Professional Documents
Culture Documents
Day - 2 Api
Uploaded by
nivrutti2012Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Day - 2 Api
Uploaded by
nivrutti2012Copyright:
Available Formats
API 510 DAY 2 BOOK
API 510 DAY 2 Page 1
API 510 IMPORTANT TIPS
UG
UG 4 UG 15 Pressure Part Material Testing
UG 10 code for the material not fully identified
UG 16 UG 20 Pressure Part Design
UG-20 Design Temperature
UG-22 Loading
UG-25 Corrosion
UG-27 Thickness of Shells Under Internal Pressure
UG-28 Thickness of Shells and Tubes (External Pressure)
UG-32 Formulas and Rules for Using Formed Heads
UG-34 Un stayed Flat Heads and Covers (Circular)
UG-36 Openings in Vessels- 3/8 and 2 3/8 formula
UG-37 Reinforcement of Openings
UG-40 Limits of Reinforcement
UG-41 Requirements for Strength of Reinforcement
UG-42 Reinforcement of Multiple Openings
UG-77 Material Identification
UG 78 Repair of effects in the Material
UG -80 Permissible out of roundness
UG 81 tolerance for formed Heads
UG 84 Impact force, Ave impact strength, Temperature reduction below MDMT Charpy Impact
Test Requirements
UG-93 Inspection of Materials
UG-98 Maximum Allowable Working Pressure
UG-99 Hydrostatic Test Pressure and Procedure
UG-100 Pneumatic Test Pressure and Procedure
UG-102 Test Gages
UG-116 Name Plate Markings
UG-119 Name Plates
UG-120 Data Reports
API 510 DAY 2 Page 2
UW
UW-3 Weld Categories
UW-11 RT and UT Examinations
UW-12 Maximum Allowable Joint Efficiencies Table
UW-16 Weld Size Determination Minimum Requirements for Attachment Welds at
Openings
UW 33 Misalignment tolerance , UW 35 Re- inforcement
UW-40 Procedures for Postweld Heat Treatment
UW 50 NDT
UW-51 RT Examination of Welded Joints
UW-52 Spot Examination of Welded Joints
UW 53 UT
UCS
UCS-56 Requirements for Post weld Heat Treatment
UCS-66 Materials- MDMT , Exemption from impact testing
UCS-67 Impact Testing of Welding Procedures
UCS-68 Design
Exercises UG 20 UCS 66 67
Tips
Film width Minimum 5 times the thickness of the thinner plate
Film length minimum 6 inch
Film length should be = 3 times the length of opening
RT not required for Cat b & Cat C , if it is below NPS 10 or 1 1/8 inch thick or
both
Pressure Tolerance of the Pressure relieving device is 3 %
1. Minimum Thickness For Cylindrical Shell.
P x R
t =
SE 0.6P
API 510 DAY 2 Page 3
P = Mawp
R = Inner Radius
S = Stress of the Mass
E = Efficiency
T = Thickness of the shell Minimum
2. Minimum Thickness of Ellipsoid Head
T = PD / (2SE-0.2P ) , Where P = MAWP, D = internal dia , in all these
formulae check which is dia or which is radius, inner or outer and whether
corrosion allowance has to be included , if so how much
3. Minimum thickness for torispherical Head
T = 0.885 P L / ( SE- 0.1P ) , where L is inside spherical or Crown radius
4. Minimum thickness for Hemispherical Head =
T = PL /( 2SE- 0.2P )
5. ALLOPWABLE External Pressure
Pa = 4B/ 3 ( D
0
/t) , or Pa = 2AE / ( 3 D
0
/t), where Constant A & B values will
be given, and E is the modulus of elasticity.
6. Hydrostatic test pressure = 1.3 x MAWP x Stress Ratio
7. Hydrostatic Inspection pressure = Test pressure/ 1.3
8. Pneumatic test pressure = 1.1 x MAWP x Stress Ratio
9. Pneumatic inspection pressure = Test Pressure /1.1, and increase in terms of
six steps from 50 % by 10 %.
10. For MDMT use UCS 66 table., for High toughness ie for lower brittlity, use
curve D of UCS 66
11. To find out joint efficiency use UW 12
12. For PWHT use UCS 56, PWHT is a must for P no 3 group no3 for all
thickness,
13. Write whats is P no, A no, S no ,F no .and Which table we have to locate
14. Reinforcement = Dia x Thickness
15. Efficiency of seamless joint is 1, Efficiency of EWR weld is also 1
API 510 DAY 2 Page 4
16. Crown Dia
Flat Dish end = o.8 x dia of shell
Ellipsoid dish= 0.9 x Dia of shell
Torispherical Head = 1 X dia of the D Shell
Knuckle radius = 6 % crown radius + Thickness of the Head
17. Thickness of the Head
Hemispherical= 0.5 x t
Ellipse = 1 x t
Torrispherical= 1.77 t
18. Crown radius is different from crown portion. For crown portion use Flat Disc
formulae ie 0.8 x dia, and for crown portion thickness use Hemispherical
thickness head formulae.
19. Charpy Impact Full size specimen 10 mm x 10 mm, Sub size specimen is
10m x 6.7 mm
20. Minimum 3 specimen should be taken. Find the average. If any one is having
the value less than the 2/3 of the average, do the retest of 3 more specimen
21. For the Materials having specified minimum tensile strength of 95 Ksi, use
minimum lateral expansion opposite to the notch
22. For reduction in MDMT based on thickness (table) & impact test temperature
differential etc refer UG 84 tables
23. When heat treatment is not performed by the manufacturer, fabricator or people
under his control has to do and place letter T followed by G
24. For plates MTR ie Material Test Report is a must
25. VT is done at inspection pressure ie test pressure/1.3 for hydrostatic and for
test pressure /1.1 f Pneumatic test
26. For Hydrostatic test Small liquid relief valve set to 1.33 times the test pressure
is recommended. It may get warmed up during the test when the personnel is
absent
27. Marking on the pressure Vassal :
28. U Pressure vessal, UM- Mimniature Pressure vessal, UV for PRV, and UD for
rupture Disc
Full pressure vessel U1 or U1A
Pressure Vessel Part U2 or U2A
API 510 DAY 2 Page 5
W arc weld or gas weld
P Pressure weld
B =-braze
RES resistance weld
L Lethal service
UB unfired Steam Boiler
DFdirectly fired
UB SEC VIII Div 1, DF is SEC VIII Div 2
1- means single chamber
A means shop fabricated
29. Partial data reports should have the PART mentioned in the sketch. This does
not apply to Hand hole cover and man hole cover
30. Certificate of authorization for U,UV,UD is valid for 3 years. For UM it is valid
for one year but reviews for second and third year are done by Authorized
inspection agency
31. Name plate thickness shall not be less than .5 mm . Characters Height should
not be less than 4mm and on a minimum raised level of 0.1 mm
32. The manufacturers certificate of compliance shall be maintained by the
manufacturer for 5 years
33. The spring in the PRV shall not deviate by + or 5% than the marking on the
valve.. The set Pressure tolerance hall not exceed 2 Psi up to 70 Psi and 3 %
above 70 Psi. Pressure tolerance of PRV device is 3 %
34. RV size should be atleast NPS 1//2
35. The set pressure of PRV shall not exceed 110 % MAWP or 3 psi
36. Rupture disc is a non re closing PRV
37. Acceptance Standards of defects as per Sec VIII Appendix
RT APX 4
UT APX 12
MT APX 6
PT APX 8
Radio Procedure Std Sec V
RT ART 2
UT ART 5, ART 23 UT Standards
MT ART 7
PT ART 6
API 510 DAY 2 Page 6
RT Ace
Rounded Indication
For t > 2 inch Relevant Indication is . 1/16 inch
Maximum size of rounded indication is t or 5/32 inch which ever is small
For thickness . 2 inch, the maximum size is 3/8 inch
Sum of dia of aligned rounded indication should be less than t in thee length of
12t
RT Linear Indication
For Thk up to 19 mm inch
For Thk 19 mm to 57 mm, it is 1/3 t
For Thk over 57 mm , it is 19 mm
MT / PT ACE
Relevant . 1/16 inch dia
Linear is l > 3w
IT is acceptable , if it is free from
a) relevant linear indication
b) relevant rounded indication greater than 3/16 inch
c) Four or more rounded indication gap of less than 1/16 inch
UT : Imperfection having response greater than 20 % has to be investigated
Cracks, LP and LF are not allowed
Other imperfection
For Thk up to 19 mm inch
For Thk 19 mm to 57 mm, it is 1/3 t
For Thk over 57 mm , it is 19 mm
Manufacturer should make and retain thee UT report until the Manufacturers data
report is signed by the inspector
38. Tolerance
API 510 DAY 2 Page 7
Tolerance for the formed Heads.: The inners surface of Torri spherical,
Hemispherical or ellipsoidal head shall be between 5/8 % D and 1 1/4 % D ,
where D is ID
Pipe Wall thikness 12.5%
General mill tolerance = .01 or 6 % thickness which ever is smaller
Ovality Tolerance , 1 % nominal dia + 2 % ID of the opening if the cross section
passes through the 1 ID of the opening
Allignment taper : If difference in thickness is t or 1/8 inch which ever iis less
ie within the allowable tolerance use 3;1 taper
Reinforcement Pad not required when the size finished opening does not exceed
a) 3 inch for thickness equal to less than 3/8 inch
b) 2 3/8 inch for thickness greater than 3/8 inch
For Calculating the average length for the corrosion over the large area
For the Pipes ID Less than 60 inch , Choose D /2 or 20 inch which ever is less
For ID more than 60 inch choose D/3 or 40 inch which ever is less
39. When thickness of CS weld or P no 1 exceeds 16 mm , then PWHT is
required
40. seamless weld joints efficiency is 1. for full radiography
E=1 for spot radiography also when 11a- 5b conditions are met
E = 0.85, when spot radiography conditions for UW 11a -5b are not met
41. Welding Mark interval is max 3 feet
42. Minimum soak band ie pre heat width = widest weld width + 1t or 2 inch
which ever is less on each side of the weld \
43. When two material of different PWHT requirements are faced, Use higher
PWHT temperature
API 510 DAY 2 Page 8
44. P1 Gr 1, No Special Restriction NO PHT
45. P3, Gr 3, PWHT is Mandatory
46. If thickness is . 4 inch, and MDMT is less than 120 deg F then impact testing
is needed
47. Impact test exemption is : Upper Limit 120 Deg F, Lower limit is -55 deg f for
curve and -20 deg F for curve B
48. PWHT is for UCS 56 or UHT 56
49. Filler metal containing more than .06 % of Vanadium shall not be used for the
weldments Subjected to PWHT
50. Max weld reinforcement shall not exceed 10 % plate thickness or 1/8 inch
which ever is less
51. MTR is to be prepared by the original manufacturer only. Supplier can
generate only the certificate of compliance
52. Hydrostatic test has to be conducted at least 30 deg F above MDMT
53. In spot radiography rounded indication is not concerned
54. Leak tightness of the PPRV is checked at the water head 0.5 inch at 90 %
set pressure
55. For Short circuit transfer ( GMAW) RT is not required
56. HOT TAPPING
To minimize burn through, the first weld pass to equipment or piping less than
1/4 in. (6.4 mm) thick should be made with a 3/32 in. (2.4 mm) or smaller
diameter welding electrode to limit heat input. Subsequent passes should be
made with a 1/8 in. (3.2 mm) diameter electrode, or smaller if the metal thickness
does not exceed 1/2 in. (12.7 mm).
Minimum base thickness requirements shall be stated in the written
documentation for the job. A minimum base metal thickness of 3/16 in. (4.8 mm)
is recommended for most applications of welding and hot tapping.
The actual minimum thickness is a function of the thickness required for strength,
plus a safety factor, usually 3/32 in. (2.4 mm), to prevent burn through.
57. For Pre heat WPS temp can go down maximum by 100 Deg F than the PQR
58. But For interpass tem this can increase maximum by 100 deg F than PQR
API 510 DAY 2 Page 9
59. For P1,P2 ,P3,P5 materials Lower transformation temp is 1333 Deg F and
upper transformation tem is 1600 Deg F
API 510 DAY 2 Page 10
CASE STUDY 2
THICKNESS CALCULATIONS
DATA:
Design pr = 48kg/cm
2
= 683 psig
Design temp = 300C = 572F
Inside dia = 1200 mm = 47.25 in
M.O.C. = 515 gr 70
Corr./Erro. Allow = 2.5 mm (0.1 in)
Allowable Stress = 19400 psi
Length (T-T) = 315 in (8000mm)
Radiography = Full / Spot
Calculate required thickness, Design thickness and Nominal thickness for
shell and heads considering both cases of radiography.
API 510 DAY 2 Page 11
683 x 602.5
19400 x 0.85 0.6x683
683 x 1205
2 x 19400 0.2 x 683
SOLUTION:
AA) Shell Thickness
t =
= = 21.7.for E=1
Required thickness = 21.7+2.5 = 24.2 mm. Nominal thickness= 26.0 mm.
By similar calculations for E=0.85
t = + 2.5 = 25.5+2.5=28.0mm (E=0.85), Say, 28.0 mm.
BB) Dished Head :
1) Hemspherical t = = = 10.64 mm
(E=1)
Adding C.A, Required thk. = 13.14, Nomonal thk= 14.0 mm
With E = 0.85, t = 12.75mm . Adding C.A , Thk = 15.25. Say, 16.0 mm.
2) 2:1 Ellip. Head
With E =1.0, t = =
= 21.28. Adding C.A of 2.5 mm, thk = 23.78 , Say, 24 mm.
PR
SE 0.6P
683 x 602.5
19400 0.6 x 683
P x R
2SE 0.2P
683 x 602.5
2 x 19400 x 1 0.2x683
PD
2SE 0.2P
API 510 DAY 2 Page 12
0.885 x 683 x 1205
19400 0.1 x 683
0.885 x 683 x 1205
19400 x 0.85 0.1 x 683
By similar calculations for E=0.85,
t = == 25.5 mm (E=0.85)
Adding C.A. = 28.0 mm. Say, 28 mm plate
3) Torispherical head
t = + C L= Dia = 1205 mm.
= = 37.5 +2.5 = 40.0 mm Choose thk=40 mm
t = = 44.35 + 2.5 = 46.8 mm Say, 47.0 mm. thk
COMPARISON OF THICKNESS
Hemisph.
Item
Shell
E=1.0
Shell
E=0.85
Torisph.
E=1.0
Torisph.
E=0.85
2:1 Ellip
E=1.0
2:1Ellip
E=0.85
E=1.0 E=0.85
1)
Calculated
Thickness
21.7 25.5 37.5 44.35 21.28 25.5 10.64 12.75
2) Thk + C.A 25.0 28.0 40.0 48.0 24.0 28.0 14.0 16.0
683 x 1205
2 x 19400 x 0.85 0.2x683
0.885 x P x L
SE 0.1 P
API 510 DAY 2 Page 13
CASE STUDY 3
MAWP ANALYSIS
DATA:
Following data is presented for a tall process column
Vessel ID (actual) = 8-0. (96)
Vessel height (Tan Tan) = 60
Types of Dished head = 2:1 Ellip.
Corrosion Allowance = Nil
Vessel MAWP (Stamped) = 180 psi
Safe stress for material = 20,000 psi
Vessel thk = 0.55 (14.0 mm )
Vessel was fully radiographed.
Due to erosion, three patches were observed at locations A,B,C located at
5, 54 and 57 from top-tan line. The thicknesses measured at locations
A,B,C were 0.45 (11.4mm), 0.47(12.0mm), 0.50(12.7mm).
Calculate:
1. Vessel part MAWPs at A,B and C
2. Hydrostatic Pressure at A,B and C
3. Total Pressure at A, B, C
4. Identify Unsafe patch (es), if any
5. Considering limiting patch (es) what is safe vessel MAWP?
API 510 DAY 2 Page 14
SOLUTION:
1 Vessel part MAWP = S E t
R+0.6t
MAWP at A = 20000 x 0.45 = 186.4 psi
48 +0.6x0.45
MAWP at B = 2 20000 x 0.47 = 194.7 psi
48 + 0.6x0.47
MAWP at C = 20000 x 0.5 = 207.0 psi
48 + 0.6x0.5
2 Hydrostatic pressure at any point = h x 0.433 psi
(h = height from top in ft.)
Head depth = D/4 = 8/4 = 2
At A, h = 5 + 2 = 7, Hyd. Pr. = 7x0.433=3.03psi
At B, h = 54 + 2 = 56 Hyd. Pr. = 56 x 0.433 = 24.25 psi
At C, h = 57 + 2 = 59 Hyd. Pr. = 59 x 0.433 = 25.55 psi
3 Total pressure at any point = Vessel MAWP + Hyd. Pressure
At A, 180 + 3.03 = 183.03 psi
At B, 180 + 24.25 = 204.25 psi
At C, 180 + 25.55 = 205.55 psi
4 Since Total pressure at B is > part MAWP at B, it is unsafe.
5 For safety, total pressure at B < part MAWP at B
Take total pressure at B = MAWP = 194.7 psi
Deducting hydraulic pressure at B = 24.25 psi
Safe MAWP for vessel = 170.45
Say, 170 psi
API 510 DAY 2 Page 15
CASE STUDY 4
IMPACT TESTING
DATA:
Verify whether impact testing shall be specified for plates required for following 4
vessels. All vessels are to be Hydrotested after completion and no shock loading
is expected during operation.
Vessel A: MOC = SA516 Gr 70 ( Normalised )
MDMT = ( -5F), Thk = 2.0
Vessel B: MOC = SA515 Gr 60
MDMT = ( -15F), Thk = 1
Vessel C: MOC = SA285 Gr C
MDMT = ( +40F), Thk = 0.75
Vessel D: MOC = SA516 Gr 60
MDMT = ( -30F), Thk = 1
To be stress relieved by PWHT
API 510 DAY 2 Page 16
SOLUTION:
Vessel A: - Refer fig UCS 66
- The material is represented by curve D MDMT Thk
combination falls almost on curve but not certain.
- Go to Table UCS-66,
- Exemption temp >=(-4F)
- Impact testing is required
Vessel B: - From UCS 66, for curve B, Impact testing is required
- Ref UG 20 (f), material is PNo. 1 Group 1, Thk <= 1
and MDMT > - 20F
- Impact testing is exempted
Vessel C: - From UCS-66, for curve A, Impact tecting is required
- Ref UG 20 ( f ) since thk > 0.5
- Impact testing is required
Vessel D: - From UCS 66, for curve C Impact testing is required (
transition temp from table= -3 deg.F)
- Since MDMT < - 20 F, Impact testing is not exempt per
UG 20 (f)
- But since PWHT is carried out as service requirement (
and not code requirement, Since thk < 1.25.),
- UCS-68 (c) is applicable.
Exemption temp = -3 30 = - 33F
- Impact testing not required
API 510 DAY 2 Page 17
CASE STUDY 5
PRESSURE TESTING
DATA:
Vessel Design Pressure = 180 psig, Vessel MAWP = 200 psig
Vessel Design temp = 500F, Safe stress at Design temp = 16000 psig
Vessel MDMT = 40 F, Safe stress (from -20 F to 200 F) =17600 psig
Answer the following:
1 What is the recommended minimum test temp. for hydrostatic test ?
2 What is mandatory minimum test temp for Pneumatic test
3 What is Hydrostatic Test pressure?
4 What is minimum inspection pressure for Hydrostatic Testing?
5 What is Pneumatic test pressure ?
6 What is inspection pressure for pneumatic test?
7 What is the first stage of pressurisation for pneumatic test?
8 What is incremental pressure for second stage of pressurization for
pneumatic test ?
9 What will be total pressure at the end of 3rd stage?
10 Following 5 pressure gauge ranges are available. Which of the two you will
choose for Hydrostatic test?
0400psi, 0600 psi, 0750 psi, 01000psi, 01200psi
11 For Pneumatic testing which of the two gauges from the given five you find
suitable?
12 If ambient temp. is 125F, the hydrostatic test inspection shall be carried out at :
a. 125F
b. Lower than 120F
c. Above 120F
d. 100F
SOLUTION:
API 510 DAY 2 Page 18
1 The recommended minimum test temp. for hydrostatic test
Test temp > MDMT + 30F , i.e 70F
2 Mandatory minimum test temp for Pneumatic test
Test temp > MDMT + 30F , i.e 70F
3 Hydrostatic Test pressure
Test pressure = 1.3 x MAWP x Stress ratio
= 1.3 x 200 x 17600 = 286 psig
16000
4 Minimum inspection pressure for Hydrostatic Testing
Insp. Pressure = Test pressure = 286 = 220 psig
1.3 1.3
5 Pneumatic test pressure
Test pressure = 1.1 x MAWP x stress ratio
= 1.1 x 200 x 176 = 242 psig
160
6 Inspection pressure for pneumatic test
Inspection Pressure = Test pressure = 242 = 220 psig
1.1 1.1
7 First stage of pressurisation for pneumatic test
First stage = 50 % of test pressure = 121 psig
8 Incremental pressure for second stage of pressurization for pneumatic
test 10% of test pressure = 24.2 psig
9 Total pressure at the end of 3
rd
stage
121 + (2 x 24.2) = 169.4 psig
API 510 DAY 2 Page 19
10 The two gauges for Hydrostatic test
Lower limit of range 0 1.5x286 = 0 429 psi
Upper limit of range 0 4 x 286 = 0 1144 psi
Preffered range = 0 2x286 = 0 572 psi
Choose 0 600psi and 0 750psi
11 For Pneumatic testing the two gauges from the given five
Lower limit = 0 1.5 x 242 = 0 363 psi
Upper limit = 0 4 x 242 = 0 968 psi
Preferred range = 0 2 x 242 = 0 484 psi
Choose 0-400 psi and 0-600 psi
12 Ans. (b)
API 510 DAY 2 Page 20
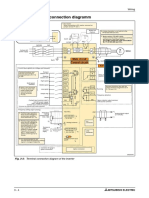
NOZZLE WELDS
Fig. A This configuration is represented by code Fig. (g) in ASME code.
1. The radius at top 2 mm R shall be 3.2 mm min.
2. The 70 angle shall be 60 max.
3. Nozzle to shell fillet weld :
Min. throat required = tc = smaller of 6mm or 0.7 t
min
= 6mm or 0.7 (smaller of 19, 22, 26)
= 6mm or 0.7x 19 i.e. 6 mm
Change throat size to 6 mm
4. Min. inner corner radius (r
1
) = smaller of t or 19mm
(r
1
) = smaller of x 28 or 19 mm
Change (r
1
) = 7 mm min.
Fig. B This configuration is represented by code Fig (l) in ASME code
1. Shell to nozzle outer fillet throat t
1
>= smaller of 6 mm or 0.7 t
min
>= 6mm or 0.7 (smaller of 19, 20, 40)
Min. size of fillet weld = 6 .= 8.57 say 9 mm
0.7
Change 6mm to 9mm (size of weld).
2. Shell to nozzle weld (t
2)
shall be 6 mm ok
3. t
1
+ t
2
>= 1 ( t min ) >= 1 ( smaller of 19,20,40)
>= 23.75
t
1
= 9 x 0.7 = 6.3 therefore t
2
>= 23.75 6.3
t
2
>= 17.45 say 18 mm.
4. Inside corner fillet weld throat ( tc ) >= smaller of 6mm or 0.7 tmin
Min. tc = 6mm
Fillet weld size = 6 = 8.5
0.7
API 510 DAY 2 Page 21
CASE STUDY 7
NOZZLE REINFORCEMENT ANALYSIS
DATA:
A new vessel has the following data:
Shell thickness provided (t)= 20mm , corr. Allow=Nil.
Design shell thickness for seamless shell (tr)= 18.5mm
Nozzle thickness provided (tn)=12mm
Nozzle thickness for seamless pipe (trn)= 6.5mm
Finished nozzle opening (d)=160mm, Nozzle type=set on
Answer the following:
1) What is the total area required to be compensated (Ar)
2) What is reinforcement limit(X) parallel to vessel wall
3) What is reinforcement limit(Y) normal to vessel wall
4) What is extra area available in shell ( As)
5) What is extra area available in Nozzle
6) What is total area (Av) available inherant to the vessel (Av)
7) Is the additional reinforcement pad required for the nozzle?
8) What shall be the area ( Ap) to be provided by pad
9) What is the Max. pad O.D. possible?
10) If pad OD = 320 mm, what shall be pad thickness (tp)
API 510 DAY 2 Page 22
SOLUTION:
1) Total area required to be compensated (Ar)
Ar = d x tr = 160 x 18.5 = 2960 mm
2
2) Reinforcement limit (X) parallel to vessel wall
X = 2d X = 2x160 . X = 320 mm
3) Reinforcement limit(Y) normal to vessel wall
Y = 2.5t or 2.5tn use smaller value
= 2.5 x 20 or 2.5x12 , Y=30.0mm
4) Extra area available in shell ( As)
As = d(t-tr) = 160 ( 20 18.5) = 240 mm
2
5) Extra area available in Nozzle
An= Y ( tn-trn)x2 = 30 x (12 - 6.5)x2 = 330 mm
2
6) Total area (Av) available inherant to the vessel (Av)
Av= (As + An) = 240 + 330 = 570 mm
2
7) Is the additional reinforcement pad required for the nozzle?
Since Av < Ar , R.F. pad is required
8) Area ( Ap) to be provided by pad
Ap = Ar Av = 2960 570 = 2390 mm
2
9) Max. pad O.D. possible
Max. pad O.D. = X = 320 mm
10) If pad OD = 320 mm, pad thickness (tp)
tp = Ap = 2390 .
(pad OD pad ID) ( 320 184 )
160 +12+12= 184
So
tp = 16.4 mm say 18 mm
API 510 DAY 2 Page 23
ASME VIII AND API 510 SAMPLE CALCULATIONS
1. A horizontal deaerator has been in-service for approximately 10 years.
An onstream inspection shows that the vessel shell thickness is .275
(uniform) and that the heads have both pitted reducing the thickness at
the crown radius to 0.300. The MDR for this vessel reflects that the shell
is made from SA 414 GR E plate with Type #2 longitudinal joints in all
three courses with an I.D of 66. The heads are made from SA 285 GR C
material, and are full hemispherical, with weld seams (Type 1) with an
I.D. of 66 The nameplate stamping shows that the original MAWP is 280
psig @ 550F and complies with the rules for spot radiography (RT-3)
with no static head considered can this vessel be allowed to continue to
operate at this pressure and temperature? If it should be reduced. What
is the MAWP that can safely be applied to this vessel?
(Shell S = 16,200. Head S= 13,800)
a. No allowable pressure should be reduced to approximately 212 psig
b. No allowable pressure should be reduced to approximately 107 psig
c. Yes vessel is acceptable for operation at 280 psig
d. Yes vessel is acceptable for operation at 280 psig, if impact tests are
conducted.
