooving
Milling
Main spindle
External turning
Threading
The next operation in this case is milling. Face
milling is to be preferred because it generates
lower cutting forces and the stability and the
power in the rotating spindle are limited.
Small part machining in sliding head machines
For information about sliding head machine principles, tools
and the QS-holding system, see page G 32.
Always start with drilling and internal turning at
the main spindle; this will increase the stability as
the material is held by the guide bush.
The second operation should be external turning
at the main spindle. If possible, take the total
depth of cut in one pass to avoid moving the bar
into the sliding bush again. This will decrease the
cutting time and increase the stability.
Small part machining how to apply
General turning_A080-099.indd 82 2009-11-24 10:20:26
A 83
A
B
C
D
E
F
G
H
I
5.
4.
6.
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Main spindle dock
with sub-spindle
Parting off
Main spindle
Back-turning
Sub spindle
Drilling
Internal turning
The last operation at the main spindle is parting off.
The closer the two spindles can get to each other, the
smaller the overhang of the component and the
better the surface fnish.
To machine the outer diameter in the last phase,
before parting off, a back-turning operation is quite
common and very productive. One pass is also
preferred here.
The fnal operation to fnish the component is
performed using the sub-spindle. Here external or
internal machining can be used; however, internal
machining is most common.
To consider:
Always start with drilling and internal turning
Finish the external diameters on one pass
Split the machining time equally (50/50) between the main and the sub-spindle.
Small part machining how to apply
General turning_A080-099.indd 83 2009-11-24 10:20:32
A 84
A
B
C
D
E
F
G
H
I
GC1025
P M N S
60200 60180 90400 2050 v
c
=
3.00
2.00
1.00
0.05
0.02 0.06 0.10 0.14
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Small part machining choice of tools
CoroTurn XS
The insert product range is made up of four different insert
sizes, focusing on different hole dimensions.
The insert locates precisely into the boring bar due to a
locating pin which locks the insert into the correct position.
Precise positioning and repeatable accuracy of the cutting
edge is guaranteed with every set-up.
Internal turning of holes from 0.3 to 12 mm diameter
Application hints
Start at a low feed to ensure insert security and surface
fnish, increase feed to improve chip breaking.
Run at a cutting depth larger than the nose radius. This will
minimize the radial defection of the insert, which is impor-
tant in internal machining.
Setting the cutting speed too low will result in inadequate
tool life. Always run at the highest possible cutting speed,
v
c
m/min, when machining small bores.
CoroTurn XS back boring
For internal operations against shoulders
Min. hole diameter 4.2 mm
A problem solver for internal chip control problems.
Adaptors for different machine types
Cylindrical adaptors
Citizen, Star, Tsugami, Miyano, Traub and general machines.
Shank holder adaptors
Internal operations in sliding head machines without
cylin drical tool position make extensive use of holders
with square shanks.
f
n
mm/r
a
p
mm
m/min
Internal turning of holes from 6 mm
CoroTurn 107 cylindrical boring bars (see page A 141)
CoroCut MB cylindrical boring bars (see page A 145).
General turning_A080-099.indd 84 2009-11-24 10:20:35
A 85
A
B
C
D
E
F
G
H
I
v
c
=
GC1025
P M N S
60200 60180 90400 2050
3.00
2.00
1.00
0.05
0.02 0.06 0.10 0.14
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Small part machining choice of tools
CoroCut XS
Precision inserts with sharp cutting edges with close chip
breakers.
High quality ground inserts and holders. Extremely sharp
cutting edges perform well at low feeds. The inserts generate
low cutting forces and can therefore be used in turning opera-
tions down to 1 mm diameter.
External turning of component diameters 1 to 8 mm
Application hints
Cutting data for low-alloy steel: v
c
= 100 m/min; a
p
= 1 mm;
f
n
= 0.08 mm/r.
Do not use a feed value larger than the nose radius
(nose radius 0.1 mm; max. feed 0.1 mm/r).
Do not use a cutting depth smaller than the nose radius,
as this will generate high radial forces which may result in
inaccurate component dimensions.
Cutting speeds that are too low will result in a shorter tool
life; follow recommended cutting speed values.
a
p
mm
Feed
f
n
mm/r
m/min
General turning_A080-099.indd 85 2009-11-24 10:20:38
A 86
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
CoroTurn 107
For longitudinal turning and profling.
In internal turning, wiper inserts generate a good surface fnish, and may improve
chip breaking as well as increasing productivity.
External turning of component diameters 6 to 32 mm
Application hints:
Cutting data for low-alloy steel: v
c
= 150 m/min; a
p
= 1.5 mm; f
n
= 0.1 mm/r.
CoroTurn 107 M-tolerance inserts can be used in side turning and in copying
operations.
If a small nose radius is needed, choose an insert from the CoroTurn 107
G-tolerance range, example: DCGT 110301-UM 1025.
Avoid cutting depths that are too small, as this may generate a grey surface.
Always use a cutting depth larger than the nose radius.
CoroTurn 107 with VCEX inserts
For longitudinal turning, not copying. Suitable for longitudinal turning and back-
turning, designed for both small and large cutting depths, up to 4 mm, generates
good chip control and an extremely good surface fnish, due to the wiper effect of
the cutting edge.
External turning of component diameters 1 to 32 mm
Application hints:
Cutting data for low-alloy steel: v
c
= 150 m/min; a
p
= 2 mm; f
n
= 0.1 mm/r.
Insert has a very high edge strength, which enables machining in one pass
with a large depth of cut. Maintains high stability of component and provides
short cycle times.
Use recommended cutting speeds as this will considerably extend tool life.
Apply in operations where surface fnish is the primary criterion.
Use insert grade GC1020 as the frst choice. Consider cermet grade CT5015
to optimize tool life and for fnishing cuts.
Small part machining choice of tools
General turning_A080-099.indd 86 2009-11-24 10:20:39
A 87
A
B
C
D
E
F
G
H
I
3.00
2.00
1.00
0.05
0.02 0.06 0.10 0.14
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Small part machining choice of tools
External back-turning of component diameters 1 to 8 mm
The inserts for back-turning have a sharp cutting edge, especially for cutting depths
of up to 3 mm. The insert and holder design allow the tool to function close to the
guide bush, thereby reducing vibrations.
Application hints:
Cutting data for low-alloy steel: v
c
= 100 m/min; a
p
= 2 mm; f
n
= 0.08 mm/r.
When using a cutting depth larger than 2 mm, use an insert with a 0.2 mm nose
radius.
When using a large cutting depth, it is important to reduce the feed so as not to
put excessive pressure on the cutting edge.
If a cutting depth larger than 3 mm is required, change to CoroTurn 107 VCEX
insert, as it has more edge strength.
Depth of cut a
p
, mm
Feed f
n
mm/r
When back turning, there are some vital things to consider: what is the size of the
bar material and what cutting depths can be applied. There are two tool types to
choose from:
CoroCut XS
Recommended for bar/component diameters 1-8 mm
These have sharp cutting edges and generate low cutting forces
Capable of cutting depths of up to 3 mm in soft materials.
The CoroCut XS back turning insert (MABR) is designed for small diameters.
It functions close to the main spindle (guide bush) to minimize the overhang of
the bar, which in turn minimizes vibration tendencies.
Back turning
General turning_A080-099.indd 87 2009-11-24 10:20:40
A 88
A
B
C
D
E
F
G
H
I
95125 95115 95200 1015
P M N S
GC1025
v
c
=
4.00
3.00
2.00
0.05
0.1 0.2 0.3 0.4
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
External back-turning of component diameters 6 to 32 mm
CoroTurn 107 VCEX insert
Insert: VCEX 110301L-F 1020 for back-turning and turning. It has good edge
strength and can easily handle large cutting depths as well as high feeds.
It generates a good surface fnish. Insert repeatability: 0.025 mm,
centre-height 0.025 mm.
Application hints:
Cutting data for low-alloy steel: v
c
= 120 m/min; a
p
= 3 mm;
f
n
= 0.08 mm/r.
To ensure low radial forces, use a holder with a 90 entering angle,
ex. SVABR 1212M11-S-B1.
For best cutting edge strength, choose grade GC1020. However, if a
shiny surface fnish is the prime consideration, choose the CT5015
cermet grade.
For components with fnished component diameters smaller than
8 mm, use a CoroCut XS back-turning insert, as this is designed to
function closer to the guide-bush or chuck in the machine.
Depth of cut a
p
, mm
Feed f
n
mm/r
Small part machining choice of tools
VCEX insert
Recommended for bar/component diameters 6 - 32 mm.
Sharp cutting edge that generates a good surface fnish because of wiper effect.
Cutting depth capabilities up to 4 mm.
The VCEX insert is designed for back-turning of larger components. The insert
protrudes slightly from the main spindle and is therefore not suitable for very
small diameter applications involving back-turning.
The VCEX inserts can be used in both 90 or 93 angled holders. The holder with
a 90 entering angle will generate slightly lower cutting forces.
m/min
General turning_A080-099.indd 88 2009-11-24 10:20:41
A 89
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning trouble shooting
Trouble shooting
Tool wear
Flank wear
Notch wear
Crater wear
Plastic deformation
Built-up edge (B.U.E.)
Cause Solution
a) Rapid fank wear causing
poor surface fnish or out of
tolerance.
b/c) Notch wear causing poor
surface fnish and risk of
edge breakage.
a) Cutting speed too high or
insuffcient wear resi stance.
b/c) Oxidation.
b/c) Attrition.
Reduce the cutting speed.
Select a more wear resistant
grade.
Select an Al
2
O
3
coated grade.
For work-hardening materials,
select a smaller entering angle or
a more wear resistant grade.
Reduce the cutting speed. (When
machining heat resistant material
with ceramics, increase cutting
speed).
Select a cermet grade.
Excessive crater wear causing
a weakened edge. Cutting edge
breakthrough on the trailing
edge causes poor surface
fnish.
Risk of insert breakdown.
Select an Al
2
O
3
coated grade.
Select a positive insert geometry.
First, reduce the speed to obtain
a lower temperature, then reduce
the feed.
Diffusion wear due to cutting
temperatures that are too
high on the rake face.
Plastic deformation.
Edge depression or fank
impression.
Leads to poor chip control and
poor surface fnish.
Risk of excessive fank wear
leading to insert breakage.
Select a harder grade with better
resistance to plastic deformation.
Edge depression reduce feed.
Flank impression reduce speed.
Cutting temperature is too
high, combined with a high
pressure.
Built-up edge causing poor
surface fnish and cutting edge
frittering when the built-up edge
is torn away.
Workpiece material is welded
to the insert due to:
Cutting that is too low.
Negative cutting geometry.
Adhesive workpiece material.
Increase the cutting speed or cool
heavily.
Select a positive geometry.
Reduce feed at the beginning of
the cut.
Select a thin coated PVD grade
and a positive geometry.
General turning_A080-099.indd 89 2009-11-24 10:20:49
A 90
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning trouble shooting
Chip hammering
Cause Solution
The part of the cutting edge not
in cut is damaged through chip
hammering. Both the top side
and the support for the insert
can be damaged.
The chips are defected
against the cutting edge.
Change the feed.
Select an alternate insert geo-
metry or change to a tougher
grade.
Small cutting edge fractures
(frittering) causing poor surface
fnish and excessive fank wear.
Select tougher grade.
Select an insert with a stronger
geometry (bigger chamfer for
ceramic inserts).
Increase the cutting speed or
select a positive geometry.
Decrease the cutting speed
and coolant.
Reduce feed at the beginning
of the cut.
Grade is too brittle.
Insert geometry is too weak.
Built-up edge. Frittering
Small cracks perpendicular to
the cutting edge causing
frittering and poor surface
fnish.
Select a tougher grade with
better resistance to crack
propagation.
Coolant should be applied
copiously, or not at all.
Thermal cracks due to
temperature variations
caused by:
- Intermittent machining.
- Varying coolant supply.
Thermal cracks
Insert breakage that damages
not only the insert but also the
shim and workpiece.
Select a tougher grade.
Reduce the feed and/or the
depth of cut.
Select a stronger geometry,
preferably a single-sided insert.
Select a thicker/larger insert.
Grade is too brittle.
Excessive load on the insert.
Insert geometry is too weak.
Insert size is too small.
Insert breakage
Slice fracture - ceramics
Excessive tool pressure. Reduce the feed.
Select a tougher grade.
Select an insert with a smaller
chamfer, or use another geo-
metry to change cutting force
direction.
General turning_A080-099.indd 90 2009-11-24 10:21:09
A 91
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning trouble shooting
Trouble shooting
Cause Solution
Unsuitable entering angle.
Feed is too high for the chosen geometry.
Select a holder with as large an entering
angle as possible (
r
= 90).
Choose a geometry designed for higher
feeds, preferably a single-sided insert.
Reduce the feed.
Unsuitable entering angle.
Nose radius is too small.
The chips are breaking against the
component and marking the fnished
surface.
Hairy surface is caused by excessive notch
wear on the cutting edge.
Feed is too high, in combination with a
nose radius that is too small, generates a
rough surface.
Select a holder with as small an entering
angle as possible (
r
= 4575).
Select a larger nose radius.
Select a geometry which guides the chips
away.
Change the entering angle.
Reduce the depth of cut.
Select a positive tool system with a neutral
angle of inclination.
Select a grade with better resistance to
oxidation wear, e.g. a cermet grade.
Reduce the cutting speed.
Select a wiper insert or a larger nose
radius.
Reduce the feed.
Chip control
Long, unbroken snarls winding around the
tool or workpieces. Caused normally by low
feed, low and/or shallow depth of cut.
Surface fnish
The surface looks and feels hairy and
does not meet the tolerance requirements.
Very short chips, often sticking together,
caused by chip breaking that is too hard.
Hard chip breaking often causes reduced
tool life or even insert breakages, due to
high chip load on the cutting edge.
Feed is too low for the chosen geometry.
Depth of cut is too shallow for the chosen
geometry.
Increase the feed.
Select an insert geometry with better chip
breaking capabilities.
Use a tool with high pressure coolant,
CoroTurn HP.
Increase the depth of cut or select a geo-
metry with better chip breaking capability.
Nose radius is too big. Select a smaller nose radius.
General turning_A080-099.indd 91 2009-11-24 10:21:10
A 92
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning trouble shooting
Cause Solution
Insert geometry creating high cutting
forces.
Chip breaking is too hard, producing high
cutting forces.
Select a positive insert geometry.
Reduce the feed or select a geometry for
higher feeds.
High tangential cutting forces due to:
Cutting forces vary or are too low due to
small depth of cut.
Tool is incorrectly positioned.
Increase the depth of cut to make the
insert cut.
Check the centre height.
Vibration
High radial cutting forces due to:
Vibrations or chattermarks which are caused
by the tooling or the tool mounting. Typical for
internal machining with boring bars.
Burr formation:
Burr formation at the end of cut when the
cutting edge is leaving the workpiece.
Unsuitable entering angle.
The cutting edge is not sharp enough.
Nose radius is too large.
The feed is too low for the edge roundness.
Select a larger entering angle (
r
= 90).
Use inserts with sharp edges:
- PVD coated inserts
- ground inserts at small feed rates,
< 0.1 mm/r.
Select a smaller nose radius.
Use a holder with a small entering angle.
Unsuitable edge rounding, or negative
chamfer.
Notch wear at depth of cut, or chipping.
Excessive fank wear on the cutting edge.
Select a grade with a thin coating, or an
uncoated grade.
End the cut with a chamfer or a radius
when leaving the workpiece.
Select a more wear resistant grade or
reduce speed.
Unstable clamping offers insuffcient
rigidity.
Extend the clamping length of the boring
bar.
Use EasyFix for cylindrical bars.
Instability in the tool is due to long
overhang.
Reduce the overhang.
Use the largest bar diameter.
Use a Silent Tool or a carbide bar.
General turning_A080-099.indd 92 2009-11-24 10:21:13
Products General turning inserts
General turning_A080-099.indd 93 2009-11-24 10:21:15
A 94
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Wiper radius, two times the feed rate.
Wiper radius, same feed rate.
General turning wiper geometry information
Wiper inserts
The frst wiper edge was pioneered by Sandvik Coromant in
1997. Now, we have taken another step with the new WMX
geometry, the frst true all-round solution to maximize produc-
tivity in turning, with a feed rate capability that is considerably
higher than with existing wipers. This means cutting times are
reduced by around 30% with improved component quality.
Performance of wiper inserts
Wiper inserts are capable of turning at high feed rates -
without losing the capability for generating good surface
fnishes or chip breaking ability.
Wiper inserts are used primarily for
longitudinal and face turning
Designed to smooth the surface generated as the insert is
fed along a workpiece, the wiper effect is primarily designed
for straight-line turning and facing.
-WMX: always the frst choice within the
wide chip application area. Provides
maximum productivity, versatility and the
best results.
-WF: improves chip control
at a lower f
n
/a
p
. Also for
lower cutting forces when
vibrations occur.
-WM: when a stronger edge line is
needed, e.g. for interrupted cuts.
Move to a positive wiper geometry to lower
forces and maintain productivity in case of
vibration problems.
-WL: for improved chip control
when moving to a lower f
n
/a
p
.
Wiper geometry selection
-WMX is the frst choice wiper, and is a good starting point for most
applications, but there is always a productive alternative when
conditions change.
General turning_A080-099.indd 94 2009-11-24 10:21:17
A 95
A
B
C
D
E
F
G
H
I
x z m
1
m
2
1)
DNMX 11 04 04-WF 0.06 0.01 0.05 0
11 04 08-WF 0.04 0.01 0.02 0.06
15 04 08-WF 0.04 0.01 0.02 0.06
15 06 08-WF 0.04 0.01 0.02 0.06
DNMX 11 04 08-WM 0.17 0.03 0.14 0.03
11 04 12-WM 0.05 0.02 0.03 0.09
15 04 08-WM 0.17 0.03 0.14 0.03
15 04 12-WM 0.05 0.02 0.03 0.09
15 04 16-WM 0.02 0.05 0.03 0.09
15 06 08-WM 0.17 0.03 0.14 0.03
15 06 12-WM 0.04 0.02 0.05 0.09
15 06 16-WM 0.04 0.02 0.05 0.09
TNMX 16 04 04-WF 0.06 0 0.05 0
16 04 08-WF 0.05 0.01 0.01 0.06
TNMX 16 04 08-WM 0.14 0.02 0.10 0.03
16 04 12-WM 0.03 0.01 0.05 0.08
TNMX 22 04 12-WR 0.25 0.03 0.22 0.01
22 04 12-WR 0.29 0.04 0.25 0.02
x z m
1
m
2
1)
DCMX 07 02 04-WF 0.06 0.01 0.05 0
07 02 08-WF 0.03 0.01 0.06 0.06
11 T3 04-WF 0.06 0.01 0.05 0.01
11 T3 08-WF 0.05 0.01 0.01 0.06
DCMX 11 T3 04-WM 0.10 0.02 0.08 0.01
11 T3 08-WM 0.06 0.01 0 0.06
TCMX 09 02 04-WF 0.1 0 0.1 0.02
11 03 04-WF 0.1 0.01 0.1 0.01
11 03 08-WF 0.05 0 0 0.05
16 T3 08-WF 0.06 0 0 0.06
TCMX 11 03 08-WM 0.06 0 0 0.06
16 T3 08-WM 0.06 0 0 0.06
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning wiper geometry information
Modifed nose radius
The modifed nose radius is within the tolerances for C- and
W-style inserts as specifed by ISO standards and therefore
does not give rise to any programming complications. The
corner has been given a new carefully developed shape rather
than just one straightforward radius. This has a profound
effect on the surface generated as the ridges, normally left
behind as the insert moves on, are wiped off by the
extended cutting edge.
