American Journal of Engineering Research (AJER) 2014
w w w . a j e r . o r g
Page 38
American Journal of Engineering Research (AJER)
e-ISSN : 2320-0847 p-ISSN : 2320-0936
Volume-03, Issue-04, pp-38-44
www.ajer.org
Research Paper Open Access
Design and Fabrication of an Electrically Powered Rotary Slicer
for Raw Plantain Chips Production
Ikechukwu Celestine Ugwuoke, Ibukun Blessing Ikechukwu
and Zubair Omuya Muazu
Department of Mechanical Engineering, Federal University of Technology,
P.M.B. 65, Minna, Niger State, Nigeria
Abstract: - This work focused on the design and fabrication of an electrically powered rotary slicer for raw
plantain chips production. The machine was designed for medium scale industries but can also be used for
domestic purposes which also include the slicing of cucumbers. The machine works on shear cutting principle
and has the capacity to produce raw plantain chips of uniform sizes in lesser time and can slice up to a
maximum of 70mm diameter finger of raw plantain in just 2-3 seconds. Machine maintenance is simple and
requires just lubrication of rotating members and proper cleaning after use.
Keywords: - Domestic purposes, electrically powered, plantain chips, rotary slicer, uniform sizes.
I. INTRODUCTION
Plantain is a type of banana which is common in tropical regions. It is starchier and less sweet when
compared to bananas. Plantains are usually served steamed, boiled or fried, although ripe plantains can be eaten
raw. They are a rich source of antioxidants, vitamin B-6 and minerals, and their soluble fiber content may help
ward off intestinal problems [1]. Plantain for local consumption plays an important role in food and income
security and has the potential to contribute to national food security and reduce rural poverty [2].
Plantains provide the essential minerals that help the body to function efficiently. A cup of sliced or
cooked plantain has 49 milligrams of magnesium and 716 milligrams of potassium, giving the body 15 percent
of the recommended daily intake for each of these minerals. The body needs magnesium for proper muscle
contraction and nerve function, while potassium is a crucial component in the body fluids. A cup of plantains
also contains 5 to 10 percent of the iron need of the body. Iron helps to carry oxygen through the bloodstream
which serves as a benefit to the muscles of the body.
Although raw plantain is bitter and starchy, some people like them raw. They are more nutritious raw,
with about 10 percent more magnesium, phosphorus and potassium. A cup of raw plantains has 27 milligrams of
thiamin, a B-vitamin that helps the body's cells use carbohydrates as energy and helps ensure the proper
functioning of the heart, muscles and the nervous system. A cup of cooked plantain has less than 1 milligram of
thiamin [1]. Considering the enormous benefits of raw plantain, slicing it can create additional benefits in terms
of post-harvest processing. Plantain processed into flour can be stored for up to a maximum of two years [2].
The purpose of the machine is to make slicing process less laborious especially for medium scale industries and
for domestic purposes.
Obeng [3] developed a mechanized plantain slicer which took 5-7 seconds to slice a finger of plantain.
When compared with the traditional method of cutting with a sharp knife, the traditional method took 40-80
seconds per finger of plantain. Because of the lesser time taken to slice a finger of raw plantain and uniformity
of chips sizes produced, an electrically powered rotary slicer incorporating two feeding chuteshas technological
edge over traditional slicing methods.
II. DESIGN ANALYSIS AND CALCULATIONS
The machine works on shear cutting principle. When the cutting blade impacts on the cylindrical surface of the
raw plantain, the surface gets cut by shearing along a plane.