2. A tubular heat exchanger is constructed with a flat, unstayed, seamless
circular head, welded to the shell with inside and outside fillet welds as
shown in Fig.UG-34, Sketch (F) (C=0.20). The measured thickness of the
head is 1, and is corroding approximately 1/32 (uniform) every year.
The thickness of the shell has not corroded, and an on-stream
inspection shows the shell to be 0.375 thick. There are Type #1 joints
in the shell, with full RT, and a vessel I.D of 30. The fillet welds are in
good condition, and are measured at .375 on both the inside and
outside welds. The diameter of the head is 30, and the vessel is
stamped for an MAWP of 90 psig @ 500F. The head is constructed of
SA-516 GR 70 material, and the shell is constructed of SA 285 GR C
material. Assuming that the corrosion rate of 1/32 per year will
continue, how may more years may this vessel be allowed to operate
within the principles of the ASME Code?
(head S = 17,500)
a. 1.96 years
b. 3.42 years
c. 9.62 years
d. 1.21 years
API 510 DAY 2 Page 24
3. A new pressure vessel has been received from a manufacturer with the
following information made available to the inspector about the shell:
MAWP 500 psig @ 780F
MDMT 10F 200 psig
Spot RT 60 ID
Hydro pressure 750 psig @ 70F
Material: SA 387 GR 21. CL 1 Thickness. 0.350 (P# 5 material Stress =
14000)
Type 1 Category A welds
Vertical height: 140 feet
No impact tests performed
No heat treatment performed
Material not normalized
From the above given information. How many individual Code
violations can you as the inspector find as reason for not accepting this
replacement part?
a. No violations This part meets all Code requirements
b. 3 Code violations
c. 5 Code violations
d. 10 Code violations
4. A fractionating tower is 14 ID x 21 long, bend line to bend line, and is
fitted with fractionating trays. The tower is designed for an external
design pressure of 15 psig @ 700F. The tower is constructed of SA-285
GR C carbon steel, yield strength 30,000psi, and the design length is 39
between the fractionating trays, which are adding support to the vessel.
Does this construction comply with ASME VIII requirements (assuming
a designed thickness of )?
a. Yes, meets Code requirements
b. No does not meet code pressure should be increased to 30 psig
c. No does not meet code pressure should be decreased to 10 psig
d. No does not meet code thickness should be increased to 3.6
API 510 DAY 2 Page 25
5. An ASME stamped pressure vessel has been altered and now requires
a hydrostatic pressure test to be applied. The vessel is 175 tall and has
a pressure gauge at the top of the vessel and another gauge 25 up from
the bottom of the vessel for the inspector to look at. The MAWP is 125
psig. The ratio of design to material test stress = 1. What pressure
should be shown on the gauge at the 25 level to meet API 510
requirements?
a. Approximately 275 psig
b. Approximately 185 psig
c. Approximately 125 psig
d. Approximately 228 psig
6. An existing carbon steel pressure is stamped for lethal vapor service,
and has an elliptical 2:1 head. The head is measured at 60.25 I.D in the
corroded condition. The head, when new was 1.375 thick and 60 I.D.
The stress value is 13,800, the MAWP is 300 psig, and the head is
attached to the shell with a Type 1 Category B weld. Assuming a
corrosion rate of 1/8 per year. Answer the following questions:
What are the radiography requirements for the head-to-shell joint?
Does the head in its corroded condition, meet ASME Code
requirements?
If the answer to B is yes, how many more years can the vessel
operate within the parameters of ASME Code requirements?
a. Full. Yes. 4.75 years
b. Spot. Yes. 8.95 years
c. Partial. No. 10.65 years
d. None of the above
7. A torispherical head is connected to a seamless vessel with a single
welded butt joint with backing. The seam has been welded by a single
welder, and is spot radiographed per UW11(a)(5)(b)
What is the type of Joint. Joint category and joint efficiency factor?
a. Type 1. Cat D. E = 85
b. Type 2. Cat B. E = 10
c. Type 3. Cat A. E = 10
d. Type 4. Cat B. E = 85
API 510 DAY 2 Page 26
8. A 60I.D pressure vessel will require a fillet welded with a (temporary)
patch plate. The patch and the shell are both SA 515-60 material
(S=15,000). The patch is .375 thick and the vessel is .622 thick with no
corrosion allowance. The vessel has Type 1 Category A welds, and is
stamped for RT-2, 200 psig @ 500F, and an MDMT of -15F. From the
information given will this repair require the use of a welding procedure
that has been impact testing?
a. yes impact tests are required on the welding procedure
b. no. impact tests are not required on the welding procedure
c. yes, impact tests are required on both the base metal and
welding procedure
d. no, impact tests are only required on the base metal
9. A nozzle is installed in a vessel shell, as illustrated in Fig. UW-16.1(i),
using two equal size fillet welds. The minimum shell thickness is 3/4
inch and the nozzle wall is 7/16 inch minimum thickness. Using equal
leg fillet welds, what is the leg dimension of the welds rounded up to the
next larger 1/16 inch?
a. 7/16
b. 3/16
c. 9/16
d. 11/16
10. A vertical vessel is to be rerated to a new maximum Allowable Working
Pressure based on calculations of the vessel parts. The top of the
vessel is located at an elevation of 75 feet. The following calculation
values (P) have been determined by the Engineer (elevations are given
to the bottom of the items being considered, (static head of water
equals 0.433 psi per vertical foot):
1) top head. Elevation 72.5 feet, P-351.3 psi
2) top shell section, elevation 65 feet, P-352.6 psi
3) manway connection. Elevation 50 feet, P = 360 psi
4) Reducer section. Elevation 30 feet, P = 372.5 psi
5) bottom head. elevation 6 feet. P = 425 psi
API 510 DAY 2 Page 27
What is the maximum value of MAWP which can be applied to this
vessel?
a. 450 psig
b. 360 psig
c. 395 psig
d. 348 psig
11. During the inspection of a horizontal pressure vessel. A torispherical
head is measured and found to have the following dimensions.
Thickness equals 1.25 inches. Inside diameter of skirt = 48 inches. The
distance from the bottom of the head to the top of the vessel is 5 ft 6 in.
The weight of the water equals 0.433 psi/ft. Form the vessel data report
S = 15000 psi. and RT-2 has been met. At what Maximum Allowable
Working Pressure can this head be used with no corrosion allowance?
a. 490 psig
b. 390 psig
c. 416 psig
d. 426 psig
12. A lap patch is to be installed on a pressure vessel built to ASME code.
Section VIII, Div. 1 as part of a repair of the vessel. The patch is made of
SA-515 Gr. 70 material (P-no. 1). 1-1/8 inch thickness without
normalization. The owners engineer has determined the ratio of the
allowable stress to the actual stress to be 1.0. The vessel nameplate
lists the MDMT as 50F with HT for the heat treatment, therefore, the
patch will be voluntarily heat treated. Will the patch plate require impact
testing?
a. Yes
b. No
c. No. if welding procedure is impact tested
d. None of the above
API 510 DAY 2 Page 28
13. A pressure vessel cylindrical shell is measured and found to be 1.36
inches thickness at its thinnest point. The inside radius was measured
at 28.625 inches. Plane records provide the following information:
1) The vessel has been in service for 4 years
2) the original vessel thickness was 1.4375 inches minimum
3) the allowable stress of the vessel material is 17500 psi at design
temperature
4) the weld seam efficiency is 1
5) the maximum allowable working pressure is 745psi with a static head
of water equal to 5psi
Based on the above, how much material thickness is available as
remaining corrosion allowance?
What is the remaining life of the vessel?
a. 111/10.61 years
b. 250/3.6 years
c. 101/5.31 years
d. 202/4.1 years
14. A vessels cylindrical shell has corroded down to 25in thickness. The
cylinder is 40 od with an unsupported length of 10 Design temperature
is 300F and the material yield strength is 30,000psi. What is the
allowable external pressure allowed on this vessel?
a. 38psi(approximately)
b. 45psi(approximately)
c. 12psi(approximately)
d. 23psi(approximately)
API 510 DAY 2 Page 29
15. During the inspection of an existing pressure vessel you find it
necessary to determine the weld seam efficiency of several joints on a
vessel. The vessel nameplate shows RT-4. The joints type and degree of
RT we read from ASME data reports for the vessel. What are the joint
efficiencies for the following?
Type Category RT joint
Efficiency
1. Type1 Cat A spot __________
2. Type2 Cat B Full RT __________
3. Type3 Cat C Full RT __________
a. 1.85 2.60 3.90
b. 1.90 2.90 3.100
c. 1.100 2.1 00 3.100
d. 1.85 2.80 3.80
16. A vessel cylindrical shell is measured today and found to be 1.0625 at
the thinnest point. The inside radius is 24 Plant records provide the
following:
1) Vessel has been in service 64 years.
2) Original t was 1.1875 min.
3) SV=15000 at design
4) Efficiency = 85
5) MAWP = 500psi with a static head of water equal to 6psi
6) Previous(last) inspection was completed 8 years ago and the wall
thickness was 1.087
Based on the above information, how much material t is available as
remaining corrosion allowance?
What is the remaining life of the vessel?
a. .065/40.6 years
b. .0868/29.93 years
c. .001/32 years
d. .862/15.6 years
API 510 DAY 2 Page 30
17. A flat unstayed circular head with a diameter of 14 is operating at
350psi at 500F. The SV = 17500 with an efficiency of 1.0 the C factor =
.33. Can this head continue in service its present state or would a repair
be necessary, if the present thickness is 1.25?
a. No, head must be replaced
b. No, head must be repaired
c. Yes, head can continue in service
d. No, head thickness must be 2.5 to be acceptable
18. A vessel owner is to repair a pressure vessel by replacing one of the
vessels seamless ellipsoidal heads with a duplicate head, but welded to
the shell. The original vessel name plate is stamped W Rt-2 and
HT
What type or types welded joints may be used in the repair?
What Radiographic Testing of the joint is required?
a. Type 1/full RT
b. Type 2/spot RT
c. Type 3/full RT
d. Type 1or 2/spot RT
19. A vertical pressure vessel in water service with type 1 Category A
Long seam welds is 10 seam/seam is made from thick SA516 GR70
material (S = 17.500) is stamped for an MAWP of 100 psig @ 650F, and
is also stamped as RT-3 (satisfies spot radiography rules) with an I D
of 60. What is the actual minimum thickness of this vessel including
hydrostatic head
a. .211
b. .250
c. .350
d. .360
API 510 DAY 2 Page 31
20. The heads on the vessel in #19 are 2.1 elliptical heads are seamless and
are made from the same material, same diameter, same thickness and
are welded to the vessel with Category B Type 1 circumferential
welds. What is the minimum thickness of the bottom head if the extra
radiograph required by UW-11(a)(5)(b) is taken on head-to-shell weld?
(Remember static head)
a. .250
b. .200
c. .179
d. .105
21. Assuming the same parameters for the above pressure vessel in #19 but
the heads are seamless hemispherical heads with a 30 spherical radius
attached with a category A Type 1 full penetration weld, what is the
minimum thickness of the bottomhead?
a. .250
b. .220
c. .179
d. .105
22. An 8 feet I.D horizontal pressure vessel with Type 1 weld joints is
constructed totally of SA285 GR C (S = 12,100) plate with two courses
(one circumferential seam joining two cylinders.) The original thickness
is .375 uncorroded (new and cold) and the vessel is stamped for full
radiography (RT-1). The MAWP is 50 psig @750F. The heads are
torispherical, 6% knuckle, 96.75 O.D skirt. And were .375 thick also
when new. A onstream, inspections shows the vessel has corroded
evenly over the head and shell with a uniform external corrosion.
What MAWP can this vessel be operated at, assuming no static head?
a. 25 psig
b. 31 psig
c. 17 psig
d. 50 psig
API 510 DAY 2 Page 32
23. What is the required thickness of a seamless flat, unstayed circular
head with a diameter (or short span) of 24 an internal design pressure
of 250 psig @ 650F with material of SA105 (S=17.500)? Attachment is as
shown in Fig UG-34(A), and the inside corner radius is not less than
three the required head thickness
a. 1.1
b. 1.9
c. 2.3
d. 1.66
24. Given the parameters of the above flat head in #23, assume the head is
not circular but elliptical with the same short span and a long span of
36. What is the required thickness of this head?
(NOTE: This question is not supposed to be in the test but a similar
question has been asked previously)
a. 1.9
b. 1.5
c. 2.1
d. 1.66
25. A 60 I.D 1 thick pressure vessel constructed of SA442 GR60 material
is stamped RT-3 and is also stamped for an MAWP of 70 psig @ 650F. A
nozzle is located in the shell and doesnt pass through a welded joint.
Details of the attachment are as follows.
Nozzle material SA106 GR B
Nozzle I.D 16
Nozzle thickness 375
Nozzle attached to shell by penetration weld into shell and a cover fillet
weld on the outside of the shell only. Fillet weld leg lengths are .
Attachment detail is as shown in Fig UW 16 1 sketch (C).
Does this construction need a repad? Assuming Fr, F and E=1.0 and
t
R
= .890 and t
RS
= .290
a. No
b. Yes
c. Not enough information given
d. None of the above
API 510 DAY 2 Page 33
26. What are parallel and perpendicular (or normal) limits of reinforcement
for the nozzle in #25 above?
a. Parallel 16
Normal 2.5
b. Parallel 9.375
Normal .9375
c. Parallel 9.375
Normal 2.5
d. Parallel 16
Normal .9375
27. A pressure vessel has a new 18 ID manway installed in the shell, with a
configuration similar to Fig UW = 16(a-1). The shell thickness is .350,
the manway is .280 thick and the repad is .375thick. The cover weld
attaching the pad to the shell is .300in size and the cover weld
attaching the pad nozzle is .300 in size. The nozzle is SA 516-70 rolled
and welded plate (17.500 stress) fully RTd and the vessel is also SA
516-70 (fully RTd. the vessel is 50 ID and is constructed for 200 psig @
500F. The od of the repad is 24 and the ID of the hole in the pad is 19.
The repad is also SA 516-70 material. Is this manway property
reinforced?
(All Fr. E and F = 1.0, t
R
= .287 and t
Rs
= .103)
a. Yes
b. No
c. Not enough information given
d. None of the above
28. A vertical one course pressure vessel in vapor service is 12 tall is
made of .300 nominal wall seamless pipe, SA 106 Gr B (S = 15,000).
Design pressure is 250 psig 500F. The outside radius of the shell is 18.
The vessel is stamped RT=3 (spot RT) attached to the shell are two
seamless torispherical heads made from SA516 Gr 70 plate (S = 17,500).
The inside crown radius of the heads is also 18. The heads are also
.300 thick. What is the MAWP of this vessel based on the shell and
heads?
a. 250 psig
b. 279 psig
c. 220 psig
d. 249 psig
API 510 DAY 2 Page 34
29. A 20 tall pressure vessel is stamped for 1000 psig MAWP @ 900F. The
hydrostatic test is to be applied at 70F. Materials are SA516 GR70 and
SA240 type 302 S.S. plate. What is the minimum hydrostatic test
pressure that should be applied at the vessel to satisfy ASME Code
requirements? (stress value for SA240 Type 304 is 14,700 at 900 and
18,800 at 70)
a. 4038 psig
b. 1500 psig
c. 2000 psig
d. 1659 66
30. what is the maximum allowable external pressure allowed on the
following pressure vessel:
OD = 24
Material = SA106 GR C (yield strength = 40,000psi)
Nominal thickness = .500
Total length between lines of support = 48
Design temperature = 500F
a. 327 psig
b. 390 psig
c. 456 psig
d. 512 psig
31. A stationary vessel is made from SA516 GR70 plate that has been
normalized. The MDMT is 30F @ 470psig. The actual material thickness
is 3.0 thick and the vessel id is 48 and the joint efficiency is 1.0 Does
this material require impact testing?
a. Yes
b. No
c. Not enough information
d. None of the above
32. Assume the same vessel as in #31 above except that the plate has not
been normalized. Does this material require impact tests? If so. What FT
LBS of energy would be required for this plate?
a. No impacts required
b. Yes impacts required, 25ft.lbs for 3 specimens(avg.)
c. Yes impacts required, 17ft.lbs for 3 specimens(avg.)
d. Yes impacts required, 35ft.lbs for 1 specimens(minimum)
API 510 DAY 2 Page 35
33. A pressure vessel has been inspected and found to be thinned over a
20 long area parallel with the long seam. Thickness readings in this
area are .275, .279 .280 and .295. Original thickness is .375. The
vessel is now 11 years old. MAWP is 80 psig @ 100F. 24 ID and
material stress is 16,800. Joint efficiency is .85
1. What is the minimum shell thickness?
2. What is the longest dimension that can be corrosion averaged per
API 510?
3. What is the internal or onstream inspection interval for the vessel
based on the above?
a. 1) .067 2) 12 3) 10 years
b. 1) .100 2) 6 3) 10 years
c. 1) .500 2) 2.44 3) 10 years
d. 1) .050 2) 2.14 3) 10 years
34. An existing pressure vessel material thickness is measured at .500 on
an inspection. 4 years later this same thickness is measured at .250 at
the same location. Required thickness (by calculation) shows that the
vessel must be .125 thick to withstand the given pressure per API 510,
and from this information, what is the:
a. Metal loss =
b. Corrosion rate =
c. Corrosion allowance =
d. Remaining life =
e. Inspection interval =
35. A pressure vessel made of SA 285 GR B (12,100 = stress) material has
been in service 10 years it has a measured shell thickness of at the
thinnest section. If this vessel is to be operated with a stamping that
indicates an internal MAWP of 300 psig@ 700 Deg F.RT-2, Type 1 joints,
and an ID of 80. What will the minimum thickness of the shell be to
support this pressure?
a. Approximately 1.200
b. Approximately 1.00
c. Approximately 750
d. Approximately 890
API 510 DAY 2 Page 36
36. What is the minimum thickness required for a pressure vessel that is
stamped with a 600 psig @ 500 MAWP is 70 OD complies with the
rules for spot radiography has Type 2 joints is made from SA 515 GR 60
(S=15,000) material and is 25 high in water service?
a. 1.950
b. 1.074
c. 1.560
d. 1.746
37. A pressure vessel head is thinned at the knuckle radius to 25C thick.
The head is attached to the vessel with a Type 1 joint that is fully
radiographed and operated at 600F. The head is a 2:1 elliptical head
with an ID of 45 and is made from SA 285 GR C (S= 12 000) material.
What MAWP can be operated on this head with no static head
considered?
a. 175 psi
b. 153 psi
c. 190 psi
d. 142 psi
38. A pressure vessel shell is 80 ID. 375 thick and the heads are
torispherical (6% knuckle radius) and are also 80 ID and .375 thick.
Both shell and heads are made from SA 36 plate (14.500 stress), and the
stress complies with spot radiography. The heads are spliced (welded)
and comply with spot radiography. Assuming all joints are Type 1. What
is the MAWP allowed on this vessel based on the heads assuming a
500 temperature and vapor pressure only?
a. 70 psi
b. 85 psi
c. 64 psi
d. 110 psi
39. If a vessel is built from SA 106 GR B (S = 15 000) seamless pipe is 375
nominal wall thickness and has one circumferential weld joint and is 24
ID, what is the MAWP allowed if the temperature is 500F and the vessel
is stamped RT-2?
a. 403 psi
b. 425 psi
c. 387 psi
d. 415 psi
API 510 DAY 2 Page 37
40. An 8 nozzle on a vessel is replaced with an identical nozzle with an
attachment similar to UW 16.1 Sketch C. If the nozzle thickness is .500
and the vessel shell thickness is 1. What is the minimum size of throat
and leg dimensions for the attachment fillet welds?
a. .170 throat/.250 leg
b. .750 throat/1.00 leg
c. .250 throat/.353 leg
d. .250 throat/.250 leg
41. A vessel nozzle has corroded around the attachments fillet welds,
reducing them to a 125 throat thickness. With a nozzle wall thickness of
.350 and a shell thickness of .500 and assuming a joint configuration
in compliance with UW 16.1 Sketch (i) will this condition meet ASME
Code?
a. Yes
b. No
c. Fillet welds not required for this nozzle
d. Not enough information given
42. An 8 nozzle in a pressure vessel if to be replaced with a 10 ID SA 106
B nozzle that is .280 thick. The vessel is 75 thick and is stamped for
an MAWP of 350 psig @ 600F. The vessel ID is 60 and the vessel
complies with the rules for spot RT (Type #1 joints). The installation is
similar to UW16 1 Sketch (c) with a 750 throat fillet weld. Does this
nozzle require a reinforcing pad? The S.V for the shell is 15,000 psi. The
required thickness of the shell is 490 and the required thickness of the
nozzle is 160 (All E.F. FR= 1.0)
a. Yes
b. No
c. Not enough information given
d. No reinforcement calculations required per UG-36 (c)(3)(a)
API 510 DAY 2 Page 38
43. A 50 high Amine Tower has been altered and requires a hydrostatic
test. The MAWP is 350 psig @ 750F. The vessel material are SA 516 GR
70, SA 285 GR A, and SA 53 GR B (seamless) pipe. If the test is to be
conducted to ASME VIII requirements. What is the minimum hydrostatic
pressure required on the bottom head if the test will be conducted at
70F?
a. 455 psi
b. 546 psi
c. 518 psi
d. 670 psi
44. A vessel is to pneumatically tested @ 70F per the Code. The MAWP is
200 psig @ 700 Deg F. The materials are SA 240 Type 304 stainless
steel and SA 515 GR 65. What is the minimum pneumatic pressure
required on this vessel? The S.V. for SA 240 Type 304 @ 700 F is 16,800
psi, and 18,000 psi @ 70F.
a. 231 psi
b. 220 psi
c. 300 psi
d. 425 psi
45. A circular flat head is seamless and is 20 diameter and is attached
similar to Figure UG 34, (b-1). If the MAWP of the vessel is 300 psig @
500 Deg F and the material is SA 105 (S = 17,500), what is the minimum
required thickness of this head?
a. .894
b. .970
c. .900
d. 1.07
46. A circular flat head is 30 in diameter and is attached to the shell with a
weld similar to Fig. UG 34.(h). The head is splice-welded (seamed) with
a Type 1 joint and has been spot radiographed. The heat is made from
SA 515 GR 60 (S = 15,000) What is the minimum thickness required on
this head. Assuming a temperature of 650F and an MAWP of 375 psig?
a. 1.677
b. 2.09
c. 2.955
d. 3.650
API 510 DAY 2 Page 39
47. A vessel is constructed for external pressure and is supported at 7
intervals. The OD is 48 the thickness is .500 and the temperature is
600F. What is the approximate maximum external pressure allowed on
this vessel? The material yield strength is 28 000psi
a. 111 psi
b. 160 psi
c. 181 psi
d. 195 psi
48. A vessel is made from SA 662 GR A material SA 182 GR 21 normalized
and tempered material and SA 516 GR 70 material. All materials are
.375 nominal thickness and the vessel is made for a design
temperature of -30F. Which materials, if any will require impact
testing?
a. All materials
b. Only the SA 662 and SA 182 materials
c. Only the SA 182 and SA 516-07
d. Only the SA 516-70
49. A 30 ID vessel is fully radiographed, has Type 1 joints, is .500 thick
and is stamped for an MAWP of 100 psig @ 300 Deg F; with a corrosion
allowance of 1/16, and a minimum temperature of -40F. If the material
is SA 516 GR 70 (not normalized), does this vessel require impact
testing? (A reduction stress ratio of 1.0 will be used, per UCS 66 1).
a. Yes, requires impact testing
b. No. does not require impact testing
c. Exempted from impacts per UG-20(f)
d. Not enough information provided
50. A vessel is checked during an internal inspection and is found to be
.753 inches thick. 5 years later the vessel is shown to be .500 thick.
With a minimum thickness required of 350.
a. Metal Loss =
b. Corrosion rate =
c. Corrosion allowance =
d. Remaining service life =
e. Inspection interval per API 510 =
API 510 DAY 2 Page 40
51. An 80 ID vessel is fully radiographed, is 1 thick and is made from SA
516 GR 70 (S = 17,500) material with Type #1 joints with an MAWP of 150
psig @ 600F. If this vessel corrodes at an even rate of 1/8 per year,
how many years may the vessel operate within the principals of the
ASME Code?
a. 5 24 years
b. 2.62 years
c. 10 48 years
d. 3 15 years
52. A pressure vessel is 175 tall and is stamped with an MAWP of 150 psig.
What is the minimum hydrostatic test pressure that should be shown on
a pressure gauge that is placed 25 up from the bottom of the vessel,
assuming the ratio of design stress to test stress is 1.0, and all other
rules of ASME have been met?
a. 225 psi
b. 235 psi
c. 250 psi
d. 260 psi
53. An elliptical head (2:1 ratio) is attached to an existing pressure vessel.
The heat has internally corroded around the skirt and is measured at
1/8 uniform corrosion. The original inside diameter of the head was
60, and the MAWP of the vessel is 150 psig @ 650F allowable stress
value is 17.500. With a stamping of RT-2 applied to the vessel using a
Type 2 weld what is the minimum thickness required for this head?
a. .208
b. 258
c. 312
d. 335
54. A seamless ellipsoidal head is attached to pressure vessel using a
single Vee grove weld with a backing strip. If spot radiography per
RT-2 is conducted on this vessel, determine the following and the
applicable ASME Code paragraph?
a. Head Efficiency _________________ Para. _____________________
b. Joint Category __________________ Para. _____________________
c. Joint Type ______________________ Para. _____________________
API 510 DAY 2 Page 41
55. A pressure vessel has the following measurements (averaged) at the
below locations on one year. The same readings are taken 5 years later
at the same locations. With a minimum thickness of .125 at all location
determining the remaining life of each component:
Top Head Bottom Head Shell # 1 Shell # 2 Nozzle # 1 Nozzle # 2
1
st
year .350 .300 .285 .275 .265 .250
5
th
year .300 .270 .270 .200 .150 .230
Remaining
Life
________ ________ ________ ________ ________ ________
56. A vessel is stamped for 400 psig design pressure and is currently
measured to be .788 thick. The shell material stress value is 16,800,
and the joint efficiency is .85. The i.d. of the vessel is 47.5. If the
corrosion rate is known to be .072 per year, and the next inspection is
scheduled for 6 years from the current inspection, per API 510 this
vessel:
a. May continue to be operated for 6 years at the current design pressure
b. Should be reduced in pressure or inspection interval
c. Should be allowed to operate at 550 psi
d. Should be immediately removed from service
57. A 60 KSI tensile strength weld metal is used to repair a 75 KSI tensile
strength base metal. Total base metal thickness is .390 and the depth
of the repair is .195 What is the required total thickness of this weld
deposit, per API 510?
a. .195
b. .390
c. .520
d. .243
API 510 DAY 2 Page 42
ASME VIII AND API 510 SAMPLE CALCULATIONS
ANSWERS
1. Shell: P = ?
t = .275
E = .80
R = 33
S = 16,200
P = (16,200 x .80 x .275) / (33 + .6 x .275)
P = 3565 / 33.165
P = 107 462 psig (No H H)
Heads: P = ?
t = .300
L = 33
E = .85
S = 13,800
P = (2 x 13,800 x .85 x .300) / (33 + .2 x .300)
P = 7038 / 33.06
P = 212.88 psig (No H.H.)