T-MAX P Wiper inserts
DNMX
Are optimised for tool holders with 93 entering angle. Can
also be applied in tool holders that have entering angle in the
range of 9294.
TNMX
Works with tool holders that have entering angle in the range
of 9193.
The DNMX/TNMX Wiper insert has a corner confguration
that deviates from a conventional DNMG/TNMG insert, which
means that on some operations it has an effect on workpiece
dimensions.
There is no Wiper-effect when making chamfers with Wiper
C- and W-style inserts.
Negative basic shaped P-style inserts with a 100-degree
corner have been provided with Wiper-effect.
Thanks to increased feed rate the chip breaking is normally
improved with Wiper inserts.
Deviation from nominal nose radius
1)
Deviation after x and z set to zero (= 0 difference).
1)
Deviation after x and z set to zero (= 0 difference).
CoroTurn 107
T-Max P
A 96
A
B
C
D
E
F
G
H
I
x
z
m
1
m
2
x
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
CoroTurn 107 Wiper inserts
DCMX
Are optimised for toolholders with 93 entering angle. Can also be applied in toolholders
that have entering angle in the range of 9294.
TCMX
Works with toolholders that have entering angle in the range of 9193.
The DCMX/TCMX Wiper insert has a corner confguration that deviates from a conven-
tional DCMT/TCMT insert, which means that on some operations it has an effect on
workpiece dimensions.
Nominal nose radius
Wiper nose
Nominal nose radius after tool offset
Nominal nose radius
Wiper nose
General turning wiper geometry information
A 97
A
B
C
D
E
F
G
H
I
T
S
r
1
r
2
b
s
b
f
TCGX 06 T1 04R/L-WK 59 0.26 0.23 0.29 0.26
TCGX 09 02 04R/L-WK 59 0.25 0.23 0.29 0.27
TCGX 11 02 04R/L-WK 58 0.24 0.23 0.29 0.26
CoroTurn 107
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning wiper geometry information
CNMG wiper inserts
T-max P negative basic-shaped CNMG 80 rhombic inserts
also have a wiper effect on the 100 corner.
Due to increased feed rate, the chip breaking is normally
improved with wiper inserts.
Wiper in ceramic and CBN
The ceramic and CBN wiper inserts have their cutting edges
prepared for their particular application ranges: the ceramic
inserts have edge preparations type T01020, T02520 and
S01525. CBN inserts have T01030 and S01030.
Example: T01020
T = negative land
010 = chamfer 0.10 mm
020 = chamfer angle 20.
Negative land
Negative land and ER treated cutting edge
Effect on workpiece dimensions
Effect on the workpiece when using TCGX inserts and methods for
compensating to achieve the correct dimension.
Undercutting
T06. T09
r
= 91
T11
r
= 92
b
s
= length of wiper
radius
Insert type Dimensions, mm
Triangular inserts T06 and T09 with wiper geometry -WK are optimized for tool
holders with a 91 entering angle. They can also be applied in tool holders that
have entering angles in the range of 9092.
The triangular T11 insert works with tool holders that have entering angles in the
range of 9193.
The TCGX wiper insert has a corner confguration that deviates from a conventional
TCGT insert, which means that in some operations it affects workpiece dimensions.
CoroTurn 107 knife edge wiper inserts
General turning_A080-099.indd 95 2009-11-24 10:21:17
A 98
A
B
C
D
E
F
G
H
I
1. 3.
r
2
l
22
l
21
a
e
b
s
b
f
DNMX 15 04 08-WMX 0.35 -0.01 0.24 0.82 0.55 0.61
15 04 12-WMX 0.47 0.11 0.06 1.04 0.70 0.75
15 04 16-WMX 0.87 0.04 0.26 1.55 0.85 1.22
15 06 08-WMX 0.35 -0.01 0.24 0.82 0.55 0.61
15 06 12-WMX 0.47 0.11 0.06 1.04 0.70 0.75
15 06 16-WMX 0.87 0.04 0.26 1.55 0.85 1.22
DNMX 11 04 04-WF 0.30 0.01 0.09 0.42 0.18 0.41
11 04 08-WF 0.40 0.06 0.04 0.73 0.42 0.56
15 04 08-WF 0.40 0.06 0.04 0.73 0.42 0.56
15 06 08-WF 0.40 0.06 0.04 0.73 0.42 0.56
DNMX 11 04 08-WM 0.40 0 0.21 0.82 0.50 0.63
11 04 12-WM 0.40 0.09 0.02 0.99 0.59 0.85
15 04 08-WM 0.40 0 0.21 0.82 0.50 0.63
15 04 12-WM 0.40 0.10 0.03 0.99 0.59 0.85
15 04 16-WM 0.40 0.09 0.05 1.30 0.73 1.24
15 06 08-WM 0.40 0 0.21 0.82 0.50 0.63
15 06 12-WM 0.40 0.10 0.01 0.99 0.59 0.85
15 06 16-WM 0.40 0.06 0.03 1.30 0.73 1.24
TNMX 16 04 08-WMX 0.35 0.02 0.24 0.85 0.55 0.58
16 04 12-WMX 0.56 0.15 0.07 1.09 0.70 0.70
TNMX 16 04 04-WF 0.30 0 0.10 0.44 0.18 0.34
16 04 08-WF 0.40 0.06 0.07 0.76 0.39 0.56
TNMX 16 04 08-WM 0.40 0.01 0.24 0.86 0.53 0.68
16 04 12-WM 0.40 0.09 0.05 1.03 0.54 0.90
TNMX 22 04 12-WR 0.50 0.03 0.41 1.29 0.82 1.28
22 04 16-WR 0.8 0.03 0.48 1.70 0.99 1.68
27 22
T-Max P
CoroTurn 107
DCMX 07 02 02-WF 0.10 0.01 0.07 0.22 0.15 0.16
07 02 04-WF 0.30 0 0.08 0.43 0.19 0.42
07 02 08-WF 0.40 0.06 0.04 0.73 0.42 0.56
11 T3 02-WF 0.10 0.01 0.07 0.22 0.15 0.16
11 T3 04-WF 0.30 0 0.08 0.43 0.19 0.43
11 T3 08-WF 0.40 0.06 0.05 0.73 0.42 0.56
DCMX 11 T3 04-WM 0.40 0 0.12 0.25 0.25 0.48
11 T3 08-WM 0.40 0.04 0.09 0.74 0.44 0.56
TCMX 09 02 02-WF 0.10 0.01 0.08 0.24 0.16 0.17
09 02 04-WF 0.25 0.10 0.19 0.48 0.27 0.39
11 03 02-WF 0.10 0.01 0.08 0.24 0.16 0.17
11 03 04-WF 0.25 0.03 0.19 0.48 0.26 0.44
11 03 08-WF 0.52 0.04 0.08 0.38 0.39 0.75
16 T3 08-WF 0.40 0.06 0.10 0.74 0.44 0.56
TCMX 11 03 08-WM 0.40 0.06 0.10 0.74 0.44 0.56
16 T3 08-WM 0.40 0.06 0.10 0.74 0.44 0.56
2.
1. 2. 3.
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning wiper geometry information
Insert type
Chamfer
45
Undercutting
Type of operation
Copying
Dimensions, mm
Dimensions, mm
Wiper inserts DNMX and TNMX effect on workpiece dimensions
b
s
= length of wiper radius
Effect on the workpiece when using DNMX or
TNMX inserts and methods for compensating to
achieve the correct dimension.
Wiper effect
Wiper (DNMX)
Nominal nose radius
Edgecam provides CNC programming support for wiper nose radius compensation.
For more information, see www.edgecam.com.
General turning_A080-099.indd 96 2009-11-24 10:21:18
A 99
A
B
C
D
E
F
G
H
I
(WF/WM)
(WMX)
(WMX)
(WMX)
0.07 0.31 0.30
0.10 0.63 0.32 0.31
0.12 0.90 0.45 0.45
0.15 1.41 0.70 0.70 0.25
0.18 2.03 1.00 1.01 0.30
0.20 2.50 1.25 1.25 0.35
0.22 3.48 1.74 1.74 0.40
0.25 2.25 0.45
0.28 2.82 0.50
0.30 3.23 0.55
0.35 4.40 0.60
0.40 5.75 0.7
0.45 8.54 1.1
0.50 10.55 1.3
0.15 0.47
0.18 0.68
0.20 0.83 0.3 0.63
0.22 1.16 0.3 0.87
0.25 1.50 0.4 1.12 0.3
0.28 1.88 0.4 1.41 0.35
0.30 2.16 0.4 1.62 0.4
0.35 2.93 0.5 2.20 0.4
0.40 3.83 0.65 2.88 0.4
0.45 5.70 0.85 4.27 0.5
0.50 7.03 1.15 5.27 0.7
0.55 8.51 1.2 6.38 0.9
0.60 10.13 1.3 7.59 1.05
0.65 8.91 1.25
0.70 10.34 1.3
0.85 15.24 1.9
0.90 17.09 2.1
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning wiper geometry information
General rules on achieving surface fnish with wiper inserts
The surface fnish can often be improved by using a higher cutting speed.
The insert geometry (neutral, positive and negative rake angles as well as positive clearance angles)
infuences the surface fnish.
The selection of insert grade has only a minor infuence on surface fnish.
In the event of vibration tendencies, select a smaller nose radius.
Comparison of standard inserts versus
wiper inserts
The tables show the differences in radii between a standard
insert and a wiper insert at different feed rates. Match the
nose radius size with feed.
Note:
All values for standard radii are theoretical, and based on the
use of a CNMG insert for radii r
, 0.4, 08, 1.2 and DNMX for
r
1.6 mm. Values obtained by other styles of inserts or
systems, and workpiece materials may vary.
R
a
values for wiper radii are based on experimental values in
low alloy steel. Values may vary based on material condition
and set-up rigidity.
Feed
Feed
Standard
Standard
Wiper
Wiper
Standard
Standard
Wiper
Wiper
mm
mm
1)
Values for 1.6 mm radius are based on a DNMX insert.
r
0.4
R
a
m
r
0.4
R
a
m
r
0.8
R
a
m
r
0.8
R
a
m
r
1.2
R
a
m
r
1.2
R
a
m
r
1.6
R
a
m
r
1.6
1)
R
a
m
General turning_A080-099.indd 97 2009-11-24 10:21:18
A 100
A
B
C
D
E
F
G
H
I
a
p
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Easy choice for optimized productivity
First-rate process security
Fulflls surface quality demands
Low noise level
Low tool pressure
General turning ISO S geometries
Applications
ISO S: HRSA and titanium alloys
Roughing to last-cut fnishing
Continuous and interrupted cuts
Insert geometries are designed to handle depths of cut from
0.2 to 10 mm (0.008 to 0.393 inch) with excellent chip control
and low tool pressure.
Four geometries for moderate to small depths of cut in light
roughing to fnishing applications: -SM, -SMR, -SF, -SGF.
Two stronger geometries for larger depths of cut in roughing
and light roughing: - SM, -SMR.
More than 300 inserts
Inserts: Double-sided T-MaxP inserts
Insert styles: S, C, D, T, V, W
Nose radii: 0.4 - 1.6 mm (1/64 - 1/16 inch)
Geometries: -SF, -SGF, -SM, -SMR
Insert grades: GC1105, GC1115, GC1125, S05F, H13A
f
n
Optimized geometries for HRSA and titanium alloys
A 101
A
B
C
D
E
F
G
H
I
Inconel 718 Inconel 718
Inconel
718
Inconel 718
Inconel
718
Inconel 718
Ti-6Al-4V Ti-6Al-4V
Ti-6Al-4V
Ti-6Al-4V
Ti-6Al-4V
Ti-6Al-4V
S05F
S05F
GC1105
GC1105
GC1115
GC1115
GC1125
GC1125
H13A
H13A
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.3 - 0.4
(.004 - .008 - .016)
0.3 - 0.6
(.008 - .024)
90-75-60
(295-245-200)
75-30
(245-100)
-
-
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.2 - 0.4
(.004 - .008 - .016)
0.3 - 0.6
(.008 - .024)
80-70-50
(260-230-160)
70-30
(230-100)
80-50-40
(260-160-130)
55-35
(180-115)
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.2 - 0.4
(.004 - .008 - .016)
0.3 - 0.6
(.008 - .024)
65-40-25
(210-130-80)
40-25
(130-80)
75-55-50
(245-180-160)
45-35
(150-115)
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.2 - 0.4
(.004 - .008 - .016)
0.3 - 0.6
(.008 - .024)
35-30-25
(115-100-80)
35-25
(115-80)
-
-
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.2 - 0.3
(.004 - .008 - .012)
0.1 - 0.2 - 0.4
(.004 - .008 - .016)
0.3 - 0.6
(.008 - .024)
40-35-30
(130-115-100)
35-25
(115-80)
70-55-50
(230-180-160)
45-35
(150-115)
S
S
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning ISO S geometries
Technical information
Chip charts
-SM, iC=12 mm (1/2 inch)
-SMR, iC=12 mm (1/2 inch)
-SF, iC=12 mm (1/2 inch)
-SM, iC>=12 mm (1/2 inch)
-SGF, iC=12 mm (1/2 inch)
-SMR, iC>=12 mm (1/2 inch)
inch
inch
inch
inch
inch
inch
mm
mm
mm
mm
mm
mm
Cutting data
Insert size, iC 12 mm (1/2 inch)
Insert size, iC > 12 mm (1/2 inch)
Material
Material
Nickel based alloys
Nickel based alloys
Titanium alloys
Titanium alloys
HRSA in aged condition
(e.g. Inconel 718)
HRSA in aged condition
(e.g. Inconel 718)
+b alloys in aged condition
(e.g. Ti-6Al-4V)
+b alloys in aged condition
(e.g. Ti-6Al-4V)
ISO
ISO
h
ex
, mm (inch) f
n
, mm/rev (inch/rev)
h
ex
, mm (inch) f
n
, mm/rev (inch/rev)
Cutting speed v
c
, m/min ft/min
Cutting speed v
c
, m/min ft/min
A 102
A
B
C
D
E
F
G
H
I
-WF -WR
-PF
-WM
-PM
-PR
-QF
-MF
-QM
-QR
-HM
-WF -MR
-MF
-WM
-MM
-PR
-QF -QM
)
K
-WF
-KF
-NGA
-WM
-KM
-NGA
-PM
)
)
.NMA-KR
.NMG-KR
T-Max P
-WMX
-WMX
-WMX
F M R
P
M
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning insert geometry description
Negative basic-shape inserts
Finishing
First choice
Second
choice
Alternative
choice
Medium Roughing
Steel
First choice
Second
choice
Alternative
choice
Stainless steel
First choice
Second
choice
Alternative
choice
Cast iron/nodular cast iron
)
-MF geometry for steel.
)
Ceramic inserts for grey cast iron machining.
Relative feed, f
n
Relative edge security
Relative feed, f
n
Relative edge security
Relative feed, f
n
Relative edge security
The insert geometry determines the cutting action and strength
of the cutting edges as well as the range of acceptable chip
breaking in terms of depth of cut and feed.
As most of the geometries are dedicated to the component
material types of steel, stainless steel and cast iron, these
material groups and geometries are summarized in the
diagrams below.
Read more about the geometries on the following pages.
General turning_A080-099.indd 98 2009-12-09 08:09:11
A 103
A
B
C
D
E
F
G
H
I
-WMX
P M K
-WF
a
p
f
n
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6
a
p
4.0
3.0
2.0
1.0
5.0
6.0
7.0
f
n
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
P M K
-MF
-WF
-PF
-QF
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning insert geometry description
Double sided
Finishing and medium Wiper
CNMG 12 04 08-WMX
a
p
= 0.5 5.0 mm
f
n
= 0.15 0.7 mm/r
Insert geometry description
Negative basic-shape inserts T-Max P wiper
Finishing Wiper
-WMX for maximum productivity and versatility in fnish to medium
turning
High feed rates of steel, stainless steel and cast iron.
Feed: 0.15 0.8 mm/r. Depth of cut: 0.5 6.0 mm.
Operations: longitudinal turning and facing.
Components: shafts, axles, hubs, gears, etc.
Advantages: triple conventional feed rates with improved surface fnish. Ideal
when good surface fnish is a priority. Can replace a grinding operation. Improved
chip breaking due to higher feed rate. Improved tool life (components/edge) due
to shorter cutting edge engagement time.
Limitations: can increase the vibration tendencies in unstable components;
limited function in profling; visual fnish often in form of a matte surface.
General recommendations: increase the feed rate up to triple that of conven-
tional fnishing geometries to make use of the potential for shorter cycle times.
Possible optimization: geometry WF or WM.
CNMG 12 04 08-WF
a
p
= 0.25 4.0 mm
f
n
= 0.1 0.5 mm/r
-WF for fnish turning
High feed rates of steel, stainless steel and cast iron.
Feed: 0.05 0.6 mm/r. Depth of cut: 0.20 4.0 mm.
Operations: longitudinal turning and facing.
Components: rigid shafts, axles, hubs, gears, etc.
Advantages: double conventional feed rates with the same surface fnish or a
surface fnish that is twice as good at the same feed. Ideal when good surface
fnish is a priority. Can replace a grinding operation. Improved chip breaking due
to higher feed rate. Tool life often improved (more components per cutting edge)
due to shorter cutting edge engagement time.
Limitations: can increase the vibration tendencies in unstable components;
limited function in profling; lower feed and depth of cut when using cermet
grades; visual fnish often in form of a matte surface.
General recommendations: increase the feed rate up to double that of conven-
tional fnishing geometries to make use of the potential for shorter cycle times.
Possible optimization: geometry WMX, cermet grade for even better surface
fnish.
Double sided
How to read the diagram and select an alternative insert geometry
-WF
frst choice for fnish turning of steel.
Double achieve a feed rates with the same
surface fnish or achieve a fnish that is twice
as good with the same feed.
-MF
when a cutting edge with higher edge
strength is needed.
-QF
when an extra sharp cutting edge with a
chip breaker for very light fnishing operations
is needed.
-PF
when a sharp cutting edge that generates
low cutting forces is needed.
Example: Finishing of steel
Relative edge security
Relative feed, f
n
General turning_A080-099.indd 99 2009-11-24 10:21:21
A 104
A
B
C
D
E
F
G
H
I
P
-WR
-WL
a
p
f
n
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6
5.0
6.0
0.7 0.8 0.9
a
p
f
n
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6
5.0
6.0
0.7 0.8 0.9
4.0
3.0
2.0
1.0
5.0
6.0
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
a
p
f
n
-WM
P M
P M K
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning insert geometry description
Medium Wiper
CNMG 12 04 08-WL
a
p
= 0.2 1,5 mm
f
n
= 0.1 0.45 mm/r
-WL for fnish turning in low carbon materials
Good chip control and high feed rates of low carbon materials.
Feed: 0.1 0.45 mm/r. Depth of cut: 0.2 1.5 mm.
Operations: longitudinal turning and facing.
Components: production of components in low carbon materials
Advantages: increased productivity and surface fnish with higher feed rates.