American Journal of Engineering Research (AJER) 2014
w w w . a j e r . o r g
Page 39
Determination of the Shearing Force for the Raw Plantain
Considering the shear strength of the raw plantain and the area under shear, the impact force required to shear
the raw plantain may be obtained from the following equation:
P P P
A F t = (1)
Where
P
F = Force required for shearing the raw plantain
P
A = Area under shear
P
t = Shear stress of the raw plantain
The area under shear can be determined using the following equation:
4
2
P
P
D
A t = (2)
Where,
P
D = Diameter of raw plantain
The average force required to shear raw plantain of diameters ranging from 30-70mm is 33.15N [3]. This force
reduces as the plantain ripens and softens. The measured diameter of the raw plantain was in the range of 30-
70mm, averagely 50mm. From equation (2), we get
( )
2 3
2
10 96 . 1
4
050 . 0
m A
P
= = t
Determination of the Power Required by the Cutter for Slicing the Raw Plantain
Cutter velocity is another important parameter in the slicing process. The optimum value of cutter velocity
required for slicing is 2.65m/s [4]. The power required by the cutter to slice the raw plantain may be obtained
from the following expression:
C P C
V F P = (3)
Where,
C
P = Power required by the cutter
C
V = linear velocity of the cutting blade = 2.65m/s
From equation (3), we get
W P
C
85 . 87 65 . 2 15 . 33 = =
Determination of the Power Required by the Electric Motor
The power required by the electric motor may be obtained from the following equation:
F C M
P P P = (4)
Where,
M
P = Power of electric motor
F
P = Power factor = 1.5
From equation (4), we get
W P
M
78 . 131 5 . 1 85 . 87 = =
Selected capacity of electric motor = 0.37kW (0.5Hp)
Speed = 1400rpm
Determination of the Driving Pulley Diameter
For a belt velocity of 4.98m/s, the driving pulley diameter is calculated using the relation below:
American Journal of Engineering Research (AJER) 2014
w w w . a j e r . o r g
Page 40
1
1
1
60
N
V
D
=
t
(5)
Where,
1
D = Driving pulley diameter
1
V = Peripheral velocity of the belt on the driving pulley
1
N = Speed of driving pulley = 1400rpm
From equation (5), we get
mm D 68
1400
60 98 . 4
1
=
=
t
Determination of the Driven Pulley Diameter
The relation between the driving pulley diameter and the driven pulley diameter is given by:
1
2
2
1
2 2 1 1
N
N
D
D
N D N D = = t t (6)
Where,
2
N = Speed of driven pulley
2
D = Diameter of driven pulley
For N
2
= 400rpm. Substituting into equation (6) and simplifying, we get
mm
N
N D
D 238
400
1400 68
2
1 1
2
=
= =
Determination of the Belt Tension
The expression which shows the relationship between the power transmitted, belt tension and linear velocity is
given as [5]:
( )
1 2 1
V T T P
M
= (7)
Where,
1
T = Tension in the tight side of the belt
2
T = Tension in the slack side of the belt
From equation (7), we get
30 . 74
98 . 4
10 37 . 0
3
2 1
=
= T T (8)
Figure 1: Belt Drive Geometry
From figure 1,
L
D D
2
sin
1 2
= o (9)
Where,
= angle of cap on the smaller pulley
L
o
u
Pulley Driving
Pulley Driven
1
D
2
D
American Journal of Engineering Research (AJER) 2014
w w w . a j e r . o r g
Page 41
From equation (9), we get
( )
o
14 . 11 1932 . 0
1
sin
440 2
68 238
sin =
= o o
The angle of contact may be obtained from
( )
180
2 180
t
o u = (10)
Where,
u = Angle of contact on the smaller pulley
From equation (10), we get
( ) 75 . 2
180
14 . 11 2 180 = =
t
u
The relation between the belt tensions in the tight and slack side in terms of the coefficient of friction and the
angle of contact or angle of lap is given as [5]:
u
e
T
T
=
2
1
(11)
Where,
= Coefficient of friction between belt and pulley = 0.3
2 1
75 . 2 3 . 0
2
1
28 . 2 28 . 2 T T e
T
T
= = =
(12)
Substituting equation (12) into (8), we get
( ) N T T 05 . 58
28 . 1
30 . 74
30 . 74 1 28 . 2
2 2
= = = (13)
Substituting equation (13) into (12), we get
N T 35 . 132 05 . 58 28 . 2
1
= =
Determination of Bending Moments acting on the Shaft
Figure 2 shows the vertical load diagram.
N 20
BV
R
CV
R
mm 450
mm 650
N 89 . 198
A
B C
D
mm 100
Figure 2: Vertical Load Diagram
Summing forces in the vertical direction gives;
N R R
CV BV
89 . 218 89 . 198 20 = + = + (14)
Taking moment about B, we get
N R R
CV CV
64 . 238 10 . 0 20 55 . 0 89 . 198 45 . 0 = =
From equation (14), we get
N R R
CV BV
75 . 19 89 . 218 = =
From figure 2,
Nm M
AV
0 =
Nm M
BV
2 10 . 0 20 = =
Nm M
CV
89 . 19 45 . 0 75 . 19 55 . 0 20 = =
American Journal of Engineering Research (AJER) 2014
w w w . a j e r . o r g
Page 42
Nm M
DV
0 10 . 0 64 . 238 55 . 0 75 . 19 65 . 0 20 = + =
Figure 3 shows the horizontal load diagram.
