You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hospital Management SystemDocument63 pagesHospital Management Systemsanjay yadavNo ratings yet
- ROC800-Series IEC 62591 Interface: ScalabilityDocument10 pagesROC800-Series IEC 62591 Interface: ScalabilityBMNo ratings yet
- The Autolisp TutorialsDocument285 pagesThe Autolisp Tutorialsmynareshk100% (7)
- Aoc Le32w136 TVDocument82 pagesAoc Le32w136 TVMarcos Jara100% (4)
- Pengaruh Penggunaan Kapur Sebagai Bahan Pengisi (Filler) Terhadap Karakteristik Campuran Beton Aspal Lapis Aus (Ac-Wc)Document18 pagesPengaruh Penggunaan Kapur Sebagai Bahan Pengisi (Filler) Terhadap Karakteristik Campuran Beton Aspal Lapis Aus (Ac-Wc)Nabillsya LoiseNo ratings yet
- Field Symbols:: Type AnyDocument3 pagesField Symbols:: Type AnyRajesh YadavNo ratings yet
- 253 MA Austenitic - High - Temperature - Grades - Datasheet PDFDocument12 pages253 MA Austenitic - High - Temperature - Grades - Datasheet PDFAbdulNo ratings yet
- LG Catalog107Document40 pagesLG Catalog107mehdi abdianNo ratings yet
- Ult Studio Config 71Document18 pagesUlt Studio Config 71JoséGuedesNo ratings yet
- Biometric ATMDocument17 pagesBiometric ATMSushma100% (1)
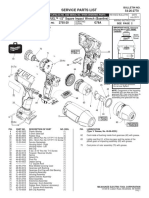
- 2755 22 (G78A) Milwaukee PBDocument2 pages2755 22 (G78A) Milwaukee PBZeckNo ratings yet
- Experiment Central 2010Document1,481 pagesExperiment Central 2010D BASU100% (1)
- Katalog Menadzer 2013 EnglDocument119 pagesKatalog Menadzer 2013 EnglMarko MiladinovićNo ratings yet
- Netravathi V Cholappagol - 1MS16SCS13 PDFDocument2 pagesNetravathi V Cholappagol - 1MS16SCS13 PDFsharukh karajagiNo ratings yet
- 7 Tds Unioleo Fa c0818h f0818 01 - tcm1359 493815 - enDocument2 pages7 Tds Unioleo Fa c0818h f0818 01 - tcm1359 493815 - enSuryaNo ratings yet
- Bob L200Document12 pagesBob L200LucyPher_Comte_7563No ratings yet
- Space Programming 1Document10 pagesSpace Programming 1Mache SebialNo ratings yet
- Process Control Plan SCM100113Document20 pagesProcess Control Plan SCM100113Rohit MakhijaNo ratings yet
- UAE Visa Occupation ListDocument89 pagesUAE Visa Occupation ListSiddharth JaloriNo ratings yet
- Limodor: Ventilation According To DIN 18017-3Document16 pagesLimodor: Ventilation According To DIN 18017-3Petar BaricevicNo ratings yet
- Khatib Dissertation FinalDocument193 pagesKhatib Dissertation FinalMonalisa MohantyNo ratings yet
- FESCO Consumer Service Manual OverviewDocument60 pagesFESCO Consumer Service Manual OverviewMus'ab FarouqNo ratings yet
- PDF 256372311 Pec QC With Answerpdf DDDocument6 pagesPDF 256372311 Pec QC With Answerpdf DDLee Robert OlivarNo ratings yet
- MEEN 364 Lecture 4 Examples on Sampling and Aliasing PhenomenaDocument5 pagesMEEN 364 Lecture 4 Examples on Sampling and Aliasing PhenomenaHiren MewadaNo ratings yet
- Purwoko Arie Sujadi: ExperienceDocument4 pagesPurwoko Arie Sujadi: Experienceeriant014No ratings yet
- The basics of biomass roofing materialsDocument35 pagesThe basics of biomass roofing materialsLakshmi PillaiNo ratings yet
- Structural Analysis With The Finite Element Method. Linear StaticsDocument1 pageStructural Analysis With The Finite Element Method. Linear StaticsluchogilmourNo ratings yet
- HandRail Specsgf For CfvdrfsDocument3 pagesHandRail Specsgf For CfvdrfsTarek TarekNo ratings yet
- Load Cell (UTM)Document1 pageLoad Cell (UTM)José Rubén Ramos GarzaNo ratings yet
- A Case Study On The Unique Features of The Leading Database SystemsDocument2 pagesA Case Study On The Unique Features of The Leading Database SystemsLiezheel Mynha AlejandroNo ratings yet