Reduced risk of chip jamming during machining, resulting in more continous
production and less down time.
Limitations: can increase the vibration tendencies in unstable components;
limited function in profling; visual fnish often in form of a matte surface.
General recommendations: GC4215 for secure and reliable production in the
steel area; GC1525 for good surface fnish where there are limitations on speed;
GC2025 for sticky materials with high toughness demands.
Possible optimization: geometry LC.
Double sided
Finishing Wiper
Insert geometry description
Negative basic-shape inserts T-Max P wiper
Double sided
CNMG 12 04 08-WM
a
p
= 0.5 5.0 mm
f
n
= 0.15 0.6 mm/r
-WM for fnish turning
High feed rates for steel, cast iron and stainless steel.
Feed: 0.15 0.9 mm/r. Depth of cut: 0.6 5.0 mm.
Operations: longitudinal turning and facing.
Components: rigid shafts, axles, hubs, gears, etc.
Advantages: double conventional feed rates with the same surface fnish or
surface fnish values that are twice as good for the same feed. Ideal for when
good surface fnish is a priority. Can replace grinding operation. Improved chip
breaking due to higher feed rate. Tool life is often improved as there are more
components per cutting edge due to shorter cutting edge engagement time.
Limitations: can increase the vibration tendencies in unstable components;
limited function in profling; lower feed and depth of cut when using cermet
grades; visual fnish often in form of a matte surface.
General recommendations: increase the feed rate up to double that of conven-
tional fnishing geometries to make use of the potential for shorter cycle times.
Possible optimization: geometry WMX or WR.
CNMM 12 04 08-WR
a
p
= 0.8 5.0 mm
f
n
= 0.3 0.8 mm/r
Single-sided
Roughing Wiper
-WR for medium to rough turning
Very high feed rates of steel.
Feed: 0.3 1.3 mm/r. Depth of cut: 0.8 6.7 mm.
Operations: longitudinal turning and facing.
Components: shafts, axles, gears, etc.
Advantages: strong single-sided insert geometry for high removal rate with
high insert stability in seat.
Often eliminates semi-fnishing and fnishing operations. Developed with a
focus on forged, cast, and pre-machined workpieces that have smaller working
allowances.
Limitations: can generate excessive cutting forces. Components may have a
tendency for surface frittering which does not affect measured surface fnish.
Depth of cut should be limited. Due to risk of insert movement in seat, lever-
style holders are not recommended.
General recommendations: combine with wear resistant grade: GC4205 for
high productivity to achieve high resistance to plastic deformation.
Possible optimization: single-sided inserts with geometries PR, QR and HR
and double sided HM.
General turning_A100-117.indd 100 2009-11-24 10:25:37
A 105
A
B
C
D
E
F
G
H
I
-PF
a
p
f
n
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6
-QF
-MF
M S
-KF
P
a
p
f
n
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6
a
p
f
n
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6
a
p
f
n
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6
K
P
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning insert geometry description
Finishing
CNMG 12 04 08-PF
a
p
= 0.3 1.5 mm
f
n
= 0.1 0.4 mm/r
Double sided
Insert geometry description
Negative basic-shape inserts T-Max P
-PF - for fnish turning
Good chip control, primarily in steel.
Feed: 0.07 0.5 mm/r. Depth of cut: 0.25 1.5 mm.
Operations: longitudinal turning, facing, back-turning and profling
Components: typically axles, gears where good surface fnish is a priority.
Advantages: light cutting geometry, low cutting forces suitable for slender
shafts, thin-walled and unstably clamped components.
Limitations: depth of cut and feed range.
General recommendations: Combine with a more wear-resistant grade
(ex. GC4215) for best productivity; consider a cermet grade when surface
fnish demands are very high with limited cutting speed.
Possible optimization: wiper geometry WMX and cermet grades.
CNMG 12 04 08-QF
a
p
= 0.2 2.5 mm
f
n
= 0.1 0.35 mm/r
Double sided
-QF for super-fnish turning
Good lower-end chip control, primarily in steel.
Feed: 0.07 0.4 mm/r. Depth of cut: 0.2 2.5 mm.
Operations: longitudinal turning, facing and profling.
Components: generally within mixed machining of steel.
Advantages: sharp, light cutting geometry generates low cutting forces with
possibilities for machining slender shafts, thin-wall components, and unstably
clamped components.
Limitations: cutting data (limited feed and depth of cut). Lower application area
than geometry PF.
General recommendations: alternate to geometry PF when optimizing chip
breaking in very light fnishing. Consider cermet grade for high surface fnish
demands and when cutting speed is limited.
Possible optimization: geometry PF and WMX.
CNMG 12 04 08-MF
a
p
= 0.1 1.5 mm
f
n
= 0.1 0.4 mm/r
Double sided
-MF - for fnish turning
Good chip control, primarily in stainless steel.
Feed: 0.05 0.5 mm/r. Depth of cut: 0.1 3.8 mm.
Operations: fnishing operations in general.
Components: stainless steel components in general.
Advantages: light cutting geometry with low cutting forces, good alternative for
slender shafts, thin-walled and unstably clamped components. The positive
geometry minimizes tendencies for built-up edge, leading to good surface fnish
capability and long tool life.
Limitations: depth of cut and feed rate.
General recommendations: especially suitable for external operations with high
surface quality demands (suface fnish values and visual fnish).
Possible optimization: -R/L K (knife-edge geometry) and wiper geometry WL.
CNMG 12 04 08-KF
a
p
= 0.15 2.0 mm
f
n
= 0.1 0.3 mm/r
Double sided
-KF for fnish turning
Grey and nodular cast iron.
Feed: 0.08 0.35 mm/r. Depth of cut: 0.15 2.5 mm.
Operations: longitudinal turning, facing and profling.
Components: cast iron components in general.
Advantages: light cutting geometry with low cutting forces, advantageous for
vibration-sensitive components and unstably clamped components. Minimizes
tendency for surface frittering on component, such as when turning over holes.
Provides improved and more even quality.
Limitations: limited application area regarding feed and cutting depth
General recommendations: combine with a more reliable (tougher) grade
(GC3215) for best productivity.
Possible optimization: wiper geometry WMX.
General turning_A100-117.indd 101 2009-11-24 10:25:39
A 106
A
B
C
D
E
F
G
H
I
-LC
-MF
P
P
M
.NGP
M S
R/L -K
0.1
0.1
0.1
0.2
0.2
0.2
0.3
0.3
0.3
0.4
0.4
0.4
0.5
0.5
0.5
0.6
0.6
0.6
4.0
4.0
4.0
3.0
3.0
3.0
2.0
2.0
2.0
1.0
1.0
1.0
a
p
a
p
a
p
f
n
f
n
f
n
P M
0.1 0.2 0.3 0.4 0.5 0.6
4.0
5.0
3.0
2.0
1.0
a
p
f
n
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
CNMG 12 04 08-LC
a
p
= 0.2 1,5 mm
f
n
= 0.1 0.35 mm/r
CNMG 12 04 08-MF
a
p
= 0.5 4,0 mm
f
n
= 0.15 0.5 mm/r
-LC for fnish turning in low carbon materials
Good chip control of low carbon materials.
Feed: 0.1 0.35 mm/r. Depth of cut: 0.2 1.5 mm.
Operations: longitudinal turning, profling and facing.
Components: production of components in low carbon materials.
Advantages: reduced risk of chip jamming during machining, resulting in more
production and less down time.
Limitations: depth of cut.
General recommendations: GC4215 for secure and reliable production in the steel
area; GC1525 for good surface fnish where there are limitations on speed; GC2025
for sticky materials with high toughness demands.
Possible optimization: wiper geometry WL.
-MF (P-steel) for fnish turning
Primarily in steel (alternate for ductile and work-hardening steels)
Feed: 0.18 0.65 mm/r. Depth of cut: 1 8 mm.
Operations: longitudinal turning, facing and profling.
Components: generally components in steel and stainless steel.
Advantages: broad capabilities, suitable for semi-fnishing and fnishing with good
chip breaking at lower area, alternate for gummy materials.
Limitations: depth of cut and feed combination (lower than geometry PF).
General recommendations: alternative solution to geometries PF and MF throughout
the lower area.
Possible optimization: geometries PF, MF and WF.
Double sided
Double sided
Finishing
Insert geometry description
Negative basic-shape inserts T-Max P
Double sided
CNGP 12 04 08
a
p
= 0.2 1.3 mm
f
n
= 0.1 0.25 mm/r
.NGP - for fnish turning
HRSA and stainless steel.
Feed: 0.02 0.25 mm/r. Depth of cut: 0.05 1.3 mm.
Operations: longitudinal turning, facing and profling.
Components: generally in HRSA and stainless steel.
Advantages: positive, light cutting geometry generates low cutting forces for
machining slender shafts, thin-walled components and unstably clamped
components. Ground clearance face provides sharper cutting edge.
Limitations: depth of cut, feed rates and chip control
General recommendations: GC1105 for secure and reliable production, or combine
with the more wear-resistant grade S05F for best productivity.
Possible optimization: geometry 23 and MF.
TNMG 16 04 04 R-K
a
p
= 0.7 5.0 mm
f
n
= 0.14 0.3 mm/r
Double sided
R/L -K - for fnish turning
Very light cutting action in steel and stainless steel.
Feed: 0.14 0.50 mm/r. Depth of cut: 0.7 5 mm.
Operations: turning, facing and profling.
Components: unstable components, shafts, axles, hubs where surface fnish is a
priority.
Advantages: light cutting, positive geometry generates very low cutting forces,
suitable for slender shafts, thin-walled components.
Limitations: depth of cut and feed range. The open geometry may limit chip breaking
capability.
General recommendations: combine with a more wear resistant grade (GC4215) for
best productivity, consider cermet grade for high surface fnish demands and when
cutting speed is limited.
Possible optimization: geometries PF, MF and cermet grade.
General turning insert geometry description
General turning_A100-117.indd 102 2009-11-24 10:25:41
A 107
A
B
C
D
E
F
G
H
I
S
-23
0.1 0.2 0.3 0.4 0.5 0.6
4.0
3.0
2.0
1.0
a
p
f
n
-KM
4.0
3.0
2.0
1.0
5.0
6.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
-MM
4.0
3.0
5.0
6.0
-PM
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6
5.0
6.0
0.7 0.8 0.9
P
a
p
f
n
a
p
f
n
K
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
a
p
f
n
M
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Finishing to medium
CNMG 12 04 08-23
a
p
= 0.36 3.6 mm
f
n
= 0.13 0.24 mm/r
Double sided
-23 for fne- to medium turning
Light cutting action of HRSA materials.
Fine to medium Feed : 0.15 0.70 mm/r. Depth of cut: 0.2 8 mm.
Operations: longitudinal turning, facing and profling.
Components: generally semi-fnishing and fnishing of components in HRSA.
Advantages: sharp, light cutting geometry generates low cutting forces for
machining slender shafts, thin-walled components and unstably clamped
components. Positive geometry minimizes tendency for built-up edge,
resulting in good surface fnish and long tool life.
Limitations: sensitive to crater wear close to the cutting edge with a risk of
insert fracture.
General recommendations: suitable when low cutting forces are necessary.
Possible optimization: geometry SR (stronger cutting edge) and geometry MF.
Insert geometry description
Negative basic-shape inserts T-Max P
CNMG 12 04 08-KM
a
p
= 0.2 6.0 mm
f
n
= 0.15 0.5 mm/r
Double sided
-KM for medium turning
Grey and nodular cast iron.
Feed: 0.15 0.7 mm/r. Depth of cut: 0.2 9 mm.
Operations: longitudinal turning, facing and profling.
Components: cast iron components in general.
Advantages: reliable, problem-free machining, fnishing to light roughing.
Limitations: somewhat weak cutting edge for intermittent cuts.
General recommendations: all-round geometry for grey and nodular
cast iron components.
Possible optimization: wiper geometry WMX.
CNMG 12 04 08-MM
a
p
= 0.5 5.7 mm
f
n
= 0.10 0.45 mm/r
Double sided
-MM - for medium turning
Broad capability for stainless steel.
Feed: 0.10 0.65 mm/r. Depth of cut: 0.5 8.5 mm.
Operations: longitudinal turning, facing and profling.
Components: stainless steel components in general
Advantages: reliable, problem-free machining.
Limitations: can be affected by casting and forging skin, as well as
intermittent cuts.
General recommendations: all-round geometry for stainless steel.
Possible optimization: Wiper geometry, WMX and MR for intermittent cuts.
CNMG 12 04 08-PM
a
p
= 0.5 5,5 mm
f
n
= 0.15 0.5 mm/r
Double sided
-PM - for medium turning
Broad capability for steel.
Feed: 0.1 0.65 mm/r. Depth of cut: 0.4 8.6 mm.
Operations: longitudinal turning, facing and profling.
Components: typically axles, hubs, gears, etc. in steel.
Advantages: all-round, reliable, problem-free machining.
Limitations: depth of cut and feed. There is a risk of overloading the
cutting edge.
General recommendations: combine with a more wear-resistant grade
(ex. GC4225) for best productivity.
Possible optimization: wiper geometry WMX.
Medium
General turning insert geometry description
General turning_A100-117.indd 103 2009-11-24 10:25:45
A 108
A
B
C
D
E
F
G
H
I
-PR
8.0
6.0
4.0
2.0
0.1 0.2 0.3 0.4 0.5 0.6
10.0
12.0
0.7 0.8 0.9 1.0 1.1
CNMM120412-PR
CNMM190616-PR
-HM
8.0
6.0
4.0
2.0
10.0
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
P M
a
p
a
p
f
n
f
n
P
.NMX -SM
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6
S M
a
p
f
n
-QM
S
4.0
3.0
2.0
1.0
5.0
6.0
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
a
p
f
n
P M K
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning insert geometry description
Roughing
Insert geometry description
Negative basic-shape inserts T-Max P
CNMM 12 04 12-PR
a
p
= 1.0 5.0 mm
f
n
= 0.25 0.7 mm/r
Single-sided
CNMM 19 06 16-PR
a
p
= 1.5 12.0 mm
f
n
= 0.32 0.9 mm/r
-PR (single-sided) - for rough turning
Steel with high removal rates with ligh cutting geometry.
Feed: 0.2 1.2 mm/r. Depth of cut: 0.7 12 mm.
Operations: longitudinal turning, facing and profling.
Components: shafts, axles, hubs, gears, etc.
Advantages: positive roughing geometry generating low cutting forces, broad
application range, high single-sided insert stability.
Limitations: can generate excessive cutting forces when depth of cut is larger
than half the cutting edge length.
General recommendations: combine with a safe, broad grade (GC4225) for
best productivity.
Possible optimization: geometries QR, WR and double-sided HM and PR.
CNMG 19 06 16-HM
a
p
= 1.5 10.0 mm
f
n
= 0.3 0.9 mm/r
-HM for medium to rough turning
High productivity turning for operations demanding toughness, frst stage
turning of steel and stainless steel.
Feed: 0.25 0.90 mm/r. depth of cut: 1.0 10.0 mm.
Operations: longitudinal turning, profling and facing.
Components: oil pipes, connectors and valves.
Advantages: large double-sided insert provides strength for diffcult machining
conditions, including cast/forged surfaces, ovality and interrupted cuts.
Limitations: can increase the vibration tendencies in unstable components
due to the tough edge line; limited function in profling.
General recommendations: combine with GC4225 in steel and GC2025 in
stainless steel.
Possible optimization: insert geometries PR, MR (steel) and QM.
Double sided
CNMX 12 04 A1-SM
a
p
= 0.5 1.5 mm
f
n
= 0.13 0.35 mm/r
Double sided
.NMX SM (Xcel) - for semi-rough turning
Titanium alloys, HRSA and stainless steel. Two insert types:
A1 Feed: 0.13 0.35 mm/r. Depth of cut: 0.5 1.5 mm
A2 Feed: 0.13 0.35 mm/r. Depth of cut: 0.5 2.5 mm
Operations: longitudinal turning and facing.
Components: cylindrical.
Advantages: high resistance to notch wear with longer tool life and a reduction
in chip thickness providing higher feed rates.
Limitations: depth of cut, machining towards the centre, secondary operation
needed for machining in corners (90), standard tool holders need modifying
for clearance under insert corner, shim needs to be changed.
General recommendations: combine with a more wear resistant grade (S05F)
for best productivity.
Possible optimization: square inserts for larger depth of cut, round inserts
when a more stable geometry is needed.
CNMG 12 04 08-QM
a
p
= 1.0 6.0 mm
f
n
= 0.2 0.5 mm/r
Double sided
-QM for medium turning
All-round capability in steel, stainless steel, cast iron and HRSA materials.
Feed: 0.18 0.65 mm/r. Depth of cut: 1 8 mm.
Operations: longitudinal turning, facing and profling.
Components: general components within mixed machining of steel, stainless
steel, cast iron and HRSA.
Advantages: large application area for semi-fnishing to light roughing in
different materials.
Limitations: no dedicated optimization as regards materials.
General recommendations: alternate to geometries PM and MM when more
machining stability is needed, and to geometry KM when a lighter cutting
action is needed.
Possible optimization: geometries WMX, PM, MM and KM.
General turning_A100-117.indd 104 2009-11-24 10:25:48
A 109
A
B
C
D
E
F
G
H
I
-PR
8.0
6.0
4.0
2.0
0.1 0.2 0.3 0.4 0.5 0.6
10.0
12.0
0.7 0.8 0.9
CNMG190616-PR
CNMG
120412-PR
-MR
8.0
6.0
4.0
2.0
0.1 0.2 0.3 0.4 0.5 0.6
10.0
12.0
0.7 0.8 0.9
CNMG
190616-MR
CNMG120412-MR
a
p
a
p
f
n
f
n
P M
M
-KR
.NMG
8.0
6.0
4.0
2.0
10.0
K
a
p
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
f
n
-KR
.NMA
8.0
6.0
4.0
2.0
10.0
12.0
CNMA
190616-KR
CNMA
120412-KR
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
K
a
p
f
n
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
CNMG 12 04 12-PR
a
p
= 1.0 7.0 mm
f
n
= 0.25 0.7 mm/r
Double sided
CNMG 19 06 16-PR
a
p
= 1.5 10.0 mm
f
n
= 0.3 0.8 mm/r
-PR (double-sided version) for rough turning
High removal rate in steel and stainless steel.
Feed: 0.2 1.2 mm/r. Depth of cut: 0.7 15 mm.
Operations: longitudinal turning, facing and profling.
Components typically: axles, hubs, gears, etc.
Advantages: universal capability, double-sided insert geometry with high roughing
capability contributes to a good machining cost effciency.
Limitations: risk of overloading cutting edge, risk of insert movement in the seat
at high cutting data when used with a lever-type tool holder.
General recommendations: combine PR with a broad, reliable (tougher) grade
(ex. GC4225) for best productivity.
Possible optimization: single-sided WR and PR inserts.
CNMG 19 06 16-MR
a
p
= 2.0 11.4 mm
f
n
= 0.15 0.7 mm/r
Double sided
CNMG 12 04 12-MR
a
p
= 2.0 7.6 mm
f
n
= 0.15 0.6 mm/r
-MR - for rough turning
High removal rate in stainless steel.
Feed: 0.15 1 mm/r. Depth of cut: 1.5 11.4 mm.
Operations: longitudinal turning, facing and profling.
Components: stainless steel components in general.