ANSWER: B
API 510 DAY 2 Page 43
2. t = ?
d = 30
P = 90
S = 17,500
E = 1.0
C = .20
t = 30 (0.20 x 90 / 17,500)
1/2
t = .962
1 .962 = .38CA / 03125CR
= 1.21 years
ANSWER : D
3.
1. Pressure not to Code for thickness
2. Impacts required
3. Hydro pressure insufficient
4. Heat treatment required
5. Full Radiography required
ANSWER: C
4. L = 39
A = 0.001
D
= 169
t = .5
L/D
= .230
D
/t = 338
Yield = 30,000
PA = (4 x 8000) / (3 x 338)
PA = 32,000 / 1014
PA = 31. 55 psig
ANSWER: A yes. Meets Code
API 510 DAY 2 Page 44
5. 175 tall with a gauge at 25 = 150 ft of head pressure acting on gauge
MAWP = 125
DS/MS = 1.0
1.3 X MAWP X (1.0) + (H.H.) = 1.3 X 125 + (.433 X 150)
= 162.5 + 64.95 = 227.45 PSIG ANSWER
ANSWER: D
6. A FULL, Per UW 11(a)(1)
B. T = 1.25
P = 300 (No H.H)
S = 13,800
E = 1.0
D = 60.25
From UG-32 t = PD / (2SE-0.2P)
t = (300 x 60.25) / (2 x 13,800 x 1 0.2 x 300)
t = (18,075) / (27,600-60)
t = 18,075 / 27,540
= 0.656 REQUIRED
ANSWER B YES 0.656 REQU < 1.25 ACTUAL
CA = RL , R.L= (1.25- 0.656)/).125 = 0.54/0.125= 4.75
CR
ANSWER: A
7. Type 2. Category B weld with a joint efficiency of or 1.0 per UW- 11(A)(5)(b)
ANSWER: B
API 510 DAY 2 Page 45
8. S = 15,000
E = 1.0
R = 30
t = .622
P = 200
t = (200 x 30) / (15,000 x 1 0.6 x 200)
t = 6,000 / 14,880
t = 0.403
From Fig UCS 66 Curve B @ 0.622 = 5F
From Fig UCS 66 1 (0.403 x 1.0) / (0.622 0) = 0.64
Allowable reduction = 35F
Allowable = +5 -35F = -30F, which is lower than -15F
ANSWER: B No, impact tests not required.
9. UW 16.1 Sketch (I):
t
mn
=0.4375
7 t
mn
= 0.306
1.1/4t =0 .546
From UW -16.1 Sketch (I) Welds must be:
(a) t
1
+t
2
= 1.1/4 t
mn
(b) t
1
or t
2
not less than smaller of or 7 t
mn
Step 1 0.546/2 =0. 273 +0. 273 = 1 1/4 t
mn
a is satisfied
Step 2 0.273 is greater than 0.250 - b is satisfied
Step 3. Convert Throat to Leg 0.273 x 1. 414 = 0.386 Rounding up to
next larger 1/16 = 7/16
ANSWER: A = 7/16
API 510 DAY 2 Page 46
10.
a) 351.3 (2.5 x0.433) =350.218
b) 352.6- ( 10 x0.433) = 348.27
c) 360 10.825 = 349.175
d). Reduce elev 30 @ 372.5 -( 75 30 ) 0.433 =372.5 17.32 = 355.18
e). Bottom head elev 6 @ 425 psi = 75-6 = 69 x .433 = 29.877
425 29.877 = 395.123
Question. What is the max. value of MAWP which can be applied to this
vessel?
ANSWER: D 348,27 psig
API 510 DAY 2 Page 47
11. Torispherical head-given:
t = 1.25
Skirt i d = 48
L = skirt OD = 50.5
S = 15,000
E = 1.0 (UW 11 (A)(5)(b) has been met)
H.H = 5.5 x .433 = 2.381 psig
From UG-32
P = SEt / (885L 0.1t)
P = (15,000 x 1 x 1.25) / (.885 x 50.5 + .1 x 1.25)
P = 18,750 / (44.69 + .125)
P = 418.3 psig 2.3 psig (H.H.) = 416 pig
ANSWER:C
12. SA 515 Gr 70 not normalized 11/8 thick
Allowable stress ratio = 1, MDMT -10F
a) UG-20 (f) Not exempt
b) UCS 66 (Figure) General notes curve A material
c) UCS 66 (Figure) Requires impacts @ 75 for 1.25 material
d) UCS 66 (b) Figure Allows reduction of 0 for 1.0 ratio
e) UCS 68 (c) - 30 reduction allowed for voluntary PWHT,
75F 30F = 45F<50F therefore, vessel is exempt from impact testing
ANSWER: B Per UCS 66 (a) and (b) this material will not require
impact testing
API 510 DAY 2 Page 48
13. Measured t = 1.36 Original t = 1.4375
Inside Radius = 28.625 4 years in service
S = 17,500
E = 1.0
P = 745 psi
H.H = 5 psig
t = PR / (SE-0.6P)
t = (750 x 28.625) / [(17,500 x l) (0.6 x 750)]
t = 21,468.75 / 17,050
t = 1.259
A. 1.36 1.259 = 0.101 Corrosion Allowance - ANSWER
B. 14375 1.36 = [(.07 metal loss) / (4 years)] = .019 per year corrosion
rate
B 0.101 / .019 = 5.13 years Remaining Life - ANSWER
ANSWER: C
API 510 DAY 2 Page 49
14. t = 25
O d = 40 (D.O)
L = 10 or 120
D
a
/t = 160
L / D
a
= 30
Factor A = .0002
Factor B = 2,800
From UG-2B(C):
Step1:
D
a
/t = 40/.25 = 160
(use Path (1))
L/D = 120/40 = 3.0
Step 2 and 3 Fig G determine A
Enter Chart at 3.0 over to 160
Intersects at approximately
.0002 = Factor A
Step 4 and 5
Using Figure CS-2 (provided @ test location):
Enter bottom @ .0002 up to 300 line read right
approximately 2,800 = Factor B
Step 6:
PA = 4B / 3(D
O
/ t)
PA = (4 x 2800) / (3(160))
PA = 11200 / 480
NOTE: Step 7 is n/a for this problem
Step 8:
PA = 23.333 psi allowed
ANSWER: D
API 510 DAY 2 Page 50
15. RT 4 stamping. degree of RT from Data Report
Efficiencies obtained from Table UW 12
A Type 1 Cat A Spot RT Efficiency 0 .85
B Type 3 Cat B No RT Efficiency 0 .60
C Type 2 Cat C Full RT Efficiency 0 .90
ANSWER: 1: 0.85 joint Efficiency
ANSWER: 2: 0.60 joint Efficiency
ANSWER: 3: 0.90 Joint Efficiency
ANSWER: A
16. 1.062 = t (corroded), 1.1875 original
24 = R
15,000 = S
.85 = E
(6+) 500 = P+H H = 506
A. From UG-27
t = PR/SE- 6P
(t = 506 x 24) / [(15,000 x 85) (.6 x 506)]
12,144 / (12,750 303.6)
12,144 / 12446.4
t = .9757 required thickness
1.0625 (present t) .9757 (required t) = .0868
ANSWER: - A: 0 .0868 Remaining Material for corrosion Allowance
B. Remaining Life = Corrosion Allowance / Corrosion Rate (from API 510)
Corrosion Rate = 1.087 (8 years ago) 1.0625 (present thickness)
1.087 1.0625 = .0245 in 8 years
.0245/8 = .003 per year
.0868 / .003 = 28.933 Remaining Years
ANSWER: B Remaining Life = 28.933 years
ANSWER: B
API 510 DAY 2 Page 51
17. From UG 34 (c)(2)
Editors note: t = 1.25
Questionable Values d = 14
Provided! P = 350
C = 0. 33
S = 17,500
E = 1
t = d (CP/SE)
t = 14 0.(33 x 350) / (17.500 x 1)
t = 14 (115.5 / 17,500)
t = 14 0. 0066
t = 14 X .081240384 1.13 < 1.25
t = 1.13
ANSWER: C. Yes this Head can continue to operate at the pressure shown
18. From UG-116: HT = Heat Treated
W = Welded
RT2 = Full (per UW 11(A)(5)(b)
ANSWER A Type 1 or Type 2 Per UW 12(d)
ANSWER B One spot Radiograph in accordance with UW 52 for each
seam. This Radiograph would be required over and above any other RT
requirements
Para UW 11(a)(5)(b)
ANSWER: D
API 510 DAY 2 Page 52
19. t = .5
P= 100+ ( 10 x 0.433) =100 +4.33 HH = 104.33 From UG-27
E=0. 85 t = PR
S= 17,500 SE - 0.6P
ID= 60
IR= 30
t = [(104.33 x 30)] / [(17.500 x 85) (0.6 x 104.33)]
= [(3,129.9) / (14,875 62.598)]
= (3,129.9) / (14812.402)
= 0.211
ANSWER: A
20. t = .5
P= 100 + 4.33 HH = 104.33 From UG-32
E= 1.0 t = PD
S= 17,500 2SE - 0.2P
ID= 60
IR= 30
t = (104.33 x0. 60) / [(2 x 17,500 x 1.0) (.2 x 104.33)]
= (6,259.8) / (35,000 - 20,866)
= (6,259.8) / (34,979.134)
= 0.179
ANSWER: C
21. t =. 5
P= 100 + 4.33 HH = 104.33 From UG-32(f)
E= .85 t = PL
S= 17,500 2SE - 0.2P
L= 30
ID= 60
t = (104.33 x 30) / [(2 x 17.500 x .85) (.2 x 104.33)]
= (3,129.9) / (29,750- 20.866)
= (3,129.9) / (29,729.134)
= 0 .105
ANSWER: D
API 510 DAY 2 Page 53
22. Shell Heads
t = .375 .250 = .125 t = 375
P = ?
ID = 96 S= 12,100
IR = 48 L = ICR = OD of skirt =
96.75
S = 12,100 E = 1.0
P = ?
E = 10
Shell: From UG 27 Heads: From UG-32
Shell: P = 12,100 x 1 x .125 Heads: P = 12.100 x 1 x .125
.
48 + .6 x .125 .885 x 96.75 + .1 x .125
P = (1512.5)/(48.075) P = 1512.5/85.635
P = 31.46 psig P = 17.662
Answer = 17.662 psig
ANSWER: C
23. t = ?
D =24 From UG-34 t = d (CP-SE)
1/2
P = 250 t = 24 x (.17 X 250) / (17,500 X 1)
1/2
S = 17,500 t = 24 x (42.5) / (17,500)
1/2
E = 10 t = 24 x .0024285
C = 17 t = 24 X .04592
t = 1.182 Answer
ANSWER: A
API 510 DAY 2 Page 54
24. t = ? From UG-34
d =24 t = dZCP/SE
D =36 But z = 3.4 [(2.4X24) / 36]
S =17,500 z = 3.4 1.6
E = 1.0 z = 1.8
Z =1.8 t = 24 [(1.8X.17X250) / (17,500X1)]
C = 17 t = 24 (76.5 / 17,500)
P = 250 t = 24 X .0661
t = 1.586 ANSWER
ANSWER:B
25. d =16
tr = 0.890
trn =0.290
tn = 0.375
t = 1.0
From UG-36
A = 16 x .890 x 1 + 0
A = 14.24
A
1
=16 X (1 - 890) - 0
A
1
= 1.76
or
A
1
= 2(1.375)(.11) = .302
A
2
= 5(.085) x 1 = .425
or
A
2
= 5(.085) x .375 = .159
A
3
= 0
A
41
= 5
2
= .25
A
43
= 0
A
1
= 1.76
+A
2
= .159
+A
3
= 0
+A
41
= .25
+A
43
= 0
_________
2.169 < 14.24 yes need repad
ANSWER: B
API 510 DAY 2 Page 55
26. Parallel =
16 or 8 + .375 + 1
Larger value use 16
Perpendicular =
2.5 x 1 or 2.5 x .375 + 0
Use smaller value use .9375
ANSWER: D
27. 1 Set Nomenclature and compute tr and trn
d= 18
tr=.287
trn=.103
tn=.280
t=.350
f=1.0
E1=1.0
fr1 = fr4 = 1.0
te=.375
Dp = 24
tr = (200x25) / (47500x1 - .6x200)
tr = (5000) /(17,380)
tr = .287
trn = (200x9) / (17.500x1 .6x200)
trn = 1800/17380
trn = .103
2. ComputeA:
A = 18 X .287 X 1 + 0
A = 5.166
3. Compute A1:
A1 = 18 (1x .350 1 X .287) - 0
A1 = 1.13
OR
A1 = 2 (.350 + .280)(.350 - .287) - 0
= 2 X .63 X .063 0
= .079 USE LARGER VALUE
API 510 DAY 2 Page 56
4. Compute A2:
A2 = 5(.280 - .103) x 1 x .350
A2 = .309
OR
A2 = 2(.280-.103) x (2.5x.280 +.375) x1
=.885 x 1.075
A2 = .380, USE SMALLER VALUE
5. compute A3:
A3 = 0
6. compute A41 = .300
2
= 09
7. compute A42 = .300
2
= 09
8. Compute A43 = 0
9. Compute A5 = (24 - 18 2 x .280) X .375 / 1
A5 = 5.44 x .375
A5 = 2.04
10. Add values and compare to A
A = 5.166 A1 = 1.13
A2 =.309
A3 = 0
A41 = .09
A42 = .09
A5 =2.04
TOTAL = 3.659 < 5.166
ANSWER: B. Opening is not proper reinforced
API 510 DAY 2 Page 57
28. From Appendix 1 From UG-32
Shell Head
OR = 18 S = 17,500
S= 15.000 E = .85
E =1 L = 18
T = .300 X .875 = .2675 t = .300
P = (15.000x1x.0.2625) P = (17,000x.85x.300)
(18 .4x.2625) (.885x18+.1x.300)
P = 3937.5/17.895 P = 4462.5/15.96
P = 220 psig P = 279.60
Answer: 220 psig
ANSWER: C
29. UG 99 Stress value of SA516 70 @ 70 = 17,500 = 2.6
@ 900 = 6.500
OR
Stress value of SA 240 type 304 18,800 @ 70 = 1.27 use lowest
14,700 @ 900 value
1.3 x 1000 x 1.27 = 1,651
+ HH 8.66
1,659.99 psig on bottom head
ANSWER: D
API 510 DAY 2 Page 58
30. From UG 28
DO = 24
t = 500
L = 48
Dot = 48
L/Do = 2
Temp = 500F
Yield = 40,000
From Fig G = .002 (Factor A)
From Fig CS-2 = 11,800 (Factor B)
From UG-28 = Pa = 4B .
3 (Do/t)
= (4 x 11,800) / (3 x 48)
= 47,200 / 144
= 372.77
Pa = 327.77 psig
ANSWER: A
31. SA 516 GR 70 is Curve D material
Curve D 3.0 thick material is good for +10 per UGS-66(figure)
+10F < 30F, which is vessel rating
Answer No, does not require impact tests
ANSWER: B
API 510 DAY 2 Page 59
32. SA 516 70 not normalized = Curve B material
Curve B @ 3 thick = 78 Yes, requires impacts
From Fig UCS-66 1 t
R
= (470x24) / (17.500x1-.6x470) t
R
= .655
(.655x1)/(3-0) = 0.218 Reduce 105 from UCS-66 1 No impacts required.
ANSWER: A
33. t = (80 X 12) / (16,800 X .85 .6 X 80) 1 .067
t = 960 / (14,280 - 48) 2 12
t = .067 3 10 YEARS
Corrosion Rate = .008 per year Avg = .283 - .067 = .216
Corrosion Allowance = .216
Remaining Life = 0.216/0.008= 27 years default to 10 years per API 510
ANSWER: A
34.
A. Metal Loss = .250
B. Corrosion Rate = .0625 per year
C. Corrosion Allowance = 125
D. Remaining Life = 2 Yrs
E. Inspection Interval = 2 Yrs per API 510
35. From UG-27
t =?
P = 300
R = 40
E = 1
S = 12,100
t = (300x40) / (12.100x1 .6x300)
t = 12,000 / 12.100 180
t = 12.000 / 11,920
t = 1.006 required
ANSWER: B
API 510 DAY 2 Page 60
36. From Appendix 1
P = 600 +HH
HH = 25 X .433 = 10.825
P = 610.825
E = 80
R
a
= 35
S = 15.000
t = (610.825x35) / (15,000x80 0. 4x610.825)
t = (21378.875) / (12,000 - 244.53)
t = 21378.875/12244.33
t = 1.746
ANSWER: D
37. From UG 32
P = ?
t = .250
D = 45
S = 13,800
E = 1.0
P = (2x13,800x1x.250) / (45+.2x.250)
P = 6900 / 45.05
P = 153.16 psig
ANSWER: B
38. From UG - 32
P = ?
t = .375
L = 81.5
S = 14,500
E = .85
P = (14,000x.85x1x.375) / (.885x81.5+.1x.375)
P = 4621.875 / (72.127 + .0375)
P = 64 PSI
ANSWER: C
API 510 DAY 2 Page 61
39. From UG 27
P = ?
t =0. 375 X 0.875 = 0.328
S = 15 000
E = 1.0
R = 12
P = 15,000x1x0.328 / 12+0.6x0.328
P = 4920 / 12.196
P = 403 psi
ANSWER: A
40. From UW 16 (b)
tc = or .7t
min
(smaller)
t
min
= 3/4 or .500 / 1.00 smaller use .500
0.7 x .500 = .350 or .250 use .250 throat
0.250 x 1.414 = .353 leg
ANSWER: C
41. From Fig UW -16.1 Sketch (l)
t
1
= .125
t
2
= .125
t
1
+ t
2
= .250
t
min
= 3 / 4 or .350 / .500 (smaller)
t
min
= .350
1.25 X 350 = 0.4375 required 0 .250 actual
t
1
or t
2
not less than smaller of .250 or (.7 X .350) = .245 .125<.245
ANSWER: B
API 510 DAY 2 Page 62
42. From UG 37
d = 10
tr = .490
t = .750
tn = .280
trn = .160
A = 10 X .490 = 4.9
A
t
= 10 (.750 - .490) = 2.6
or
2(.750 + .280)(.75 - 49) =.53
A
2
= 5(.280 - .160) .750 = .45
or
5(.280 - .160).280 = .168
A
3
= 0
A
41
= (.75 X 1.414)
2
= 1.124
A
43
= 0
2.6 + .168 + 1.124 = 3.892
4.9 required > 3.892 actual
Reinforcement is required
ANSWER: A
API 510 DAY 2 Page 63
43. From UG 99
P = 350
HH = 21.65
St/SD = 1.09
1.3 X MAWP X (St/SD) + H.H. =
H.H. = 50 X .433 = 21.65
SA 516 70 @ 750F = 14,800
@ 70F = 17,500
17.500 / 14.800 = 1.18
SA 585 A @ 750F = 10,300
@ 70F = 11,300
11,300 / 10,300 = 1.09
SA53 B @ 750F = 13,000
@ 70F = 15,000
15,000 / 13,000 = 1.15
Use lowest ratio - use 1.09
1.3 x 350 x 1.09 + 21.65 = 517.6 or 518 psig
ANSWER : C
API 510 DAY 2 Page 64
44. From UG-100
1.1 x MAWP x St / SD
P = 200
St / SD = 1.05
SA 515- 65 @ 700F = 15,500
@ 70F = 16,300
16,300 / 15,500 = 1.05
SA 240 T 304 @ 700F = 16,800
@ 70F = 18,000
18,000 / 16,800 = 1.07
Use smaller value
1.1 x 200 x 1.05 = 231
ANSWER : A
45. From UG-34
d = 20
c = .17
p = 300
s = 17,000
E = 1
t = 20 (.17x300/17,500x1)
t = 20 (.002914286)
t = 1.07
ANSWER : D
API 510 DAY 2 Page 65
46. From UG 34
t = ?
C = .33
d = 30
E = .85
S = 15,000
P = 375
t = 30 [(.33x375) / (15,000x.85)]
t = 30 [(123.75) / 12750)]
t = 30 X .098518437
t = 2.955
ANSWER : C
47. From UG 28 and External Pressure Charts:
D
a
= 48
t = 0.500
L = 84
y = 28,000
T = 600F
D
a
/ t = 96
L / D
a
= 1.75
From Fig G (External Pressure Charts):
Factor A = .0013
From Fig CS-1 (External Pressure Charts):
Factor B = 8,000
From UG-28
PA = 4x8000 / 3x (96)
= 32000 / 288
= 111 psi
ANSWER : A
API 510 DAY 2 Page 66
48. From UG-20(f) and UCS-66
Not exempt per UG-20(f)
From UCS-66 SA 662 Grade A Curve C @ -30F (.375) = -50F
SA 182 GR 21(Norm)-Curve C @-30F (.375) = -50F
SA 516 70 - Curve B @ -30F (.375) = -20F
ANSWER : D
49. From UG -20(f) not exempted @ -40F
From UCS-66 SA 516-70 Curve B @ 500 thick = -7F > -40F
Vessel requires impact testing
ANSWER : A
50. A .753 .500 = .253
B .253 / 5 = .050 per year
C .500 .350 = .150
D .150 / .050 = 3
E 2 years per API 510
51. From UG-27
tr = ?
P = 150
S = 17,500
E = 1.0
R = 40
t = 150x40 / (17,500x1 .6x150 )
t = 6000 / 17410= 0.344
1.0 .344 = 0.656
.656 / .125 = 5.24 years
ANSWER : A
API 510 DAY 2 Page 67
52. From UG - 99 1.3 X MAWP X (St / SD) + H.H
H.H = 150 X.433 = 64.95 or 65
1.3 X 150 X 1 + 65 = 260 psi
ANSWER : D
53. From UG-32
P = 150
S = 17.500
E = 1.0
D = 60 + (1/4) = 60.25
t = (150x60.25 / (2x17.500x1-.2x150))
t = 9037.5 / (35000 30)
t = .285
ANSWER : B
54. A. E = 1.0, UW-11(a)(5)(b) and UW-12(d)
B. Category B UW-3
C. Type 2,UW-12 Table
55. Top Head
(.300 -.125) / .01 = 17.5 years
Bottom Head
(.270 -.125) / .006 = 24.16 years
Shell#1
(.270 -.125) / .003 = 48.33 years
Shell#2
(.200 -.125) / .015 = 5 years
Nozzle #1
(.150 -.125) / .023 = 1 years
Nozzle #2
(.230 -.125) / .004 = 26.85 years
API 510 DAY 2 Page 68
56. From API 510
C/R = .072 per year x 6 = .432 metal loss .788 - .432 = .356
From UG-27
P = (16.800x.85x.356) / (23.75 0.6x.356)
= 5083.68 / 23.963
P = 212.14 Pressure or Inspection Interval must be reduced
ANSWER: B
57. From API 510 75/60 = 1.25, 1.25 X (.195) =0 .243
ANSWER : D
API 510 DAY 2 Page 69
ASME SEC VIII QB
1. What will be the size of nozzle to shell weld for nozzle weld configuration?
Conforming to Fig.-j of UW-16. (Nom. Shell thickness = 28 mm., Nom.
Nozzle thickness = 16mm., weld size t
2
= 12mm)
a. 8 mm
b. 10 mm
c. 12 mm
d. 14 mm
2. A radiograph for a long seam in new pressure vessel (UW 51) of
25mm thick plate shows 3mm crack, and 6 mm long isolated slag.
Your decision for acceptance of the radiograph will be: uw 51 second
column 1 & 2
a. Repair crack, repair slag
b. Repair slag, accept crack
c. Repair crack, accept slag
d. Accept crack, accept slag
3. For vessel 2.5 inch thick, MDMT specified was 60F and material of
construction used was SA 515 gr 60, without impact testing. The vessel
failed later due to brittle failure. Maintainance Department says SA 516 GR
60 should have been used. What is your assessment?
a. SA 515 GR 60 failed but 516 gr 60 would not have failed
b. 516gr 60 would not have made any difference
c. Impact strength was not apparent reason for failure
d. b and c above
4. Choose correct hydrostatic test pressure from given options for a vessel
with following data:
Design pressure = 200 psi
Design temperature = 675 F
M.O.C = SA 537 Cl.1
Allow stress (Ambient) = 18,000 psi
Allow stress (675F) = 15,000 psi
a. 350 psig
b. 260 psig
c. 312 psig
d. None of above
API 510 DAY 2 Page 70
5. In liquid penetrant examination the maximum permitted rounded indication
size for circumferential welds with plate thickness up to 1 inch will be:
a. 1/8
b. 1/16
c. 3/16
d.
6. A pressure vessel constructed according to ASME Sec. VIII, Div. 1 with
shell thickness 7/8 (Material of Construction P No. 4, group no. 1) is to be
repaired by using insert plates. The requirement of radiography to be
incorporated in repair procedure shall be:
a. Full radiography
b. Spot radiography
c. May be a, or b depending on joint efficiency
d. Data is not adequate
7. An in-service vessel with seamless 2:1 Ellipsoidal head 60 inch ID, 400 psi
design pressure, (corrosion allowance = 0) and (S = 20000 psig) was
inspected. Available thickness of only 5/8 was observed on the crown
portion. The knuckle thickness was found to be adequate. Your
assessment is:
a. Head thickness in crown portion is still ok for operation.
b. Thickness is inadequate.
c. Depends on the opinion of third party inspector
d. Depends on the opinion of API 510 inspector
8. For a certain nozzle to shell joint (No corrosion allowance is required.)
following data is presented.
Shell thickness provided = 0.42 inch.
Nozzle I.D. = 3.2 in.
Pad size = 6.4 in. O. D.
Thickness of pad = 0.42.
Your assessment is:
a. Nozzle is adequately reinforced.
b. Reinforcement is inadequate.
c. Data is inadequate: nozzle thickness must be given.
d. Data is inadequate: design shell thickness must be given.
9. For a vertical process column with column ID. = 48'' and height
(tan-tan) =98 ft., the hydrostatic head for bottom dished head (2:1 Ellip.
Type, ie Depth 2 feet) will be:
a. 40.6 psi
b. 42.4 psi
c. 43.3 psi
d. None of above
API 510 DAY 2 Page 71
10. Following four new seamless std. torispherical heads are available for use
for following design conditions. Choose the correct one.
