You might also like
- 24 Tips For Simplifying Braced Frame ConnectionsDocument2 pages24 Tips For Simplifying Braced Frame Connectionsgpax42100% (1)
- Connection CostsDocument3 pagesConnection CostsShajit KumarNo ratings yet
- 30 Rules For Good Connections.5Document4 pages30 Rules For Good Connections.5chipchipperson100% (1)
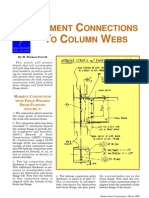
- Moment Connections to Column WebsDocument3 pagesMoment Connections to Column WebsAmro Ahmad AliNo ratings yet
- C I 3304 Detailing CornerDocument5 pagesC I 3304 Detailing CornerNono_geotecNo ratings yet
- 98 Tips: For DesigningDocument6 pages98 Tips: For DesigningKarthikeyan KrishNo ratings yet
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNo ratings yet
- HHS Connection DesignDocument3 pagesHHS Connection Designwii2001No ratings yet
- 07cb0663-d04c-4864-955d-bf609dc759c1Document6 pages07cb0663-d04c-4864-955d-bf609dc759c1x620100% (1)
- SJI SimpleConnectionsSimplified FINAL 05162018 Handout 1Document106 pagesSJI SimpleConnectionsSimplified FINAL 05162018 Handout 1Nemanja RandelovicNo ratings yet
- SteelWise Strong Connection To HSSDocument4 pagesSteelWise Strong Connection To HSSv100% (1)
- 2 Lateral-Load-Transfer Session-2 2perDocument56 pages2 Lateral-Load-Transfer Session-2 2perLuis CortesNo ratings yet
- SteelWise Joists FactsDocument2 pagesSteelWise Joists FactsvNo ratings yet
- Steel DetailerDocument3 pagesSteel DetailerKooroshNo ratings yet
- Detailing Concrete ColumnsDocument7 pagesDetailing Concrete ColumnsEgyptian Researcher100% (1)
- Struc Steel Erection AidsDocument3 pagesStruc Steel Erection AidsSridhar MaharajaNo ratings yet
- Mceeratc 49Document186 pagesMceeratc 49E44D44E44R 4444No ratings yet
- Steelwise PDFDocument4 pagesSteelwise PDFBilal RasheedNo ratings yet
- Special Check For Column Strength: DS DSDocument2 pagesSpecial Check For Column Strength: DS DSHenry MontoyaNo ratings yet
- Seismic Design of Non-Conventional Bridges PDFDocument143 pagesSeismic Design of Non-Conventional Bridges PDFdiablopapanatasNo ratings yet
- Slab ToleranceDocument1 pageSlab TolerancejoanarchNo ratings yet
- Site FixesDocument4 pagesSite FixesBalaji SampathNo ratings yet
- Designing HSS Connections PDFDocument4 pagesDesigning HSS Connections PDF112160rbcNo ratings yet
- Analysis of Tilt-Up Building Design and Industry Standard PracticDocument130 pagesAnalysis of Tilt-Up Building Design and Industry Standard PracticOswaldo ZavalaNo ratings yet
- Steelwise PDFDocument4 pagesSteelwise PDFJagatheesh RadhakrishnanNo ratings yet
- Ci 31 Detallado Del Acero de Refuerzo PDFDocument6 pagesCi 31 Detallado Del Acero de Refuerzo PDFflucayNo ratings yet
- Beam DesignDocument33 pagesBeam DesignstructuresNo ratings yet
- Ns26 1 Connection Design Handout 4perDocument25 pagesNs26 1 Connection Design Handout 4perHectorNo ratings yet
- Control of Shrinkage and Curling in Slabs On Grade - tcm45-342502Document5 pagesControl of Shrinkage and Curling in Slabs On Grade - tcm45-342502icNo ratings yet
- FEMA Guide to Steel Frame ConstructionDocument31 pagesFEMA Guide to Steel Frame Constructionthe_dehumanizerNo ratings yet
- Engineering For Steel ConstructionDocument2 pagesEngineering For Steel ConstructionBiju Muttathukatil0% (1)
- Gusset Plate Connections: Steel Connections - Dr. Seshu AdluriDocument48 pagesGusset Plate Connections: Steel Connections - Dr. Seshu AdluriRamakrishnan SakthivelNo ratings yet
- Aisi Standard: North American Standard For The Design of Profiled Steel Diaphragm PanelsDocument199 pagesAisi Standard: North American Standard For The Design of Profiled Steel Diaphragm PanelsSabdiel Morales100% (1)
- CSI Shear Wall Design Manual ACI318Document71 pagesCSI Shear Wall Design Manual ACI318Mustafa Uzyardoğan100% (1)