Advantages: broad roughing capability, double-sided alternatefor highly capable
roughing which contributes to good machining cost effciency.
Limitations: risk of overloading (double sided).
General recommendations: combine with a more reliable (tougher) grade
(GC2025) for best productivity.
Possible optimization: single-sided MR.
General turning insert geometry description
Double sided
CNMG 16 06 16-KR
a
p
= 1.0 9.3 mm
f
n
= 0.3 0.85 mm/r
.NMG -KR for rough turning
Grey and nodular cast iron.
Feed: 0.19 0.85 mm/r. Depth of cut: 0.4 14.0 mm.
Operations: longitudinal turning, facing and, to some extent, profling.
Components: cast iron components in general.
Advantages: broad application range for roughing, double-sided alternate for high
capability roughing contributes to a good machining economy.
Limitations: tendency for high cutting forces at small depths of cut and/or feeds.
Risk of insert movement at high cutting data when using a lever-type tool holder.
General recommendations: combine with a more wear resistant grade (GC3205
or GC3210) for best productivity.
Possible optimization: inserts NMA-KR, -KM.
Insert geometry description
Negative basic-shape inserts T-Max P
Roughing
CNMA 19 06 16-KR
a
p
= 0.3 12.0 mm
f
n
= 0.2 1.0 mm/r
CNMA 12 04 12-KR
a
p
= 0.3 8.0 mm
f
n
= 0.2 0.8 mm/r
.NMA -KR for rough turning
Grey and nodular cast iron.
Feed: 0.1 1.19 mm/r. Depth of cut: 0.2 12 mm.
Operations: longitudinal turning, facing and, to some extent, profling.
Components: cast iron components in general.
Advantages: broad application range for roughing.
Limitations: can generate high radial cutting forces which may affect component
and clamping.
General recommendations: combine with a more wear resistant grade (GC3205
or GC3210) for best productivity.
Possible optimization: inserts NMG-KR, -KM.
Double sided
General turning_A100-117.indd 105 2009-11-24 10:25:50
A 110
A
B
C
D
E
F
G
H
I
-MR
8.0
6.0
4.0
2.0
0.1 0.2 0.3 0.4 0.5 0.6
10.0
12.0
0.7 0.8 0.9
a
p
f
n
P
-HR
8.0
6.0
4.0
2.0
0.2 0.4 0.6 0.8 1.0 1.2
10.0
12.0
14.0
P
a
p
f
n
8.0
6.0
4.0
2.0
10.0
12.0
0.2 0.4 0.6 0.8 1.0 1.2 1.4
-QR
P
a
p
f
n
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning insert geometry description
-MR (P-steel) - for rough turning
Steel (alternate for poor machining conditions).
Feed: 0.3 1.2 mm/r. Depth of cut: 1 12 mm.
Operations: primarily longitudinal turning and facing.
Components: shafts, axles, hubs, gears, etc. in steel.
Advantages: all-round geometry, double-sided insert with proven roughing
performance contributs to good machining cost effciency, handles intermittent
cuts and sand-inclusions.
Limitations: risk of overloading cutting edge, insert movement with high
cutting data in a lever-type holder.
General recommendations: combine with a reliable (tougher) grade (GC4225)
for best productivity.
Possible optimization: geometry HM and single-sided geometry PR.
CNMG 16 06 16-MR
a
p
= 2.0 10.7 mm
f
n
= 0.35 0.9 mm/r
Double sided
Insert geometry description
Negative basic-shape inserts T-Max P
Roughing
-HR (single-sided) for heavy rough turning of steel
Feed: 0.5 1.8 mm/r. Depth of cut: 2.4 17 mm.
Operations: longitudinal turning and facing.
Components: rolls, shafts, axles, hubs, etc.
Advantages: very strong cutting edge, capable of heavy feed rate.
Limitations: can generate excessive cutting forces.
General recommendations: combine with a stable, broad grade (GC4225)
for best productivity.
Possible optimization: single-sided inserts PR, QR and WR.
CNMM 19 06 16-HR
a
p
= 2.4 13 mm
f
n
= 0.5 1.1 mm/r
Single-sided
-QR for rough turning
All-round capability in steel.
Feed: 0.3 1.5 mm/r. Depth of cut: 2.0 12.0 mm.
Operations: longitudinal turning, profling and facing.
Components: generally within mixed production in steel.
Advantages: large application area for light roughing to roughing of steel.
Limitations: no dedicated optimization as regard to material.
General recommendations: alternative solution to geometry -PR when more
machining stability is needed.
Possible optimization: single-sided insert geometries -PR.
CNMM 19 06 16-QR
a
p
= 2.0 12.0 mm
f
n
= 0.35 1.2 mm/r
Single-sided
General turning_A100-117.indd 106 2009-11-24 10:25:52
A 111
A
B
C
D
E
F
G
H
I
-MR
8.0
6.0
4.0
2.0
0.1 0.2 0.3 0.4 0.5 0.6
10.0
12.0
0.7 0.8 0.9
CNMM
190616-MR
CNMM
160608-MR
-SR
8.0
6.0
4.0
2.0
10.0
0.1 0.2 0.3 0.4 0.5 0.6
a
p
a
p
f
n
f
n
M P
S
RCMX
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6 0.7 1.2
5.0
RNMG
4.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5 0.6 0.7 1.2
5.0
P M
M
K
K S
a
p
a
p
f
n
f
n
P
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
CNMG 19 06 16-SR
a
p
= 2.0 9.0 mm
f
n
= 0.25 0.4 mm/r
Double sided
-SR for rough turning in titanium and HRSA
Feed: 0.25 0.4 mm/r. Depth of cut: 2 9 mm.
Operations: longitudinal turning, facing and, to some extent, profling.
Components: titanium and superalloy components in general.
Advantages: light cutting action and stable for roughing. SR developed to
increase resistance to crater wear.
Limitations: available in square, round and rhombic insert shapes.
General recommendations: combine with a stable grade (GC1105) for high
security and reliable tool life.
Possible optimization: geometry QM, if SR is not strong enough as a cutting.
edge; geometry 23 if SR is found to generate excessive cutting forces.
CNMM 19 06 16-MR
a
p
= 1.8 12.0 mm
f
n
= 0.35 0.9 mm/r
Single-sided
CNMM 16 06 12-MR
a
p
= 1.2 9.5 mm
f
n
= 0.32 0.65 mm/r
-MR (single-sided) for rough turning
Stainless steel and steel with light cutting geometry.
Feed: 0.2 1.4 mm/r. Depth of cut: 0.7 15 mm.
Operations: longitudinal turning, facing and profling.
Components: rolls, shafts, axles, etc
Advantages: strong cutting edge for roughing, broad application area, high
single-sided insert stability.
Limitations: risk of chip spray at high cutting depths, can generate large
cutting forces at large DOC and feeds.
General recommendations: combine with a safe, broad grade (GC2025) for
best productivity.
Possible optimization: single-sided geometry PR.
General turning insert geometry description
Roughing
Insert geometry description
Negative basic-shape inserts T-Max P wiper
RCMX 12 04 00E
a
p
= 1.2 4.8 mm
f
n
= 0.12 1.2 mm/r
Single-sided
RCMX (single-sided) for fne, medium and rough turning of large
components
Steel, stainless steel, cast iron and HRSA.
Feed: 0.10 3.2 mm/r. Depth of cut: 1.0 12.8 mm.
Operations: longitudinal turning, facing and profle turning.
Components: rolls, shafts, etc.
Advantages: strong insert for reliable machining.
Limitations: chip control due to round insert shape.
General recommendations: combine with a safe, broad grade (GC4225) for
best productivity.
Possible optimization: change insert shape to achieve improved chip control
if this is a problem.
RNMG 12 04 00
a
p
= 1.2 4.8 mm
f
n
= 0.12 1.2 mm/r
RNMG - for medium to rough turning
Steel, stainless steel and cast iron.
Feed: 0.09 2.5 mm/r. Depth of cut: 0.9 10.0 mm.
Operations: copying and profling.
Components: shafts, rolls, axles, railway wheels, etc.
Advantages: high reliability due to strong cutting edge.
Limitations: chip breaking with round insert shape, insert can turn in seat at
high cutting data.
General recommendations: combine with reliable (tougher) grade (GC4225)
for best productivity.
Possible optimization: to improve chip breaking change to alternative insert
shape, if possible.
Double sided
General turning_A100-117.indd 107 2009-11-24 10:25:54
A 112
A
B
C
D
E
F
G
H
I
P
-WF -PR
TR -F
-PF
-MF
-PM
-MM
TR -M
-UR
-UF
R/L-K
R/L-K
-UM
M
-WF -WM
-MR
TR -F
TR -M
-UR
-UF
-UM
RCMT
K
-WF -KR
-KF -KM
-UM
RCMT
CoroTurn 107/CoroTurn TR
)
-WM
-WM
F M R
) )
)
)
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning insert geometry description
How to read the diagram, see page A 103.
The insert geometry determines the cutting action and strength
of the cutting edge as well as the range of acceptable chip
breaking in terms of depth of cut and feed.
As most of the geometries are dedicated to the component
material types steel, stainless steel and cast iron, these
material groups and geometries are summarized in the
diagrams below.
Read more about the geometries on the following pages.
Positive basic-shape inserts
First choice
First choice
First choice
Second
choice
Second
choice
Second
choice
Alternative
choice
Alternative
choice
Alternative
choice
Steel
Stainless steel
Cast iron/nodular cast iron
Relative feed, f
n
Relative edge security
Relative feed, f
n
Relative edge security
Relative feed, f
n
Relative edge security
Finishing Medium Roughing
) First chioce for profling.
General turning_A100-117.indd 108 2009-11-24 10:25:57
A 113
A
B
C
D
E
F
G
H
I
-WF
-WM
4.0
4.0
5.0
5.0
3.0
3.0
2.0
2.0
1.0
1.0
0.1
0.1
0.2
0.2
0.3
0.3
0.4
0.4
0.5
0.5
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
4.0
5.0
P M K S
P M K S
a
p
a
p
f
n
f
n
-WK
a
p
f
n
P M S
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
-WF for fnish turning
A combination of high feed and good surface fnish in steel, stainless steel,
cast iron and HRSA materials.
Feed: 0.05 0.50 mm/r. Depth of cut: 0.3 3.5 mm.
Operations: turning and facing.
Advantages: double conventional feed rates with the same surface fnish or
surface fnish values that are twice as good for the same feed. Ideal for when a
good surface fnish is a priority. Can replace grinding operations. Improved chip
breaking due to higher feed rate. Tool life is often improved due to more compo-
nents per cutting edge and due to shorter cutting edge engagement time.
Components: stable axles, shafts, hubs, gears when good surface fnish is a
priority.
Limitations: can increase vibration tendencies in unstable components, limited
function for profling, lower cutting data when combined with cermet grade, visual
fnish often in form of a matte surface.
General recommendations: increase feed rate to maximum to achieve high
productivity.
Possible optimization: geometry WM and cermet grade to improve surface fnish
even further.
CCMT 09 T3 04-WF
a
p
= 0.3 3.0 mm
f
n
= 0.07 0.3 mm/r
-WM for fnish turning
High feed rates in steel, cast iron, stainless steel and HRSA materials.
Feed: 0.10 0.5 mm/r. Depth of cut: 0.5 4.0 mm (adapted to insert
geometry).
Operations: turning and facing.
Components: rigid shafts, axles, hubs, gears, etc.
Advantages: double conventional feed rates with the same surface fnish or
surface fnish values that are twice as good for the same feed. Ideal when good
surface fnish is a priority. Can replace grinding operations. Improved chip
breaking due to higher feed rate. Tool life is often improved due to more compo-
nents per cutting edge and due to shorter cutting edge engagement time.
Limitations: can increase vibration tendencies in unstable components, limited
function in profling, lower feed and depth of cut when using cermet grades,
visual fnish often in form of a matte surface.
General recommendations: increase the feed rate up to double that of conven-
tional fnishing geometries to make use of the potential for shorter cycle times.
Possible optimization: geometry WF.
CCMT 09 T3 08-WM
a
p
= 0.7 4.0 mm
f
n
= 0.15 0.5 mm/r
Insert geometry description
Positive basic-shape inserts CoroTurn 107 wiper
General turning insert geometry description
Finishing Wiper
TCGX 11 02 04R-WK
a
p
= 0.15 1.5 mm
f
n
= 0.05 0.3 mm/r
-WK for fnish turning
Primarily in boring operations but also external turning when low cutting forces
are necessary.
Feed: 0.05 0.30 mm/r. Depth of cut: 0.15 1.5 mm.
Operations: turning, facing and profling.
Components: especially unstable components, shafts, axles, hubs where surface
fnish is a priority.
Advantages: geometry advantage through combination of knife-edge and wiper,
suitable for high feed rates on slender shafts, thin-walled components and
unstably clamped components.
Limitations: depth of cut and feed rate, the need to select right or left-tool
alternatives.
General recommendations: combine with a more wear resistant grade (CT5015
or GC1025) for best productivity, consider cermet grade for high surface fnish
demands and when cutting speed is limited, open geometry may limit chip
control.
Possible optimization: cermet grade.
General turning_A100-117.indd 109 2009-11-24 10:25:58
A 114
A
B
C
D
E
F
G
H
I
-PF
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
P
-MF
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
M S
-KF
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
K
-UF
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
P M S
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
-PF for fnish turning
Good chip control above, primarily steel.
Feed: 0.03 0.32 mm/r. Depth of cut: 0.06 2.0 mm.
Operations: turning, facing, profling and back-facing.
Advantages: light cutting, positive geometry provides low cutting forces for
slender, thin-walled or unstably clamped components - typically: axles, shafts,
hubs, and gears when good surface fnish is a priority.
Limitations: depth of cut and feed.
General recommendations: combine with a wear resistant grade (GC4215) for
best productivity. Consider cermet grade when surface fnish demands are high
and cutting speed limited.
Possible optimization: geometries R/L-K, WK, WF and cermet grade.
CCMT 09 T3 04-PF
a
p
= 0.1 2.0 mm
f
n
= 0.06 0.23 mm/r
Insert geometry description
Positive basic-shape inserts CoroTurn 107
Finishing
-MF for fnish turning
Good chip control, primarily in stainless steel and HRSA materials.
Feed: 0.05 0.30 mm/r. Depth of cut: 0.06 2.00 mm.
Operations: turning, facing and profling.
Advantages: light-cutting, positive geometry generates low cutting forces for
slender, thin-walled or unstably clamped components. The positive geometry
minimizes the tendency for smearing (built-up edge formation) leading to good
surface fnish and long tool life.
Components: general stainless steel and HRSA components.
Limitations: depth of cut and feed.
General recommendations: ideal for use when surface quality (surface fnish
and appearance) is a priority.
Possible optimization: geometry R/L K (knife-edge).
CCMT 09 T3 04-MF
a
p
= 0.1 2.0 mm
f
n
= 0.06 0.23 mm/r
-KF for fnish turning
Grey and nodular cast iron.
Feed: 0.03 0.30 mm/r. Depth of cut: 0.06 2.0 mm.
Operations: turning, facing and profling.
Advantages: light cutting, positive geometry generates low cutting forces for
slender, thin-walled or unstably clamped components. Leads to less frittering
when turning over drilled holes. Even surface quality.
Components: cast iron components in general.
Limitations: limited application area - depth of cut and feed.
Possible optimization: geometry WF.
CCMT 09 T3 04-KF
a
p
= 0.1 2.0 mm
f
n
= 0.06 0.23 mm/r
-UF for fnish turning
Good chip control, primarily in steel but also in stainless steel and
HRSA materials.
Feed: 0.05 0.25 mm/r. Depth of cut: 0.05 2.0 mm.
Operations: turning, facing and profling.
Advantages: light cutting, positive geometry generates low cutting forces for
slender, thin-walled or unstably clamped components.
Components: axles, shafts, hubs, gears where achieving good surface fnish,
especially when machining mixed materials, is a priority.
Limitations: depth of cut and feed.
General recommendations: complementary geometry to PF, MF and KF. Consider
cermet grade when surface fnish demands are high and cutting speed limited.
Possible optimization: geometries PF, MF, KF and WF.
CCMT 09 T3 04-UF
a
p
= 0.2 2.0 mm
f
n
= 0.05 0.2 mm/r
General turning insert geometry description
General turning_A100-117.indd 110 2009-11-24 10:25:59
A 115
A
B
C
D
E
F
G
H
I
R/L -K
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
P M S
R/L -F
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
P M S
a
p
f
n
-AL
4.0
5.0
3.0
2.0
1.0
6.0
7.0
0.1 0.2 0.3 0.4 0.5 0.6
N
a
p
f
n
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Insert geometry description
Positive basic-shape inserts CoroTurn 107
R/L -K - for fnish turning
Primarily in boring operations but also external turning when low cutting forces
are necessary.
Feed: 0.03 0.25 mm/r. Depth of cut: 0.1 1.5 mm.
Operations: turning, facing and profling.
Components: especially unstable components, shafts, axles, hubs where
surface fnish is a priority.
Advantages: Light cutting, positive geometry generates low cutting forces,
suitable for slender shafts, thin-wall components and unstably clamped
components.
Limitations: depth of cut and feed rate, the need to select right or left-tool
alternatives.
General recommendations: combine with a more wear-resistant grade (CT5015
or GC1125) for best productivity, consider cermet grade for high surface fnish
demands and when cutting speed is limited, open geometry may limit chip
control.
Possible optimization: geometry WK and cermet grade.
TCGT 11 02 04R-K
a
p
= 0.15 1.5 mm
f
n
= 0.03 0.25 mm/r
R/L -F - for fnish turning
High precision demands in steel, stainless steel and HRSA materials
Feed: 0.05 0.30 mm/r. Depth of cut: 0.03 4.0 mm.
Operations: turning, facing, profling and back-facing.
Components: smaller components in particular, shafts, axles, hubs where
surface fnish is a priority.
Advantages: ability to machine smaller components accurately with good
chip control and high feed rates. Combines the accessibility advantages of
a V-shaped insert with that of a C-shaped.
Limitations: the need to select right or left-tool alternatives.
General recommendations: combine with a more wear resistant grade
(CT5015 or GC1125) for best productivity.
Possible optimization: 93 degree entering angle for best surface fnish.
VCEX 11 03 01R-F
a
p
= 0.05 4.0 mm
f
n
= 0.02 0.3 mm/r
-AL for fnish turning
Aluminium and other non-ferrous metals
Feed: 0.05 1.0 mm/r. Depth of cut : 0.1 7 mm
Operations: turning, facing and profling.
Components: aluminium components in general
Advantages: positive, open geometry generates soft cutting action at high
cutting speeds.
Limitations: dedicated to non-ferrous materials.
General recommendations: apply highest possible cutting speed
(up to 2500 m/min) for best productivity.
Possible optimization: diamond tipped inserts.
CCGX 12 04 08-AL
a
p
= 0.5 7.0 mm
f
n
= 0.15 0.6 mm/r
General turning insert geometry description
General turning_A100-117.indd 111 2009-11-24 10:26:01
A 116
A
B
C
D
E
F
G
H
I
-PM
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
P
-MM
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
-KM
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
a
p
f
n
f
n
M S
K
-UM
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
P M K S
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
-PM for medium turning
Broad capability for steel.
Feed: 0.06 0.36 mm/r. Depth of cut: 0.2 3.6 mm.