Design pr = 235 psi, Head I.D = 72, S = 20000 psi with no C.A.
a. Design thk = 0.9882. Provided thk after forming = 1.0
b. Design thk = 0.4886. Provided thk after forming = 0.5
c. Design thk = 0.6184. Provided thk after forming = 0.625
d. Design thk = 0.7496. Provided thk after forming = 0.75
11. Following four new seamless (2:1) ellipsoidal heads are available for the
following design conditions. Choose the correct one.
Design pr = 332 psi, Head I . D = 60 S = 20000 psi with no C A
a. Design thk = 0.7382. Provided thk after forming = 0.75
b. Design thk = 0.9788. Provided thk after forming = 1.0
c. Design thk = 0.4985. Provided thk after forming = 0.5
d. Design thk = 0.7377. Provided thk after forming = 0.75
12. Head in Q1 (torisph Head-A) is to be analysed according to API 510, after
placing the vessel in service for 10 years. For the purpose of API 510
analysis, value of crown whose radius can be taken as:
a. 72
b. 60
c. 48
d. 54
13. For head in Q.2 (Ellip. Head - B) value of crown radius for API 510 analysis
can be taken as:
a. 72
b. 60
c. 48
d. 54
14. The crown portion for head A may be considered as the portion lying
entirely within a circle whose centre will be same as head centre and
diameter will be
a. 68.5
b. 36.4
c. 57.6
d. 54.0
15. For head B, the crown portion would lie within similar circle of diameter:
a. 60
b. 30
c. 54
d. 48
API 510 DAY 2 Page 72
16. Required minimum thickness of crown portion for analysis as per API 510
for head A shall be:
a. 0.3695
b. 0.4075
c. 0.4235
d. 0.4825
17. Required minimum thickness for crown portion for head B as per API 510
shall be:
a. 0.4490
b. 0.4262
c. 0.3652
d. 0.4863
18. The minimum nominal thickness of new cylindrical shell with design
pr=555 psi inside diameter = 58, S= 20000 psi and E = 0.85 with corrosion
allowance of 1/8 will be:
a. 1.0 inch
b. 1.50 inch
c. 1.125 inch
d. 1.25 inch
19. After 10 years of service, extensive corrosion was observed on the shell
(shell Nominal thickness as per above question) over a patch lying
entirely beyond 6 inches from weld for the vessel above. Thickness
measured in this area was only 0.96, while on weld area, the
corrosion was within expected limits. If Corr. Allowance required for
remaining life is 1/16 (0.06), the vessel is:
a. Safe for design conditions
b. Unsafe for design conditions
c. Safe only if welds are fully radio graphed and ok
d. Safe only if welds are UT checked and OK
20. You are planning for the Hydro-test of a vessel with test pressure
40Kg/cm
2
g. The calibrated test gauges available are: 0-50 Kg/cm
2
g, 0-100
Kg/cm
2
g, 1-150 Kg/cm
2
g and 0-200 Kg/cm
2
g. Which two gauges are
acceptable for this test?
a. 0-50 Kg/cm2g and 0-100 Kg/cm2g
b. 0-100 Kg/cm2g and 0-200 Kg/cm2g
c. 0-50 Kg/cm2g and 0-200 Kg/cm2g
d. 0-100 Kg/cm
2
g and 0-150 Kg/cm
2
g
21. PWHT is required for vessels, constructed with material classified as P No.
3, Group 3 for a thickness exceeding:
a. 1inch
b. 5/8 inch
c. 0 inch
d. 1.5 inch
API 510 DAY 2 Page 73
22. Min. PWHT temperature and soaking period of weld with P4 and P5A,
materials both with thickness = 3.0, would be as follows:
a. Temp= 1100F, Time = 2hr., 15 min.
b. Temp= 1100F, Time = 3hr.
c. Temp= 1250F, Time = 3hr.
d. Temp= 1250F, Time = 2hr., 15 min.
23. For the given configuration, total reinforcement area to be compensated
will be________. Data with usual notation:
d = 100 mm, t = 12 mm, t
n
= 6 mm. , t
r
= 10.5 mm, t
rn
= 5 mm
a. 920 mm sq.
b. 870 mm sq.
c. 1020 mm sq.
d. 1050 mm sq.
24. The length of a charpy specimen is:
a. 2.165 (55.0mm)
b. 2.10 (54.0 mm)
c. 2.15 (54.6 mm)
d. 2.00 (50.8mm)
25. General mill under tolerance for the plate is:
a. 0.01 or 6% (whichever is greater)
b. 0.1 or 6% (whichever is smaller)
c. Under tolerance for the plates is always zero
d. 0.01 or 6% (whichever is smaller)
26. A pressure vessel is scheduled for pneumatic testing using the
methodology of ASME Code, Section VIII, Division 1, with the maximum
allowable working pressure = 635 psig at 375 F. The vessel is neither
enameled nor lined. How many pressurization steps are needed to achieve
the minimum required test pressure, and at what pressure will the visual
examination be performed?
a. 6 steps; 635 psig
b. 6 steps; 793.75 psig
c. 9 steps; 635 psig
d. 9 steps; 793.75 psig
27. A nozzle is installed in a vessel shell, as illustrated in Fig. UW- 16.1(i),
using two equal size fillet welds. The minimum shell thickness is 3/4 inch
and the nozzle wall is 7/16 inch minimum thickness. Using equal leg fillet
welds, what is the leg dimension of the welds rounded up to the next larger
1/16 inch?
a. 7/16
b. 3/16
c. 9/16
d. 11/16
API 510 DAY 2 Page 74
28. A vessel with 60 inches ID is to be provided Std. torispherical heads. The
heads shall be formed with crown radius and min. knuckle radius as
follows (head thickness = 1.2 inch):
a. 60 inch, 4 inch
b. 60 inch, 3.6 inch
c. 25 inch, 3 inch
d. None of above
29. A pressure vessel with nominal diameter 1200 mm was inspected for
ovality of shell. A opening of 200 mm I.D. exists. The permissible ovality at
the vessel cross section which is 150 mm from center of the opening is:
a. 12 mm
b. 16 mm
c. 14 mm
d. 18 mm
30. A pressure vessel has design pressure = 300 psi. Its safe stress values at
ambient and designed temperatures are 19,800 psi and 18000 psi
respectively. The minimum hydrostatic test pressure and inspection
pressure respectively for above will be:
a. 450 psi, 390 psi
b. 390 psi, 330 psi
c. 429 psi,330 psi
d. None of the above
31. A vessel is to be pneumatically pressure tested. What are some of the
essential requirements for this test?
a. While pressuring, increase the pressure stepwise.
b. While pressuring, reach the test pressure without stopping, so that
pressure does not fall during pressurisation stage.
c. Ensure that test pressure is retained till completion of inspection of all
welds using soap sud.
d. All of above.
32. For a Pressure vessel with MDMT = 2 deg. C, is to be hydrostatically
tested. The test shall be conducted at a temperature:
a. 32C to 48C
b. 32C to 120C
c. 19C max
d. 19C to 48C
33. General mill under tolerance according to ASME Sec., VIII Div. 1 for the
plates is
a. 0.01 or 6% (whichever is smaller)
b. 0.1 or 6% (whichever is smaller)
c. 0.1mm or 6% (whichever is larger)
d. None of the above is a correct statement
API 510 DAY 2 Page 75
34. Following two combinations of nozzle pipe diameter and shell thickness
are to be checked for reinforcement requirements
Case 1:
Vessel wall thk = 1/2 " and nozzle size 4 N.D. (4-1/2 OD)
Case 2:
Vessel wall thk = " Nozzle size 2 N.D. (2-3/8 OD)
According to ASME Sec. VIII Div 1, separate reinforcement pad
calculations must be performed:
a. For both cases
b. For none
c. Calculations required for 1 but not for 2
d. Calculations required for 2 and not for 1
35. Check whether Impact testing is required or not for following two plates.
Plates are to be used for Storage vessels which will be Hydrotested.
Vessels neither do nor undergo temperature / pressure fluctuations or
cyclic loading during service.
Plate-1: M.O.C. Sa 515 Gr.70, thk=0.5, MDMT= +10F
Plate-2: M.O.C. Sa 516 Gr.70, thk=1.0 MDMT= - 5F
a. Both require impact testing.
b. Both do not require impact testing
c. only Plate -1 requires impact testing
d. Only Plate-2 requires impact testing
36. For vessel 0.75 inch thick, MDMT specified was (-45F) and material of
construction used was SA 516 Gr 60.
a. Specify impact testing of material
b. Impact testing of material need not be specified
c. Specify impact testing of vessel after PWHT
d. Specify impact testing of vessel after fabrication, prior to PWHT.
37. For the given configuration, reinforcement area available in shell will be:
Data: t = 16 mm
t
r
= 15 mm
t
n
= 8 mm
d =112 mm
a. 1680 mm sq
b. 112 mm sq
c. 224 mm sq
d. None of above
API 510 DAY 2 Page 76
38. For given configuration, correct minimum weld dimension (x) required as
per ASME Sec. VIII, Div. 1 shall be:
a. 10 mm
b. 12mm
c. 14mm
d. none of above
39. The minimum PWHT temperature and minimum holding time for 1.5 inch
thick welded joints P no. 5A plates shall be.
a. 13000 F, 1.5 hrs.
b. 12500 F, 1.5 hrs
c. 11000 F, 1.5 hours
d. None of above
40. A standard seamless (E=1) torispherical head (1 inch nom. thk) is to be
used for construction of new pressure vessel with 72 inch ID, and design
pressure = 300 psig. Material of construction has allowable stress of 20,000
psig. Which of the following statements is most appropriate? (Corrosion
allowance is nil.)
a. Conforms ASME Sec. VIII Div. 1
b. Does not conform ASME Sec. VIII, Div. 1
c. Depends on opinion of Vessel engineer
d. Torispherical head is not permitted for use by code
41. A seamless (E=1) 2:1 Ellipsoidal head 60 inch ID, 400 psi design pressure,
(corrosion allowance = 0) and (S = 20000 psig) when new, was provided
thickness of 5/8. Your assessment is:
a. Head was designed correctly as per ASME Sec. VIII, Div. 1
b. Head was not designed correctly. Thickness is inadequate.
c. Depends on the opinion of third party inspector
d. None of the above
42. What is the alignment tolerance of a Category A weld joint, where the
thinner of the two plates is 1-1/2 thick?
a. 1/16 t
b. 1/8
c. 3/16
d. 1/8 t
43. What is the maximum reinforcement permitted for a 1 inch thick
circumferential weld?
a. 3/32
b.
c. 3/16
d. 1/8
API 510 DAY 2 Page 77
44. A seamless shell (1 course) with two seamless elliptical heads are
combined to form a vessel. Spot radiography was performed on the
attaching type 1 welds. What joint efficiency / quality factor must be used
for the head and shell calculations? (Assume circumferential stress
governs.) (Hint UW 12 D governs)
a. 0.90
b. 0.85
c. 1.00
d. 0.70
45. A rounded indication diameter was found during spot radiography of a
1/2 thick vessel weld. Your interpretation would be that:
a. The indication is not acceptable to ASME VIII, UW 51.
b. The indication is not acceptable to spot radiography ASME VIII, UW 52.
c. The rounded indications are not a factor in the acceptability of welds not
required to be fully radiographed.
d. The rounded indications are not a factor for fully radiographed welds.
46. What is the length of a discontinuity permitted in a weld joining 0.575 thick
plates when found by the radiographic method (RT 1)
a. 1/3t
b.
c.
d. 1/3
Questions 47 50 are from this set of conditions.
A 250 psi (Design Pressure) vessel is to be pneumatic tested in accordance with
the original ASME Section VIII, Div. 1 rules. The material is SA-516 70 and has a
design stress of 12,000 psi and stress of 17,500 psi at ambient test temperature.
47. What is the pneumatic test pressure required?
a. 455 psi
b. 401 psi
c. 375 psi
d. 313 psi
48. What is the minimum temperature (F) at which a fabricated vessel can be
tested?
a. 10 degrees above operating temperature
b. 10 degrees above MDMT
c. 30 degrees above MDMT
d. 30 degrees above zero
API 510 DAY 2 Page 78
49. What is the first stage pressure reading of the vessel gauge when
pneumatically tested?
a. 401 psi
b. 227 psi
c. 187 psi
d. 201 psi
50. What is the pressure reading when inspection is preformed?
a. 401 psi
b. 412 psi
c. 364 psi
d. 318 psi
51. ASME Section VIII, Division 1 magnetic particle nondestructive examination
personnel shall be qualified in accordance with:
a. Section VIII, Division 1 (Appendix) 6 standards
b. Section IX
c. SNT-TC-1A
d. ASME Code, Section V
52. A standard seamless, Head (Torispherical) is used for the following
conditions:
Material of Construction = SA 515 gr 60
Design Pressure = 250 psig
Design temp = 580F
Inside Crown Radius = 72 inches
Minimum available thk. = 1.14 inches
Category B welds are spot radiographed.
Corrosion allowance = 0.125 inches
Allowable stress at design temp. = 16400 psig
Your assessment is:
a. The head does not meet code requirements.
b. The head meets the code requirements.
c. Suitability would depend on decision of Pressure Vessel inspector.
d. Data are not adequate.
53. A pressure vessel is to be constructed with MDMT = +20F, M.O.C = SA 515
gr 60 . Impact testing not performed.
Required shell thickness = , dished head thk. = 1- " ( torisph. head).
Determine if this material is suitable for:
a. Both shell as well as dished head
b. Suitable for head but not for shell
c. Suitable for shell only but not for head
d. Not suitable for either
API 510 DAY 2 Page 79
54. For a certain pressure vessel with spot radiography, and all Welds type 1,
Vessel diameter = 72 inch I.D.
M.O. C = SA 515 gr 70
Design temp. = 600F
Allowable stress at design temp. = 20,000 psi
If shell thk. = 5/8" and C. A = 1/8", the MAWP for the shell will be:
a. 234 psi
b. 168 psi
c. 256 psi
d. None of the above
55. A pressure vessel (M.O.C. 516 gr. 70) has external jacket spread over 72
inches length of the shell. (Jacket pressure = 180 psi, Jacket temperature =
350F) the vessel OD = 36 inches. Shell thickness= 0.5 inch, C.A. = Nil.
Decide which of the following are applicable in the present case.
a. Shell thickness is OK.
b. Shell thickness is NOT OK.
c. Data are not adequate.
d. Acceptance of shell thickness depends on opinion of vessel engineer.
56. Choose correct hydrostatic test pressure from given options for a vessel
with the following data:
Design Pr = 360 psi
Design temp = 675F
M.O.C = SA 537 Cl. 1
Allow stress (Ambient) = 18600 psi
Allow stress (675F) = 16900 psi
a. 540 psig
b. 515 psig
c. 450 psig
d. None of above
57. Impact test requirement for the two plates is to be assessed for MDMT = 0F, to
be used for Vessel which will be hydrotested and used for steady operation.
Plate A. Plates 537 class 1, 2.0 inch thick
Plate B. Plates 515 gr 60, 0.75 inch thick
Your assessment is:
a. Plate (A) and plate (B) both require impact test.
b. Only (A) requires, (B) is exempt.
c. Only (B) requires, (A) is exempt.
d. Both do not require impact testing.
API 510 DAY 2 Page 80
58. For vessel shell, thk= 4.0 inch, max. weld mismatch shall be as follows:
a. Long seam = , circ seam =
b. Long seam = , circ seam = 7/32
c. Long seam = 7/32, circ seam =
d. Long seam = 5/8, circ seam =
59. Toughness (opposite of brittleness) will be best for which materials:
a. Materials represented by curve A
b. Materials represented by curve B
c. Materials represented by curve C
d. Materials represented by curve D
60. In a pressure vessel one of the 2:1 ellipsoidal dished head is removed and a
new seamless dished head of same type is installed with a single V joint with
backing strip and full radiography. What is the joint category, type and
efficiency of the joint now?
a. Category-B, Type-1 & E-0.9
b. Category-B, Type-2 & E-0.9
c. Category-A, Type-2 & E-1.0
d. Category-B, Type-2 & E-1.0
61. A pressure vessel of overall height 80 has its part MAWP at various parts as
detailed in the sketch. What is the vessel MAWP (hydrostatic head 1 = 0.433
psi)?
a. 419 psi
b. 420 psi
c. 430 psi
d. 426 psi
32'
54'
80'
4'
426 psi
440 psi
442.5 psi
454.64 psi
API 510 DAY 2 Page 81
62. A vessel is to under go a hydrostatic test after a repair. The vessels
stress allowable at the test temperature is 15,000 psi and its stress
allowable at its operating temperature is 13,800 psi. The vessels MAWP
at its operational temperature is 125 psi. What will be the required test
pressure at the top of the vessel?
a. 203.8 psi
b. 169.6 psi
c. 176.6 psi
d. 143.7 psi
63. A cylindrical shell contains a welded long joint that is made using a
backing strip that remains in place. All of the radiography requirements
of UW 12 (a) have been met. For purposes of calculating circumferential
stress on the cylinder, what will be the value of the joint E used in the
calculation?
a. 1.0
b. .85
c. .80
d. .90
64. A small exchanger has experienced internal corrosion of its tubes. The
tubes are required to withstand an external pressure of 350 psi. The
tubes have and O. D. of 2.0 inch and are 6 inches in length with a wall
thickness of .025 inch. What would be the approximate Factor A value
for this combination of length diameter and thickness of tube is?
a. .0056
b. .00055
c. .057
d. 10
65. An additional 4 inch nozzle was added to a pressure vessel and is
similar to the one in Fig UW-16 1(i) The minimum thickness of the nozzle
is .377 inch and the shell minimum thickness is .750 inch. What is the
decimal value of the minimum throat required for two equal leg size
fillet welds on this attachment?
a. .235
b. .263
c. .250
d. .750
API 510 DAY 2 Page 82
66. A cylindrical shell has a seamless hemispherical head on one end and a
seamless ellipsoidal head on the other end. The elliptical head is
attached by a type 2 weld meeting the spot radiography requirements of
UW-11(a)(5)(b). The shell has a single longitudinal joint. All category A
butt welds are type 1 with full radiography applied. The vessel will
require an MAWP of 500 psi. The material of the shell and head is SA-
515-Gr.60. The allowable stress at the operating temperature is 15,000
psi. The heads inside diameter is 10-0. What is the required thickness
of the 2 to 1 ellipsoidal head?
a. .250
b. .235
c. .209
d. .1003
67. Which types of butt-welded joints are allowed to be used to construct
vessels in lethal service?
a. A and D only
b. A,B,C and D are permitted
c. 1 and 2 dependent upon Category.
d. But welds are not permitted in lethal service.
68. After rolling a plate into a cylinder designed for internal pressure it is
measured for out of roundness;
a. It is acceptable if it is no more than 1% out of roundness.
b. It is acceptable if it is no more than 10% out of roundness
c. It is acceptable if it is no more than % out of roundness
d. It is acceptable if it is no more than 2% out of roundness
69. What is the lowest metal temperature permitted to pneumatically test a
vessel per Section VIII Div. 1?
a. 30 F
b. 30 F above MDMT.
c. 30 F below MDMT.
d. There is no such requirement, it is only a recommendation.
API 510 DAY 2 Page 83
70. What is the required thickness of a 60 inch I.D. cylindrical shell if;
It has and allowable stress at design of 17,500 psi
The vessels Category A and D Type 1 joints are fully radiographed.
All Category B joints are Type 1 also and have been spot
radiographed per UW-11(a) (5) (b)
The vessel MAWP must be 350 PSI at 450F. The shell will see 11 psi
of static head at its bottom.
a. .6072
b. .7388
c. .7159
d. .6266
71. A hemispherical head formed form solid plate is 48.0 inches in inside
diameter this head is attached to a seamless shell and has not had
radiography on the Category A type 1 weld that attaches the head to the
shell. The vessel is horizontal and operates at 500 PSI water pressure
with an allowable stress on the heads material of 15,000 PSI. The
heads thickness required is?
a. .5741
b. .5761
c. 1.14832
d. .2356
72. A cylindrical shell has been discovered to have uniform external
corrosion. The shells original thickness was 7/8 inch; it is presently
.745 inch in thickness. The original O.D of the shell was 30 inches. The
vessel operates at 650F with a stress allowable on the material of
15,000 psi 100 % RT was performed on the vessel. All joints are types 1
what is the vessels present MAWP?
a. 760 psi
b. 772.13 psi
c. 766.88 psi
d. 382.10 psi
API 510 DAY 2 Page 84
73. A shell course is being replaced with the new course being 60 inches in
inside diameter and 7/8 inches thick. The vessel course material is SA-
515 gr 60 plate at a design temperature of 750F the stress allowed is
13,000 psi The vessel joints are all type 2 and the vessel is stamped RT-
3. what is the MAWP of this shell course?
a. 298.11 psi
b. 316.74 psi
c. 150.35 psi
d. 335.38 psi
74. A torispherical head which can be calculated using UG-32 of Section VIII
Div. It has an outside skirt diameter of 84 inches and an inside knuckle
radius of 6 % O.D this means that the inside crown radius must be;
a. 42 inches
b. 5.04 inches
c. 84 inches
d. 2.52 inches
75. A vessel has undergone welded repairs and will require a hydrostatic
test. This vessel is horizontal and has an I D. of 60 feet. The vessel
operates at 150 psi and the Data Report reflects an E of .85 for the
vessel based on RT-3. The limiting thickness of the vessel is its shell
course. The vessel is made of SA-5 15 Gr 70 material with an allowable
stress at temperatre of 15,500 psi its allowable stress at test
temperature is 17,500 psi. What is the required thickness of this vessel
and what shall the pressure be as read from a gage on the bottom of the
vessel during the test. The upper most part of the vessel is 6 feet above
the centerline of the vessel. The static head of water is .433 psi per
vertical foot.
a. T = 3621 and gage pressure will be 169.3 psi
b. T = .875 and gage pressure will be 260.624 psi
c. T = .4599 and gage pressure will be 224.057 psi
76. A standard ellipsoidal head with a 1 1/2 flange is attached to the
bottom of a vertical vessel. The heads inside diameter is 56 inches.
And its depth is 16 inches The vessel has a total elevation of 100 feet
from the ground The elevation at this head to shell joint is 5 feet. What
amount of hydrostatic head must he considered for use in this heads
required thickness calculation?
a. 41.135 psi
b. 41.909 psi
c. 41 psi
d. 41.69 psi
API 510 DAY 2 Page 85
ASME SEC VIII QB
Q. NO. ANSWER REFERENCE
1 C ASME VIII, UW 16 (j) Notes
2 C ASME VIII, UW - 51
3 A ASME VIII, Fig. UCS - 66
4 C ASME VIII, UG - 99
5 C ASME VIII, Appendix 8, 8.4
6 A API 510 and ASME VIII, Table UCS - 57
7 A API 510, 57 (e) and ASME VIII, UG-32 (f)
8 A Pad OD = 2d and pad thickness shell thk is always ok
9 C h = 100 ft.; head = 100 x 0.433 = 43.3 psi (BOK)
10 D
11 C Use 510 5.7 e also along with ASME SEC VIII
12 A Use 510 5.7 e also along with ASME SEC VIII
13 D Use 510 5.7 e also along with ASME SEC VIII
14 C Use 510 5.7 e also along with ASME SEC VIII
15 D Use 510 5.7 e also along with ASME SEC VIII
16 C Use 510 5.7 e also along with ASME SEC VIII
17 A Use 510 5.7 e also along with ASME SEC VIII
18 C
19 A USE API 510 5.7 g LAST 3 Lines along with ASME Shell
and Head calculation
20 D ASME VIII, UG 102
21 C ASME VIII, Table UCS 56 for PNo. 3, Note 2.
22 C ASME VIII, UCS 56 (c)
23 D ASME VIII, UG 37, Fig. UG 37.1, See A
24 A ASME VIII, Fig. UG - 84
25 D ASME VIII, UG 16 (c)
26 A ASME VIII, UG - 100
27 C ASME VIII, UW 16, typ. pad to shell. (1/2 t
min
)
28 B ASME VIII, UG 32 (j)
29 B ASME VIII, UG 80 (a) 2
30 C ASME VIII, UG 99 (b) and (g)
31 A ASME VIII, UG 100 (d)
32 D ASME VIII, UG 99 (h)
33 A ASME VIII, UG 16 (c)
34 C ASME VIII, UG 36 (c), 3 (a)
35 B ASME VIII, UCS 66 and UG 20 (f)
36 A ASME VIII, Fig. UCS - 66
37 B ASME VIII, Fig. UG 37.1
API 510 DAY 2 Page 86
38 B ASME VIII, UW 16, Fig (p)
39 B ASME VIII, UCS 56, Table for P5
40 A ASME VIII, UG 32 (e)
41 A ASME VIII, UG 32 (d)
42 B ASME VIII, UW 33 (a)
43 C ASME VIII, UW - 35
44 C ASME VIII, UW 3 and UW 12 (d)
45 C ASME VIII, UW 52 c (3)
46 B ASME VIII, UW 51 b (2) a
47 B ASME VIII, UG 100 (b)
48 C ASME VIII, UG 100 (c)
49 D ASME VIII, UG 100 (d)
50 C ASME VIII, UG 100 (d)
51 A ASME VIII, App. 6
52 B
53 C
54 A
55 A
56 B
57 D
58 A
59 D
60 B
61 A
62 C UG-99
63 D UW-12
64 B UG-28
65 B UW-16
66 C UG-32
67 C VIII UW-2(a)(1)(a)&(b)
68 A VIII UG-80 (a)(1)
69 B VIII UG-100
70 D UG-27 and API 510 Body of Knowledge
71 B UG-32
72 C UG-27 UG-116-UG
73 A UG 27 UG-116
74 C UG 32(e)
75 C UG-99 and API 510 Body of Knowledge
76 D 41.135 + .559 (hydro hd. in head depth)=41.69
API 510 DAY 2 Page 87
SOLUTION :
1) t1 + t2 = 1.25 x 16= 20, But t1 = 12, so t2=8 So Size = 8 x 1.4 = 12
10. Thickness of new torispherical head is given by ASME formula,
t = 0.885 PL L = Crown radius
SE 0.1 P .. L = Diameter of head
E = 1 (seamless)
= 0.7496 mm
Provided thk of 0.75 is ok.