BH
R
CH
R
mm 450
mm 650
N 20 . 95
A
B C
D
mm 100
Figure 3: Horizontal Load Diagram
Summing forces in the horizontal direction gives;
N R R
CH BH
20 . 95 = + (15)
Taking moment about B, we get
N R R
CH CH
36 . 116 55 . 0 20 . 95 45 . 0 = =
From equation (15),
N R R
CH BH
16 . 21 20 . 95 = =
From figure 3,
Nm M
AH
0 =
Nm M
BH
0 =
Nm M
CH
52 . 9 45 . 0 16 . 21 = =
Nm M
DH
0 10 . 0 36 . 116 55 . 0 16 . 21 = + =
Resultant bending moment at A
( ) ( ) Nm M M M
AH AV A
0
2 2
= + = (16)
Resultant bending moment at B
( ) ( ) Nm M M M
BH BV B
2
2 2
= + = (17)
Resultant bending moment at C
( ) ( ) Nm M M M
CH CV C
05 . 22
2 2
= + = (18)
Resultant bending moment at D
( ) ( ) Nm M M M
DH DV D
0
2 2
= + = (19)
From equation (18), the maximum moment occurs at C with a value of 22.05Nm
Determination of the Twisting Moment acting on the Shaft
Twisting moment acting on the shaft may be obtained from the following equation:
2
30
N
P
M
M
t
=
t
(20)
From equation (20), we get
Nm M
t
83 . 8
400
370 30
=
=
t
Determination of the Shaft Diameter
A shaft is a rotating cylindrical machine element which is used to transmit power from one place to another.
One important approach to designing a transmission shaft is to use American Society of Mechanical Engineers
American Journal of Engineering Research (AJER) 2014
w w w . a j e r . o r g
Page 43
(ASME) code [6]. For a solid shaft having little or no axial loading, the shaft diameter may be determined from
the following ASME code equation [6]:
( ) ( )
2 2
max
16
3
t
M
t
k
b
M
b
k D + =
tt
(21)
Where,
D = Shaft diameter
max
t = Permissible shear stress
b
M = Maximum value of bending moment
t
M = Maximum value of twisting moment
b
k = Combined shock and fatigue factor applied to bending moment
t
k = Combined shock and fatigue factor applied to twisting moment
The ASME code for shaft design is based on the maximum shear stress theory of failure [6]. According to the
ASME code, the maximum permissible working stresses in tension or compression may be taken as [5]
(a) 112 MPa for shafts without allowance for keyways.
(b) 84 MPa for shafts with allowance for keyways.
The maximum permissible shear stress may be taken as
(a) 56 MPa for shafts without allowance for key ways.
(b) 42 MPa for shafts with allowance for keyways.
For suddenly applied load, 0 . 2 =
b
k and 5 . 1 =
t
k . From equation (21), we get
( ) ( ) mm D 74 . 17
3
83 . 8 5 . 1 05 . 22 0 . 2
10 42
16
2 2
6
= +
=
t
A standard size of 25mm was selected.
Determination of the Shaft Torsional Rigidity
The permissible angle of twist varies from about
o
25 . 0 per meter length for machine tool applications to about
o
3 per meter length for line shafts. The torsional rigidity may be determined from the torsion equation [6]
4
584
D G
L M
t
= u (22)
Where,
u = Angle of twist in degree
G = Modulus of rigidity of shaft material = 70GPa
L = Length of shaft subjected to twisting moment
From equation (22), we get
m / 12 . 0
025 . 0 10 70
65 . 0 83 . 8 584
4 9
o
=
= u
Since the value obtained is within the range quoted for shafting, the selected diameter is safe.
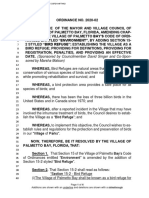
III. TESTING
Before testing was carried, the machine was properly assembled and aligned. Lubrication was also
done to reduced friction in the rotating members. Figure 4 shows the photograph of the fabricated electrically
powered rotary slicer in its assembled form. The electric motor was then switched on and test running was done
for ten minutes so as to study the behavior of the machine. It was observed during this process that blade rotated
without wobbling. Testing of the machine with load was then carried out, and during this process, the raw
plantain held by hand was forced into the chute and with the aid of a short wooden stick with a stopper, the raw
plantain was forces into the cutter which slices it in the shortest possible time. In this case, it took 2-3 seconds,
depending on the length, to slice a finger of raw plantain.
American Journal of Engineering Research (AJER) 2014
w w w . a j e r . o r g
Page 44
Figure 4: Electrically Powered Rotary Slicer
IV. CONCLUSION
The work centered on the design of an electrical rotary slicer for raw plantain chips. Fabrication was
carried out using materials that were sourced locally. Though this machine was designed for medium scale
industries for raw plantain chips production, it can also be used for domestic purposes. The machine can slice up
to a maximum of 70mm diameter raw plantain and is capable of slicing a finger of raw plantain in just 2-3
seconds. Maintenance of the machine is simple requires just lubrication of rotating members and proper
cleaning after use.