Operations: turning, facing and profling.
Advantages: all-round, reliable, problem-free machining.
Components: axles, shafts, hubs, gears, etc.
Limitations: depth of cut and feed, risk of overloading the cutting edge.
General recommendations: combine with a more wear resistant grade (GC4225)
for best productivity.
Possible optimization: geometry WM.
CCMT 09 T3 08-PM
a
p
= 0.5 3.0 mm
f
n
= 0.1 0.3 mm/r
General turning insert geometry description
-MM for medium turning
Broad capability for stainless steel and HRSA materials.
Feed: 0.06 0.36 mm/r. Depth of cut: 0.2 3.6 mm.
Operations: turning, facing and profling.
Advantages: all-round, reliable, problem-free machining.
Components: general stainless steel and HRSA components.
Limitations: sensitive to casting and forging skin, and intermittent cuts.
General recommendations: all-round geometry for stainless steel.
Possible optimization: geometry MR when intermittent cuts are involved.
CCMT 09 T3 08-MM
a
p
= 0.5 3.0 mm
f
n
= 0.10 0.3 mm/r
-KM for medium turning
Grey and nodular cast iron.
Feed: 0.06 0.36 mm/r. Depth of cut: 0.2 3.6 mm.
Operations: turning, facing and profling.
Advantages: reliable, problem-free machining.
Components: cast iron components in general.
Limitations: somewhat weak cutting edge for intermittent cuts.
General recommendations: good all-round geometry for both grey and nodular
cast iron.
Possible optimization: geometry WM.
CCMT 09 T3 08-KM
a
p
= 0.5 3.0 mm
f
n
= 0.1 0.3 mm/r
Insert geometry description
Positive basic-shape inserts CoroTurn 107
Medium
-UM for medium turning
Steel but also in stainless steel, cast iron and HRSA.
Feed: 0.01 0.4 mm/r. Depth of cut: 0.1 4.0 mm.
Operations: turning, facing and profling.
Advantages: broad chip breaking area in different materials, wavy cutting
edge helps to steer chips clear of component, also available as precision-ground
version (G-tolerance).
Components: axles, shafts, hubs, gears in mixed material machining.
Limitations: plane surface not achieved when machining against shoulder with
large depth of cut due to wavy cuting edge.
General recommendations: complementary geometry to PM, MM and KM.
Possible optimization: geometries WM, PM, MM and KM.
CCGT 09 T3 08-UM
a
p
= 0.5 4.0 mm
f
n
= 0.12 0.35 mm/r
General turning_A100-117.indd 112 2009-11-24 10:26:02
A 117
A
B
C
D
E
F
G
H
I
-SM
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
4.0
5.0
a
p
f
n
S M
.CMW
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
K
RCMT
4.0
5.0
3.0
2.0
1.0
0.2 0.4 0.6 0.8 1.0 1.2
a
p
f
n
P M K S
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Insert geometry description
Positive basic-shape inserts CoroTurn 107
General turning insert geometry description
-SM for fne- to medium turning
HRSA, titanium alloys and stainless steel.
Feed: 0.15 0.6 mm/r. Depth of cut: 0.26 4.0 mm.
Operations: turning, facing and profling.
Advantages: light cutting geometry dedicated for demanding alloys with an insert
shape (round) which minimizes notch wear.
Components: general components in these materials.
Limitations: only available as round insert.
General recommendations: combine with a reliable grade (S05F in HRSA and
H13A in Ti) for machining security and predictable tool life.
Possible optimization: cutting speed can be doubled when combined with grade
S05F, compared to uncoated inserts for HRSA.
RCMT 12 04 00-SM
a
p
= 0.5 3.0 mm
f
n
= 0.2 0.5 mm/r
.CMW for medium duty turning
Grey and nodular cast iron.
Feed: 0.05 0.53 mm/r. Depth of cut: 0.1 6.0 mm.
Operations: turning, facing and profling.
Components: cast iron components in general.
Advantages: high cutting edge strength.
Limitations: fat insert generates high cutting forces and can leave burrs on
components.
General recommendations: all-round geometry for cast iron.
Possible optimization: geometries KM and KR.
CCMW 09 T3 04
a
p
= 0.1 4.0 mm
f
n
= 0.05 0.3 mm/r
RCMT - for medium turning
Steel, stainless steel, cast iron and HRSA materials.
Medium - Feed: 0.03 3.5 mm/r. Depth of cut: 0.5 12.8 mm.
Operations: turning, facing and profling.
Components: shafts, axles, etc.
Advantages: high reliablity.
Limitations: chip breaking due to round insert shape.
General recommendations: combine with reliable (tougher) grade (GC4225) for
best productivity.
Possible optimization: to improve chip breaking - change to an alternate insert
shape, if possible.
RCMT 12 04 M0
a
p
= 1.2 4.8 mm
f
n
= 0.12 1.2 mm/r
General turning_A100-117.indd 113 2009-11-24 10:26:04
A 118
A
B
C
D
E
F
G
H
I
-KR
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
K
a
p
f
n
-UR
0.5 0.4 0.3 0.2 0.1
4.0
5.0
3.0
2.0
1.0
a
p
f
n
P M
-MR
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
M
-PR
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
P
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
-KR for rough turning
Grey and nodular cast iron.
Feed: 0.09 0.50 mm/r. Depth of cut: 0.8 4.8 mm.
Operations: turning, facing and profling.
Advantages: broad application area for roughing, positive geometry provides
good roughing capability with good balance between high removal rate and
minimum vibration tendencies. Suitable for operations with intermittent cuts.
Components: cast iron components in general.
Limitations: tendency to generate high cutting forces at small depth of cut
and/or feeds.
General recommendations: combine with a wear resistant but reliable grade
(GC3215) for best productivity.
Possible optimization: geometry WM (with moderate depth of cut).
CCMT 09 T3 08-KR
a
p
= 1.0 4.0 mm
f
n
= 0.12 0.35 mm/r
Insert geometry description
Positive basic-shape inserts CoroTurn 107
General turning insert geometry description
-UR for rough turning
Steel and stainless steel.
Feed: 0.10 0.50 mm/r. Depth of cut: 0.5 5.0 mm.
Operations: turning, facing and profling.
Advantages: broad chip breaking area in different materials.
Components: axles, shafts, hubs in mixed material machining.
Limitations: tendency towards leaving burrs.
General recommendations: complementary geometry to PR, MR and KR.
Possible optimization: geometries PM, MR and KR.
CCMT 09 T3 08-UR
a
p
= 1.0 4.0 mm
f
n
= 0.15 0.5 mm/r
-MR for rough turning
High removal rate capability in stainless steel.
Feed: 0.09 0.50 mm/r. Depth of cut: 0.8 4.8 mm.
Operations: turning, facing and profling.
Advantages: all-round, positive geometry provides good roughing capability and
good balance between high removal rate and minimum vibration tendencies.
Recommended for operations involving intermittent cuts. Also suitable for
medium-range turning.
Components: general stainless steel components.
Limitations: risk of overloading the cutting edge.
General recommendations: combine with broad, reliable (tougher) grade
(GC2025) for best productivity.
Possible optimization: geometry WM (with moderate depth of cut).
CCMT 09 T3 08-MR
a
p
= 1.0 4.0 mm
f
n
= 0.12 0.35 mm/r
CCMT 09 T3 08-PR
a
p
= 1.0 4.0 mm
f
n
= 0.12 0.35 mm/r
-PR for rough turning
High removal rate in steel.
Feed: 0.09 0.42 mm/r. Depth of cut: 0.8 4.8 mm.
Operations: turning, facing and profling.
Advantages: all-round, positive geometry provides good roughing capability with
good balance between high removal rate and minimum vibration tendencies
Components: axles, shafts, hubs, gears, etc.
Limitations: depth of cut and feed, risk of overloading the cutting edge.
General recommendations: combine with a more wear-resistant grade (GC4225)
for best reliability.
Possible optimization: geometry WM (with moderate depth of cut).
Roughing
General turning_A100-117.indd 114 2009-11-24 10:26:05
A 119
A
B
C
D
E
F
G
H
I
-F
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
-M
P M K
P M K
N
N
S
S
a
p
a
p
f
n
f
n
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
-F for fnish turning
Good chip control, primarily in steel but also in stainless steel, cast iron and
HRSA.
Feed: 0.08 0.4 mm/r. Depth of cut: 0.15 3.0 mm.
Operations: external profling, facing, internal turning/profling and back-turning.
Advantages: positive, light cutting geometry generates low cutting forces for
slender, thin-walled or unstable clamped components. The i-Lock interface
eliminates insert movements.
Components: axles, shafts, hubs, gears, when tight tolerances are required and
good surface fnish is a priority.
Limitations: only available as D and V inserts.
General recommendations: combine with a wear resistant grade (GC4215) for
best productivity. Consider cermet grade when surface fnish demands are high
and cutting speed limited.
Possible optimization: cermet grades.
TR-DC1304-F
a
p
= 0.15 3.0 mm
f
n
= 0.08 0.3 mm/r
-M for medium turning
Good chip control, primarily in steel but also in stainless steel, cast iron and
HRSA.
Feed: 0.1 0.5 mm/r. Depth of cut: 0.5 5.0 mm.
Operations: external profling, facing, internal turning/profling and back turning.
Advantages: positive, light cutting geometry generates low cutting forces for
slender, thin-walled or unstable clamped components. The iLock interface
eliminates insert movements.
Components: axles, shafts, hubs, gears, when tight tolerances are required and
good surface fnish is a priority.
Limitations: only available as D and V inserts.
General recommendations: combine with a wear resistant grade (GC4225) for
best productivity. Consider cermet grade when surface fnish demands are high
and cutting speed limited.
Possible optimization: cermet grades and GC4215.
TR-DC1304 8-M
a
p
= 0.5 5.0 mm
f
n
= 0.1 0.4 mm/r
Insert geometry description
Positive basic-shape inserts CoroTurn TR
General turning insert geometry description
Finishing
Medium
A 120
A
B
C
D
E
F
G
H
I
-PF
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
-MF
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
P
a
p
a
p
f
n
f
n
M S
-KF
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
K
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
(Inserts ft CoroTurn 107 holders but are not always clamped satisfactorily)
Insert geometry description
Positive basic-shape inserts CoroTurn 111
-PF for fnish turning
Good chip control, primarily for boring steel.
Feed: 0.02 0.24 mm/r. Depth of cut: 0.06 1.8 mm.
Operations: internal turning, facing, profling and back-facing.
Advantages: light cutting, positive geometry generates low cutting forces for
boring deeper holes, thin-walled or unstably clamped components.
Components: with holes that require machining, where low cutting forces and
high surface fnish are necessities.
Limitations: depth of cut and feed.
General recommendations: combine with a wear resistant grade (GC4215) for
best productivity. Consider cermet grades when surface fnish demands are high
and cutting speed limited.
Possible optimization: cermet grades.
CPMT 06 02 04-PF
a
p
= 0.1 1.5 mm
f
n
= 0.04 0.18 mm/r
-MF for fnish turning
Good chip control above all in boring stainless steel and in HRSA materials.
Feed: 0.02 0.24 mm/r. Depth of cut: 0.06 1.8 mm.
Operations: internal turning, facing, profling and back-facing.
Advantages: light cutting, positive geometry generates low cutting forces for
slender, thin-walled or unstably clamped components. The positive geometry
minimizes the tendency for smearing (built-up edge formation) leading to good
surface fnish and long tool life.
Components: general stainless steel components.
Limitations: depth of cut and feed.
General recommendations: ideal for use when surface quality (surface fnish and
appearance) is a priority.
Possible optimization: geometry PF in cermet grades.
CPMT 06 02 04-MF
a
p
= 0.1 1.5 mm
f
n
= 0.04 0.18 mm/r
General turning insert geometry description
-KF for fnish turning
Boring grey and nodular cast iron.
Feed: 0.04 0.20 mm/r. Depth of cut: 0.09 1.8 mm.
Operations: internal turning, facing, profling and back-facing.
Advantages: light cutting, positive geometry generates low cutting forces for
slender, thin-walled or unstably clamped components. Leads to less frittering
when turning over drilled holes. Even surface quality.
Components: cast iron components in general.
Limitations: limited application area - depth of cut and feed.
General recommendations: combine with a broad, reliable grade (GC3215) for
best productivity.
Possible optimization: PF in cermet grades.
CPMT 06 02 04-KF
a
p
= 0.1 1.5 mm
f
n
= 0.04 0.18 mm/r
Finishing
General turning_A100-117.indd 116 2009-11-24 10:26:07
A 121
A
B
C
D
E
F
G
H
I
-PM
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
-MM
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
P
a
p
a
p
f
n
f
n
M
-KM
4.0
5.0
3.0
2.0
1.0
0.1 0.2 0.3 0.4 0.5
a
p
f
n
K S
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
-PM for medium-duty turning
Good capability for boring in steel.
Feed: 0.09 0.4 mm/r. Depth of cut: 0.27 3.0 mm.
Operations: internal turning, facing, profling and back-facing.
Advantages: reliable, problem-free machining.
Components: with small holes that require boring.
Limitations: depth of cut and feed, risk of overloading the cutting edge.
General recommendations: combine with a more wear resistant grade
(GC4225) for best productivity.
Possible optimization: cermet grades.
CPMT 06 02 08-PM
a
p
= 0.6 2.4 mm
f
n
= 0.12 0.3 mm/r
-MM for medium turning
Broad capability for boring stainless steel.
Feed: 0.09 0.4 mm/r. Depth of cut: 0.27 3.0 mm.
Operations: internal turning, facing, profling and back-facing.
Advantages: reliable, problem-free machining.
Components: general stainless steel components.
Limitations: sensitive to casting and forging skin, and intermittent cuts.
General recommendations: all-round geometry for stainless steel.
Possible optimization: geometry PM in cermet grades.
CPMT 06 02 08-MM
a
p
= 0.6 2.4 mm
f
n
= 0.12 0.29 mm/r
-KM for medium turning
When boring grey and nodular cast iron and HRSA materials.
Feed: 0.09 0.45 mm/r. Depth of cut: 0.27 3.0 mm.
Operations: internal turning, facing, profling and back-facing.
Advantages: reliable, problem-free machining.
Components: cast iron components in general.
Limitations: depth of cut and feed.
General recommendations: good all-round geometry for both grey
and nodular cast iron.
Possible optimization: geometry PM in cermet grades.
CPMT 06 02 08-KM
a
p
= 0.6 2.4 mm
f
n
= 0.12 0.29 mm/r
General turning insert geometry description
Insert geometry description
Positive basic-shape inserts CoroTurn 111
Medium
General turning_A100-117.indd 117 2009-11-24 10:26:08
A 122
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Application type
Workpiece material
Machining condition
a
p
= Depth of cut (mm)
f
n
= Feed (mm/r)
v
c
= Cutting speed (m/min)
Turning inserts
General turning insert geometry description
Cutting data
Starting values for the cutting speed and feed, together with the working range (max. min.)
are given on the insert dispensers, which makes it quick and easy to start machining.
General turning_A118-135.indd 118 2009-11-24 11:09:38
Products General turning tools
General turning_A118-135.indd 119 2009-11-24 11:09:40
A 124
A
B
C
D
E
F
G
H
I
HP
C
o
r
o
T
u
r
n
R
C
C
o
r
o
T
u
r
n
1
0
7
C
o
r
o
T
u
r
n
1
1
1
C
o
r
o
T
u
r
n
T
R
*)
*)
C
o
r
o
T
u
r
n
T
R
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General CoroTurnSL
C
o
r
o
T
u
r
n
1
0
7
T
-
M
a
x
P
l
e
v
e
r
C
o
r
o
T
u
r
n
R
C
T
-
M
a
x
P
l
e
v
e
r
= Recommended tooling system
= Alternate tooling system
Longitudinal turning
and facing
Profling
Application areas
Internal turning
Applications
Page A 46 - A 55 Page A 56 - A 69
Application areas
External turning
Longitudinal turning
and facing
Profling
Facing
= Internal cutting heads with suitable entering angle can also
be used for external turning.
Flexible system for internal and external turning
CoroTurn SL is a universal modular system of boring bars,
Coromant Capto adaptors and exchangeable cutting heads
intended to build customized tools for different types of
machining applications.
The extremely robust, serrated interface between adaptor and
cutting head is comparable with a solid tool in performance,
in regard to vibration and defection.
CoroTurn SL can be used for both external and internal turning,
grooving and threading.
For more information, see pages B 58 and G 86.
Cutting heads with high pressure coolant
Insert geometries and grades for all
materials
Available for both negative and positive
inserts and in different clamping systems
Cutting heads for different internal and
external applications
A system of adaptors and exchangeable
cutting heads for fexible tooling solutions
CoroTurn SL
General turning_A118-135.indd 120 2009-11-24 11:09:46
A 125
A
B
C
D
E
F
G
H
I
16 20 25 32 40
2 2.8 3.7 8.8 17
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General CoroTurnSL
General turning
1. CoroTurn RC rigid clamp
2. CoroTurn HP lever design
3. CoroTurn 107/111
screw clamp design
4. CoroTurn TR HP
screw clamp design
Threading
5. CoroThread 266
T-Max U-Lock
Parting and grooving
6. CoroCut 1-2
CoroCut 3
CoroCut XS
T-Max Q-Cut.
For all types of applications
CoroTurn SL fexible system
CoroTurn SL for internal turning
Steel, carbide and dampened Silent Tool boring bars and Coromant Capto
adaptors, both conventional and Silent Tool, are available for various
applications and overhangs.
Cutting heads are available in different clamping systems, including systems
for both negative and positive basic-shape inserts.
CoroTurn SL for external turning
Combine a short Coromant Capto adaptor and a SL cutting head with suitable
entering angle and you have a tool for external turning, comparable with a solid
Coromant Capto tool.
Torque values for CoroTurn SL cutting heads
Coupling diameter, dm
m
, mm
Tightening torque, Nm
General turning_A118-135.indd 121 2010-01-27 10:14:07
A 126
A
B
C
D
E
F
G
H
I
HP
Coromant Capto CoroTurn 107/111
10 12
13 18
10 x dm
m
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General Silent Tools
Silent Tools
Applications
Dampened, solid boring bars for internal turning
Silent Tools boring bars and adaptors are available in bar
diameters 10-250 mm.
In a vibration sensitive application, considerable productivity
improvements can be achieved, in comparsion with
undampened tools.
If vibration tendencies should arise during the machining
process while using a dampened bar, the dampening system
will immediately come into effect, and the movement energy of
the bar will be absorbed into the turning system.
As a result, vibration is minimized and machining performance
is maintained or improved.
Cutting heads with high pressure coolant
Insert geometries and grades for all
materials
Screw clamped inserts
EasyFix for correct mounting, reduces
vibration and enables fast set-up
High productivity with dampened, slender
tools
Solid bar Bar adaptors with SL coupling
Boring bars
Bar diameter, mm
Min. hole diameter, mm
Max. overhang, mm
Carbide reinforced
shank
Steel Steel Carbide reinforced
shank
CoroTurnSL quick
change
For information about cutting heads for boring bar adaptors, see page A 124.
For information about dampened boring bar adaptors, see page G 87.