Correct answer: d
11. Thickness of new Ellipsoidal head (2:1) is given by ASME Formula:
t = P x D
2SE-0.2P
= 332 x 60
2 x 20000 x 1 0.2 x 332
= 19920
39933.6
= 0.4985
Provided thk = 0.5 (OK)
Correct Answer: c
API 510 DAY 2 Page 88
12. For Torisph. Head, D = 72
For API 510 analysis
Crown Radius = Diameter = 72
Correct answer: a
13. For 2:1 Ellip head, for API 510 analysis
Crown radius = 0.9 D = 54
Correct answer: d
14. Crown portion lies in circle of diameter equal to 0.8D = 0.8 x 72 = 57.6
Correct answer: c
15. Crown Portion lies in circle of dia. equal to 0.8D = 0.8 x 60 = 48
Correct answer: d
16. For torisph head, for crown portion, use hemisphere formula using R = D
t = P x R use R = D = 72
2SE 0.2P S = 20000 PSI
E = 1
t = 235 x 72 P = 235
2SE - 0.2P
= 16920
39933.6
= 0.4235
Correct answer: c
API 510 DAY 2 Page 89
17. Again, use hemispherical head formula for Crown part:
t = P x R for Hemispherical head,
2SE 02P use R = 0.9 D
S = 20000 psi
= 332 x 0.9 x 60 E = 1
2SE 0.2P P = 332
= 332 x 54
39933.6
= 0.4489
Correct answer: a
18. Required thickness t = P X R
SE 0.6P
= 555 x 29.125 (R = 29.125 ,Half dia.)
20,000 x 0.85 0.6 x 555
= 16164
16667
= 0.967 + 0.125 = 1.09
Correct answer: c
19. Thickness away from weld (required thk)
t = P x R
SE 0.6P take: E=1
t = 555 x 29.125
20,000 333
= 0.83
Available shell thickness Excluding required C.A.= 0.96-0.06 = 0.9
0.9 > 0.83 . . . (Safe)
Correct answer: a
API 510 DAY 2 Page 90
SOLUTION
27) UW 16.1 Sketch (I):
t
mn
= .4375
7 t
mn
= .306
1.1/4t = .546
From UW -16.1 Sketch (I) Welds must be:
(a) t
1
+t
2
= 1.1/4 t
mn
(b) t
1
or t
2
not less than smaller of or 7 t
mn
Step 1. 546/2 = 273 + 273 = 1 1/4 t
mn
a is satisfied
Step 2 .273 is greater than .250 - b is satisfied
Step 3. Convert Throat to Leg 273 x 1 414 = .386 Rounding up to next
larger 1/16 = 7/16
ANSWER: A = 7/16
40)Torrispherical t= .885 x 300 x 72 / {( 20000 x10 (0.1 x30)}= 0.9572 in . It is less
than 1in. So it is OK
41) Ellipsoid t = {400 x 60} / {(2 x20000 x 1) - )0.2 x400)} = 0.6012 in which is less
than 5/8 inch . So ok
API 510 DAY 2 Page 91
Q.52 Ref.: ASME VIII, UG 32 (e),
T =
P SE
PL
1 . 0
885 . 0
+ C
E = 1, (As head is seamless and Category B welds are spot
radiographed.)
=
250 1 . 0 1 400 , 16
125 . 72 250 885 . 0
x x
x x
+ 0.125
=
375 , 16
6 . 15957
+ 0.125
= 0.974 + 0.125
= 1.0995
Available thickness = 1.14 OK
CORRECT ANSWER: b
Q.53 Refer Fig. UCS 66 from ASME VIII Div.1
Material is represented by curve B
MDMT Thickness point for thickness is above the curve
MDMT - Thickness point 1-1/8 is below the curve
Material OK for thickness Shell
Material NOT OK for 1-1/8 thickness Head
CORRECT ANSWER: c
API 510 DAY 2 Page 92
Q.54 Ref.: UG 27 c (1)
MAWP =
t R
SEt
6 . 0 +
E = 0.85 from Table UW 12
And t = 5/8 1/8 = after deducting corrosion allowance
MAWP =
5 . 0 6 . 0 125 . 36
5 . 0 85 . 0 000 , 20
x
x x
+
Note: R in corroded condition = 36.125
= 233.36 . . . . say 234 psi
CORRECT ANSWER: a
Q.55 L/D
o
= 72 / 36 = 2.0 and D
o
/ t = 36 / 0.5 = 72
From Fig. G of ASME II Part D, A = 0.0011
From Fig. CS-2, B = 11500
Allowable Ext. Pr.=
) / ( 3
4
t D
B
o
=
72 3
11500 4
x
x
= 212.9 psi > 180 psi . . . OK
CORRECT ANSWER: a
Q.56 Refer UG 99 of ASME VIII
Hydrostatic test pressure = 1.3 x design pressure x stress ratio
= 1.3 x 360 x
16900
18600
= 515.0 psi
CORRECT ANSWER: b
API 510 DAY 2 Page 93
Q.57 Plates 537 clause 1 is curve D and 515 gr60 is curve B.
From Fig. UCS 66, plate A, the point is above curve.
So impact testing not required for plate A.
For plate B, point is below the curve.
Now go to UG 20 (f). Material is P No. 1 and < 1, and temperature > -
20F.
So impact testing for B is also not required.
CORRECT ANSWER: d
Q.58 Refer UW 33 Table from ASME VIII
For 4 thk for long seam 1/16 x 4 = or 3/8, use lower value.
So for long seam, mismatch =
For circ seam 1/8 x 4 or , use lower value.
So for circ seam, mismatch = 1/2
CORRECT ANSWER: a
Q.59 Refer Fig. UCS 66 of ASME VIII
Curve D is representing the materials which are not becoming brittle when
other materials (curve A, B, C) become brittle.
CORRECT ANSWER: d
Q.60 Refer Table UW 12 of ASME VIII
This joint is type 2.
This joint is category B (Ref. UW 3 of ASME VIII).
Since the joint is between 2:1 ellip. head and the
shell.
Refer (Table UW 12 of ASME VIII), the head is
seamless and joint is full radiographed. Hence, E=0.9.
CORRECT ANSWER: b
API 510 DAY 2 Page 94
Q.61 Vessel MAWP = Vessel Part MAWP Static Head
Vessel MAWP will be worked out considering Part MAWPs.
For location at 4 feet from top = 426 0.433 x 4 = 424.268 psi
For location at 32 feet from top = 440 32 x 0.433 = 426.144 psi
For location at 54 feet from top = 442.5 54 x 0.433 = 419.118 psi
For location at 80 feet from top = 454.64 80 x 0.433 = 420.0 psi
Vessel MAWP is lowest of all part MAWPs adjusted for hydrostatic head.
Therefore, lowest value 419.118 psi is vessel MAWP.
CORRECT ANSWER: a
62) 1.3 x 125 x 15/13.8= 176.6
65) t = 1.25 x 0.377/2= 0.235 . but it should not be less than 0.250 or 0.7 x
0.377 is o.263 in which is the answer
70) Pressure 350 + 11 = 361 psi,
So t ={ 361 x30} /{ (17500)- (0.6 x 361 )} = 0.6266 in
71) Use Hemi Spherical formula E from table UW 12 is 0.7
So t= {500 x 4} /{(2 x 15000 x 0.7) (0.2 x 50)}= 1.14832
72) MAWP = {SEt / R +.6 P }= {(15000 x 1 x 0.745)} /{ 14.255 +( 0.6 x
0.745)}.= 760
Here E is found from table UW 12 and R is used as nw corroded
condition and t is also taken as of now reduced thk due to corrosion
73) MAWP = SEt /( R + 0.6 t) ={ 13000 x 0.8 x .875} / { 30 + (0.6 x 0.875)} =
298.116 psig
76) { (100 -5) + (16/120)} x{ 0.433} = 41.69
API 510 DAY 2 Page 95
OPEN BOOK API SEC VIII
1. A vertical vessel has been determined to need de-rating to a lower
MAWP. The new MAWP is based on the engineers calculations for
pressure allowed on the top shell section listed below. The vessel has
an elevation of 55 feet to its very top. The following pressure is
calculated to the bottom of the element listed.
Top shell section, elevation 40.3 feet, p= 458.3 Psi
a. 439.6 psi
b. 440 8psi
c. 451.9 psi
d. 457.6 psi
2. A shell course is being replaced in an existing vessel made of SA-515
GR. 55 rolled plate. The shell course will have a thickness of 1.25 inches
and inside radius of 40 inches. The Data Report on the vessel indicates
the original design called for a joint E of 10, a MAWP OF 675 psig at 450
degrees F and that the MDMT required is 5 degrees F. preheat to 200
degrees was used prior to welding Postweld heat treatment was
performed also. The ratio of design stress to allowable stress is. 90.
What reduction in MDMT can be taken for the ratio of design stress of
90?
a. 20 F
b. 10 F
c. 15 F
d. 30 F
3. A hydrostatic test is being performed on a vertical vessel with an
elevation of 48 feet. The MAWP of the vessel in its normal operating
position is 255 psi. ALL RVs have been removed and the vessel is
blinded off from all other components. The gage will be installed at an
elevation of 22.5 feet. What shall this gage pressure be during the
hydrostatic test at the 22.5 elevation? The materials design stress
allowed is 16,800 psi and the stress allowed at test temperature of 70
degrees F is 17,500 psi. H.H. is 433 psi per vertical foot.
a. 362.6 psi
b. 351.0 psi
c. 339.9 psi
d. 315.7 psi
API 510 DAY 2 Page 96
4. A repair to vessel is planned. The vessel is built of SA-516 grade 70
normalized material. The vessel operates at an MDMT of 38F. This
vessel is in ordinary service and has thickness of 1.125 inch. It will not
receive postweld heat treatment. The coincident Ratio of stress is 0.90.?
This vessel cannot be exempted for impact testing per paragraph UG-20
(f) because;
a. SA-516 is not a P No. 1 material;
b. 38 F is too low a temperature.
c. It exceeds the thickness limit for a curve A material.
d. It exceeds the thickness limit for a curve D material.
5. An exchanger has experienced internal corrosion of its tubes. The tubes
are required to withstand an external pressure of 350 psi. The tubes
have and O.D of 1.98 inch and are 88 inches in length with a wall
thickness of .025 inch. The value of L/DO is?
a. 44.44
b. .0225
c. 79.2
d. 4.44
6. Two nozzles are to be added to an existing pressure vessel. One nozzle
is 3.5 in O D. and the other is 2 in O. D., how close may these nozzles be
placed in the vessel wall without their areas of reinforcement
overlapping?
a. 2.5 inches
b. 3 inches
c. 5.5 inches
d. 2 inches
7. A vessel is undergoing a hydrostatic test after repair. The vessel is
marked with an MAWP of 100 psig at 750 F. The materials allowable
stress at operating temperature is 15,000 psi and its allowable stress at
test temperature is 17,500 psi. the visual inspection shall take place at;
a. 100 psi
b. No less than the MAWP of the vessel.
c. 116.66 psi
d. 106.66 psi
API 510 DAY 2 Page 97
8. A vessel is constructed of rolled and welded SA-516 gr. 70 steel plate. It
is 96 inches in diameter with a communicating chamber, which extends
18 inches below this horizontal vessel. This vessel is in water service
and operates at working pressure of 150 psi. What will be the gage
pressure at working pressure as read on a gage mounted on the bottom
of the vessels communicating chamber?
a. 150 psi
b. 154 11 psi
c. 153.46 psi
d. 199.36 psi
9. A torispherical head was found to have minimum thickness of .523 inch.
This head is attached by a type 2 weld to a seamless shell. The category
B welds meet the requirements of UW-11 (a)(5)(b) and UW- 52 The heads
material has an allowable stress at operating temperature of 14,800 psi.
The head has an O.D. of 36 and an inside crown radius of 36. What is
the welded joints efficiency that attaches the head to the shell?
a. 10
b. .85
c. .80
d. .90
Answer the following questions about the attached WPS and PQR (pages
5 to 8) from Excellent Welding Consider both the WPS and its
supporting PQR when answering the questions.
10. Per Section VIII Div. I a P number I material is required to be post weld
heat treated when it exceeds what thickness at the joint?
a. 1
b. 1-1/8 and has not had the required pre-heat applied.
c. 1-1/4 and has not had the required pre-heat applied.
d. 2
11. What is the required holding time at normal PWHT temperature for P
number I material with a thickness of 3?
a. 2-1/4 hours.
b. 2 hours
c. 2-1/2 hours
d. P number I material is not required to receive PWHT per Section VIII.
API 510 DAY 2 Page 98
12. While attempting to PWHT a vessels shell it is discovered that the
equipment on hand cannot reach the minimum temperature for the P
No. 1 Group 3 material that the vessel is constructed of It is 2 inches
thick at the location of heat treatment. If the vessel can be post weld
heat treated at a lower temperature, what is that lowest temperature?
a. 900 F
b. 1000 F
c. 950 F
d. Lower temperatures are not allowed on P No 1 Group 3 materials.
13. Which of the following is the maximum out-of roundness allowance for
a cylinder per ASME VIII?
a. 1%
b. plus or minus 1%
c. 1.2%
d. 2
14. If a 3 inch thick welded plate specimen must be impact tested what will
be approximate required absorbed energy requirement if it has a 55 ksi
minimum yield strength?
a. 30 psi
b. 30 ft/lbs
c. 27 psi
d. 27 ft/lbs
15. What would be considered acceptable proof of having performed
Charpy Impact tests on the part of the manufacturer of steel plates per
Section VIII Div. I?
a. Shipment of the broken specimens with the plate.
b. Shipment of the broken specimens with the plate and certificates of
compliance.
c. Shipment of reports or certificates of compliance from the
manufacturer.
d. No proof is required beyond the invoice of the manufacturer listing
impacts as having been done.
16. The set pressure for a relief valve set at 200 psi may not exceed;
a. 206 psi.
b. 200 psi.
c. 203 psi.
d. 199 psi.
API 510 DAY 2 Page 99
17. The maximum reinforcement on a circumferential but welded joint made
in a plate shell of 2 inches in thickness is;
a. 1/32 inch.
b. inch
c. 1/16 inch.
d. 1/8 inch.
18. A vessel owner is repairing a vessel by replacing a duplicate seamless
ellipsoidal head, which is butt welded to the shell. The name plate is
marked RT-2, W and HT below the Code symbol. The owner is allowed
to use what type or types of butt welded joints to replace this head?
a. Any type permitted in Section VIII Div. I
b. Type 1
c. Type 2
d. Type 1 or 2
19. A Circular flat head at the top of a vessel is measured at 1.25 inches
thickness during inspection. The flat head has a diameter of 14 inches.
The vessels data is as follows;
MAWP is 500 psi C=0.33 S=17,500 psi E=1.0 what is required thickness
of this part?
a. 1.35940 inch
b. 1.24563 inch
c. .958633 inch
d. 1.75200 inch
20. A shell plate made of SA-285 grade C is to be used in a repair of a
vessel. What is the lowest temperature that this plate may operate at
without impact testing if it is 1.5 inches thick, will not receive post weld
heat treatment and has a 695 F maximum temperature and has
coincident Ratio is 1.0?.
a. 51 F
b. 14 F
c. 88 F
d. 14 F
21. A welding procedure is being qualified for use with a vessel that will
require impact testing; the coupon will be 4 inches thick. How many
Charpy specimens will be required total?
a. 9
b. 6
c. 3
d. 12
API 510 DAY 2 Page 100
22. A vessel is marked RT-3 this indicates that all welded joint efficiencies
will be taken from Column B of table UW-12. The vessel contains only
Type 1 welded joints so all welds will have an E of ?
a. .90
b. .85
c. .70
d. .65
23. A vessel is to be pneumatically tested to a pressure of 172.7 psi and this
pressure has been adjusted for a stress ratio of 1.1666. The pressure
which the vessel should be inspected at will be;
a. 104.6 psi
b. 125.6 psi
c. 157.0 psi
d. 97.1 psi.
24. Two nozzles of 1.0 thickness are to be attached to vessel using fillet
welds, if the shell is 2.0 thick the value of t min for this configurations
will be;
a. .707
b. 1.0
c. .750
d. .530.
25. A circular flat held is to be attached to a cylindrical shell as depicted in
Fig UG-34 (f) The value of the thickness required for the shell has been
computed to be .358 and the actual thickness is .500. The value of
Factor C in this calculation will be?
a. .46089
b. .20
c. .23628
d. .33
26. While inspecting a vessel you discovered the cylindrical shell has
corroded externally to a present thickness of 498 in thickness at its
thinnest point. The vessels corroded outside diameter is 95.82 and its
material has an allowable stress of 13,800 psi at 750 F The vessel shell
is seamless and it has met the spot radiography requirements listed in
UW-12(d). What will be the MAWP of the vessel?
a. 71.87 psi
b. 143.5 psi
c. 144.0 psi
d. 83.45 psi
API 510 DAY 2 Page 101
27. According to Section VIII the minimum NPS for a liquid relief valve is:
a. NPS 1
b. NPS
c. NPS 7/8
d. NPS1/2
28. What temperature shall be used when calculating a pressure vessels
MAWP?
a. Nominal.
b. Maximum that it can obtain by design,
c. Average through wall temperature.
d. The average temperature experienced over the entire vessels design.
29. Which of the following explains the closest that two isolated un-
reinforced openings can be to each other without reinforcement
calculations being required?
a. 4 times their diameters
b. 3-1/2 times their diameters.
c. The sum of their diameters.
d. There is no such requirement
30. The required diameter of tell-tale holes for re-pads is?
a. Maximum NPS
b. Minimum NPS
c. Minimum NPS
d. Maximum NPS
31. The minimum throat dimension for a fillet weld as shown in Fig UW-16
(c) for a 1 thick nozzle joined to a 2 thick head is.
a. .530
b. .750
c. .250
d. 1.00
32. The inside surfaces of a vessels shell have corroded down to a
minimum thickness of .369. The original thickness was .500. The
vessels and old inside diameter was 96 inches. What will be the
internal dimension used to calculate the vessels MAWP?
a. 96.262
b. 48.0
c. 96.0
d. 48.131
API 510 DAY 2 Page 102
OPEN BOOK SEC VIII ANSWERS
Q.No. ANSWER LOCATION OF ANSWER
1 C UG-99 API 510 Body of Knowledge
2 B UCS-66 & FIG UCS 66.1
3 D UG-99
4 D UCS-66 & FIG UCS-66
5 A UG-28 ( c )
6 C UG-42(a)
7 C UG-99 (b)
8 B UG-99 API 510 Body of Knowledge
9 C UW-12 (b)
10 C VIII UCS-56
11 A VIII UCS-56
12 B VIII UCS-56.1 Table
13 A VIII UG-80
14 B VIII UG-84 FIG.UG- 84.1
15 C VIII UG- 84(e)(2)
16 A UG-126(d)
17 B VIII UW-35
18 D VIII TABLE UW-12
19 A VIII UG-34
20 C VIII UG-20(f)/UCS-66-68
21 A VIII UG-84 (3sets 3 specimens = 9)
22 B UG-116 AND TABLE UW-12
23 C VIII UG-100 (d)
24 C UW-16 NOMENCLATURE
25 C UG-34 FIG. UG 34 (f) C = .33 X M
26 C VIII APPENIX I R o Calculations
27 D VIII UG-128
28 B VIII UG-20 (a)
29 C VIII UG-36 (c ) (3) (c )
30 A VIII UW-15 (d)
31 C VIII UW-16 NOMENCLATURE
32 D UG-27 AND TEXT BOOK
API 510 DAY 2 Page 103
ASME SEC VIII QB
1. Minimum Design thickness for a vessel shell is 10 mm. Following four
plates were received with actual thickness equal to: 10.2 mm, 9.7mm,
10.3mm, and 9.6 mm. As per ASME Sec. VIII Div.1, how many plates will
you release for vessel fabrication?
a. 1
b. 2
c. 3
d. All 4
2. As per ASME Sec. VIII Div. 1, if permanent deformation is observed due
to over pressure during hydrotesting:
a. The inspector should ask for re-test using proper test pressure and
new pressure gauges.
b. Follow-up the hydro-testing by a pneumatic test at proper pressure,
taking suitable precautions as given in code
c. The inspector may ask for providing additional stiffening rings around
vessel and carry out re-hydro test at proper test pressure.
d. The inspector may reject the vessel.
3. A Shell with nom. I.D. = 2200 mm is rolled and the inspector observed
following readings, D max = 2215mm, D min = 2195 mm. Should the
shell be:
a. Accepted
b. Rejected
c. Accept after NDT
d. Depends on opinion of inspector.
4. A horizontal vessel is provided with 2:1 elliptical heads on both ends.
The tan tan shell length = 120 in. vessel dia = 40 in. What will be
overall length of the vessel?
a. 150 inches
b. 140 inches
c. 160 inches
d. None of above
API 510 DAY 2 Page 104
5. According to API 510, authorized inspection agency is:
a. Jurisdiction organization
b. Insurance company which under writes insurance of pressure vessels
c. Inspection organization of owner-user
d. Any of above
6. A pressure vessel has design pressure = 300 psi. Its safe stress values
at ambient and designed temperatures are 17100 psi and 16300 psi
respectively. The hydrostatic test pressure and inspection pressure for
above will be:
a. 450 psi and 346 psi
b. 409 psi and 315 psi
c. 415 psi and 300 psi
d. None of the above
7. The rules for impact testing of carbon steel in Section VIII vessel
materials require what kind(s) of impact test?
a. Brinell & Rockwell
b. Izod & Charpy V-notch
c. Charpy V-notch only is acceptable.
d. Brinell only is acceptable.
8. Prior to witnessing a pneumatic test of a pressure vessel, the inspector
should:
a. Ensure that welds around nozzles were inspected by PT or MT prior to
commencement of test.
b. Ensure that test pressure is maintained throughout the leak testing
inspection.
c. Ensure that all butt welds were UT checked prior to commencement of
test.
d. Both a and b
9. A vessel made with full penetration double welds shows name plate
marking of RT2. The joint efficiency for this vessel will be:
a. 0.85
b. 1.0
c. 0.7
d. None of these
API 510 DAY 2 Page 105
10. Who is responsible for transferring the plate marking to the balance
plate for a vessel repair work?
a. Authorized inspector who is overseeing the repair activities
b. Repair organization who does the repair work
c. The plate marking and cutting persons involved in the repair process
d. The pressure vessel Engineer who approved the repair work
11. If vessel longitudinal and circumferential welds are type 1 and spot
radiographed only, then stamping on name plate will be:
a. RT1
b. RT2
c. RT3
d. RT4
12. In the above question, if welds were fully radiographed for their entire
length, the purpose is to conform to ________ stamping to be put on
name plate:
a. RT1
b. RT2
c. RT3
d. RT4
13. As per ASME Sec. VIII, Div. 1, in pressure testing, if stress ratio = 1, the
test pressure as compared to design pressure shall be:
a. 1.5 times for hydrotest
b. 1.3 times for pneumatic test
c. Same for both hydro and pneumatic
d. None of the above
14. As per ASME Sec. VIII, Div. 1, if permanent deformation is observed due
to over pressure during hydrotesting:
a. The inspector should ask for re-test using proper test pressure.
b. Follow-up the hydro-testing by a pneumatic test at proper pressure,
taking suitable precautions as given in code for pneumatic test.
c. The inspector may ask for providing additional stiffening rings around
vessel and carry out re-hydro test at proper test pressure.
d. The inspector may reject the vessel.
15. Identify incorrect statements. The pressure vessel materials tend to be
less brittle:
a. As material thickness increases
b. As service temperature increases above transition temperature
c. a and b
d. None of above is a correct statement.
API 510 DAY 2 Page 106
16. If the part to be PWHTed is longer than the furnace, multiple shot PWHT
is proposed. What is the minimum over lap as per code to ensure proper
PWHT?
a. 2 feet
b. 5 feet
c. 2 meter
d. 5 meter
17. In PWHT of pressure vessels that are built in carbon and low-alloy
steels:
a. Minimum PWHT temperature increases with increase of vessel
thickness.
b. PWHT Soaking period increases with increasing vessel thickness.
c. Thickness has to be accounted for working out heating and cooling
rates.
d. Only (b) and (c) above
18. Three corrosion patches were seen on the shell for a tall vertical vessel
to decide their effect on vessel MAWP:
a. Work out part MAWP at thinnest patch and that will represent vessel
MAWP
b. Vessel MAWP does not get affected by thinning of the vessel
c. Work out part MAWP for lowest head, and that will represent vessel
MAWP
d. Lowest value, as worked out by the worst combination of part MAWP
and corresponding hydrostatic head at that location
19. When dial-type indicating and recording pressure gauges are used to
monitor leak testing, the maximum gauge range shall not exceed which
multiple of the expected test pressure?
a. 1 times
b. 2 times
c. 3 times
d. 4 times
20. A vessel is to be pneumatically pressure tested to 250 psi. This test
pressure will be reached in how many stages of pressurization?
a. 5 stages
b. 2 stages
c. 6 stages
d. 7 stages
API 510 DAY 2 Page 107
21. 21. In above question what will be the incremental values of
pressurization at first and second stage if pneumatic test pressure is
250 psi?
a. 125 psi, 25 psi
b. 50 psi, 50 psi
c. 100 psi, 50 psi
d. None of above
22. Pneumatic test is proposed for a vessel instead of standard hydro test.
Most probable reason for this could be:
a. The vessel internal is lined with refractory
b. No water is available
c. The skirt of the vessel is too week to take care of the static water head
and pressure.
d. Any one or both of a and c above
23. In post weld heat treatment inspection what important things you will
verify:
a. Loading temperature and heating rate
b. Holding temperature and holding time
c. Cooling rate and un-loading (from furnace) temperature
d. All of the above are important things to be verified
24. Vessel containing lethal substance with shell thickness of 20mm
requires:
a. Spot radiography (RT-3)
b. Full length radiography (RT-1)
c. No radiography (RT-4)
d. Penetrant is sufficient if radiography testing is not available
25. In a 30 mm thick cylindrical shell, the longitudinal as well as
circumferential joints are double welded butt welds with full penetration.
Which of the following is true as regards the longitudinal and
circumferential joints?
a. They are of same category but different types.
b. They are of same type but different categories.
c. Both the category as well as type are same.
d. Both the category as well as type are different.
API 510 DAY 2 Page 108
26. Vessel MAWP of existing vertical vessel will be affected for which of the
following?
a. If Vessel Part MAWP changes for any vessel part.
b. If design pressure is reduced (other factors remaining same)
c. Vessel height is changed by adding/deleting a shell course
d. A and C
27. A Shell with Inside dia = 2200 mm, and Corr. allow.= 5 mm is to be
designed as per ASME Sec. VIII , Div.1. What will the value of R in
design formula for shell thickness?
a. 1100 mm
b. 1105 mm
c. 1095 mm
d. 1110 mm
28. In thickness formula for internal pressure for shell, term E refers to:
a. Modules of Elasticity of material
b. Thermal Expansion
c. Joint efficiency of the weld
d. None of above
29. Identify category A joints from following:
a. Longitudinal joints
b. Circumferential joints, shell to shell
c. Shell to hemispherical head joint
d. a and c above
30. If all other conditions are remains same the design thickness of which
dished end (Torispherical, Hemispherical, and Ellipsoidal) will be
maximum?
a. Torispherical
b. Hemispherical
c. Ellipsoidal
d. All will be same
31. Any thickness-offset within the allowable tolerance shell be provided a
minimum taper transition of:
a. 3 to 1 min
b. 4 to 1 min
c. 3 to 2 min
d. 1 to 2 min
API 510 DAY 2 Page 109
32. ASME Sec VIII Div. 1 specifies different acceptance level for weld
reinforcement, which of the following statements are true in your
opinion?
a. Permitted reinforcement for long. seems is higher than circ. seems
b. Permitted reinforcement for long. seems is lower than circ. Seems
c. Permitted reinforcement for long. seems is same as circ. seems
d. Permitted reinforcement does not depend on location of seems.