REFERENCES
[1] Maia Appleby. Plantain benefits. NASM-CPT, Demand Media http://healthyeating.sfgate.com/plantain-
benefits-5583.html, February 20, 2014.
[2] Arisa NU, Adelekan AO, Alamu AE and Ogunfowora EJ. The effect of pretreatment of plantain (Musa
Parasidiaca) flour on the pasting and sensory characteristics of biscuit, International Journal of Food and
Nutrition Science. 2013; 2(1): 10-24.
[3] Obeng GY. Development of a mechanized plantain slicer, Journal of Science and Technology. 2004;
24(2): 126-133.
[4] Prasad J and Gupta CB. Mechanics properties of maize stalks as related to harvesting. Journal of
Agricultural Engineering Research. 1975; 20(1): 79-87.
[5] Khurmi RS and Gupta JK. A textbook of machine design (S. I. Units), Eurasia Publishing House (PVT.)
Ltd., Ram Nagar, New Delhi-110055. 2005; 509-600, 677-714.
[6] Bhandari VB. Design of machine elements, Tata McGraw-Hill Education. 2010; 330-334.
You might also like
- Performance Analysis of Coconut De-Shelling MachineDocument8 pagesPerformance Analysis of Coconut De-Shelling Machineayesh bandaraNo ratings yet
- Coconut Milk Machine Squeezes and ShredsDocument24 pagesCoconut Milk Machine Squeezes and Shredsnaveeen chackoNo ratings yet
- Diffuse Algorithms for Neural and Neuro-Fuzzy Networks: With Applications in Control Engineering and Signal ProcessingFrom EverandDiffuse Algorithms for Neural and Neuro-Fuzzy Networks: With Applications in Control Engineering and Signal ProcessingNo ratings yet
- Design Methodology of Garlic Peeling MachineDocument11 pagesDesign Methodology of Garlic Peeling MachineIJSTENo ratings yet
- Design Consideration of Corn Sheller MachineDocument6 pagesDesign Consideration of Corn Sheller MachineIJIRST100% (2)
- The Aim and Objectives AreDocument8 pagesThe Aim and Objectives AreMuhammad Waseem IrshadNo ratings yet
- 2024 Sugarcane (4)Document18 pages2024 Sugarcane (4)sodiqnajimu8No ratings yet
- Career Episode 3Document7 pagesCareer Episode 3Nishar Alam Khan 19MCD0042No ratings yet
- Ijirae::analysis of CNC Lathe Spindle For Maximum Cutting Force Condition and Bearing LifeDocument7 pagesIjirae::analysis of CNC Lathe Spindle For Maximum Cutting Force Condition and Bearing LifeIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Design and Fabrication of Model Feed PelletizerDocument5 pagesDesign and Fabrication of Model Feed PelletizerSh.nasirpurNo ratings yet
- Design of Triplex Plunger Pump for Local ManufacturingDocument56 pagesDesign of Triplex Plunger Pump for Local ManufacturingManatchai BattōsaiNo ratings yet
- Intelligent Braking System Literature ReviewDocument39 pagesIntelligent Braking System Literature ReviewRaj WagdariNo ratings yet
- Turning Moment Diagram & FlywheelDocument88 pagesTurning Moment Diagram & FlywheelAvinash Jayashankar100% (5)
- Design and Development of Turmeric Polishing MachineDocument4 pagesDesign and Development of Turmeric Polishing MachineIJMERNo ratings yet
- Case Study and Stress Analysis of A 3Document12 pagesCase Study and Stress Analysis of A 3Talha MemonNo ratings yet
- Stress Analysis of Bell Crank Lever Using FEM and PhotoelasticityDocument8 pagesStress Analysis of Bell Crank Lever Using FEM and PhotoelasticityAnonymous kTVBUxrNo ratings yet
- An Serv 002 PDFDocument20 pagesAn Serv 002 PDFMario TapiaNo ratings yet
- MD & AT FinalDocument27 pagesMD & AT FinalKirubel MogesNo ratings yet
- Design of Multi-Axis Welding Positioner WithDocument7 pagesDesign of Multi-Axis Welding Positioner Withsuraj dhulannavarNo ratings yet
- GarbapelletizerDocument5 pagesGarbapelletizerJoel Ramirez SNo ratings yet
- IP Cop BawanDocument22 pagesIP Cop Bawanshiddharthd577No ratings yet
- Design of The Cross Flow Runner: ConstantsDocument8 pagesDesign of The Cross Flow Runner: ConstantshydraleyNo ratings yet