- AISC Design Guides Steelwise 042010Document4 pagesAISC Design Guides Steelwise 042010Ricardo García G. Ingeniero Electríco100% (1)
- Consider Penetration When Determining Fillet Weld SizeDocument3 pagesConsider Penetration When Determining Fillet Weld SizedavidemolNo ratings yet
- Ron Zeimian AISC WebinarDocument65 pagesRon Zeimian AISC WebinarZiad BorjiNo ratings yet
- SteelwiseDocument5 pagesSteelwiseΈνκινουαν Κόγκ ΑδάμουNo ratings yet
- Dropping Main Reinforcement Bas For Use As Support BarsDocument4 pagesDropping Main Reinforcement Bas For Use As Support BarsElie Farhat100% (1)
- CRSI-FAQ About RebarsDocument8 pagesCRSI-FAQ About Rebarsk_maheswari3397No ratings yet
- Retaining Wall With Up To 2 Wall Segments: CRSI Example 1 9'-0" HighDocument1 pageRetaining Wall With Up To 2 Wall Segments: CRSI Example 1 9'-0" HighAnthony GravagneNo ratings yet
- Seismic Behavior & Design of Gusset PlatesDocument41 pagesSeismic Behavior & Design of Gusset PlateswilfredNo ratings yet
- Categories of AISC CertificationDocument4 pagesCategories of AISC CertificationIngeniero Estructural100% (1)
- Night School 23 Session 3Document50 pagesNight School 23 Session 3Luis CortesNo ratings yet
- Technical Aid 1 Shelf Angle and Brick Ledge Design Rev 4Document18 pagesTechnical Aid 1 Shelf Angle and Brick Ledge Design Rev 4cd dNo ratings yet
- AISC High Strength Bolts Webinar Handout - 4per PDFDocument33 pagesAISC High Strength Bolts Webinar Handout - 4per PDFLeviNo ratings yet
- 98 Tips For Designing Structural SteelDocument5 pages98 Tips For Designing Structural Steelklynchelle100% (1)
- Retrofitting Design Guidelines Using Steel Plates and Shear BoltsDocument11 pagesRetrofitting Design Guidelines Using Steel Plates and Shear BoltsLuis Ariel MorilloNo ratings yet
- Cost Effective ConnectionsDocument14 pagesCost Effective ConnectionsMarakan MaranNo ratings yet
- Applications of Pretensioned Anchor Rods in Industrial FacilitiesDocument10 pagesApplications of Pretensioned Anchor Rods in Industrial FacilitiescharlesroberNo ratings yet
- Steel Framing ConnectioDocument21 pagesSteel Framing ConnectioJamesNo ratings yet
- Erection of Precast Concrete: C. Donald Johnson'Document9 pagesErection of Precast Concrete: C. Donald Johnson'josephbawaNo ratings yet
- Ghali Et All - Headed Studs in Concrete State of The ArtDocument11 pagesGhali Et All - Headed Studs in Concrete State of The ArtbllldNo ratings yet
- 98 Tips For Designing Structural SteelDocument6 pages98 Tips For Designing Structural SteelVinod Kumar ReddyNo ratings yet
- 30 Good RulesDocument4 pages30 Good RulesSamet Karataş100% (1)
- HSS Column Splice Enews v5Document6 pagesHSS Column Splice Enews v5lavignenoeNo ratings yet
- Designing HSS ConnectionsDocument8 pagesDesigning HSS ConnectionsjarnebergNo ratings yet
- Design Actions During Concreting For Beams and Decking in Composite FloorsDocument2 pagesDesign Actions During Concreting For Beams and Decking in Composite FloorsMosab Abdelhalim Abdelkarim MakkiNo ratings yet
- AD 435 - Beams Supporting Precast Planks - Checks in The Temporary Condition, November 2019Document1 pageAD 435 - Beams Supporting Precast Planks - Checks in The Temporary Condition, November 2019symon ellimacNo ratings yet
- AD 348 - Bolt Resistance Tables in The Eurocode Blue BookDocument1 pageAD 348 - Bolt Resistance Tables in The Eurocode Blue Booksymon ellimacNo ratings yet
- AD 430 - Wind Load On Unclad Frames, May 2019Document1 pageAD 430 - Wind Load On Unclad Frames, May 2019symon ellimacNo ratings yet
- AD 439 - Transverse Reinforcement in Composite Beams, April 2020Document2 pagesAD 439 - Transverse Reinforcement in Composite Beams, April 2020symon ellimacNo ratings yet