General turning_A118-135.indd 122 2009-11-24 11:09:55
A 127
A
B
C
D
E
F
G
H
I
Coromant Capto
132L
ISO 9766
132W
ISO 9766
132L
ISO 9766
132L 131
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Guarantees correct centre height
Cylindrical sleeves are sealed with silicon
Fast and simple indexing
Correct mounting of cylindrical bars
Machine type Conventional lathe Turret type lathe Sliding head machine
EasyFix type
General EasyFix
Applications
EasyFix sleeves for cylindrical bars
EasyFix provides a fast and simple way to reduce vibration
and maintain correct indexing of centre height when mounting
cylindrical bars into the machine.
Correct centre height is achieved when a spring plunger,
mounted in the sleeve, clicks into a groove in the bar.
The slot in the cylindrical sleeve is flled with a silicon sealer,
which allows use of the existing coolant supply system.
Coolant connection for boring bars
If EasyFix type 131 is used and coolant supply through the tool is needed, a coolant connector must be
mounted to the bar.
General turning_A118-135.indd 123 2009-11-24 11:09:56
A 128
A
B
C
D
E
F
G
H
I
C
o
r
o
T
u
r
n
1
0
7
C
o
r
o
T
u
r
n
T
R
C
o
r
o
T
u
r
n
T
R
CoroTurn HP
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General CoroTurnHP
Tools for High Pressure coolant
By channelling the coolant delivery to the cutting edge through the spindle or turret, a high powered
coolant jet of 70 80 bars can be positioned precisely at the cutting zone for maximum effect. This
provides produc tivity benefts in turning centres, vertical turning lathes and multi-task machines beyond
the possibilities of conventional tool holders.
CoroTurn HP, a technology providing total chip control and security in unmanned production.
Available for both negative and positive
inserts in different clamping systems
Dedicated geometries and grades for all
materials
Chip control in fnishing
Secure, trouble-free production in all
materials
Increased cutting speed for rough to
medium turning
For improved chip control and tool life.
T
-
M
a
x
P
l
e
v
e
r
T
-
M
a
x
P
l
e
v
e
r
Page A 46 - A 55 Page A 56 - A 69
Application areas
Coromant Capto cutting units
CoroTurn SL cutting heads *)
External turning
Longitudinal turning
and facing
Profling
Facing
= Recommended tooling system
= Alternate tooling system
Longitudinal turning
and facing
Profling
Application areas
CoroTurn SL cutting heads
Internal turning
Applications
For internal and external turning
*) CoroTurn SL cutting head mounted on a Coromant Capto
adaptor.
General turning_A118-135.indd 124 2009-11-24 11:09:59
A 129
A
B
C
D
E
F
G
H
I
P M S N
S
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General CoroTurnHP
Better chip control in all materials
Steel
SS1672
CNMG 120408-PF
4225
Stainless steel
AISI 316L
CNMG 120408-MF
2025
Aluminium
Alumec
CNGP 120408
H13A
Titanium
Ti6Al4V
CNGP 120408 H13A
Example showing the impressive results from tests in various materials at a
depth of cut, a
p
, of 0.25 mm and a feed rate, f
n
, of 0.15 mm/r.
CoroTurn
HP-tools
70 bars HPC
HRSA
Inconel 718
CNGP 120408
S05F
CoroTurn
HP-tools
10 bars
Conventional
tools
10 bars
standard
coolant
Hydraulic wedge lifting the chip
Reduces the temperature
Improves the chip control
Pre-defned target areas on
the insert face
Nozzles in different diameters
Nozzles close to the cutting edge
Coolant jets directed to exact points on the insert edge have the greatest effect
on productivity and performance. The jets produce a hydraulic wedge to lift the chip,
reduce the temperature and improve chip control.
Cutting ability improvements can also be achieved at coolant pressure as low as
10 bars.
The coolant jets have three main effects:
To provide localized cooling of the insert in the contact
cone (A).
To force the chip away from the insert face quickly,
reducing wear on the insert (B).
To help break the chip into smaller pieces and evacuate
it from the cutting area.
Nozzle alternatives
Tools are delivered with nozzles in 1.0 mm diameters.
Other diameters 0.6, 0.8, 1.2 and 1.4 mm are available
as options.
General turning_A118-135.indd 125 2009-11-24 11:10:00
A 130
A
B
C
D
E
F
G
H
I
*) *)
*)
C
o
r
o
m
a
n
t
C
a
p
t
o
C
o
r
o
m
a
n
t
C
a
p
t
o
CoroTurn RC
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Application areas
Longitudinal turning
and facing
Profling
Facing
Longitudinal turning
and facing
Profling
Application areas
= Recommended tooling system
= Alternate tooling system
= CoroTurn SL cutting head mounted on a Coromant Capto or
boring bar adaptor.
For T-Max P ceramic inserts with
negative basic-shape, with or
without hole.
For T-Max P carbide and CBN
inserts with negative basic-
shape.
External turning
For T-Max P carbide and CBN
inserts with negative basic-
shape.
Internal turning B
o
r
i
n
g
b
a
r
s
C
o
r
o
T
u
r
n
S
L
c
u
t
t
i
n
g
h
e
a
d
s
C
o
r
o
T
u
r
n
S
L
c
u
t
t
i
n
g
h
e
a
d
s
S
h
a
n
k
t
o
o
l
s
The CoroTurn RC clamping system uses negative, single or
double-sided inserts and is used for both external and internal
machining.
CoroTurn RC is the frst choice system for turning large
components, from heavy roughing to fnishing. It can also be
used for internal turning of large diameter holes when the
chip evacuation is good.
Applications
Stability and security in productive turning
Large product range of tools with different
entering angles, insert shapes and sizes
Insert geometries and grades for all
materials
Inserts with wiper technology
First choice for external rough to fnish
turning of large components
External/internal CoroTurnRC
External and internal turning with negative basic-shape inserts
Stability and security in clamping of the insert
Page A 46 - A 55 Page A 56 - A 69
General turning_A118-135.indd 126 2009-11-24 11:10:03
A 131
A
B
C
D
E
F
G
H
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
External/internal CoroTurnRC
CoroTurn RC rigid clamping system
Top and hole clamping
The CoroTurn RC clamping system uses negative, single or double-sided inserts
and is used for both external and internal machining.
Stability and security are the key words in turning, and suffcient clamping of
the insert has a great impact on the quality of the component. The CoroTurn RC
clamping system combines the downwards forces from the clamp while
simul taneously pulling the insert into its tip seat positioning.
Advantages:
Rigid clamping
Easy indexing
Good repeatability.
Total interchangeability of clamps and shims
The tip seat on all CoroTurn RC holders is designed for total interchangeability of clamp sets and
shims to suit inserts in different cutting materials and thicknesses.
Example:
If you want to use a specifc ceramic holder for inserts with or without hole, you have the option to
change the clamp set and shim in the CoroTurn RC holder for carbide inserts.
For optional clamp sets, see Main catalogue.
Clamp for heavy turning
To be used when chips are causing abrasive wear and tears down the standard
RC-clamp, which can happen in rough/heavy machining.
For optional clamp, see Main catalogue.
Correct insert tightening torque
See tool Maintenance, page A 10.
General turning_A118-135.indd 127 2009-11-24 11:10:04
A 132
A
B
C
D
E
F
G
H
I
*)
C
o
r
o
m
a
n
t
C
a
p
t
o
C
o
r
o
m
a
n
t
C
a
p
t
o
*)
*)
HP
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
= Recommended tooling system
= Alternate tooling system
= CoroTurn SL cutting head mounted on a Coromant Capto
or boring bar adaptor.
Longitudinal turning
and facing
Profling
Application areas
For T-Max P carbide and CBN
inserts with negative basic-
shape.
Internal turning B
o
r
i
n
g
b
a
r
s
C
o
r
o
T
u
r
n
S
L
c
u
t
t
i
n
g
h
e
a
d
s
Application areas
Longitudinal turning
and facing
Profling
Facing
For T-Max P carbide and CBN
inserts with negative basic-
shape.
External turning C
o
r
o
T
u
r
n
S
L
c
u
t
t
i
n
g
h
e
a
d
s
S
h
a
n
k
t
o
o
l
s
Applications
External/internal T-MaxP lever
T-Max P lever
External and internal turning with negative basic-shape inserts
The T-Max P lever clamping system uses negative, single or
double-sided inserts and is used for both external and
internal turning.
The T-Max P lever design is a good choice for internal turning
of large hole diameter components, because the insert
clamping solution provides unobstructed chip fow.
For external turning, it is an alternative to the frst choice
system CoroTurn RC.
Insert geometries and grades for all
materials
Surface fnish with wiper technology for
use in external turning
Quick and easy insert indexing
Tools with high pressure coolant
First choice system for good chip
evacuation in internal turning
For rough to fnish turning of large
components
Free chip fow and easy insert indexing
Page A 46 - A 55 Page A 56 - A 69
General turning_A118-135.indd 128 2009-11-24 11:10:08
A 133
A
B
C
D
E
F
G
H
I
HP
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
T-Max P lever clamping system
Hole clamping
The T-Max P lever clamping system uses negative, single or double-sided inserts
and is used for both external and internal machining.
The lever clamping system has a pivoted lever, which tilts by adjusting the clamping
screw. The lever forces the insert backwards into the pocket, locating the insert frmly
against two sides.
Advantages:
Free chip fow
Easy indexing
Possibility for using carbide and CBN
inserts in the same holder.
High pressure coolant technology
For detailed information, see CoroTurn HP, page A 128.
External/internal T-MaxP lever
General turning_A118-135.indd 129 2009-11-24 11:10:08
A 134
A
B
C
D
E
F
G
H
I
*)
C
o
r
o
m
a
n
t
C
a
p
t
o
HP
*
)
CoroTurn TR
*
)
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
External/internal CoroTurnTR
= Recommended tooling system
= Alternate tooling system
= CoroTurn SL cutting head mounted on a Coromant Capto
or boring bar adaptor.
Longitudinal turning
and facing
Profling
Application areas
For T-Max P carbide and CBN
inserts with positive basic-
shape.
Internal turning C
o
r
o
T
u
r
n
S
L
c
u
t
t
i
n
g
h
e
a
d
s
Application areas
Longitudinal turning
and facing
Profling
Facing
For T-Max P carbide and CBN
inserts with positive basic-
shape.
External turning C
o
r
o
T
u
r
n
S
L
c
u
t
t
i
n
g
h
e
a
d
s
S
h
a
n
k
t
o
o
l
s
Applications
External and internal turning with positive basic-shape inserts
A combination of tool holder and insert provides a good source
of stability for demanding profle turning operations, as inter-
locking T-rail and groove locates the insert precisely and
securely.
The CoroTurn TR is the frst choice system for external and
internal profling. The system ensures quality requirements
are met in external and internal profling, and is well suited to
medium and fnish profle turning, in a wide range of materials.
Geometries for fnishing (-F) and medium
(-M) turning
Insert shapes V (35) and D (55) for
profle turning
Tools with high pressure coolant
Safe and productive machining process
For maximum stability for medium to fnish
profle turning
CoroTurn TR a secure profling solution
Page A 46 - A 55 Page A 56 - A 69
General turning_A118-135.indd 130 2009-11-24 11:10:11
A 135
A
B
C
D
E
F
G
H
I
HP
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Hole clamping
The CoroTurn TR clamping system uses positive, single-sided inserts and is
recommended for external and internal profling.
The CoroTurn TR design has T-rails in the tip seat and corresponding slots on
the insert. The combination of tool holder and insert provides a good source of
stability for demanding profle turning operations.
Advantages:
Secure clamping
Free chip fow
Good repeatability.
High pressure coolant technology
For detailed information, see CoroTurn HP, page A 128.
Check the insert seat and the SL coupling
See tool Maintenance, page A 10.
CoroTurn TR screw clamping system
External/internal CoroTurnTR
General turning_A118-135.indd 131 2009-11-24 11:10:12
A 136
A
B
C
D
E
F
G
H
I
HP
*)
C
o
r
o
m
a
n
t
C
a
p
t
o
C
o
r
o
m
a
n
t
C
a
p
t
o
*) *)
CoroTurn 107/111
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Tools with high pressure coolant
Surface fnish with wiper technology for
use in external turning
Safe and productive machining process
Insert geometries and grades for all
materials
For light roughing to fnishing of small, long
and slender components
CoroTurn 107 for external and internal
turning. CoroTurn 111 for internal turning.
= Recommended tooling system
= Alternate tooling system
= CoroTurn SL cutting head mounted on a Coromant Capto
or boring bar adaptor.
Longitudinal turning
and facing
Profling
Application areas
For carbide, CBN and diamond
tipped inserts with positive
basic-shape.
Internal turning
Application areas
Longitudinal turning
and facing
Profling
Facing
For carbide, CBN and diamond
tipped inserts with positive
basic-shape.
External turning
Applications
The CoroTurn 107 clamping system uses positive, single-sided
inserts and is used for both external and internal machining.
The inserts are clamped with a screw through a centre hole.
The CoroTurn 107 is the frst choice system for internal
longitudinal turning of small diameters, and is also used for
external light roughing to fnishing of smaller components.
Secure insert clamping and unhampered chip fow
External/internal CoroTurn107/111
External and internal turning with positive basic-shape inserts
C
o
r
o
T
u
r
n
S
L
c
u
t
t
i
n
g
h
e
a
d
s
S
h
a
n
k
t
o
o
l
s
C
o
r
o
T
u
r
n
S
L
c
u
t
t
i
n
g
h
e
a
d
s
B
o
r
i
n
g
b
a
r
s
Page A 46 - A 55 Page A 56 - A 69
General turning_A118-135.indd 132 2009-11-24 11:10:16
A 137
A
B
C
D
E
F
G
H
I
HP
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Correct insert tightening torque
CoroTurn 107 screw clamping system
CoroTurn 107 screw clamping system uses positive inserts with a 7 clearance
angles and is used mainly in small tools for internal and external machining.
The advantages over top clamping systems include: stability, chip fow and the
possibility for using a large variety of insert shapes.
Advantages:
Secure clamping
Free chip fow
Few spare parts.
CoroTurn 111 screw clamping system
For optimizing internal turning. CoroTurn 111 uses 11 positive inserts and
is an alternative to the CoroTurn 107. It is only available as boring bars for
internal turning.
High pressure coolant technology
For detailed information, see CoroTurn HP, page A 128.
External/internal CoroTurn107/111
See tool Maintenance, page A 10.
General turning_A118-135.indd 133 2009-11-24 11:10:17
A 138
A
B
C
D
E
F
G
H
I
C
o
r
o
m
a
n
t
C
a
p
t
o
C
o
r
o
m
a
n
t
C
a
p
t
o
K S H
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
External/internal CoroTurnRC for ceramic and CBN inserts
External turning with negative basic-shape inserts
Holders for inserts with hole Holders for inserts without hole
Clamping alternatives for inserts with or
without hole
Dedicated tool holders for ceramic and
CBN inserts
Stability and security in productive turning
Large portfolio of tools with different
entering angles, insert shapes and sizes
Inserts and grades for ISO K, S and H
workpiece materials
Inserts with wiper technology
Good, stable clamping is essential for realizing the maximum metal cutting potential of ceramic and
CBN inserts. The dedicated CoroTurn RC holders have been designed for the specifc needs of these
cutting materials.
Stability and security in clamping of the insert
S
h
a
n
k
t
o
o
l
s
S
h
a
n
k
t
o
o
l
s
Application areas
Longitudinal turning
and facing
Profling
Facing
= Recommended tooling system
= Alternate tooling system
For round T-Max P
ceramic inserts
with positive or
negative basic-
shape and
without hole.
Internal turning
For T-Max P ceramic and CBN
inserts with negative basic-
shape, with or without hole.
External turning
Applications
CoroTurn RC for ceramic and CBN inserts
T
-
M
a
x
b
o
r
i
n
g
b
a
r
s
Page A 46 - A 55
General turning_A118-135.indd 134 2009-11-24 11:10:20
A 139
A
B
C
D
E
F
G
H
I
+
+
+
=
=
=
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
CoroTurn RC rigid clamping system for ceramic and CBN inserts
Top and hole clamping
The CoroTurn RC clamping system uses negative inserts, and is used for external
machining.
Stability and security are the key words in turning, and suffcient clamping of the
insert has a great impact on the quality of the component. The CoroTurn RC
clamping system combines the downward forces from the clamp while simul-
taneously pulling the insert into its tip seat positioning.
Advantages:
Excellent clamping
Excellent function, even in dirty environments, e.g. cast iron machining
Good repeatability
User-friendly handling; one key for insert and shim change
Easy access, even if holder is in the upside-down position.
A fexible system
The tip seat on all CoroTurn RC
holders has been designed for total
interchangeability between:
Cemented carbide inserts
Ceramic inserts with hole
Ceramic inserts without hole
Different insert thickness.
Simply change the clamp set and/or
shim.
Standard holder for ceramic inserts without hole
Standard holder for carbide and CBN inserts with hole
Standard holder for ceramic inserts with hole
Build your own holder with
CoroTurn RC standard tools
and clamp set -2.
Build your own holder with
CoroTurn RC standard tools
and clamp set -4.
Clamp sets for ceramic inserts
with hole
without hole
Inserts with Q-style holes
The combination of an insert with a Q-style hole and the CoroTurn RC holder provides
an improved tool performance, compared to fat inserts in standard holders. Q-style
holes in the insert eliminate the risk of insert movement due to superior clamping.
External/internal CoroTurnRC for ceramic and CBN inserts
Insert with hole
Insert without hole
General turning_A118-135.indd 135 2009-11-24 11:10:21
A 140
A
B
C
D
E
F
G
H
I
R300
R300 R300 R300
R300
R300
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Internal turning CoroTurn107
Internal turning of spherical components
Outstanding machining performance with
round inserts
Screw clamped inserts
Insert with sharp cutting edges
Tool holders with good accessibility
Designed for EasyFix sleeves
Insert sizes
Insert recommendations
iC 6.35 and 9.525 mm
l 7 and 11 mm
r
e
0.4 and 0.8 mm
Insert geometry
UM = Finishing, highest edge sharpness
MF = Finishing, edge sharpness and precision
iC 8 and 10 mm
Insert geometry
E-xL = Highest edge sharpness and precision
E-xM = Edge sharpness and precision
M-xH = Highest edge security
Application examples - turning of hip joints
Min diameter 20 mm
Roughing
Finishing
CoroTurn 107 boring bars for special applications
Diameter >34 mm
For more information, see brochure C-2940:110.
General turning_A136-152.indd 136 2009-11-24 11:13:57
A 141
A
B
C
D
E
F
G
H
I
P M N S
*)
*)
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
CoroTurn 107 for small part machining
External and internal turning with positive basic-shape inserts
Component diameters 632 mm
Tools for positive basic-shape inserts with
a 7 clearance angle
Ground shanks with zero offset
Inserts with sharp cutting edges
Geometries for fnishing (-F) and medium
(-M) turning
Inserts with wiper technology
Grades for materials within small part
machining
Applications
Type of machining
Longitudinal
Insert recommendations
Profling
Longitudinal
CoroTurn107 shank tool
CoroTurn107 QS holding
system
CoroTurn107 boring bars
E
x
t
e
r
n
a
l
t
u
r
n
i
n
g
I
n
t
e
r
n
a
l
t
u
r
n
i
n
g
Application examples
All available as steel shank bars.
D and T insert style bars also
available as carbide shank bars
and Silent Tool dampened bars.
Min. hole diameter
from 6.0 mm
Steel shank boring bars for external turning, for
mounting in internal tool post.