- ANALISIS DAN PERENCANAAN RODA GIGI LURUS PEMBAWA ERETAN MESIN BUBUT KRISBOW TIPE KW 15-178Document7 pagesANALISIS DAN PERENCANAAN RODA GIGI LURUS PEMBAWA ERETAN MESIN BUBUT KRISBOW TIPE KW 15-178Ichsandz CybzNo ratings yet
- Design and Fabrication of A Mono Wheel Operated Sprayer Cum WeederDocument13 pagesDesign and Fabrication of A Mono Wheel Operated Sprayer Cum WeederShambhu SinghNo ratings yet
- Innovative Design of Crossflow Hydro Turbine SystemDocument11 pagesInnovative Design of Crossflow Hydro Turbine SystemrD. NgomaNo ratings yet
- Multipurpose Agricultural RobotDocument22 pagesMultipurpose Agricultural RobotPrasad PatilNo ratings yet
- Design and Analysis of Rocker ArmDocument23 pagesDesign and Analysis of Rocker ArmAvt Shubhash25% (4)
- Wheel Operated Sprayer Design EvaluationDocument18 pagesWheel Operated Sprayer Design EvaluationShambhu SinghNo ratings yet
- Machine Tools Drive and Mechanism Part IDocument35 pagesMachine Tools Drive and Mechanism Part Itsehay habesaNo ratings yet
- ME 430 Project 2Document16 pagesME 430 Project 2Izzy MirandillaNo ratings yet
- Savonius Windrotor Basics PDFDocument6 pagesSavonius Windrotor Basics PDFjairtorrezanNo ratings yet
- Motorized Pipe Bending MachineDocument8 pagesMotorized Pipe Bending Machineanon_201618867No ratings yet
- Design and Fabrication of Groundnut Shelling MachineDocument17 pagesDesign and Fabrication of Groundnut Shelling Machinesasi100% (1)
- Cutting Force MeasurementDocument4 pagesCutting Force MeasurementVrushiket PatilNo ratings yet
- Can Crusher MechanismDocument4 pagesCan Crusher MechanismaqmbaldiwalaNo ratings yet
- Designing of Chain Drive Mechanism 1: (Technical Calculations)Document1 pageDesigning of Chain Drive Mechanism 1: (Technical Calculations)Jerico LlovidoNo ratings yet
- Machining Process - I: Lathe Machine Operations and CalculationDocument40 pagesMachining Process - I: Lathe Machine Operations and CalculationNajshhsNo ratings yet
- Abrasive Cut Off Machine Mini ProjectDocument49 pagesAbrasive Cut Off Machine Mini ProjectdurendranNo ratings yet
- OLUYORI PROJECT (14)Document19 pagesOLUYORI PROJECT (14)sodiqnajimu8No ratings yet
- Design and Development of Corn Chaff Peeling Machine-Ijaerdv04i0340238Document5 pagesDesign and Development of Corn Chaff Peeling Machine-Ijaerdv04i0340238GriyakuNo ratings yet
- DC MotorDocument4 pagesDC Motorultrakill rampageNo ratings yet
- Engine Trials Supplementary NOTESDocument28 pagesEngine Trials Supplementary NOTESbarflybrianNo ratings yet
- Motor Selection For 2-DOF RobotDocument5 pagesMotor Selection For 2-DOF RobotShekhar GuptaNo ratings yet
- HES3350 Machine Design, Assignment 2: Gear Specification With Consideration of Bending Fatigue and Surface Durability (Semester 1, 2012)Document21 pagesHES3350 Machine Design, Assignment 2: Gear Specification With Consideration of Bending Fatigue and Surface Durability (Semester 1, 2012)StephenPYBongNo ratings yet
- Can CrusherDocument11 pagesCan CrusherElakkiya KarthicNo ratings yet
- Tutorial 5&6 Mechanics of Machine (Q)Document1 pageTutorial 5&6 Mechanics of Machine (Q)Raiham EffendyNo ratings yet
- Perencanan Ulang Transmisi Daya Mekanik Mesin Penghancur Es Balok Di Pasar Bina Usahakota MeulabohDocument9 pagesPerencanan Ulang Transmisi Daya Mekanik Mesin Penghancur Es Balok Di Pasar Bina Usahakota MeulabohSyibbran MulaesyiNo ratings yet
- Design of A Manual and Motorized Meat Grinding MacDocument9 pagesDesign of A Manual and Motorized Meat Grinding MacjamesNo ratings yet
- Design center crank shaft dimensionsDocument8 pagesDesign center crank shaft dimensionsSagarias AlbusNo ratings yet
- NIJESR52 Pp. 51 60 June 2022Document10 pagesNIJESR52 Pp. 51 60 June 2022Oktarini DevieNo ratings yet
- Optimization Technique For The Geometry of Twin Screw Cryogenic ExtruderDocument5 pagesOptimization Technique For The Geometry of Twin Screw Cryogenic ExtruderIJSTENo ratings yet