33. Vessel MAWP for vertical vessel is measured at:
a. Top most point of vessel
b. Bottom most point of vessel
c. At the mid point between top & bottom
d. None of above
34. A Pressure Vessel is designed for 0.85 joint efficiency with full
penetration welds. RT requirement will be:
a. Nil
b. Spot
c. 100 %
d. T-joints radiography
35. A vessel with 50 inches OD and 1 in. thickness is to be provided Std.
torisph. heads. The heads shall be formed with crown radius and min.
knuckle radius as follows:
a. 25 inch, 4 inch
b. 50 inch, 3 inch
c. 50 inch, 3 inch
d. 25 inch, 2 inch
36. Two head to shell joints, one joining a seamless Hemisph, head to
shell was radiographed for full length and the other joint joining
seamless std. torisph. head to shell was spot radiographed, The weld
joint efficiency for each of these heads respectively will be:
a. 1, 0.85
b. 1, 1
c. 0.85, 1
d. 0.85, 0.85
37. ASME Sec. VIII Div. 1 recommends use of U.T. in place of R.T. (for a fully
radiographed vessel) for:
a. All butt welds in vessel
b. All butt and fillet welds in vessel
c. For closing seams only
d. The code does not permit use of U.T. at all
API 510 DAY 2 Page 110
a. Greater than vessel part MAWPs
b. Lower than Vessel part MAWPs
c. May be (a) or (b) depending on Vessel height
d. Is always same as vessel design pressure
39. For a vessel constructed with Type 1 welds:
a. RT3 means E = 1
b. RT2 means E = 0.85
c. RT1 and RT2 may mean E = 1
d. RT4 means spot radiography
40. Choose correct Pneumatic test pressure for following vessel
Design Pressure = 160 psi
Design temp. = 675 F
Allow stress (Ambient) = 20,000 psi
Allow stress (675F) = 19,200 psi
a. 176.0 psig
b. 215.6 psig
c. 183.3 psig
d. None of above
41. Choose correct statement. Allowable external pressure for a vessel:
a. Will depend on Joint efficiency (E) and extent of radiography
b. Depends on vessel temperature
c. Is affected by internal corrosion allowance
d. Both b and c
42. The rules for impact testing of carbon steel in Section VIII vessel
materials require what kind(s) of impact test.
a. Brinell & Rockwell
b. Izod & Charpy V-notch
c. Charpy V-notch only is acceptable
d. Brinell only is acceptable
43. Prior to witnessing a pneumatic test of a pressure vessel, the inspector
should:
a. Ensure that welds around nozzles were inspected by PT or MT prior to
commencement of test
b. Ensure that test pressure is maintained throughout the leak testing
inspection
c. Ensure that all butt welds were UT checked prior to commencement of
test
d. Both a and b
API 510 DAY 2 Page 111
44. Hydrostatic pressure test of vessels may be replaced by pneumatic test:
a. At the option of vessel manufacturer
b. At the option of vessel inspector
c. Permitted only if water is not available in the region and Client
approves
d. Permitted only if design or operating conditions do not permit use of
water as test medium.
45. What will be the minimum inspection pressure if pneumatic testing was
carried out at 220 psig, as per code?
a. 220 psi
b. 250 psi
c. 200 psi
d. 260 psi
46. For external pressure calculations, the value of E is worked out on the
basis of:
a. E = 1 for full radiography
b. E = 0.85 for spot radiography
c. E = 0.7 for no radiography
d. E is modulus of elasticity and does not depend on radiography
47. In external pressure calculations for cylindrical shell, the Factor A,
depends on:
a. O.D. and thickness of shell
b. Design temperature
c. Safe stress value S of material
d. All of the above
48. ASME Sec. VIII, Div. 1 permits which of the following nozzle
constructions?
a. Set-in type
b. Set-on type
c. Both (a) and (b)
d. None of (a) or (b)
49. Ovality tolerance of a vessel shell with internal pressure is:
a. 1% for shell I.D.
b. 1% for shell O.D.
c. 1% of Inside radius of shell
d. 1% of Outside radius of shell
API 510 DAY 2 Page 112
50. Reinforcement area required for an opening of diameter of 8 inside
diameter and minimum required shell wall thickness 1.0 will be:
a. 9.0 sq. inches
b. 8.0 sq. inches
c. 1 inch thickness
d. 10 sq. inches
51. A vessel is constructed by using SA516 Gr. 70 normalised plates of
thickness 1.125. Minimum MDMT without any impact testing for this
vessel will be:
a. -26F
b. -30F
c. -22F
d. -16F
52. Evaluation of radiographs for Porosity shall be carried out for
Pressure vessels subjected to
a. Full radiography
b. Spot radiography
c. For both a and b
d. For none of a or b
53. The radiographs and radiography reports of a vessel shall be
maintained till:
a. 5 years
b. Till the MDR is signed
c. 3 years
d. 10 years
54. Pneumatic test should be carried out on a vessel at 300 psig. The
design temperature and the test temperature are same. What is the test
pressure and in how many steps the pressure should be applied.
a. 350 psig, 6 steps
b. 330 psig, 6 steps
c. 350 psig, 2 steps
d. 330 psig, 2 steps
API 510 DAY 2 Page 113
55. A vessel is to undergo a hydrostatic test after an alteration; the test
pressure will be 785 psi. Using standard commercially available gauges
what is the minimum and maximum gage pressure range acceptable for
this test?
a. 0-1000 to 0-3000 psi
b. 0-1500 to 0-3000 psi
c. 0-1000 to 0-2500 psi
d. 0-850 to 0-1500 psi
56. Which is the most severe stress caused by internal pressure in a
cylindrical shell?
a. Circumferential stress acting along the longitudinal axis.
b. Longitudinal stress acting along the longitudinal axis
c. Circumferential stress acting along the circumferential axis.
d. Longitudinal stress acting along the circumferential axis.
57. Of the types of stresses placed on a thin walled cylinder the most
severe is;
a. Circumferential
b. Longitudinal
c. Compressive
d. Radial
58. The rules for impact testing of carbon steel in Section VIII vessel
materials require what kind(S) of impact test.
a. Brinell & Rockwell
b. Izod & charpy V-notch
c. Charpy V-notch only is acceptable
d. Brinell only is acceptable.
59. You have measured undercut on a girth weld during the repair to a
vessel, it was found to be 1/32 inch in depth. The base metal is 2 inches
thick, and you should?
a. Reject the weld
b. Accept the weld.
c. Consult the API 510 code for accept/reject criteria before making a
decision
d. Consult with the chief inspector or Engineer
60. The two types of impact tests required by section VIII Div.1 are;
a. Izod and drop weight
b. Brinell and Rockwell
c. Charpy and Drop Weigth
d. Weld metal and Base metal
API 510 DAY 2 Page 114
61. In Section VIII Div.1 acceptance of a radiograph is based on;
a. The speed of the film used.
b. The geometric unsharpness of the image
c. The absence of backscatter.
d. The ability to see the essential hole or wire, if a wire type IQI is used
62. A spot radiograph of a butt weld in a 1 inch thick of a vessel market RT-
3 was found to have a rounded indication, the dimension of such an
indication according to section VIII div 1 is;
a. 1/32 of an inch
b. 1/3 of an inch
c. 2/3 of an inch
d. None, rounded indications are not a consideration with spot
radiography
63. Section VIII Div 1, is very specific about the number of spot radiographs
required when applying it for quality control, the basic premise is to;
a. Insure that all welds are made perfectly
b. Make sure someone is held responsible for any poor welding
c. apply the radiographs immediately after welding in order to take
connective steps if needed.
d. fire as many welders as possible
64. A P No.1 material that is plate has been rolled into a cylinder and butt
welded. The cylinder is exactly 1-1/4 thick, and it is used in the repair
of a pressure boundary on a U stamped vessel, the following is a true
statement.
a. It must receive full radiography
b. It may be not spot radiographed
c. It may not be fully radiography
d. It may receive spot, full or no radiography depending on the original UI
form
65. Charpy impact tests are intended to prove that a material is;
a. Tough at the desired MDMT of the vessel to be constructed using that
material
b. Some what prone to brittle fracture.
c. acceptable for use in high temperature service
d. not required to be heat treated
API 510 DAY 2 Page 115
66. The testing apparatus used and the techniques for performing charpy
impact tests are found in;
a. Section VIII Div. 1 paragraph UG-84
b. SA-270
c. SA-370
d. Section IX paragraph 401.32
67. Prior to witnessing a pneumatic test of pressure vessel, which has been
repaired by welding the inspector should;
a. Determine if the vessel has had all relief devices removed
b. Observe that the digital pressure gage to be used for the test is of the
proper range
c. Check that the personnel conducting the test have been properly
trained to perform hazardous tests.
d. Make sure that the analog pressure gage is of the proper range for the
test pressure
68. The number of charpy impact specimens required for a 1-3/4 Thick
weld procedure test plate is;
a. 2 sets of 3.
b. 3 sets of 2.
c. 3sets of 3.
d. Dependent on the type of material to be used in the construction of the
vessel.
API 510 DAY 2 Page 116
ASME SEC VIII QB
ANSWERS
Q. ANS. REFERENCE
1 C ASME VIII, UG 16 (c)
2 D ASME VIII, UG - 99
3 A ASME VIII, UG-80 a (1)
4 B ASME VIII, UG-32 (d)
5 D API 510, 3.4
6 B ASME VIII, UG-99 (b) and (d)
7 C ASME VIII, UG-84
8 A ASME VIII UG-100
9 B UG 116 e-2 and Table UW - 12
10 B UG 77 and API 510
11 C ASME VIII, UG 116
12 A ASME VIII, UG - 116
13 D UG 99 and UG - 100
14 D UG 99 (d)
15 A ASME VIII, Fig. UCS 66
16 B ASME VIII, UW 40 a2
17 D UCS 56, d1, 5
18 D ASME VIII, UG 98 (a)
19 D ASME VIII, UG - 102
20 C ASME VIII, UG - 100
21 A ASME VIII, UG 100
22 D Application of UG 100 (a)
23 D UCS 56, d1, 2, 5
24 B ASME UW-11(a)
25 B ASME VIII, UW 3 (a)
26 D ASME VIII, UG 98 (a)
27 B ASME VIII, UG 27 (a), UG -16 (e)
28 C ASME VIII, UG 27 (a)
29 D ASME VIII, UW 3 (a) (1)
30 A ASME VIII, UG 32, d, e, f
31 A ASME VIII, Fig. UW - 9
32 B ASME VIII, UW - 35
33 A ASME VIII, UG 98 (a)
34 B ASME VIII, Table UW - 12
35 C ASME VIII, UW 32 (j)
36 B ASME VIII, UW 12 (d)
37 C ASME VIII, UW 11 (a) - 7
38 B ASME VIII, 98 (a)
API 510 DAY 2 Page 117
39 C ASME VIII, UG 116 (e)
40 C ASME VIII, UG 100 (b)
41 D ASME VIII, UW II (c)
42 C ASME VIII, UG - 84
43 A ASME VIII, UG - 100
44 D ASME VIII, UG 100 (a)
45 C ASME VIII, UG 100 (d)
46 D ASME VIII, UG 28, Step 7
47 A ASME VIII, UG 28, Steps 2 and 3
48 C ASME VIII, UW 16, Fig. UW 16.1
49 A ASME VIII, UG 80 (a)
50 B ASME VIII, UG - 37
51 A ASME VIII, Fig. UCS - 66
52 A ASME VIII, UW-52.
53 B ASME VIII, UW 51 c (1)
54 B ASME VIII, UG 100 (d)
55 B UG-102
56 A UG-27&API 510
57 A VIII UG-27
58 C VIII UG-84
59 B VIII UW-35
60 D VIII UG-84
61 D VIII UW-51(a)(3)
62 D VIII UW-52 ( c ) (3)
63 C VIII UW-52 header note
64 D VIII UW-11(a)(3)&UCS-57 (table notes)
65 A VIII UG-84 definition of Charpy (notch toughness)!
66 C VIII UG-84 refers SA-370 for details
67 D VIII UG-100&102&UW-50
68 C VIII UG-84 (h)
API 510 DAY 2 Page 118
CLOSED BOOK ASME SEC VIII
1. Which of the following best describes a part of the definition of
maximum allowable working pressure for a vessel?
a. The vessels design pressure.
b. The vessels design pressure plus the hydrostatic head.
c. The maximum gage pressure permitted at the bottom of the vessel.
d. The maximum gage pressure permitted at the top of the vessel, in its
operating position.
2. The symbol PHT on a vessels name plate indicates;
a. A combination pneumatic and hydrostatic test.
b. The vessel has been post-weld heat treated.
c. The vessel is good for high temperatures.
d. The vessel was partially heat treated
3. If an duplicate ASME Code name plate is to be attached to pressure
vessel it must be placed only on;
a. The skirt
b. One of the heads (does not matter which).
c. On the shell.
d. Any permanent attachment to the vessel.
4. A welded carbon steel joint has a MDMT which is lower than 120 F
above what thickness must impact tested material be used.
a. 6 inches.
b. 4 inches.
c. 2 inches.
d. 3 inches.
5. A safety valve must be tested using;
a. Water.
b. Steam.
c. Air.
d. Product fluids only.
API 510 DAY 2 Page 119
6. If inspecting a vessel using non-destructive inspections, where can
guidance be found to accept or reject a condition in a weld that has
been discovered during the inspection?
a. Section V of the ASME Code.
b. Section VIII of the ASME or Code of construction.
c. API 510 Inspection Code.
d. NBIC.
7. Which of the following markings cannot be found on an ASME Code
Vessels nameplate?
a. The manufacturers serial no.
b. The manufacturers name.
c. The year built.
d. The names of all welders who worked on the vessel.
8. List three places where category B welds are located in an ASME Code
Section VIII Div 1 vessel.
a. Longitudinal joint in shells, in nozzles and communicating chambers.
b. Circumferential joints in transitions in diameter, connecting heads to
communicating chambers and hemispherical heads to shells.
c. Circumferential joints in transitions in diameter, connecting heads to
communicating chambers and ellipsoidal heads to shells.
d. Circumferential joints in transitions in diameter connecting heads to
communicating chambers and the joints used to make a sphere from
two hemispheres.
9. Describe a Type 3 weld in accordance with ASME Section VIII Div.1.
a. A weld made form one side only with a backing ring, which remains in
place.
b. A weld made from both sides, and which is restricted in diameter and
thickness limits.
c. A weld made from both sides.
d. A weld made from one side only, which does not have a backing ring.
10. What type material is always required to have a mill test report in
accordance with Section VIII Div 1 of the ASME Code?
a. ASTM pipe.
b. ASTM forged pressure parts.
c. Gray cast iron parts used for pressure.
d. Plate.
API 510 DAY 2 Page 120
11. A spot radiograph in accordance with UW-53 has revealed rounded
indications that exceed those allowed in Appendix 4 of Section VIII
Div.1. What must be done?
a. Two tracer radiographs must be performed and if they pass the area
that failed in the first shot repaired and retested.
b. Nothing.
c. The entire joint must be radiographed fully.
d. Ultrasonic inspection must be performed on the welded joint.
12. The term Full Radiography in Section VIII Div. 1 means that a vessel
must have;
a. 100% of its welds radiographed
b. All of the welds required by code to be fully radiographed examined
c. 100% of the all of the welds which exceed NPS 10 and or 1-1/8
radiographed
d. Radiography applied to all types of weld including fillet welds.
13. Indications observed by the dye penetrant NDE method are often larger
than the actual imperfection in the material. What is the accept reject
criteria based on?
a. The dimensions of the imperfection revealed by the inspection.
b. The dimensions of the developed test.
c. The dimensions of the developed test, following a written procedure.
d. The dimension size allowed by the prevailing code.
14. The hydrostatic head must be considered when rating a liquid filled
vessels
a. Bottom shell courses material of construction.
b. Top formed heads geometry.
c. Reinforcement pad material selection
d. Each component MAWP.
15. A vessel is undergoing a hydrostatic test per the rules of the ASME, the
pressure it shall be visually inspected at is;
a. The test pressure divided by 1.3
b. No less than the test pressure divided by 1.3
c. No less than the test pressure divided by 1.1.
d. No less than 4/5 the test pressure.
API 510 DAY 2 Page 121
16. If heads are formed so that the pressure is on the concave side they are
considered by the ASME to be
a. Minus heads.
b. Seamless.
c. Plus heads
d. Spun heads.
17. A forget flat head attached to a vessel by butt welding must follow all
the rules for
a. Circumferential welds given in Part UW of Section VIII
b. Longitudinal welds given in Part UW of Section VIII
c. Circumferential welds given in Part UCS of Section VIII
d. Longitudinal welds given in part UCS of Section VIII
API 510 DAY 2 Page 122
Closed Book SEC VIII
ANSWER
Q.No. ANSWER LOCATION OF ANSWER
1 D UG-98 & API 510 3.9
2 D UG-116
3 D VIII UG-119 (f)
4 B VIII UCS-66(a)(1)(d)
5 B VIII UG-125
6 B VIII APPENDIX 4,6 AND 8
7 D UG-116
8 C UW-3(b)
9 D UW-12 TABLE
10 D UG-93(a)(1)
11 B UW-52 (c ) (3)
12 B UW-11(a)
13 C VIII APPENDIX 8.4(d)
14 D VIII UG-99
15 B VIII UG-99
16 C VIII UG-32 NOMEMCLATURE
17 A VIII UG-34
API 510 DAY 2 Page 123
These question cover both the open and closed book portion of the exam; in
general any table lookup questions would be in the open book part of the
examination. Only the correct choice and the paragraph where the answer is
found are given, so you will be required to read the paragraphs to confirm the
answers
1. Which of the following describes the service restrictions on welded joint
types in lethal substance service?
a. All joints of Category A shall be Type No (1) of Table UW-12
b. All joints of Category A and B shall be Type No. (1) of Table UW-12.
c. All joints of Category B and C shall be of Type No (2) of Table UW-12
d. All joints may be of any type permitted in Section VIII Div. 1.
2. When a vessel is to be used with a lethal substance it shall be;
a. Completely ultrasonically tested if made of any high alloy.
b. Pre-heated if constructed of carbon or low alloy steel.
c. Receive Postweld heat treatment.
d. Made only from an approved list of base materials in Section VIII Div 1.
3. The term Category used in Section VIII Div I refers to?
a. The type of substance that is to be contained by a vessel.
b. The location of a welded joint in a vessel.
c. The type of weld used to make the welded joint.
d. The welding process used o make the welded joint.
4. Which of the following describe? A welded joint used to make flange
connections
a. Category A
b. Type C
c. Type B
d. Category C
5. A category A butt-welded joint can be which of the following?
a. Circumferential weld connecting one shell course to another shell
course.
b. A Circumferential weld connection a hemispherical head to a shell
c. A flange connection to a head.
d. A nozzle connection to a shell or head.
API 510 DAY 2 Page 124
6. Materials used in the construction of welded pressure vessels shall be
of weldable quality. This requires that a material be proven by;
a. Successful qualification of a Welding Procedure in accordance with
Section IX of the ASME Code.
b. Acceptance by Section II Part D of the ASME Code.
c. Chemical tests and mechanical testing.
d. Listing in the stress tables in Section VIII Div. 1
7. Welding materials used for production shall comply with the
requirements of Section VIII Div 1. those of Section IX, and the
applicable qualifed welding procedure specification: when the welding
materials comply with one of the specifications in Section II, Part C: the
marking or tagging of the material, containers, or packages as required
by the applicable Section II specification may be accepted for
identification in place of;
a. The actual testing of the weld filler metal
b. The welding procedure requirements.
c. The certificate of compliance or certified test report.
d. Markings may not be substituted for a manufacturers documentation.
8. The minimum thickness for shells and heads of vessels built to Section
VIII Div I is:
a. 3/32
b. 5/32
c. 1/8
d. 1/16
9. The mill under tolerance for a plate of thickness in Section VIII Div. I
is:
a. 6% of the thickness.
b. .010
c. .001
d. 3% of the thickness.
10. The loadings to be considered in designing a vessel shall include those
from:
a. Internal pressure only.
b. Internal and external pressure only.
c. Internal and external pressure, weight of the vessel and contents.
d. Internal and external pressure, weight of the vessel and contents and
superimposed loads from attachments.
API 510 DAY 2 Page 125
11. Section VIII Div. I states that when specifying a corrosion allowance;
a. A corrosion allowance may be given to all vessels.
b. A corrosion allowance can be considered in MAWP calculations.
c. The owner/user shall designate any corrosion allowance for a vessel
subject to corrosion or thinning and it should be adequate for the
expected life of the vessel.
d. No requirement for a corrosion allowance exists in Section VIII Div. I; it
is solely up to the owner/user to require one.
12. According to Section VIII Div I telltale holes may be used;
a. To determine if welding penetration is adequate.
b. To determine if a repad is leaking.
c. To determine if a fillet weld has adequate throat dimensions.
d. To determine if thickness of a vessel part has been reduced to a
dangerous degree.
13. Corrosion resistant or abrasion resistant linings, whether or not
attached to the wall of a vessel shall;
a. Not be considered as contributing to the strength of the wall.
b. Be considered as contributing to the strength of the wall
c. Always contribute to the strength of the vessel wall.
d. Not be considered as contributing to the strength except as listed in
Part UCI.
14. The thickness of shells under internal pressure shall be not less than
that computed by the following formulas. In addition, provision shall be
made for;
a. Any of the other loading listed in UG-22, when such loadings are
expected.
b. Corrosion.
c. Atmospheric pressure
d. External loadings.
15. When calculating the external pressure allowed on a vessel you shall
enter the Factor A. Chart when the value of L/Do is greater than 50 at:
a. The value divided by two.
b. The value of 50
c. The value of Do/t
d. You cannot use the chart you must use the formulas of Appendix 5.
API 510 DAY 2 Page 126
16. When cutting plate or other stock for fabrication of a Section VIII Div I
vessel the;
a. The cutting shall only be performed by mechanical means, sawing etc..
b. The edges shall be rounded if exposed to corrosion.
c. Exposed inside edges shall be chamfered or rounded.
d. The cutting shall be performed by thermal processes only.
17. For traceability of parts used in a Section VIII Div. I vessel the vessel
Manufacturer shall maintain traceability of the material to the original
identification markings by which of the following methods;
a. Identification by a coded marking traceable to the original required
marking.
b. Marking the part numbers on the fabrication drawings.
c. Welding maps to be turned over the owner/user of the vessel.
d. No markings are required.
18. If the material used in the fabrication of a vessel has defects they:
a. May not be repaired and the entire part shall be rejected.
b. May be repaired only by the steel mill who manufactured the part
material.
c. Defects in material may be repaired provided acceptance by the
Inspector is first obtained for the method and extent of repairs.
d. Defects in material may be repaired. Defective material that cannot be
satisfactorily repaired may be rejected at the inspectors discretion.
19. All plates for shell sections and for heads shall be formed to the
required shape by any process that will not unduly impah the physical
properties of the material. If plates are to be rolled to form a cylinder;
a. They must be heated to the materials transition temperature prior to
rolling.
b. They must be volumetrically examined by a suitable NDE process prior
to rolling.
c. The adjoining edges of circumferential joints of cylindrical vessels shall
first be shaped to the proper curvature by preliminary rolling or forming
in order to avoid having objectionable flat spots along the completed.
d. The adjoining edges of longitudinal joints of cylindrical vessels shall
first be shaped to the proper curvature by preliminary rolling or forming
in order to avoid having objectionable flat spots along the completed.
API 510 DAY 2 Page 127
20. For a cylindrical shell that was designed for internal pressure the
tolerance for out-of-roundness must be maintained and is based on the
difference of the maximum and minimum inside diameters. This
tolerance is:
a. It shall not exceed 1%
b. It shall not exceed 0.10%
c. It shall not exceed 10%
d. It shall not exceed 15%
21. The inner surface of a torispherical, toriconical, hemispherical, or
ellipsoidal head shall not deviate outside of the specified shape by more
than;
a. 1-1/2 % of D
b. 1-3/4 % od D
c. 2 % of D
d. 1-1/4 % of D
22. When plate specification heat treatments are not performed by the
material manufacturer, they shall be performed by, or be under the
control of, the fabricator who shall then place the letter (s);
a. T following the letter G in the Mill plate makings
b. HT following the letter G in the Mill plate markings
c. T following the letter GP in the Mill plate markings
d. HT following the letter MG in the Mill plate markings.
23. For plates, the vessel Manufacturer shall obtain;
a. Detailed list of all heat numbers.
b. A complete set of all mill test coupons.
c. The material test report or certificate of compliance.
d. The steel mills run logs that apply to the heat number stamped on the
plate at the mill.
API 510 DAY 2 Page 128
24. All materials to be used in constructing a pressure vessel shall be
examined before fabrication for the purpose of detecting, as far as
possible, imperfections which would affect the safety of the vessel. This
would include;
a. Particular attention to rounded edges and other parts of pipe which
would disclose the existence of serious laminations, shearing cracks,
and other imperfections.
b. Particular attention to corners of lap plates.
c. Particular attention to the inside corners of reinforcement plates.
d. Particular attention to cut edges and other parts of rolled plate which
would disclose the existence of serious laminations, shearing cracks,
and other imperfections.
25. The _____________ Shall examine the pressure retaining parts to make
certain they conform to the prescribed shape and meet the thickness
requirements after forming. The ________ Shall verify the dimensions.
a. Manufacturer, Inspector
b. Inspector, Manufacturer.
c. Vendor surveyor, manufacturer.
d. Manufacturer, Vendor surveyor.