VCEX inserts PF/PM geometries
AL geometry
Sharp edges for excellent cutting action when turning
and back-turning.
Nose radii of 0 and 0.1 mm.
Wiper effect and good chip control.
E-tolerance for precision machining.
UM geometry
Sharp edges for demanding copying and longitudinal turning.
Ground insert with small nose radius.
G-tolerance ensures high indexing tolerance.
For fnishing and medium operations where a sharp
edge is not a necessity.
Large range of radii, 0.2-1.2 mm.
Carbide grades for all materials.
ER-treated edge for long, consistent tool life.
Sharp edges for aluminium, titanium and other
non-ferrous materials.
G-tolerance ensures high indexing security.
Small part machining CoroTurn107
Profling
Page A 82
Page A 82
General turning_A136-152.indd 137 2009-11-24 11:14:00
A 142
A
B
C
D
E
F
G
H
I
P M S
CoroTurn TR
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Small part machining CoroTurnTR
CoroTurn TR for small part machining
External rigid profling with positive basic-shape inserts
Component diameters 632 mm
Maximum stability for precision profle
turning
Safe and productive machining process
Insert shapes V (35) and D (55)
Geometries for fnishing (-F) and medium
(-M) turning
Ground shanks with zero offset
Grades for materials within SPM
Applications
Insert recommendations
Profling
E
x
t
e
r
n
a
l
t
u
r
n
i
n
g
Application examples
TR-DC inserts
Finishing and medium geometries.
Nose radii of 0.4, 0.8 and 1.2 mm.
TR-VB geometry
Finishing geometry.
Nose radii of 0.4, 0.8 and 1.2 mm.
Product features
Firm clamping improves security. T-Rail interface between insert and holder.
Page A 82
General turning_A136-152.indd 138 2009-11-24 11:14:01
A 143
A
B
C
D
E
F
G
H
I
T
TE
B
ISO
P M
N S
CXS-..T090 CXS-..T098 CXS-..TE98 CXS-..B090 CXS-..T045
CoroTurn XS
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Small part machining CoroTurnXS
Applications
Longitudinal turning Longitudinal turning/profling Profling Back-boring
98 entering angle
Insert geometry recommendations
Insert size mm
04 = 4 mm
05 = 5 mm
06 = 6 mm
07 = 7 mm
Type of operation
= Longitudinal turning/profling
= Profling
= Back-boring
Sharp cutting edges
For internal turning of small bores down
to 0.3 mm
Boring bars are designed with internal
coolant supply
Accurate clamping for correct orientation
Blanks for do-it-yourself grinding
Page
A 82
GC1025
An excellent all-round grade for all
ISO areas. The thin coating makes it
suitable for sharp edges.
Low to medium cutting speeds.
90 entering angle 45 entering angle 98 entering angle 90 entering angle
Boring bars to ft different machine types. For more information, see page A 84.
For CoroTurn XS within parting and grooving, see page B 63, and for threading, page C 48.
General turning_A136-152.indd 139 2009-11-24 11:14:03
A 144
A
B
C
D
E
F
G
H
I
0.03
0.05
0.10
0.20
0.03
0.05
0.10
0.20
4
4
4
4
4
4
4
4
MAFR/L MABR/L
ISO
P M
N S
MABR/L
MAFR/L
CoroCut XS
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Small part machining CoroCutXS
Nose radii,
r
e
, mm
Max. cutting
depth, a
p
, mm
Applications
Longitudinal turning
90 entering angle
Back-turning
59 entering angle
All inserts ft into the same tool holder
External turning of small diameters,
down to 1 mm
Easy indexing and good accessi bility
when changing inserts
Blanks for do-it-yourself grinding
All inserts ft into the CoroCut XS shank holders.
Also available as SL-cutting heads for Coromant Capto and boring bar adaptors.
Tool holder recommendations
GC1025
An excellent all-round grade for all ISO areas. The thin coating makes it suitable for sharp edges.
Low to medium cutting speeds.
Insert grade recommendations
For CoroCut XS within parting and grooving, see page B 62, and for threading, page C 44.
CoroCut XS shank tools and QS holding system
Page A 82
A 145
A
B
C
D
E
F
G
H
I
MB-07T MB-07T MB-07TE MB-07B
CoroCut MB
T
TE
B
ISO
P M
N S
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Small part machining CoroCutMB
Front mounted exchangeable insert
For internal turning of bores from 10 mm
and larger
Sharp cutting edges
Designed for EasyFix sleeves
Applications
Longitudinal turning
Longitudinal turning- /
profling Profling Back-boring
Low feed
Insert geometry recommendation
Entering angle 93 Entering angle 45 Entering angle 93 Entering angle 90
Insert size mm
07 = 7 mm, min. hole diameter
10 mm
Type of operation Grade
= Longitudinal turning/profling
= Profling
= Back-boring
GC1025
An excellent all-round grade for all ISO areas.
The thin coating makes it suitable for sharp
edges.
Low to medium cutting speeds.
For CoroCut MB within grooving, see page B 65, and for threading, page C 46.
General turning_A136-152.indd 141 2009-11-24 11:14:07
A 146
A
B
C
D
E
F
G
H
I
P M K N S H
CNM. DNM.
CNM. CNM. CNM.
CoroPlex TT
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Multi-task machining CoroPlex TT
Saves tool pockets in tool magazine
Two turning tools in one
Flexible tool holders optimized in length,
stability and coolant solution
Insert geometries and grades for all
materials
Maximum stability and accessibility
Multifunctional turning tool
Applications
Insert
Insert
Page A 70
Entering angle 95
Face and longitudinal turning
Entering angle 93
Profling
Machining with tool spindle tilted 45
Page A 70
External longitudinal turning External face turning Internal turning
Machining with tool spindle at 90
Insert combinations and sizes
DNMG, rhombic 55
15 mm
CNMG, rhombic 80
12 and 16 mm
CNMG, rhombic 80
12 and 16 mm
Reduced tool changing time
General turning_A136-152.indd 142 2009-11-24 11:14:09
A 147
A
B
C
D
E
F
G
H
I
CoroTurn TR CoroTurn 107/111 T-Max P CoroTurn RC
CoroCut 1-2 T-Max Q-Cut CoroCut 3 CoroCut XS
CoroThread 266 CoroCut 1-2 T-Max Q-Cut
P M K N S H
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Multi-task machining CoroPlex SL mini-turret
CoroPlex SL mini-turret
Reduced tool changing time
Four turning tools in one
Saves tool pockets in tool magazine
Stationary application as a turning tool,
external or internal
Wide choice of inserts, geometries and
grades
Surface fnish with wiper technology
Wide choice of SL-cutting heads and
blades
Multifunctional tool for turning, parting, grooving and threading
Build a multi-functional tool: use a Coromant Capto boring bar adaptor, apply a CoroPlex SL mini-turret plate, and
combine with four SL cutting heads and blades for turning, threading, and parting and grooving.
Coromant Capto boring bar adaptor
Axial mounting of heads and blades Radial mounting of heads and blades
Cutting heads and blades for:
Coupling size:
Machine side, 40 mm
Tool side, 25 and 32 mm
Coupling size:
Machine side, 40 mm
Tool side, 25 and 32 mm
Page A 70
Turning Threading Face grooving
Parting and grooving
Applications
Turning
Parting and grooving
Threading
General turning_A136-152.indd 143 2009-12-09 08:19:16
A 148
A
B
C
D
E
F
G
H
I
P M K N S H
CCM. DCM.
CCM.
DCM.
R390 R390 R390
CoroPlex MT
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Multi-task machining CoroPlex MT
Based on two tooling concepts,
CoroMill 390 and CoroTurn 107
One milling and four turning tools in one
Reduced tool changing time
Rotating application as a milling tool
Saves tool pockets in tool magazine
Stationary application as a turning tool,
external or internal
Insert geometries and grades for all
materials
Multi-functional milling and turning tool
Applications
Insert
Insert
Page A 70
Entering angle 95
Face and longitudinal turning
Entering angle 93
Profling
Entering angle 93/95
Internal turning
Machining as a CoroTurn 107 turning tool
R390
Insert sizes 11 and 18
Page A 70
Shoulder milling Circular interpolation in helix Turn milling
Machining as a CoroMill 390 cutter
Insert recommendations
Turning insert
Milling insert
CCMT, rhombic 80
09 and 12 mm
DCMT, rhombic 55
07 and 11 mm
General turning_A136-152.indd 144 2009-11-24 11:14:23
A 149
A
B
C
D
E
F
G
H
I
CoroTurn RC
CoroTurn 107
CoroTurn 107
20
55 0.05
0.05
0.05
0.05
0.05
30
75
CoroThread 266
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning extended offer
Application
External Internal
Min. hole diameter, mm *) Adjustment accuracy, mm
Axial Radial Axially mounted Radially mounted
*) Depending on cartridge size, insert shape and entering angle.
Extended offer
Build-in tools
Build-in tools are primarily intended for use in multi-cutting edge tools. Compared to tools
with fxed insert seats, the use of build-in tools provides the following advantages:
An expensive tool is not damaged if insert breakage should occur
Relatively small positional tolerances can be maintained.
Cartridges round shank boring tools
Axially and radially mounted CoroTurn 107
cartridges in a boring tool for internal
machining.
Radially mounted CoroTurn 107 round shank
boring tool for internal machining.
Axially mounted CoroTurn 107 cartridges in a
tool for both external and internal machining.
Cartridges for threading
Slot for guide rail
Stability guide rail on shim
Cartridges also available for threading in the
unique, high-stability guide rail locking system.
T-Max P lever
50 0.05 0.05
75
General turning_A136-152.indd 145 2010-01-27 10:27:34
A 150
A
B
C
D
E
F
G
H
I
P
M
K
N
S
H
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Grade information
ISO P = Steel
ISO M = Stainless steel
ISO K = Cast iron
ISO N = Non-ferrous material
ISO S = Heat resistant super alloys
ISO H = Hardened materials
General turning grade information
Letter symbols specifying the designation of
hard cutting materials:
Hard metals:
HW Uncoated hard metal containing primarily
tungsten carbide (WC).
HT Uncoated hard metal, also called cermet,
containing primarily titanium carbides (TIC) or
titanium nitrides (TIN) or both.
HC Hard metals as above, but coated.
Ceramics:
CA Oxide ceramics containing primarily
aluminium oxide (Al
2
O
3
).
CM Mixed ceramics containing primarily aluminium
oxide (Al
2
O
3
) but containing components other
than oxides.
CN Nitride ceramics containing primarily silicon
nitride (Si
3
N
4
).
CC Ceramics as above, but coated.
Diamond:
DP Polycrystalline diamond
)
Boron nitride:
BN Cubic boron nitride
)
1)
Polycrystalline diamond and cubic boron nitride
are also called superhard cutting materials.
The position and form of the grade symbol
indicates the suitable feld of application.
Centre of the feld
of application.
Recommended feld of
application.
Wear resistance
Toughness
= Basic grades
= Complementary grades
There are considerable variations in the modern tool materials currently
available, and they are subject to continuous development. This develop-
ment is not focused solely on the materials; the manufacturing processes
for tool materials have seen intense activity, resulting in highly capable
cutting edges for a wide variety of operations and applications.
The cutting tool materials are generally divided into basic and complemen-
tary grades, indicated in an ISO/ANSI chart, and are described by the
relationship between wear resistance and toughness.
Basic grades cover a wide range of applications and should be the frst
choice.
Complementary grades contribute to breadth and offer alternatives within
the range.
General turning_A136-152.indd 146 2009-11-24 11:14:26
A 151
A
B
C
D
E
F
G
H
I
01
10
20
30
40
50
C8
C7
C6
C5
P
CT
5015
I
S
O
A
N
S
I
GC
1525
GC
4205
GC
4215
GC
4225
GC
4235
GC
1515
GC
3005
GC
1025
GC
1125
GC
2015
GC
2025
GC
235
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
CT5015 P10 (P01-P20)
Uncoated cermet with excellent resistance to
built-up edge and plastic deformation.
Finishing of low alloy and alloy steels.
High surface quality.
Generates low cutting forces.
GC1525 P15(P05-P25)
A PVD coated cermet.
Finishing and semi-fnishing of low carbon and
low-alloyed steels.
High wear resistance and good edge toughness.
Good surface quality at medium to high cutting
speeds.
GC4205 P05(P01-P15)
A CVD coated grade.
High metal removal in stable conditions in medium
to rough steel applications.
Excellent resistance against crater wear and
plastic deformation. Recommended for stable
conditions.
Wet and dry machining.
GC4215 P15(P05-P25)
CVD coated carbide grade with a wear resistant
coating on a hard, but relatively tough gradient
substrate.
Finishing to roughing in steel and steel castings.
Continuous to light intermittent cuts.
Withstands high temperatures.
Wet and dry machining.
GC4225 P25(P15-P35)
CVD-coated carbide grade with a thick, wear
resistant coating on a general purpose gradient
substrate.
Finishing to roughing of steel and steel castings.
Can handle continuous as well as interrupted cuts
in steel.
GC4235 P35(P25-P45)
CVD coated carbide grade with a thick, wear
resi stant coating on a tough gradient substrate.
Steel and steel castings under unfavorable
conditions.
Edge line security for interrupted cuts at high
metal removal rates.
GC1515 P25(P10-P30)
Thin CVD coated micro-grain carbide.
Finishing of low carbon to low-alloy steels and
other sticky steel alloys, at medium to low
cutting speeds.
Excellent when surface fnish or sharp cutting
action is needed.
Resistance to thermal shock makes it also
suitable for light intermittent cuts.
GC3005 P10(P01-P25)
CVD coated carbide with a wear resistant
coating with very good adhesion to a hard
substrate.
Finishing and semi-fnishing at high cutting
speeds of high-alloy steels with high surface
demands.
High cutting speeds.
GC1025 P25(P10-P35)
PVD coated micro-grain carbide.
Recommended for fnishing of low carbon steel
and other sticky steel alloys, when excellent
surface fnish or sharp cutting action is needed.
Great resistance to thermal shock makes it also
suitable for intermittent cuts.
GC1125 P25(P10-P30)
A PVD coated micro-grain carbide.
Complement to GC1515 in fnishing of low carbon
steels, using low feed rates or low cutting speeds.
High cutting speeds.
Sharp cutting action and superior edge toughness
when surface fnish is needed.
GC2015 P25(P20-P30)
CVD coated with a wear resistant coating on a
substrate which can handle high temperatures.
Finishing to light roughing of carbon steels and
other sticky alloys.
Good surface fnish and smooth cutting action
when combined with relatively positive geometries
for machining of stainless materials.
GC2025 P35(P25-P40)
CVD coated carbide grade.
Alternate choice for steel applications that
demand toughness.
Good resistance to thermal and mechanical shock
provides excellent edge security, also for inter-
rupted cuts.
GC235 P45(P30-P50)
CVD coated carbide grade with a tough substrate
which provides extremely good edge security.
Roughing of steel and steel castings under the
most unfavorable conditions.
Can handle heavy interrupted cuts at low speeds.
Steel, cast steel, long-chipping malleable iron
For descriptions of cutting tool materials, see section H.
General turning grade information
Basic Complementary
General turning_A136-152.indd 147 2009-11-24 11:14:27
A 152
A
B
C
D
E
F
G
H
I
10
20
30
40
C4
C3
C2
C1
M
GC
1025
GC
2015
GC
1115
GC
1125 GC
2025
GC
2035
GC
235
GC
1105
GC
1515
GC
1525
GC
1005
GC
4235
GC
4225
I
S
O
A
N
S
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Austenitic/ferritic/martensitic stainless steel, cast steel, manganese steel,
alloy cast iron, malleable iron, free cutting steel
GC1025 M15(M10-M25)
PVD coated micro-grain carbide.
Finishing of stainless steels for close tolerances,
excellent surface fnish and smooth cutting action.
Great resistance to thermal shock. Suitable for
intermittent cuts.
GC2015 M15(M05-M25)
CVD coated carbide grade with a wear resistant
coating on a substrate which can handle high
temperatures.
Finishing and light roughing of stainless steels at
moderate to high cutting speeds.
First choice for continuous cuts.
GC1115 M15(M05-M25)
A thin PVD coating, with good adhesion on sharp
edges, on a fne-grained substrate with high hot
hardness and good resistance against plastic
deformation combined with good edge line
security.
For fnishing of stainless steels at moderate
speeds.
Excellent resistance to smearing materials.
A tough grade with good crater wear resistance,
even fank wear and high performance.
GC1125 M25(M10-M30)
PVD coated micro-grain carbide.
Finishing of all kinds of stainless steels, using
medium to low cutting speeds.
Excellent when smooth cutting action combined
with superior edge toughness or surface fnish is
needed.
Great resistance to thermal shock. Suitable for
light intermittent cuts.
GC2025 M25(M15-M35)
CVD coated carbide.
Optimized for semi-fnishing to roughing of
austenitic stainless and duplex stainless steels at
moderate cutting speeds.
Good resistance to thermal and mechanical
shocks. Excellent edge security for interrupted
cuts.
GC2035 M35(M25-M40)
PVD coated carbide.
Semi-fnishing to roughing of austenitic stainless
and duplex stainless steels at low to moderate
cutting speeds.
Great resistance to thermal shock. Ideal for
applications with fast intermittent cuts.
GC235 M35(M25-M40)
CVD coated carbide with a tough substrate.
For roughing of stainless steels and stainless
steel castings with diffcult skin at low to moderate
speeds.
Extremely good edge security, which allows heavy
interrupted cuts.
GC1105 M15(M05-M20)
Thin PVD TiAlN-coating with excellent adhesion on
a fne-grained, hard substrate with 6% Co for high
hot hardness and good resistance against plastic
deformation and fank wear.
High performance, sharp edges with toughness.
Suitable for fnishing stainless steels at high
speeds.
GC1515 M20(M10-M25)
Thin CVD coated micro-grain carbide.
Finishing of all kinds of stainless steels.
Complementary to GC1125, when wear resistance
is of higher importance than edge toughness.
GC1525 M10(M05-M15)
A PVD coated cermet with very high wear resi-
stance, good edge toughness and low smearing
tendency.
Excellent for fnishing stainless steel under
favorable conditions.
High speeds and relatively low feeds.
f
n
x a
p
< 0.35 mm
GC1005 M15(M05-M20)
PVD coated carbide consisting of a coating with
high-wear resistance at high temperatures and a
hard-fne grain substrate with good plastic
deformation resistance.
Finishing stainless steels at high speeds.
GC4225 M15(M05-M25)
CVD coated carbide grade with a thick, wear
resistant coating on a general purpose gradient
substrate.
Good function in stainless steel materials.
Can handle continuous cuts and interrupted cuts.
A grade for a broad application area.
GC4235 M25(M15-M35)
CVD coated carbide grade with a thick, wear
resistant coating on a tough gradient substrate.
May be used for semi-fnishing to roughing of
stainless steels at moderate cutting speeds.
Good resistance to thermal and mechanical
shocks. Excellent edge security, also for inter-
rupted cuts.
General turning grade information
For descriptions of cutting tool materials, see section H.
Basic Complementary
General turning_A136-152.indd 148 2009-11-24 11:14:27
A 153
A
B
C
D
E
F
G
H
I
01
10
20
30
C4
C3
C2
C1
K
CB50
CB7050
CC
6090
GC
1690
GC
3205
GC
3210
GC
3215
CC
650
GC
3005
CC
620
GC
1515
CT
5015
GC
4215
H13A
I
S
O
A
N
S
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
For descriptions of cutting tool materials, see section H.