- Design Modification and Analysis of Double Roller Mini Ginning Machine-IJAERDV05I0529606Document10 pagesDesign Modification and Analysis of Double Roller Mini Ginning Machine-IJAERDV05I0529606Pravin BhakteNo ratings yet
- 1.steam Turbine Rotor GroovesDocument7 pages1.steam Turbine Rotor GroovesRaheem JunaidiNo ratings yet
- How To Make A TribometerDocument7 pagesHow To Make A TribometerHamza ShamsNo ratings yet
- The Design and Construction of Maize Threshing MachineDocument8 pagesThe Design and Construction of Maize Threshing MachineAbiodun GbengaNo ratings yet
- Development of An Epicyclic GearDocument4 pagesDevelopment of An Epicyclic GearNur EfendiNo ratings yet
- ME463 Plate No. 4 - Anto FINALDocument20 pagesME463 Plate No. 4 - Anto FINALEman Lampago AntoNo ratings yet
- Design Analysis of A Reciprocating Cassava Sieving MachineDocument9 pagesDesign Analysis of A Reciprocating Cassava Sieving MachineIOSRjournalNo ratings yet
- Pixel Based Off-Line Signature Verification SystemDocument6 pagesPixel Based Off-Line Signature Verification SystemAJER JOURNALNo ratings yet
- Performance Analysis of LTE in Rich Multipath Environments Considering The Combined Effect of Different Download Scheduling Schemes and Transmission ModesDocument6 pagesPerformance Analysis of LTE in Rich Multipath Environments Considering The Combined Effect of Different Download Scheduling Schemes and Transmission ModesAJER JOURNALNo ratings yet
- Switching of Security Lighting System Using Gsm.Document12 pagesSwitching of Security Lighting System Using Gsm.AJER JOURNALNo ratings yet
- Production and Comparartive Study of Pellets From Maize Cobs and Groundnut Shell As Fuels For Domestic Use.Document6 pagesProduction and Comparartive Study of Pellets From Maize Cobs and Groundnut Shell As Fuels For Domestic Use.AJER JOURNALNo ratings yet
- An Evaluation of Skilled Labour Shortage in Selected Construction Firms in Edo State, NigeriaDocument12 pagesAn Evaluation of Skilled Labour Shortage in Selected Construction Firms in Edo State, NigeriaAJER JOURNALNo ratings yet
- Minimizing Household Electricity Theft in Nigeria Using GSM Based Prepaid MeterDocument11 pagesMinimizing Household Electricity Theft in Nigeria Using GSM Based Prepaid MeterAJER JOURNALNo ratings yet
- Comparative Analysis of Cell Phone Sound Insulation and Its Effects On Ear SystemDocument6 pagesComparative Analysis of Cell Phone Sound Insulation and Its Effects On Ear SystemAJER JOURNALNo ratings yet
- The Differentiation Between The Turbulence and Two-Phase Models To Characterize A Diesel Spray at High Injection PressureDocument7 pagesThe Differentiation Between The Turbulence and Two-Phase Models To Characterize A Diesel Spray at High Injection PressureAJER JOURNALNo ratings yet
- Experimental Investigation On The Effects of Digester Size On Biogas Production From Cow DungDocument6 pagesExperimental Investigation On The Effects of Digester Size On Biogas Production From Cow DungAJER JOURNALNo ratings yet
- Structure and Surface Characterization of Nanostructured Tio2 Coatings Deposited Via HVOF Thermal Spray ProcessesDocument9 pagesStructure and Surface Characterization of Nanostructured Tio2 Coatings Deposited Via HVOF Thermal Spray ProcessesAJER JOURNALNo ratings yet
- Recycling of Scrapped Mating Rings of Mechanical Face SealsDocument5 pagesRecycling of Scrapped Mating Rings of Mechanical Face SealsAJER JOURNALNo ratings yet
- Improved RSA Cryptosystem Based On The Study of Number Theory and Public Key CryptosystemsDocument7 pagesImproved RSA Cryptosystem Based On The Study of Number Theory and Public Key CryptosystemsAJER JOURNALNo ratings yet
- Weighted Denoising With Multi-Spectral Decomposition For Image CompressionDocument13 pagesWeighted Denoising With Multi-Spectral Decomposition For Image CompressionAJER JOURNALNo ratings yet