26. The maximum allowable working pressure for a vessel is the maximum
pressure permissible at the top of the vessel in its normal operating
position at the designated coincident temperature specified for that
pressure. It is the least of the values found for maximum allowable
working pressure for any of the essential parts of the vessel by the
principles given in (b) below, and adjusted for any difference in
_________?
a. The height of the vessel
b. The weight of the vessel
c. Any static head that may exist
d. Any static head exerted on the part with the highest MAWP
27. Which of the following describes a Standard Hydrostatic Test?
a. Test to be conducted at the calculated MAWP of the vessel.
b. Test to be conducted at the calculated MAWP of the vessel multiplied
by 1.5.
c. Test to be conducted at the calculated MAWP of the vessel multiplied
by 1.1
d. Test to be conducted at the calculated MAWP of the vessel multiplied
by 1.3
API 510 DAY 2 Page 129
28. The visual inspection of joints and connections for leaks at the
Standard Hydrostatic Test Pressure calculated by dividing the ratio of
stresses may be waived provided:
a. No gas leak test will be applied.
b. Substitution of the gas leak test is by agreement reached between
Manufacturer and Owner.
c. The vessel will not contain a lethal substance
d. The vessel will not contain a flammable substance.
29. A small liquid relief valve set to ____ times the test pressure is
recommended for the hydrostatic pressure test system, in case a
vessel, while under test, is likely to be warmed up materially with
personnel absent.
a. 1-1/3
b. 1-1/2
c. 1-1/4
d. 1-3/4
30. Prior to performing a Pneumatic Test per Section VIII Div. I, the
manufacturer must perform non destructive tests The requirements for
these lests are given in _________
a. UG-40
b. UW-50
c. UG-50
d. UW-35
31. The pressure in the vessel shall be gradually increased to not more
than on-half of the test pressure. Thereafter, the test pressure shall be
increased in steps of approximately ___ of the test pressure until the
required test pressure has been reached.
a. Approximately one-tenth
b. One-quarter
c. One-fifteenth
d. Exactly One-length.
API 510 DAY 2 Page 130
32. Subject to the provisions of UG-99(a)(1) and (a)(2), a pneumatic test
prescribed in this paragraph may be used lieu of the standard
hydrostatic test prescribed in UG-99 for vessels:
a. Are readily dried and are to be used in services where traces of the
testing medium can be tolerated.
b. That are so designed and/or supported that they cannot safely be filled
with water.
c. That are so designed and/or supported that they can be safely filled
with water.
d. Only for vessels with an enamel lining
33. An indicating gage shall be connected directly to the vessel. If the
indicating gage is not readily visible to the operator controlling the
pressure applied _____________
a. A second operator must be used to shout out pressure steps
b. A pressure chart recorder must be used.
c. An additional indicating gage shall be provided where it will be visible
to the operator throughout the duration of the test.
d. The hydrostatic test equipment must be moved to provide the operator
with operator with a clear line of sight to the gage.
34. Dial indicating pressure gages used in testing shall be graduated over a
range of about double the intended maximum test pressure, but in no
case shall the range be less than 1 nor more than 4 times that
pressure ____________ having a wider range of pressure may be used
provided the readings give the same or greater degree of accuracy as
obtained with dial pressure gages.
a. Scientific laboratory gages
b. Chart recording gages
c. Mason-Hanson dial feeder gage
d. Digital reading pressure gages
35. The name plate on an ASME Section VIII Div.1 vessel has the single
letter P stamped on it, this means?
a. It was constructed using pressure welding
b. It was proof tested in lieu of hydrostatic testing
c. It will be a permanent vessel and will not be on a trailer or otherwise
transported
d. There is no such example given in the ASME Code Section VIII Div.I
API 510 DAY 2 Page 131
36. The letters PHT shall be applied under the Code Symbol when;
a. the vessel has received Postweld Heat Treatment as provided in UW-
10
b. Only part of the complete vessel has been Postweld Heat Treated as
provided in UW-10
c. the vessel has received only partial heat treatment, to its longitudinal
seams
d. The vessel has received only partial heat treatment, to its
circumferential seams.
37. An additional nameplate in accordance with (a) through (d) may be
installed on the skirt, supports, jacket, or other permanent attachment
to a vessel. All data on the additional plate, including the Code Symbol,
shall be as required for the mandatory nameplate. The marking need
not be witnessed by the Inspector. The additional nameplate shall be
marked:
a. REPRODUCTION
b. COPY
c. DUPLICATE
d. Only one nameplate is permitted.
38. A data Report shall be filled out on _____________ by the Manufacturer
and shall be signed by the manufacturer and inspector for each
pressure vessel marked with the Code U Symbol.
a. Form U-1 or Form U-1A
b. Form U-2 or Form U-2A
c. Form R-1 or Form R-1A
d. Form UG-1 or UG-1A
39. Data reports for those parts of a pressure vessel which are furnished by
a parts Manufacturer to the user of an existing Code vessel as
replacement or repair parts shall be executed on Form U-2 or U-2A by
the parts Manufacturer and his Inspector in accordance with the
requirements of this Division. A copy of the _________ shall be
forwarded to the owner of the vessel.
a. U-1 Form
b. Material Test Report and the Form U-2 or U-2A
c. Certificate of Conformance and the Form U-2 or U-2A
d. Form U-2 or U-2A
API 510 DAY 2 Page 132
40. Safety, safety relief, and relief valves shall be of the ___________
a. bellows expansion type
b. direct spring loaded type
c. Indirect spring loaded type
d. dead weight type
41. The set pressure tolerances, plus or minus, of pressure relief valves
shall not exceed _ psi for pressures up to and including 70 psi and __for
pressures above 70 psi
a. 2, 3%
b. 5, 5%
c. 1, 3%
d. 3, 2%
42. A_________ is a pressure relief valve actuated by inlet static pressure
and characterized by rapid opening or pop action. A_________ is a
pressure relief valve actuated by inlet static pressure which opens in
proportion to the increase in pressure over the opening pressure.
A_________ is a pressure relief valve characterized by rapid opening or
pop action or by opening in proportion to the increase in pressure over
the opening pressure, depending on application. A________ a pressure
relief valve in which the major relieving device is combined with and is
controlled by a self-actuated auxiliary pressure relief valve.
a. safety relief valve-safety valve relilef valve-pilot operated pressure
relief valve.
b. safety valve-relief valve-safety relief valve-pilot operated pressure relief
valve
c. pilot operated pressure relief valve-safety relief valve-safety valve-relief
valve
d. relief valve-safety valve-pilot operated pressure relief valve-safety relief
valve
43. A___________ is a pressure relief device which is designed to reclose
and prevent the further flow of fluid after normal conditions have been
restored.
a. balanced bellow control valve.
b. vacuum vent valve.
c. pressure relief valve
d. Anderson-Greenwood reducing pressure regulator.
API 510 DAY 2 Page 133
44. A rupture disk device __________ be used as the sole pressure relieving
device on a vessel.
a. May not
b. May under certain circumstances
c. May
d. Can if approved by the owner.
45. In accordance with Section VIII Div.1 a liquid relief valve can be no
smaller that____ in pipe size (NPS)
a. 3/4 inch
b. 1 inch
c. 5/8 inch
d. 1/2 inch
46. Carbon or low alloy steel having a carbon content of more than __ by
heat analysis shall not be used in welded construction or be shaped by
oxygen cutting (except as provided elsewhere in this Division)
a. 0.035%
b. 0.35%
c. 3.5%
d. 0.0035%
47. When radiographic examination is required for butt welded joints by
UCS-57. Joints of Categories__and (see UW-3) shall be of Type No.1or
No.2 of Table UW-12.
a. B and C
b. A and D
c. A and B
d. C and D
48. Shells of pressure vessels may be made from seamless pipe or tubing
listed in Tabel 1A of Section II Part D provided the material of the pipe is
manufactured by the __________ process.
a. Open-hearth, basic oxygen or electric furnace
b. Open hearth, reducing oxygen
c. Closed-hearth, basic oxygen or electric furnace process
d. Basic oxygen or electric furnace process
API 510 DAY 2 Page 134
49. Ellipsoidal, torispherical, hemispherical and conical heads having
pressure on the convex side are also referred to as__________
a. Plus heads
b. Minus heads
c. Reverse concave heads.
d. Inverse convex heads.
50. Before applying the detailed requirements and exemptions in these
paragraphs, _______ shall be performed.
a. Satisfactory weld procedure qualifications of the procedures to be used
b. Satisfactory heat treatment tests of the procedures to be used
c. Chemical and mechanical tests of a production coupon
d. A survey of current ASTM requirements
51. The operation of post weld heat treatment shall be carried out by one of
the procedures given in UW-40 in accordance with the following
requirements___________
a. The temperature of furnace shall not exceed 800F at the time the part
is placed in it.
b. The temperature of the furnace shall not exceed 400F at the time the
part is placed in it.
c. The temperature of the furnace shall not exceed 600F at the time the
part is placed in it.
d. The temperature of the furnace shall not exceed 300F at the time the
part is placed in it.
52. During the heat treatment holding period there shall not be a greater
difference than____between the highest and lowest temperature
throughout the portion of the vessel being heat treated.
a. 100F
b. 250F
c. 150F
d. 50F
53. As concerns Impact Testing exemptions for a material that is 2 inches
thick and assigned to Curve C in the tables of Section VIII Div.1 the
coldest Minimum Design Temperature allowed is _______ without
impact testing, disregarding any other exemption?
a. 26F
b. 99F
c. - 4F
d. 63F
API 510 DAY 2 Page 135
54. Section VIII Div.1 paragraph UCS-67(a) states that welds made with filler
metal shall be impact tested in accordance with UG-84 when any of the
following apply:
a. When both base metals require impact testing
b. When either of the base metals requires impact testing
c. When the vessel will be in lethal service
d. When the vessel will be a non-stationary vessel.
55. Welded joints shall comply with UW-2(b) when the minimum design
metal temperature is colder than _____, unless the coincident ration
defined in Fig. UCS-66.1 is less than 0.35.
a. -20F
b. 55F
c. -55F
d. 20F
56. Carbon and low alloy steel plates shall _____ formed cold by blows.
a. Not be
b. Be
c. May be
d. Not be unless post weld heat treated after forming.
57. The rules in part UHT are applicable to pressure vessels and vessel
parts that are constructed of ferritic steels suitable for welding, whose
tensile properties have been enhanced by___________?
a. forming while heated to the lower transformation temperature
b. Heat treatment
c. Mechanical blows followed by heat treatment
d. forming at the upper transformation temperature and heat treating.
58. Part UHT states that impact test procedures, and size, location and
orientation of the specimens shall be the same as required by_____
except that for plates the specimens shall be oriented transverse to the
final direction of rolling and for circular forgings the specimens shall be
oriented tangential to the circumference
a. UCS-66
b. UCS-68
c. UG-42
d. UG-84
API 510 DAY 2 Page 136
59. A cylindrical shell if to be rolled and welded and is made of SA-517
Grade A plate. The nominal thickness of the shell course is 1.0. which
of the following is the heat treatment temperature range?
a. 1025-1085F
b. 1000-1100F
c. 950-1100F
d. 1025-1125F
60. Which of the following UHT materials can be exempled from production
impact tests of the weld metal in accordance with UG-84?
a. SA-353
b. SA-517
c. SA-724
d. SA-933
61. The requirements of UW-35(a) and UW-51(b) shall be met except that for
_____material the maximum weld reinforcement shall not exceed 10% of
the plate thickness or 1/8 in (3.2 mm), whichever is less.
a. SA-724
b. SA-553
c. SA-517
d. SA-645
62. Radiographic indications with a maximum length of three times the
width or less on the radiograph are defined as_______ indications.
These indications may be circular, elliptical, conical, or irregular in
shape and may have tails. When evaluating the size of an indication,
the tail shall be included. The indication may be from any imperfection
in the weld, such as porosity, slag, or tungsten.
a. Elongated
b. Transverse
c. Rounded
d. Ellipsoidal
63. The maximum size of a random rounded indication on a radiograph in
US customary units for a thickness of 1/2 is____
a. 0.125
b. 0.0125
c. 0.158
d. 0.100
API 510 DAY 2 Page 137
64. A liner indication when using magnetic particle testing is described as
one_____________
a. Having a width greater than two times the length.
b. Having a length greater than four times the width.
c. Having a length greater than three times the width.
d. Having a width greater than three times the length.
65. After repairs to a defect found by the use of magnetic particle testing
have been made, the repaired area shall be blended into the
surrounding surface so as to avoid sharp notches, crevices, or corners
and reexamined by the magnetic particle method any by all other
methods examination that were originally required for the affected area,
except that, __________________________ re radiography may be
omitted.
a. When the depth of repair is more than the radiographic sensitivity
required
b. When the depth of repair is less than the magnetic sensitivity required
c. When the depth of repair is less than the radiographic sensitivity
required
d. When the depth of repair is more than the magnetic sensitivity required
66. An indication of an imperfection found using the dye penetrant
technique may be larger than the imperfection that causes it; however,
the size of the indication is the basis for acceptance evaluation. Only
indications with major dimensions greater than _____ in shall be
considered relevant.
a. 1/16
b. 1/8
c. 1/32
d. 1/4.
67. These penetrant acceptance standards shall apply unless other more
restrictive standards are specified for specific materials or applications
within this Division. All surfaces to be examined shall be free;
a. relevant rounded indications greater than 1/16 in
b. relevant rounded indications greater than 1/8 in
c. relevant rounded indications greater than 1/4 in
d. relevant rounded indications greater than 3/16 in
API 510 DAY 2 Page 138
68. Section VIII Div.1 states that when performing ultrasonic examination of
weld that imperfections which produce a response greater than _____of
the reference level shall be investigated to the extent that the operator
can determine the shape, identity, and location of all such
imperfections.
a. 1/3 of t
b. 10%
c. 20%
d. 1/4 of t
69. Openings in vessels not subject to rapid fluctuations in pressure do not
require reinforcement other than that inherent in the construction under
the following conditions;
a. The vessel will not contain a lethal substance
b. The vessel will not have a rated MAWP greater than 15 psig.
c. Section VIII Div.1 listed size thickness combinations are not
exceeded.
d. The vessel will not be constructed to Part UHT so Section VIII Div.1.
70. Section VIII Div.1 states that no two isolated _________openings, shall
have their centers closer to each other than the sum of their diameters;
a. Unreinforced
b. reinforced
c. beveled
d. fillet welded
71. All pressure vessels for use with ___________ and those subject to
internal corrosion or having parts subject to erosion or mechanical
abrasion, except as permitted otherwise in this paragraph, shall be
provided with suitable manhole, handhole, or other inspection openings
for examination and cleaning
a. Sulfuric acid
b. water
c. Hydrogen chloride
d. Compressed air
API 510 DAY 2 Page 139
72. As regards the Section VIII Div.1 formula for the calculation of unstayed
flat heads when determining the variable C a valve of m must first be
found, this done by finding the ratio of thickness of the ________to
________
a. Shell to the head
b. Thickness required of a seamless shell to the actual thickness of the
shell
c. Thickness required of a seamless shell to the nominal thickness of the
shell.
d. any long seam joint efficiency in the shell and that of a seamless shell.
73. Section VIII Div.1 states that for formed head that E=lowest efficiency of
any joint in the head; for hemispherical heads this includes head-to-
shell joint, for welded vessels, use the efficiency specified in UW-12,
what category of weld joints do all hemispherical heads contain?
a. A and C
b. B only
c. A and B
d. A
74. The required wall thickness for tubes and pipe under external pressure
shall be determined in accordance with the rules in ______
a. UG-28
b. UW-28
c. UCS-28
d. UG-32
75. Section VIII Div 1 allows that in some cases it is desirable to pressure
test vessels when partly filled with liquids. For such vessels a
combined hydrostatic and pneumatic test may be used as an alternative
to the pneumatic test of this paragraph, provided the liquid level is set
so that the maximum stress including the stress produced by
pneumatic pressure at any point in the vessel (usually near the bottom)
or in the support attachments, does not exceed 13 times the allowable
stress valve of the material multiplied by the _______________________
a. Ratio of materials stress at test and design temperatures
b. Applicable joint efficiency
c. Material stress allowed at design temperature
d. Material stress allowed at test temperature.
API 510 DAY 2 Page 140
API 510 Practice Exam Section VIII Div 1
ANSWER
Q.NO. ANS LOCATION OF ANSWER
1 A 1-1UW-2
2 C 2-3 UW-2
3 B 3-2 UW-3
4 D UW-3
5 B UW-3
6 A UW-5
7 C UG-9
8 D UG-16
9 B
16 (6% dose not come into play until the plate
approaches 3/16)
10 D UG-22
11 C UG-25
12 D UG-25
13 D UG-26
14 A UG-27
15 B UG-28
16 C UG-76
17 A UG-77
18 C UG-78
19 D UG-79
20 A UG-80
21 D UG-81
22 A UG-85
23 C UG-93
24 D UG-93
25 A UG-96
26 C UG-98
27 D UG-99
28 C UG-99
29 A UG-99 foot note
30 B UG-99 Banner
31 A UG-100
32 B UG-100
33 C UG-100
34 D UG-102
35 A UG-116
API 510 DAY 2 Page 141
36 B UG-116
37 C UG-119
38 A UG-120
39 D UG-120
40 A UG-126
41 A UG-126
42 B UG-126 foot note 45
43 C UG-126 foot note 14
44 C UG-127
45 D UG-128
46 B UCS-5
47 C UCS-19
48 A UCS-27
49 B UCS-33
50 A UCS-56
51 A UCS-56
52 C UCS-56
53 A Table UCS-66
54 B UCS-67
55 C UCS-68
56 A UCS-79
57 B UHT-1
58 D UHT-6
59 B UHT-56
60 A UHT-82(d)
61 C UHT-84
62 C Appendix 4
63 A Appendix 4 Table 4
64 C Appendix 6
65 C Appendix 6
66 A Appendix 8
67 D Appendix 8
68 C Appendix 12
69 C UG-36
70 A UG-36
71 D UG-46
72 C UG-34
73 D UW-3
74 A UG-31
75 B UG-100 Foot note 36
API 510 DAY 2 Page 142
ASME SECTION VIII.DIV.1 PRACTICE QUESTIONS
1. An item which can not be found on a mill test report for material, is :
a. SA Specification number
b. Heat number
c. Allowable stress value
d. Chemical composition
2. What is the minimum thickness of plate that can be used in the shell
or head of a pressure vessel?
a. 1/4
b. 3/16
c. 1/16
d. There is no minimum thickness
3. Surface defects in materials may be repaired when:
a. Approved by the inspector
b. Accepted by the engineering department
c. Approved by the pressure vessel engineer
d. Less than 2 in depth
4. Design and fabrication of power boilers is in accordance with which
of the following:
a. ASME Section 1
b. ASME Section VIII
c. Engineering guides and general specifications
d. API-Pressure Vessels
5. Which of the following types of heads will normally require the
greatest wall thickness?
a. 2:1 elliptical head
b. Dished torispherical
c. Hemispherical head
d. Flat head
6. Design and fabrication of pressure vessels shall be in accordance
with which of the following
a. ASME Section 1
b. ASME Section VIII
c. Engineering Guides and general specifications
d. API pressure vessels section IV
API 510 DAY 2 Page 143
7. A nozzle was originally PWHT when the vessel was constructed
because of lethal service application. The material was SA-516 Gr 70
with a thickness of 1/8 in A full thickness repair is made The minimum
holding time is ____hours
a. 1/2 hour
b. 1/4 hour
c. 1 hour
d. 4 hours
8. The maximum deviation from the true circular form of a vessel shall
not exceed:
a. 2%
b. 1%
c. 10% of the nominal inside diameter
d. 5%
9. The maximum acceptable severity level for a category A
imperfections in a steel casting of 1 in thickness is:
a. 1
b. 3
c. 2
d. 0
10. A casting which was previously PWHT is being repaired, PWHT of the
repaired casting is required when:
a. Specified by the customer
b. Required by either the casting specification or Section VIII. Division 1
c. The thickness exceeds 1 inch
d. Required by the casting specification
11. Which of the following liquid penetrant indications would be
unacceptable?
a. Relevant linear indications
b. Relevant rounded indications greater than 3/16
c. Four or more relevant rounded indications in a line separated by 1/16
or less
d. All of the above
API 510 DAY 2 Page 144
12. According to the ASME code section VIII. The metal temperature
during pneumatic test shall be at least ____ above the minimum
design metal temperature to minimize the risk of brittle fracture.
a. 20F
b. 30F
c. 40F
d. 50F
13. The maximum postweld heat treatment cooling rate required for a 1
inch SA-516 Gr 70 material flush patch installed as part of a repair to
a pressure vessel is:
a. 333F/hr
b. 500F/hr
c. 267F/hr
d. 400F/hr
14. Ultrasonic examination may be substituted for radiography when:
a. Radiographic equipment is not available
b. Final closure seam of a vessel does not permit interpretable
radiographs
c. Required by the designer
d. Final closure seam exceeds 2-in thickness
15. If a vessel is so large that it must be PWHT in more than one heat
what is the minimum overlap in the furnace?
a. 5
b. 10
c. 15
d. 50
16. What documentation is required for a plate of SA-516 Gr. 70 material
to be used in a repair procedure?
a. A certified material test report
b. A certificate of conformity
c. A material test report
d. A certified of compliance
17. A vessel nameplate is stamped RT 4 this indicates that:
a. Only part of the complete vessel has satisfied the radiographic
requirements of UW-11(a)
b. The complete vessel satisfies the requirements of UW-11(a)(5) and the
spot radiography requirements of UW-11 (a)(5)(b) have been applied
c. All butt welds have been 100% radiographed
d. All butt welds have been spot radiographed perUW-52
API 510 DAY 2 Page 145
18. What is the maximum allowable working pressure of a vessel?
a. The vessels design pressure
b. The vessels design pressure plus the static head
c. The maximum gauge pressure permitted at the bottom of the vessel
which includes hydrostatic head
d. The maximum gauge pressure permitted at the top of the vessel
19. The symbol HT on a pressure vessel nameplate indicates
a. Vessel was hammer tested
b. Whole vessel was post weld heat treated
c. Vessel is good for high temperature
d. Vessel was hydrotested
20. If an additional ASME code nameplate (in addition to the original
nameplate) is installed on the skirt jacket or other permanent
attachment to the vessel how should the nameplate be marked?
a. SAMPLE
b. DUPLICATE
c. ADDITIONAL
d. EXTRA
21. A welded carbon steel joint has an MDMT that is colder than 120F,at
what governing thickness must impact tested materials always be
used?
a. >4 in
b. < 2 in
c. 6 in
d. 3 in
22. The manufacturers data report for a shop fabricated single chamber
pressure vessel is:
a. U-1
b. U-3
c. U-1A
d. U-2
23. An isolated rounded indication is found in a 3/4 inch thick weld. The
maximum acceptable size is:
a. 0.250 in
b. 0.156 in
c. 0.031 in
d. 0.568 in
API 510 DAY 2 Page 146
24. What is the minimum size for a liquid pressure relief valve?
a. NPS
b. NPS
c. NPS
d. NPS 1
25. If a user signs a contract to build a pressure vessel on May 1 1997,
what edition and addenda of the code would be mandatory?
a. 1995 Edition. Addenda 1996
b. 1995 Edition. Addenda 1995
c. 1995 Edition. No Addenda
d. The date of the edition when the vessel is complete
26. Which of the following is not considered a piping component and
therefore not exempt from the scope of the Code?
a. Pipe
b. Fittings
c. Valves
d. Product storage vessel
27. Which of the following pressure vessel categories are exempt from
inspection by an Authorized inspector during construction?
a. Those having a volume of 5 cu ft and design pressure of 250 PSI
b. Those having a volume of 3 cu ft and design pressure of 400 PSI
c. Those having a volume of 1.2 cu ft and design pressure of 900 PSI
d. Those having a volume of 1.5 cu ft and design pressure of 605 PSI
28. Pressure vessels with a volume of 1 cu ft and 600 PSI design
pressure can be exempted from Authorized Inspection provided they
are not required by the rules to be_____
a. Provided with quick actuating closures
b. Used for water service only
c. Used for steam service less than 400F
d. Used for noncorrosive service
29. Who establishes the design requirements for a new pressure vessel?
a. Manufacturer
b. Design firm
c. The user or his designated agent
d. ASME
API 510 DAY 2 Page 147
30. Which of the following are classified as service restrictions under
section VIII Division 1?
a. Lethal
b. Vessels operating below certain temperatures
c. Unfired steam boilers exceeding 50 PSI
d. All of the above
31. Vessels containing lethal substances are required to be postweld
heat treated in what thicknesses?
a. All
b. Above 5/8 in
c. Above 1 in
d. Above 1 in
32. Butt welds in vessels that contain lethal substances are required to
be ____ radiographed
a. Spot
b. Fully
c. Partially
d. None of the above
33. Pressure vessels subject to direct firing do not permit what type weld
joints for category A and B joints?
a. 3
b. 4
c. 1
d. None of the above
34. Longitudinal welded joints within the main shell or nozzles are
category_____
a. C
b. D
c. A
d. B
35. The temperature used when calculating the required thickness of a
shell or head is know as the ____ design temperature
a. Marginal
b. Minimum
c. Maximum
d. Optimal
API 510 DAY 2 Page 148
36. The acronym MDMT stands for____
a. Major Design Method Theory
b. Minimum Design Metal Temperature
c. Minimum Design Metal Temperature
d. Minimum Design Material Temperature.