- AD 447 - Openings in Composite Slabs, July 2020Document1 pageAD 447 - Openings in Composite Slabs, July 2020symon ellimacNo ratings yet
- AD 424 - Shear Stud Length, November 2018Document1 pageAD 424 - Shear Stud Length, November 2018symon ellimacNo ratings yet
- AD 422 - Punching Shear Check F - JOURNAL - NSC - ADDocument1 pageAD 422 - Punching Shear Check F - JOURNAL - NSC - ADsymon ellimacNo ratings yet
- AD 379 - Tying Resistances of Full Depth End PlatesDocument1 pageAD 379 - Tying Resistances of Full Depth End Platessymon ellimacNo ratings yet
- AD 429 - Slip Factors For Alkali-Zinc Silicate Paint, April 2019Document1 pageAD 429 - Slip Factors For Alkali-Zinc Silicate Paint, April 2019symon ellimacNo ratings yet
- Web Resistance To Transverse Loads According To BS EN 1993-1-5Document1 pageWeb Resistance To Transverse Loads According To BS EN 1993-1-5witwatersrandNo ratings yet
- AD 422 - Punching Shear Check F - JOURNAL - NSC - ADDocument1 pageAD 422 - Punching Shear Check F - JOURNAL - NSC - ADsymon ellimacNo ratings yet
- New and Revised Codes & Standards: From BSI Updates May 2020Document1 pageNew and Revised Codes & Standards: From BSI Updates May 2020KemoHNo ratings yet
- SCI AD 423 Reduction in Bending Resistance Due To High ShearDocument1 pageSCI AD 423 Reduction in Bending Resistance Due To High Sheartun20000No ratings yet
- AD 428 - Draft Guidance - Lateral and Torsional Vibration of Half-Through Truss Footbridges, March 2019Document1 pageAD 428 - Draft Guidance - Lateral and Torsional Vibration of Half-Through Truss Footbridges, March 2019symon ellimacNo ratings yet
- AD 453 - Accumulated Deviations in Erected Steelwork, November 2020Document1 pageAD 453 - Accumulated Deviations in Erected Steelwork, November 2020symon ellimacNo ratings yet
- AD 431 - Column Web Panel Strengthening, June 2019Document1 pageAD 431 - Column Web Panel Strengthening, June 2019symon ellimacNo ratings yet
- AD 448 - Support To Profiled Steel Decking, September 2020Document1 pageAD 448 - Support To Profiled Steel Decking, September 2020symon ellimacNo ratings yet
- AD 434 - Validity Rules For Hollow Section Joints, October 2019Document1 pageAD 434 - Validity Rules For Hollow Section Joints, October 2019symon ellimacNo ratings yet
- AD 450 - Resistance of Composite Slabs To Concentrated Loads, October 2020Document1 pageAD 450 - Resistance of Composite Slabs To Concentrated Loads, October 2020symon ellimacNo ratings yet
- AD 433 - Dynamic Modulus of Concrete For Floor Vibration Analysis, September 2019Document1 pageAD 433 - Dynamic Modulus of Concrete For Floor Vibration Analysis, September 2019symon ellimacNo ratings yet
- AD 438 - Non-Slip Connections To BS 5950, March 2020Document1 pageAD 438 - Non-Slip Connections To BS 5950, March 2020symon ellimacNo ratings yet
- AD 437 - Curtailment of Transverse Bar Reinforcement in Composite Beams With Steel Decking Designed Using Eurocodes, February 2020Document1 pageAD 437 - Curtailment of Transverse Bar Reinforcement in Composite Beams With Steel Decking Designed Using Eurocodes, February 2020symon ellimacNo ratings yet
- New and Revised Codes & Standards: AD 425: AD 426Document1 pageNew and Revised Codes & Standards: AD 425: AD 426symon ellimacNo ratings yet
- New and Revised Codes & Standards: AD 425: AD 426Document1 pageNew and Revised Codes & Standards: AD 425: AD 426symon ellimacNo ratings yet
- Ad 432Document1 pageAd 432Victor OmotoriogunNo ratings yet
- AD 436 - Section Classification of A Flat Plate, January 2020Document1 pageAD 436 - Section Classification of A Flat Plate, January 2020symon ellimacNo ratings yet
- AD 440 - Fire Design of External Steelwork, May 2020Document1 pageAD 440 - Fire Design of External Steelwork, May 2020symon ellimacNo ratings yet