- Experimental Evaluation of Aerodynamics Characteristics of A Baseline AirfoilDocument6 pagesExperimental Evaluation of Aerodynamics Characteristics of A Baseline AirfoilAJER JOURNALNo ratings yet
- Unmanned Aerial Vehicle and Geospatial Technology Pushing The Limits of DevelopmentDocument6 pagesUnmanned Aerial Vehicle and Geospatial Technology Pushing The Limits of DevelopmentAJER JOURNALNo ratings yet
- The Role of Citizen Participant in Urban Management (Case Study: Aligudarz City)Document6 pagesThe Role of Citizen Participant in Urban Management (Case Study: Aligudarz City)AJER JOURNALNo ratings yet
- Statistical Method of Estimating Nigerian Hydrocarbon ReservesDocument10 pagesStatistical Method of Estimating Nigerian Hydrocarbon ReservesAJER JOURNALNo ratings yet
- A Concept of Input-Output Oriented Super-Efficiency in Decision Making Units.Document6 pagesA Concept of Input-Output Oriented Super-Efficiency in Decision Making Units.AJER JOURNALNo ratings yet
- WHY JESUS CHRIST CAME INTO THE WORLD?... (A New Theory On "TIE MINISTRY")Document12 pagesWHY JESUS CHRIST CAME INTO THE WORLD?... (A New Theory On "TIE MINISTRY")AJER JOURNALNo ratings yet
- Eye State Detection Using Image Processing TechniqueDocument6 pagesEye State Detection Using Image Processing TechniqueAJER JOURNALNo ratings yet
- DMP Packet Scheduling For Wireless Sensor NetworkDocument8 pagesDMP Packet Scheduling For Wireless Sensor NetworkAJER JOURNALNo ratings yet
- Utilization of "Marble Slurry" in Cement Concrete Replacing Fine AgreegateDocument4 pagesUtilization of "Marble Slurry" in Cement Concrete Replacing Fine AgreegateAJER JOURNALNo ratings yet
- The Design and Implementation of A Workshop Reservation SystemDocument7 pagesThe Design and Implementation of A Workshop Reservation SystemAJER JOURNALNo ratings yet
- Urbanization and The Risk of Flooding in The Congo Case of The City of BrazzavilleDocument6 pagesUrbanization and The Risk of Flooding in The Congo Case of The City of BrazzavilleAJER JOURNALNo ratings yet
- Theoretical and Experimental Study of Cavitation Dispersing in "Liquid-Solid" System For Revelation of Optimum Influence ModesDocument10 pagesTheoretical and Experimental Study of Cavitation Dispersing in "Liquid-Solid" System For Revelation of Optimum Influence ModesAJER JOURNALNo ratings yet
- Risk Assessment and Risk MappingDocument7 pagesRisk Assessment and Risk MappingAJER JOURNALNo ratings yet
- Distinct Revocable Data Hiding in Ciphered ImageDocument7 pagesDistinct Revocable Data Hiding in Ciphered ImageAJER JOURNALNo ratings yet
- An Exponent-Based Propagation Path Loss Model For Wireless System Networks at Vehicular SpeedDocument12 pagesAn Exponent-Based Propagation Path Loss Model For Wireless System Networks at Vehicular SpeedAJER JOURNALNo ratings yet
- Frequency Selective Fading in Wireless Communication Using Genetic AlgorithmDocument6 pagesFrequency Selective Fading in Wireless Communication Using Genetic AlgorithmAJER JOURNALNo ratings yet
- Head Determination and Pump Selection For A Water Treatment Plant in Villages Around Maiduguri, Borno State, NigeriaDocument5 pagesHead Determination and Pump Selection For A Water Treatment Plant in Villages Around Maiduguri, Borno State, NigeriaAJER JOURNALNo ratings yet
- Lister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal WorldDocument4 pagesLister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal Worldcountry boyNo ratings yet
- Beams On Elastic Foundations TheoryDocument15 pagesBeams On Elastic Foundations TheoryCharl de Reuck100% (1)
- TX Set 1 Income TaxDocument6 pagesTX Set 1 Income TaxMarielle CastañedaNo ratings yet
- Weibull Statistic and Growth Analysis in Failure PredictionsDocument9 pagesWeibull Statistic and Growth Analysis in Failure PredictionsgmitsutaNo ratings yet
- Rencana Pembelajaran Semester Sistem Navigasi ElektronikDocument16 pagesRencana Pembelajaran Semester Sistem Navigasi ElektronikLastri AniNo ratings yet