General turning grade information
Cast iron, chilled cast iron, short-chipping malleable iron
CB50/CB7050 K05(K01-K10)
An extremely hard cubic boron nitride grade.
High edge toughness and good wear resistance.
Optimal for high speed fnishing of grey cast iron
under continuous as well as interrupted
conditions.
CC6090 K10(K01-K20)
Pure silicon nitride based ceramic, providing good
wear resistance at high temperatures.
Roughing to fnishing of cast irons at high speed in
good conditions.
Able to handle some interruptions.
GC1690 K10(K05-K15)
A CVD coated silicon nitride ceramic grade.
Highly recommended for light roughing, medium
and fnishing applications in cast iron.
GC3205 K05(K01-K15)
CVD coated carbide with a thick, smooth, wear
resistant coating on very hard substrate.
Recommended for high speed turning of grey cast
iron (GCI).
GC3210 K10(K05-K20)
CVD coated carbide consisting of a thick, smooth,
wear resistant coating and a very hard substrate.
Recommended for high speed turning of nodular
cast iron (NCI).
GC3215 K15(K10-K25)
CVD coated carbide with a smooth, wear resistant
coating on a hard substrate, capable of with-
standing demanding interrupted cutting conditions.
General choice for roughing of all cast irons at low
to medium cutting speeds.
CC650 K01(K01-K05)
Mixed Al
2
O
3
-based ceramic.
High speed fnishing of grey cast irons and
hardened cast irons under stable conditions.
GC3005 K10(K01-K20)
CVD coated carbide with a wear resistant coating
with very good adhesion to a hard substrate,
capable of withstanding high temperatures.
Finishing to roughing of nodular iron, high strength
malleable iron and gummy (alloyed) grey iron.
CC620 K01(K01-K05)
Pure Al
2
O
3
-based ceramic.
High speed fnishing of grey cast irons under
stable and dry conditions.
GC1515 K25(K15-K30)
Thin CVD coated micro-grain carbide with good
balance between toughness and wear resistance
Recommended especially for tough boring
applications.
CT5015 K05(K01-K10)
Uncoated cermet grade with excellent resistance
to built-up edge and plastic deformation.
Finishing of nodular cast irons when high surface
quality, close tolerances and/or low cutting forces
are required.
f
n
x a
p
< 0.35 mm.
GC4215 K15(K10-K25)
CVD coated carbide grade with a wear resistant
coating on a hard but relatively tough gradient
substrate.
Low to medium cutting speeds of grey and nodular
cast irons.
Security in wet and dry applications.
H13A K20(K10-K30)
Uncoated carbide grade with good abrasive wear
resistance and toughness.
Moderate to low speeds and high feeds in cast
iron.
Basic Complementary
General turning_A136-152.indd 149 2009-11-24 11:14:27
A 154
A
B
C
D
E
F
G
H
I
01
10
20
30
C4
C3
C2
C1
N
H10 H13A
GC
1810
CD
10
GC
1005
GC
1125
I
S
O
A
N
S
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
For descriptions of cutting tool materials, see section H.
Non-ferrous materials
H10 N15(N01-N25)
Uncoated carbide grade with excellent abrasive
wear resistance and edge sharpness.
For rough to fnish turning of aluminium alloys.
GC1810 N10(N01-N15)
A diamond-coated grade with a coating for
excellent wear resistance with reduced built-up
edge, results in high surface quality.
Finishing to roughing of aluminium, magnesium,
copper, brass, plastics, etc.
CD10 N05(N01-N10)
A polycrystalline diamond grade
Finishing and semi-fnishing of non-ferrous and
non-metallic materials.
Long tool life, clean cut and good surface fnish.
H13A N15(N05-N25)
Uncoated carbide grade with good abrasive wear
resistance and toughness.
Medium to rough turning of aluminium alloys.
GC1005 N10(N05-N15)
PVD coated carbide with a coating with high wear
resistance and a fne-grained substrate.
For roughing of aluminium.
GC1125 N25(N15-N30)
PVD coated micro-grain carbide grade.
Recommended for operations demanding tough-
ness, or when a sharp edge is needed.
Basic Complementary
General turning grade information
General turning_A136-152.indd 150 2009-11-24 11:14:29
A 155
A
B
C
D
E
F
G
H
I
01
10
20
30
01
10
20
30
S
S
CC
670
CC
6060
CC
6065
S05F
GC
1105
GC
1115
GC
1005
GC
1025
GC
1125
CC
650
H10A
H13A H10F
H10A
H13A
GC
1025
H10F
I
S
O
A
N
S
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
Heat resistant and super alloys
CC670 S15(S05-S25)
A silicon carbide, whisker-reinforced aluminium
oxide based ceramic with excellent bulk
toughness.
Primarily recommended for heat resistant alloys
under unfavorable conditions.
CC6060 S10(S05-S20)
Sialon based ceramic.
Optimized performance in pre-machined HRSA
materials under stable conditions.
High security and predictable wear due to high
notch resistance.
CC6065 S15(S10-S20)
Sialon based ceramic. Offers good toughness and
security.
Well suited for frst stage machining in semi-inter-
mittent applications, as well as machining forged
skin and other operations demanding toughness.
S05F S05(S05-S15)
CVD coated carbide.
For high speed fnishing in HRSA, or long cuts at
lower speeds. Can also be used in roughing.
For applications where notch wear is not a signi-
fcant problem, i.e round inserts, large entry angle
and softer materials.
GC1105 S15(S05-S20)
Thin PVD TiAlN-coating with excellent adhesion on
a hard, fne-grained substrate with 6% Co for high
hot hardness and good resistance against plastic
deformation and fank wear.
High performance, sharp edges with toughness.
Suitable for fnishing stainless steels at high
speeds.
Outstanding performance in heat resistant super
alloys.
GC1115 S20(S15-S25)
Thin PVD oxide coating with superior adhesion to
the substrate, also on sharp edges.
Low to medium speeds and intermittent cuts in
heat resistant super alloys.
Works without problems, such as uneven fank
wear and chipping.
Good resistance against notch wear at short
contact times.
GC1125 S25(S20-S30)
PVD coated micro-grain carbide.
Recommended for heat resistant super alloys at
low speeds, or light intermittent cuts.
Good resistance against notch wear and thermal
shocks. Suitable for use in semi-tough operations,
at short contact times.
GC1005 S15(S05-S20)
PVD coated carbide. Coating with high wear resi
stance at high temperatures. Fine-grain substrate
with good plastic deformation resistance.
Most suitable for Ni, Fe or Cobased heat resistant
super alloys.
GC1025 S15(S10-S25)
PVD coated micro-grain carbide.
Recommended for heat resistant super alloys at
low speeds, or light intermittent cuts.
Good resistance against notch wear and thermal
shock. Suitable for use in semi-tough operations,
at short contact times.
H10A S10(S01-S20)
Uncoated carbide grade with good wear
resistance.
Finishing to medium roughing of heat resistant
alloys and Ti alloys.
H13A S15(S10-S30)
Uncoated carbide grade with good abrasive wear
resistance and toughness.
Medium to rough turning of heat resistant steels
and titanium alloys.
CC650 S05(S01-S10)
Mixed Al
2
O
3
-based ceramic.
Can be used in semi-fnishing operations of
high-temp alloys in applications with low demand
on edge security.
H10F S15(S10-S30)
Uncoated, fne-grain carbide grade.
Recommended for heat resistant super alloys or
Titanium alloys at very low speeds.
Great resistance to thermal shock and notch wear
makes it suitable for long cuts or intermittent cuts.
For descriptions of cutting tool materials, see section H.
Basic Complementary
N
i
-
b
a
s
e
d
T
i
-
b
a
s
e
d
General turning grade information
General turning_A136-152.indd 151 2009-11-24 11:14:29
A 156
A
B
C
D
E
F
G
H
I
01
10
20
30
C4
C3
C2
C1
H
CB
7015
CB50
CB7050
CB
7025 CB20
CC
670
CC
6050
CC
650
GC
4215
H13A
I
S
O
A
N
S
I
P
a
r
t
i
n
g
a
n
d
g
r
o
o
v
i
n
g
G
e
n
e
r
a
l
t
u
r
n
i
n
g
T
h
r
e
a
d
i
n
g
M
i
l
l
i
n
g
D
r
i
l
l
i
n
g
B
o
r
i
n
g
T
o
o
l
h
o
l
d
i
n
g
/
M
a
c
h
i
n
e
s
M
a
t
e
r
i
a
l
s
I
n
f
o
r
m
a
t
i
o
n
/
I
n
d
e
x
General turning grade information
Hardened materials
CB7015 H10(H05-H15)
High performance grade with low cubic boron
nitride content.
First choice for continuous and light interrupted
cuts at high speeds in case-hardened steels.
CB7025 H15(H10-H20)
High performance grade with medium cubic boron
nitride content.
First choice for cuts with substantial elements of
heavy interruptions with otherwise continuous cuts
at medium speeds in case-hardened steels.
CB20 H15(H10-H25)
High performance cubic boron nitride grade.
Good choice for continuous and light interrupted
cuts in hardened steel.
CB50/CB7050 H25(H20-H30)
An extremely hard cubic boron nitride grade.
High edge toughness and good wear resistance
makes it a good choice for interrupted cuts in
hardened steel.
CC6050 H05(H01-H10)
Mixed Al
2
O
3
-based ceramic.
Good thermal properties and wear resistance.
Primarily recommended for light continuous
fnishing.
CC650 H05(H05-H10)
Mixed Al
2
O
3
-based ceramic.
Good thermal properties and wear resistance.
Primarily recommended for light continuous
fnishing.
CC670 H10(H05-H15)
A silicon carbide, whisker-reinforced aluminium
oxide based ceramic with excellent bulk
toughness.
Recommended for hard part turning under
unfavorable conditions.
GC4215 H15(H05-H25)
CVD coated carbide grade with a wear resistant
coating on a hard and tough gradient substrate.
Finishing to roughing in applications with
continuous to light interrupted cuts in hardened
materials.
Edge line security in wet and dry machining.
H13A H20(H15-H25)
Uncoated carbide grade. Combines good abrasive
wear resistance and toughness.
For turning of hardened materials at low speeds.
Basic Complementary
For descriptions of cutting tool materials, see section H.
General turning_A136-152.indd 152 2010-01-27 10:31:36
You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Everest PEB Brochure - Leader in PEB StructuresDocument28 pagesEverest PEB Brochure - Leader in PEB StructuresBikramdevPadhiNo ratings yet
- Culvert Estimate 600mm PipeDocument6 pagesCulvert Estimate 600mm Pipedhiraj KumarNo ratings yet
- Production of 1,5-Pentanediol From Biomass Via Furfural andDocument20 pagesProduction of 1,5-Pentanediol From Biomass Via Furfural andMihaela PatrascuNo ratings yet
- Panamax Cargo Hold Cleaning Manual Rev00Document36 pagesPanamax Cargo Hold Cleaning Manual Rev00Cenk ÇobanNo ratings yet
- Anaerobic Sludge DigestionDocument27 pagesAnaerobic Sludge DigestionHRK65No ratings yet
- Turbine Selection For Small Low Head Hydro PDFDocument20 pagesTurbine Selection For Small Low Head Hydro PDFFolpoNo ratings yet
- IAHR WG1 2006 Nicolet FinalDocument16 pagesIAHR WG1 2006 Nicolet FinalFolpoNo ratings yet
- On Pressure Mode Shapes Arising From Rotor Stator InteractionsDocument13 pagesOn Pressure Mode Shapes Arising From Rotor Stator InteractionsFolpoNo ratings yet
- IAHR2006 Paper234 Final PDFDocument15 pagesIAHR2006 Paper234 Final PDFFolpoNo ratings yet
- Numerical Simulation of The Active Flow Control in TurbomachineryDocument22 pagesNumerical Simulation of The Active Flow Control in TurbomachineryFolpoNo ratings yet
- WJM20120100003 24332793 PDFDocument7 pagesWJM20120100003 24332793 PDFFolpoNo ratings yet
- Prediction of Scalable Loss in Francis Runners Of: T.Kitahora, J.Kurokawa, M.MatumotoDocument10 pagesPrediction of Scalable Loss in Francis Runners Of: T.Kitahora, J.Kurokawa, M.MatumotoFolpoNo ratings yet
- 1755-1315 12 1 012004Document10 pages1755-1315 12 1 012004gent_man42No ratings yet
- Flores2012WJM20120100003 24332793 PDFDocument7 pagesFlores2012WJM20120100003 24332793 PDFFolpoNo ratings yet
- Impact of Startup Scheme On Francis Runner Life ExpectancyDocument9 pagesImpact of Startup Scheme On Francis Runner Life ExpectancyFolpoNo ratings yet
- WJM20120100003 24332793 PDFDocument7 pagesWJM20120100003 24332793 PDFFolpoNo ratings yet
- The CFD Prediction of The Dynamic Behavior of A Pump-TurbineDocument6 pagesThe CFD Prediction of The Dynamic Behavior of A Pump-TurbineFolpoNo ratings yet
- Color Codes For Pipe Lines PDFDocument7 pagesColor Codes For Pipe Lines PDFtarang001No ratings yet
- Study of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfDocument4 pagesStudy of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfRishi PrakeshNo ratings yet
- 34 Campian PDFDocument6 pages34 Campian PDFFolpoNo ratings yet
- HSS Francis PDFDocument7 pagesHSS Francis PDFFolpoNo ratings yet
- A Review On Oscillatory Problems in Francis TurbinesDocument17 pagesA Review On Oscillatory Problems in Francis TurbinesiwhrwxNo ratings yet
- Daneshkah (2010) - Parametric Design of A Francis Turbine (Método Inverso)Document11 pagesDaneshkah (2010) - Parametric Design of A Francis Turbine (Método Inverso)HorácioNo ratings yet
- r2006 03 107Document5 pagesr2006 03 107aguirretoNo ratings yet
- 1238 Francis Runners e PDFDocument10 pages1238 Francis Runners e PDFFolpoNo ratings yet
- Hiweld™ Optimized Fabrication of Pelton Turbine Runners: Va Tech HydroDocument8 pagesHiweld™ Optimized Fabrication of Pelton Turbine Runners: Va Tech HydroFolpoNo ratings yet
- IJFMS Map Paper FinalDocument10 pagesIJFMS Map Paper Finalgorot1No ratings yet
- Study of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfDocument4 pagesStudy of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfRishi PrakeshNo ratings yet
- Study of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfDocument4 pagesStudy of Hydraulic Losses in The Francis Turbines: Ioan PĂDUREAN, Ass. ProfRishi PrakeshNo ratings yet
- Scientific Bulletin Analyzes Francis Turbine Runner Blade ThicknessDocument4 pagesScientific Bulletin Analyzes Francis Turbine Runner Blade ThicknessFolpoNo ratings yet
- IJFMS Map Paper FinalDocument10 pagesIJFMS Map Paper Finalgorot1No ratings yet
- Hydraulic Machinery For Improvement of The Global Enviromental SystemDocument6 pagesHydraulic Machinery For Improvement of The Global Enviromental SystemFolpoNo ratings yet
- Francis TurbinDocument6 pagesFrancis TurbinengamrezzoNo ratings yet
- 34 Campian PDFDocument6 pages34 Campian PDFFolpoNo ratings yet
- 215 Padurean PDFDocument4 pages215 Padurean PDFFolpoNo ratings yet
- ProjectDocument27 pagesProjectAbhishek YadavNo ratings yet
- Datasheet For Carbon Steel A333 Grade 6Document10 pagesDatasheet For Carbon Steel A333 Grade 6Aneesh JoseNo ratings yet
- Ficha Tecnica Astm 514Document1 pageFicha Tecnica Astm 514Ruben Dario Mamani ArellanoNo ratings yet
- Module 8 Welding Metallurgy For The WIDocument39 pagesModule 8 Welding Metallurgy For The WIRamesh R100% (1)
- Air-Liquid Heat ExchangersDocument6 pagesAir-Liquid Heat ExchangersUnilab100% (17)
- Green Catalogue PDFDocument12 pagesGreen Catalogue PDFSumita JaiswalNo ratings yet
- EPSRC Metallurgy Research Present and FutureDocument15 pagesEPSRC Metallurgy Research Present and Futuresujit_sekharNo ratings yet
- Violations of The Octet Rule - Chemistry LibretextsDocument9 pagesViolations of The Octet Rule - Chemistry Libretextsapi-368121935No ratings yet
- FINAL EDIT - Jurnal Bang Wahyu16 - TEKNOSIA FT UNIBDocument14 pagesFINAL EDIT - Jurnal Bang Wahyu16 - TEKNOSIA FT UNIBLeonardo EmyusNo ratings yet
- Evaluating the Structural Strength of Shipping Containers for Building ApplicationsDocument10 pagesEvaluating the Structural Strength of Shipping Containers for Building ApplicationsSergio OrozcoNo ratings yet
- Silk Data SheetDocument2 pagesSilk Data SheetJoey DunnNo ratings yet
- Vehicle Body Materials PDFDocument5 pagesVehicle Body Materials PDFAghil BuddyNo ratings yet
- Solved - The State of Plane Stress Shown Is Expected in An Alu-I... PDFDocument3 pagesSolved - The State of Plane Stress Shown Is Expected in An Alu-I... PDFTafseer-e-QuranNo ratings yet
- Titraver Titration Method Method 8214 10-1000 MG/L As Fe Digital TitratorDocument6 pagesTitraver Titration Method Method 8214 10-1000 MG/L As Fe Digital Titratoralexis villalobosNo ratings yet
- Hot and Cold Metalworking Processes ComparisonDocument227 pagesHot and Cold Metalworking Processes ComparisonHardik ChhabraNo ratings yet
- Grit Comparison Chart PDFDocument3 pagesGrit Comparison Chart PDFdanyNo ratings yet
- Aluminum Alloys For AerospaceDocument2 pagesAluminum Alloys For AerospaceNicholas Featherston100% (1)
- CATALOGUE CONTINUES PROUDLY WITH DEVELOPMENT AND INNOVATIONDocument68 pagesCATALOGUE CONTINUES PROUDLY WITH DEVELOPMENT AND INNOVATIONNguyen Thanh TrungNo ratings yet
- NSCP Definition of TermsDocument25 pagesNSCP Definition of TermsMary AnneNo ratings yet
- Experiences in Designing and Operating The Latest 1,050-MW Coal-Fired BoilerDocument5 pagesExperiences in Designing and Operating The Latest 1,050-MW Coal-Fired BoilerswatkoolNo ratings yet
- Technical Data Sheet Magnetic Flowmeter Material Selection Guide Data PDFDocument28 pagesTechnical Data Sheet Magnetic Flowmeter Material Selection Guide Data PDFThiagarajNo ratings yet
- 1 Cable Tray CatalogueDocument33 pages1 Cable Tray CatalogueAkash VakkayilNo ratings yet
- Hojas Msds 2011 Aceite RidgidDocument7 pagesHojas Msds 2011 Aceite RidgidPer CYNo ratings yet
- Masterseal 622 TdsDocument3 pagesMasterseal 622 TdsMahmoud SaeedNo ratings yet
- REPORTING INCIDENTSDocument6 pagesREPORTING INCIDENTSDivyansh Singh ChauhanNo ratings yet