- AD 427 - Typographical Error in P419, February 2019Document1 pageAD 427 - Typographical Error in P419, February 2019symon ellimacNo ratings yet
- AD 416 - Artificially Reducing The Effective Width of Slab To Satisfy Shear Connection Requirements, March 2018Document1 pageAD 416 - Artificially Reducing The Effective Width of Slab To Satisfy Shear Connection Requirements, March 2018symon ellimacNo ratings yet
- Phe BoqDocument32 pagesPhe BoqanumanthNo ratings yet
- VGH6E31 B Spec Sheet PDFDocument5 pagesVGH6E31 B Spec Sheet PDFJonathan PizarroNo ratings yet
- ASTAVA BV Holland CatalogDocument28 pagesASTAVA BV Holland CatalogXavierNo ratings yet
- Part No. Description Page No.: Couplings (Section VIII)Document28 pagesPart No. Description Page No.: Couplings (Section VIII)Vilius BukysNo ratings yet
- Mansarover Quotation 1Document6 pagesMansarover Quotation 1Rahul SainiNo ratings yet
- 43.12 PiB BrochureDocument8 pages43.12 PiB Brochuresas999333No ratings yet
- Pressure Vessel Design (Shell, Head & Nozzle) - by Abdel Halim GalalaDocument16 pagesPressure Vessel Design (Shell, Head & Nozzle) - by Abdel Halim Galalarvergaway6793100% (2)
- Toyota Nico PDFDocument33 pagesToyota Nico PDFDaniel GarciaNo ratings yet
- FSV03Document24 pagesFSV03elangopi89No ratings yet
- PROCO Flexible JointsDocument4 pagesPROCO Flexible Jointsaverois ibn roisNo ratings yet
- Element Thickness 3Document24 pagesElement Thickness 3Vipul GandhiNo ratings yet
- Flange Dimensions and Drilling To DIN 2501: Section 21 Technical DataDocument1 pageFlange Dimensions and Drilling To DIN 2501: Section 21 Technical DataChristianGuerreroNo ratings yet
- Sclairpipe Marine PDFDocument16 pagesSclairpipe Marine PDFjeedanNo ratings yet
- Flange Type JIS B2220 - 5K: CharacteristicsDocument1 pageFlange Type JIS B2220 - 5K: CharacteristicsupickrahmanNo ratings yet
- Technical Drawing PDFDocument170 pagesTechnical Drawing PDFLazzarus Az GunawanNo ratings yet
- Trox Tunnel Damper JFM PDFDocument4 pagesTrox Tunnel Damper JFM PDFEldin JelecNo ratings yet
- Complete Guide: How To Order Velan ValvesDocument12 pagesComplete Guide: How To Order Velan ValvesParthibanNo ratings yet
- Piping Material SpecificationDocument29 pagesPiping Material SpecificationSathiyaseelan Sakthi Shanmugam100% (2)
- CBZ 160 StarDocument90 pagesCBZ 160 StarAlexander OlivosNo ratings yet
- Spare Parts for Pressure Atomising Burner KBO-R14HDocument4 pagesSpare Parts for Pressure Atomising Burner KBO-R14HBelajar PurboNo ratings yet
- BQ5 Bill No. 1 - General ItemsDocument16 pagesBQ5 Bill No. 1 - General Itemsjparsb87% (23)
- Medidor Caudal Kobold DpuDocument4 pagesMedidor Caudal Kobold DpuBase SistemasNo ratings yet
- ASTM F 1508 2021, Standard Specification For Angle Style, PressureDocument15 pagesASTM F 1508 2021, Standard Specification For Angle Style, PressurelaythNo ratings yet
- Pressure Vessel Fea Consulting Services - Asme Section Viii Division 2 Fatigue AnalysisDocument6 pagesPressure Vessel Fea Consulting Services - Asme Section Viii Division 2 Fatigue AnalysisAbhay UpadhyayNo ratings yet
- LT30HD Rev. C7-F7 Año 92Document129 pagesLT30HD Rev. C7-F7 Año 92Cesar Edgardo Lopez PortilloNo ratings yet
- Instrumxx - Valves Catalogue PDFDocument42 pagesInstrumxx - Valves Catalogue PDFinternational dbalajiNo ratings yet
- Groth 7618 7628Document16 pagesGroth 7618 7628Julian GaleanoNo ratings yet
- MacEwans Dinflow Instructions 2019Document10 pagesMacEwans Dinflow Instructions 2019Akash ChandraNo ratings yet
- Transsmission Driveline AdaptationDocument16 pagesTranssmission Driveline Adaptationamin chaabenNo ratings yet
- Force Ksb-Omega-Pump Sarcina Pe Flanse PDFDocument19 pagesForce Ksb-Omega-Pump Sarcina Pe Flanse PDFRusu DimaNo ratings yet