- Usa Easa 145Document31 pagesUsa Easa 145Surya VenkatNo ratings yet
- Management Pack Guide For Print Server 2012 R2Document42 pagesManagement Pack Guide For Print Server 2012 R2Quang VoNo ratings yet
- CASE DigeSTDocument2 pagesCASE DigeSTZepht BadillaNo ratings yet
- Leg Wri FInal ExamDocument15 pagesLeg Wri FInal ExamGillian CalpitoNo ratings yet
- Bernardo Corporation Statement of Financial Position As of Year 2019 AssetsDocument3 pagesBernardo Corporation Statement of Financial Position As of Year 2019 AssetsJean Marie DelgadoNo ratings yet
- Employee Central Payroll PDFDocument4 pagesEmployee Central Payroll PDFMohamed ShanabNo ratings yet
- Introduction To Succession-1Document8 pagesIntroduction To Succession-1amun dinNo ratings yet
- Royal Enfield Market PositioningDocument7 pagesRoyal Enfield Market PositioningApoorv Agrawal67% (3)
- TEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating EmplDocument37 pagesTEST BANK: Daft, Richard L. Management, 11th Ed. 2014 Chapter 16 Motivating Emplpolkadots939100% (1)
- Entrepreneurship Style - MakerDocument1 pageEntrepreneurship Style - Makerhemanthreddy33% (3)
- 4Q Labor Case DigestsDocument53 pages4Q Labor Case DigestsKaren Pascal100% (2)
- Conplast SP430 0407Document4 pagesConplast SP430 0407Harz IndNo ratings yet
- Econ Old Test 2Document7 pagesEcon Old Test 2Homer ViningNo ratings yet
- AKTA MERGER (FINAL) - MND 05 07 2020 FNLDocument19 pagesAKTA MERGER (FINAL) - MND 05 07 2020 FNLNicoleNo ratings yet
- Overall Dimensions and Mounting: Solar Water Pump Controller Mu - G3 Solar Mu - G5 Solar Mu - G7.5 Solar Mu - G10 SolarDocument2 pagesOverall Dimensions and Mounting: Solar Water Pump Controller Mu - G3 Solar Mu - G5 Solar Mu - G7.5 Solar Mu - G10 SolarVishak ThebossNo ratings yet
- MSBI Installation GuideDocument25 pagesMSBI Installation GuideAmit SharmaNo ratings yet
- Global Cleantech Innovation Programme IndiaDocument122 pagesGlobal Cleantech Innovation Programme Indiaficisid ficisidNo ratings yet
- C79 Service Kit and Parts List GuideDocument32 pagesC79 Service Kit and Parts List Guiderobert100% (2)
- Teleprotection Terminal InterfaceDocument6 pagesTeleprotection Terminal InterfaceHemanth Kumar MahadevaNo ratings yet
- Course Syllabus: Aurora Pioneers Memorial CollegeDocument9 pagesCourse Syllabus: Aurora Pioneers Memorial CollegeLorisa CenizaNo ratings yet
- Palmetto Bay's Ordinance On Bird RefugeDocument4 pagesPalmetto Bay's Ordinance On Bird RefugeAndreaTorresNo ratings yet
- Compressive Strength Beam DesignDocument70 pagesCompressive Strength Beam DesignDjuned0% (1)
- Empowerment Technologies Learning ActivitiesDocument7 pagesEmpowerment Technologies Learning ActivitiesedzNo ratings yet
- Conversion of Units of Temperature - Wikipedia, The Free Encyclopedia PDFDocument7 pagesConversion of Units of Temperature - Wikipedia, The Free Encyclopedia PDFrizal123No ratings yet
- Leases 2Document3 pagesLeases 2John Patrick Lazaro Andres100% (1)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Control of Power Electronic Converters and Systems: Volume 1From EverandControl of Power Electronic Converters and Systems: Volume 1Rating: 5 out of 5 stars5/5 (1)
- Design of Foundations for Offshore Wind TurbinesFrom EverandDesign of Foundations for Offshore Wind TurbinesRating: 5 out of 5 stars5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationFrom EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationRating: 1 out of 5 stars1/5 (1)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- 301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringFrom Everand301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringRating: 5 out of 5 stars5/5 (1)
- Three Laws of Nature: A Little Book on ThermodynamicsFrom EverandThree Laws of Nature: A Little Book on ThermodynamicsRating: 4.5 out of 5 stars4.5/5 (10)