37. Which carbon low-alloy material listed below can be exempted from
impact testing per UG-84?
a. P-No 8, in
b. P-No 1, Group 3 Curve E, 1 in
c. P-No 1, Group 1 or 2, Curve C, not exceeding 2 in
d. P-No 1, Group 1 or 2, Curve D, not exceeding 1 in
38. P-No 1Group 1 or 2 material listed on Curve A is exempted from
impact testing if it does not exceed____
a. 1 in
b. 2 in
c. in
d. 9/16 in
39. Loading to be considered in designing a pressure vessel are:
a. Internal and external pressure
b. Wind
c. Snow
d. All of the above
40. If a steel casting has a weld seam with a joint efficiency of 0.70 and is
examined in accordance with the minimum requirements of the
material specification what would be the appropriate E value to use
when calculating the required thickness of the casting?
a. 0.70
b. 1.00
c. 0.80
d. 1.00
41. You are calculating the required thickness of a cylindrical shell under
internal pressure. The inside radius including corrosion allowance is
24 in. The corrosion allowance is 0.125 in what inside radius would
you use?
a. 24 in
b. 24.125 in
c. 48.50 in
d. 26 in
API 510 DAY 2 Page 149
42. A full size Charpy impact test specimen has a dimension of _____
a. 10 mm 11 mm
b. 0 .394 in 0.394 in
c. 0.394 in 0.393 in
d. 0 .262 in 0.394
43. What is done when full size impact test specimens cannot be
obtained?
a. Estimate the ft-Ibf that could be obtained
b. Refer to standard tables
c. Subsize specimens are to be used
d. Use a drop weight test as an alternative
44. You are to impact test a material, which is 1 in thick, and has a
minimum specified yield strength of 55 ksi. What is the required
average for the 3 specimens?
a. 20 ft-Ibf
b. 15 ft-Ibf
c. 30 ft-Ibf
d. 50 ft-Ibf
45. When full radiography is required of the Category A and D butt welds,
the category B and C butt welds shall as a minimum meet the
requirements for_____
a. Full radiography in accordance with UW-51
b. Spot radiography in accordance with UW-52
c. Partial radiography in accordance with UW-53
d. Spot radiography in accordance with UW-51
46. Ultrasonic examination in accordance with UW-53 may be substituted
for radiography for what condition?
a. It is never permitted
b. When radiographic equipment is not available
c. For the final closure seam if the construction does not permit
interpretable radiographs
d. For longitudinal welded seams when they are in excess of 1 in
47. Joint efficiencies for welded joints shall be in accordance with____
a. Subsection C
b. UW-11(a)(5)(b)
c. Paragraph UW-12(d)
d. Table UW-12
API 510 DAY 2 Page 150
48. When a value of E is taken from column (a) of Table UW-12 what are
the values for Type 1 and Type 2 welded joints?
a. 1.00 & 0.90
b. 1.00 & 0.85
c. 0.85 & 0.70
d. 0.85 & 0.65
49. What would be the value of E for a butt-welded longitudinal joint
welded from both sides?
a. 1.00
b. 0.85
c. 0.45
d. 0.60
50. Material for pressure parts shall comply with the requirements for
materials given in ___
a. UG-4 thru UG-15
b. UG-93
c. UW-15
d. UG-15 thru UG-27
51. Material for non-pressure parts. Which are welded to the vessel ____
prior to being used in the vessel.
a. Must be tested using PT or MT
b. Must be proven of weldable quality
c. Must be ultrasonic thickness tested
d. Must be pressure tested
52. For material which is not identifiable in accordance with UG-10,UG-
11,Ug-15,or UG-93 proof of weldable quality can be demonstrated by:
a. Using weld material which meets the requirements of an SFA
specification
b. Preparing a butt joint test coupon from each piece of non-identified
material and making guided bend tests
c. Satisfactory qualification of the welding procedure
d. Both 2 and 3 above.
53. When adjacent abutting sections differ in thickness by more than the
lesser of one-fourth the thickness of the thinner section of 1/8 in what
must be done?
a. Provide a tapered transition of at least 3:1
b. Make six inch radiograph
c. Nothing
d. Provide a tapered transition of at least 4:1
API 510 DAY 2 Page 151
54. Longitudinal welded joints of adjacent courses shall separated by at
least ____to avoid the radiographic requirement
a. Five times the minimum thickness of the plate
b. Five times the thickness of the thinner plate
c. Six inches
d. Four times the thickness of the thicker plate
55. Full radiography is required for which of the following butt welds:
a. In shells and heads of vessels containing lethal substances
b. In shells and heads of unfired steam boilers having design pressures
less than 50 PSI
c. In all vessels where the least nominal thickness exceeds 1 in
d. None of the above
56. Category B and C butt welds in nozzles and communicating
chambers never require radiographic examination provided they
neither exceed:
a. NPS 10
b. 1 1/8 in
c. NPS 6
d. NPS 10 nor 1 1/8 in
57. What formula would be used to determine the internal design
pressure for a circular unstayed flat cover?
a. UG-34, (1)
b. UG-34, (3)
c. UG-32(e)
d. UG-34, (7)
58. The maximum inside diameter of a welded opening in a vessel head
of in thickness. Which does not require a reinforcement
calculation. Is____
a. 3 in
b. 6 in
c. 3t
r
d. 2 3/8 in.
59. No two isolated unreinforced openings shall have their centers closer
to each other than:
a. Five times their radii
b. The sum of their diameters
c. 3d
d. 12 in
API 510 DAY 2 Page 152
60. When calculating the required thickness of a seamless nozzle for a
reinforcement problem and the nozzle is made from ERW pipe what
efficiency would be used?
a. 0.65
b. 0.90
c. 1.00
d. 0.85
61. The allowable stresses of the nozzle and shell are 17500 and 13800
respectively what would be the maximum strength reduction factor?
a. 1.00
b. 1.268
c. 0.788
d. 0.60
62. What happens to the formula for A in Figure UG-37.1 when f
r1
= 10
inch
a. Nothing
b. Everything after the plus (+) sign is equal to 0
c. (1-f
r1
) = 1
d. F becomes 0.5
63. When calculating the limits of reinforcement normal to the surface
and there is no reinforcing element installed the value of ____is used
for t
e
a. 1.0
b. 0.5
c. 0
d. 32
64. The governing limit of reinforcement parallel to the vessel surface is
the larger of:
a. R or D
n
+ t
b. D or R
n
+ t
n
+ t
c. R or R
n
+ t
n
+ t
d. 1 or 3 above
65. What is the set pressure tolerance for a pressure relief device set at
350 PSI?
a. +/- 2 PSI
b. +/- 30 PSI
c. +/- 10.5 PSI
d. +/- 15%
API 510 DAY 2 Page 153
66. A pressure vessel, which is 50 in inside diameter, has a flat spot.
What is the maximum permitted out of roundness at this location?
a. 2.00 in
b. 1.00 in
c. 0.750 in
d. 0.500 in
67. The formula that is to be used calculating thickness and pressure for
cylindrical shells subject to circumferential stress is found in
Appendix_____
a. 1-1, formula 2
b. 1-1, formula 1
c. 1-4, formula 3
d. 1-8, formula 1
68. When calculating the required thickness for external pressure of a
shell factor B must be determined Considering the D
o
/ t ratio what are
the three parameters required to determine the factor?
a. Material, stress temperature
b. Factor A, modulus of elasticity. Material
c. Factor A, material, and the design temperature
d. Thickness, factor A, design temperature
69. A nozzle similar to Figure UW-16. 1, sketch (e) has a shell thickness
of 9/16 in and a nozzle thickness of 3/4 in what is the value of t
min
?
a. 9/16 in
b. in
c. 1 1/2 in
d. 1 in
70. Two shells are to be butt welded together to form a circumferential
joint. Each shell is 1 thick. What is the maximum permitted offset?
a. 3/16 in
b. 1/4 t
c. 1/8 in
d. 3/4 in
71. Pressure vessels with a volume of 1 cu ft and 600 PSI design
pressure can be exempted from Authorized inspection provided they
are not to be _____
a. Provided with quick actuating closures
b. Used for water service only
c. Used for steam service less than 400F
d. Used for noncorrosive service
API 510 DAY 2 Page 154
72. If a head is formed with a flattened spot what is the C factor that must
be used?
a. 0.33m
b. 0.25
c. 1.2
d. 0.17
73. When performing thickness calculations for shells and tubes under
external pressure what value must first be determined?
a. L/D
o
ratio
b. D/D ratio
c. D
o
/t ratio
d. t/D
o
ratio
74. Reinforcing plates and saddles of nozzles attached to the outside of
a vessel shall be provided with a least one telltale hole ____in size
a. Maximum NPS tap
b. Maximum NPS 2
c. Maximum NPs tap
d. 2 in
75. A pressure vessel is to be hydrostatically tested in accordance with
the ASME Code. The MAWP is 654 PSI Sd = 8600 PSI and St = 17500
PSI what is the minimum required test pressure?
a. 981
b. 818
c. 1996
d. 1308
76. The temperature of the furnace shall not exceed ____F at the time
the vessel or part is placed in it
a. 600
b. 500
c. 800
d. 300
77. Ultrasonic examination of welds shall be performed using methods
described in ____ of ASME Code Section V
a. Article 1
b. Article 4
c. Article 5
d. Article 23
API 510 DAY 2 Page 155
78. Ellipsoidal heads of what ratio are calculated using the formula in UG-
32?
a. 3:1
b. 2:1.2
c. 4:1
d. 2:1
79. It is recommended that no welding be performed when the metal is
lower than ___F
a. 32
b. 60
c. 0
d. 5
SECTION VIII, SUBSECTION A QUESTIONS
80. If a user signs a contract to build a pressure vessel on January 1,
1997, what edition of the Code would be applicable as a minimum?
a. 1995 Edition. Addenda 1996
b. 1995 Edition. Addenda 1995
c. 1995 Edition. No Addenda
d. The data of the edition when the vessel is completed
81. Which of the following is not considered a piping component and
therefore not exempt from the scope of the Code?
a. Pipe
b. Fittings
c. Valves
d. Product storage vessel
82. Which of the following pressure vessel categories are exempt from
inspection by an Authorized Inspector during construction?
a. Those having a volume of 5 cu ft and design pressure of 250 PSI
b. Those having a volume of 3 cu ft and design pressure of 400 PSI
c. Those having a volume of 1.2 cu ft and design pressure of 900 PSI
d. Those having a volume of 1.5 cu ft and design pressure of 605 PSI
83. Pressure vessels with a volume of 1 cu ft and 600 PSI design
pressure can be exempted from Authorized Inspection provided they
are not required by the rules to be ______
a. Provided with quick actuating closures
b. Used for water service only
c. Used for steam service less than 400F
d. Used for noncorrosive service
API 510 DAY 2 Page 156
84. Who establishes the design requirements for a new pressure vessel?
a. Manufacturer
b. Design firm
c. The user or his designated agent
d. ASME
85. What is the date of the acceptable edition of SNT-TC-1A to be used
for new construction?
a. 1992
b. 1984
c. 1996
d. 1975
86. Material subject to stress due to pressure shall conform to _____
a. ASTM, latest edition
b. Section VIII Division 1, Subsection B
c. Section VIII Division 1, Subsection C
d. Section II
87. Which of the following parts are not considered to be subject to
stress due to pressure?
a. Reinforcing pads
b. Legs of the vessel
c. Shells
d. Stiffening rings
88. The term plate is considered to also include:
a. Strip and sheet
b. Lugs
c. Skirts
d. Baffles
89. Welding materials only have to comply with the requirements for
____to be used in the manufacture of a pressure vessel
a. Carbon content
b. Proper chemistry
c. Correct length
d. Marking or tagging
API 510 DAY 2 Page 157
90. The code paragraph that allows using of a material that is not fully
identified with a specification permitted by the Code is_____
a. UG-77
b. UG-10
c. Appendix 3
d. Ug-11
91. When no specific exceptions apply the minimum thickness of the
heat transfer plates of plate type heat exchangers is _____
a. in
b. No minimum
c. 1/16 in
d. 3/8 in
92. Plate material may be used at full design pressure when the mill
undertolerance does not exceed _____
a. 12 %
b. 18%
c. The value established by the owner
d. The smaller of 0.01 in or 6% of the ordered thickness
93. Pipe is ordered by its nominal thickness, where would this
manufacturing undertolerance limits be found?
a. In the owners purchasing specification
b. In section VIII, Division 1
c. In section II, Part D
d. In the pipe and tube specification listed in subsection C
94. The dimensional symbols used in the design formulas throughout the
code represent dimensions in the ___condition
a. Corroded
b. As built
c. As designed
d. Normally desirable
95. The temperature used when calculating the required thickness of a
shell or head is known as the _____design temperature
a. Marginal
b. Minimum
c. Maximum
d. Optimal
API 510 DAY 2 Page 158
96. The acronym MDMT stands for_____
a. Major Design Method Theory
b. Minimum Design Metal Temperature
c. Maximum Design Metal Temperature
d. Minimum Design Material Temperature
97. Which carbon low-alloy material listed below can be exempted from
impact testing per UG-84?
a. P-No 8. in
b. P-No 1, Group 3 Curve E 1 in
c. P-No 1, Group 1 or 2, Curve C, not exceeding 2 in
d. P-No 1, Group 1 or 2 ,Curve D, not exceeding 1 in.
98. P-No 1, Group 1 or 2 material listed on Curve A is exempted from
impact testing if it does not exceed______
a. 1 in
b. 2 in
c. in
d. 9/16 in
99. Loadings to be considered in designing a pressure vessel are:
a. Internal and external pressure
b. Wind
c. Snow
d. All of the above
100. If a steel casting has a weld seam with a joint efficiency of 0.70 and is
examined in accordance with the minimum requirements of the
material specification what would be the appropriate E value to use
when calculating the required thickness of the casting?
a. 0.70
b. 1.00
c. 0.80
d. 1.00
101. You are calculating the required thickness of a cylindrical shell under
internal pressure. The inside radius including corrosion allowance is
24 in. The corrosion allowance is 0.125 in what inside radius would
you use?
a. 24 in
b. 24.125 in
c. 48.50 in
d. 26 in
API 510 DAY 2 Page 159
102. What is the weld joint efficiency to be used on an NPS 12 nozzle of P-
No. 1 material butt welded to a in. shell which has a backing strip
left in place and is spot radiographed?
a. 0.85
b. 0.60
c. 1.00
d. 0.80
103. When performing thickness calculations for shells and tubes under
external pressure what value must first be determined?
a. L / D
o
ratio
b. D / D ratio
c. D
o
/ t ratio
d. t / D
o
ratio
104. You are calculating the required thickness for external pressure of a
shell having a D
o
/ t ratio of 66. the actual L / D
o
ratio is 75. At what
value would you enter figure G on the L / D
o
ordinate?
a. 50
b. 75
c. 0.50
d. 0.20
105. When calculating the required thickness for external pressure of a
shell factor B must be determined Considering the D
o
/ t ratio what
are the three parameters required to determine the factor?
a. Material stress temperature
b. Factor A modulus of elasticity, material
c. Factor A material and the design temperature
d. Thickness factor A design temperature
106. The minimum required thickness of a formed head with pressure on
the concave side is the thinnest point after_____
a. Cutting the plate
b. Forming
c. Heat
d. Welding
107. Ellipsoidal heads of what ratio are calculated using the formula in UG-
32?
a. 3:1
b. 2:1.2
c. 4:1
d. 2:1
API 510 DAY 2 Page 160
108. The semiellipsoidal form is defined as:
a. The minor axis equals one-half the inside head diameter
b. Half a sphere
c. Half the minor axis (inside depth of the head minus the skirt) equals
one-fourth of the outside head diameter
d. Half the minor axis (inside depth of the head minus the skirt) equals
one-fourth of the inside head diameter.
109. The UG-32 formula for determining minimum thickness of a
torispherical head considers what specific knuckle radius?
a. 10% of outside crown radius
b. 6% of the inside crown radius
c. 2.88 in
d. 6% of the inside head diameter
110. If a head is formed with a flattened spot what is the C factor that must
be used?
a. 0.33m
b. 0.25
c. 1.2
d. 0.17
111. An unstayed flat head similar to Figure UG-34(f) is made up of two
pieces welded together using a type 2 butt joint. Which is only
visually examined what joint efficiency would be applicable?
a. 0.65
b. 0.80
c. 0.90
d. 1.00
112. A seamless unstayed flat head similar to Figure UG-34 (b)(1) is
welded to a shell using a butt weld. what efficiency would be used to
calculate required thickness if there was no radiography performed
on the circumferential weld?
a. 1.00
b. 0.55
c. 0.85
d. 0.90
API 510 DAY 2 Page 161
113. What formula would be used to determine the internal design
pressure for a circular unstayed flat cover?
a. UG-34, (1)
b. UG-34, (3)
c. UG-32, (e)
d. UG-34, (7)
114. The maximum inside diameter of a welded opening in a vessel head
of in thickness, which does not require a reinforcement calculation,
is_____
a. 3 in
b. 6 in
c. 3t
r
d. 2 3/8 in.
115. No two isolated unreinforced openings shall have their centers
closer to each other than:
a. Five times their radii
b. The sum of their diameters
c. 3d
d. 12 in.
116. When calculating the required thickness of a seamless nozzle for a
reinforcement problem and the nozzle is made from ERW pipe what
efficiency would be used?
a. 0.65
b. 0.90
c. 1.00
d. 0.85
117. The allowable stresses of the nozzle and shell are 17500 and 13800
respectively what would be the maximum strength reduction factor?
a. 1.00
b. 1.268
c. 0.788
d. 0.60
118. What happens to the formula for A in Figure UG-37 1 when f
r1
= 1 0?
a. Nothing
b. Everything after the plus (+) sign is equal to 0
c. (1 f
r1
) = 1
d. F becomes 0 5
API 510 DAY 2 Page 162
and there is no reinforcing element installed the value of _____is
used for t
e
a. 1.0
b. 0.5
c. 0
d. 32
120. The governing limit of reinforcement parallel to the vessel surface is
the larger of
a. R or D
n
+ t
b. D or R
n
+ t
n
+ t
c. R or R
n
+ t
n
+ t
d. 1 or 3 above
121. With the exception of studding outlet flanges ____ within the limits of
reinforcement shall not be considered to have reinforcing value.
a. Bolted flange material
b. Split reinforcing elements
c. Bolting
d. Stiffener
122. Exposed inside edges shall be ____or _____
a. Machined, chamfered
b. Chamfered, rounded
c. Avoided, rounded
d. Tapered, rounded
123. Material traceability can be maintained by several methods. One of
those is;
a. Transfer of the original identification markings
b. Tell the QC Inspector
c. A coded marking
d. Marking the ASTM material specification on the material
124. Where service conditions prohibit the use of die-stamping for
material identification which of the following is a substitute?
a. Magic marker
b. Vibro etching
c. Color coding
d. All of the above
API 510 DAY 2 Page 163
125. When plates are rolled to form a longitudinal joint for a cylindrical
shell they are first____ to avoid flat spots along the finished joint
a. Crimped
b. Beveled
c. Radiographed
d. Visually inspected
126. When a shell section is welded into a vessel operating under internal
pressure the difference between the maximum and minimum inside
diameters at any cross section shall not exceed _____of the nominal
diameter at the cross section being considered
a. 2%
b. Square root of Rt
c. 5/8%
d. 1%
127. When pressure parts extend over pressure retaining welds the welds
shall be ____for the portion of the weld to be covered.
a. Left as is
b. Ground flush
c. Notched
d. Radiographed
128. Non pressure parts extending over pressure retaining welds shall be
____or____to clear those welds
a. Ground flush,notched or coped
b. Machined beveled
c. Radiographed, MT
d. MT,PT
129. Each set of impact test specimens shall consist of ___specimens
a. One
b. Two sets of three
c. Four
d. Three
130. A full size charpy impact test specimen has a dimension of ____
a. 10 mm 11 mm
b. 0 394 in 0 394 in
c. 0.394 in 0.393 in
d. 0.262 in 0.394 in
API 510 DAY 2 Page 164
131. What is done when full size impact test specimens cannot be
obtained?
a. Estimate the ft-Ibf that could be obtained
b. Refer to standard tables
c. Subsize specimens are to be used
d. Use a drop weight test as an alternative
132. You are to impact test a material which is 1 in thick and has a
minimum specified yield strength of 55 ksi what is the ft-Ibf
requirement?
a. 20 ft-Ibf
b. 15 ft-Ibf
c. 30 ft-Ibf
d. 50 ft-Ibf
133. The acceptance criteria for materials having a specified minimum
tensile strength of 95,000 PSI or greater is based on the ____
a. The ratio of stresses to the ft-Ibf value
b. Maximum lateral expansion opposite the notch
c. Minimum lateral expansion opposite the notch
d. Charpy V Notch values taken.
134. A subsize impact test specimen must be used which is 0.118 in thick.
What temperature reduction would be taken?
a. 30F
b. 40F
c. 80F
d. 15F
135. The material being impact tested has a minimum specified yield
strength of 35 ksi. A ____ temperature difference permitted.
a. 25F
b. 15F
c. 0F
d. 10F
136. When the plate material manufacturer does not performed the heat
treatments required by the material specification a letter _____ is
marked next to the material specification designation on the plate.
a. T
b. G
c. NPT
d. N
API 510 DAY 2 Page 165
137. Duties of the inspector include which of the following
a. Verifying that welding procedures and welders have been qualified
b. Verifying that heat treatments have been properly performed
c. Verifying that required nondestructive examinations have been
performed
d. All of the above
138. ____ materials are the only product from that must have a material
test report provided
a. Plate
b. Pipe
c. Casting
d. Forging
139. A 1 in shell in to be welded to a tube sheet 3 in thick using a corner
joint per Figure UW-13.2. what must be done to the weld preparation
in the flat plate prior to welding?
a. Visually examine the entire surface
b. UT 10% of the circumference
c. Examined by either MT or PT
d. Examined by random radiography
140. Before welding a nozzle into a shell the inspector must:
a. Make certain the nozzle fits the vessel curvature
b. Verify the identification markings
c. Examine the material for imperfections
d. All of the above
141. The maximum allowable working pressure for a complete vessel is:
a. Maximum internal or external pressure including static head
b. Maximum internal or external pressure excluding static head
c. Maximum pressure at the top of the vessel excluding and static head
d. Average maximum pressure between the top and bottom of the vessel
142. The maximum allowable working pressure for a vessel part is:
a. Maximum internal or external pressure including static head
b. Maximum internal or external pressure excluding static head
c. Maximum pressure at the bottom of the part
d. Average maximum pressure between the top and bottom of the vessel
API 510 DAY 2 Page 166
143. The formula for hydrostatic testing is:
a. P = 1.5 MAWP
b. P = 1.25 MAWP S
t
/ S
d
c. P = 1.5 MAWP S
t
/ S
d
d. P = 3 Design Pressure
144. A special hydrostatic pressure test is permissible which utilizes the
____ thickness including corrosion allowance and the allowable
stress at ____ temperature multiplied by 1
a. Nominal, test
b. Minimum, design
c. Postulated,100F
d. Assumed test
145. When a hydrostatic test exceeds the test pressure either accidentally
or intentionally what must be done?
a. The vessel is rejected
b. Have an engineer perform a stress analysis
c. Stop the test and repeat
d. Must be inspected by the inspector for visible distortion
146. When hydrostatic testing a pressure vessel which has more than one
chamber each chamber ____
a. Shall be tested using the differential in any adjacent chamber
b. Shall be tested without pressure in any adjacent chamber
c. Shall be tested with the full test pressure in all other chambers
d. Shall be tested using a combined hydrostatic pneumatic test
147. Single wall pressure vessels designed for vacuum service only shall
be hydrostatic pressure tested at not less than______
a. 1 times the difference between normal atmospheric pressure and
the minimum design internal absolute pressure
b. 30 of water gage
c. Two times the difference between normal atmospheric pressure and
the minimum design internal absolute pressure
d. 15 PSI
148. The required visual inspection after application of the hydrostatic test
pressure is conducted at not less than____
a. Four-fifths the test pressure
b. The MAWP to be stamped on the vessel
c. Two-thirds the test pressure
d. Ten percent above operating pressure
API 510 DAY 2 Page 167
149. What type liquids may be used for hydrostatic testing?
a. Water
b. Any nonhazardous liquid if below its boiling point
c. Combustible liquids having a flash point less than 110F
d. All of the above
150. The recommended test temperature above the MDMT for hydrostatic
testing in accordance with the ASME Code is____
a. 10F
b. 30F
c. 20F
d. 50F
151. The hydrostatic test pressure shall be applied to a filled pressure
vessel when____
a. The vessel and its contents are at about the same temperature
b. The inspector believes it should be applied
c. Required by the test procedure
d. All personnel are at a safe distance from the test site
152. What is the maximum metal temperature that need not be exceeded
during a hydrostatic pressure test?
a. 70F
b. 30F above the MDMT
c. 120F
d. 10F above the Design temperature
153. A small liquid relief valve installed on the vessel set to ____ times the
hydrostatic test pressure is a recommended precaution to prevent
overpressure and damage
a. 3
b. 2
c. 1 1/2
d. 1 1/3 tones
154. Except for lethal service a vessel ____ be painted, coated or internally
lined prior to the hydrostatic pressure test
a. May
b. May not
c. Should
d. Must
API 510 DAY 2 Page 168
155. The formula for determining the pneumatic test pressure is:
a. P = 1.25 Minimum Operating Pressure
b. P = 1.5 MAWP S
t
/S
d
c. P = 1.25 MAWP S
t
/ S
d
d. P = 3 Minimum Operating Pressure
156. The metal temperature during ASME pneumatic test shall be
maintained at least ____ above the MDMT
a. 10F
b. 20F
c. 60F
d. 30F
157. The two steps in pressurizing a vessel for the pneumatic test are:
a. Increase to one-half test pressure then in steps of one-tenth test
pressure until test pressure is reached
b. Rapidly raise to one-third test pressure then raise slowly to test
pressure
c. Increase to one-third test pressure then in steps of one-twentieth test
pressure
d. Raise to one-half test pressure then to full test pressure in equal steps
158. The required visual inspection after application of the pneumatic test
pressure is conducted at a pressure equal to ____of test pressure
a. Two-thirds
b. Four-fifths
c. One-half
d. One-tenth
159. Except for lethal service a vessel ____be painted coated or internally
lined prior to the pneumatic pressure test
a. May
b. May not
c. Should
d. Must
160. Indicating test gages shall be connected____
a. Directly to the vessel
b. Within 30 feet of the bottom of the vessel
c. In sets of three to the vessel
d. Always with a recording gage to the vessel
API 510 DAY 2 Page 169
161. When the operator controlling a pressure test cannot see the
pressure gage___
a. A telephone system shall be installed between the test gage observer
and test controller
b. A second gage shall be installed that can be observed by the test
pressure controller
c. They estimate when the test pressure is reached
d. Visual communication between pressure gage observer and pressure
test controller must be established
162. An indicating pressure gage which has a range ____ should be used
for pressure tests
a. About double the test pressure
b. About 1 times the test pressure
c. About three times the test pressure
d. About 1 1/3 times the test pressure
163. In no case shall indicating pressure gages have a range of neither
less than ___nor more than ___ times the test pressure.
a. 2, 4
b. 3, 4
c. 1 , 4
d. 3, 5
164. A digital pressure gage having ___ may be used for pressure tests
a. Any range
b. A range specified by the inspector
c. A very narrow range
d. A range of only 0.5 to 6 times the test pressure
165. Pressure test gages shall be calibrated against____
a. A calibrated master gage
b. A standard deadweight tester
c. A deadweight test gage
d. Either 1 or 2 above
166. When magnetic particle examinations are prescribed they shall be
done in accordance with appendix___
a. 12
b. 6
c. 8
d. 7
API 510 DAY 2 Page 170
167. When liquid penetrant examinations are prescribed they shall be
done in accordance with Appendix___
a. 12
b. 6
c. 8
d. 7
168. The units of measurement that are mandatory for Manufacturers Data
Reports and markings on pressure vessels is:
a. U S Customary and metric
b. U S Customary
c. English
d. Metric
169. Which of the following can be found on the required marking for a
pressure vessel?
a. The name of the manufacturer preceded by the words made by
b. The MAWP____ PSI at___ F
c. The month and year built
d. The minimum design product temperature
170. A vessel is constructed by are or gas welding, what symbol would
appear under the Code symbol stamp to denote this type of
construction?
a. A
b. L
c. P
d. W
171. A vessel is constructed for special service as an unfired steam boiler
what symbol would appear under the Code symbol stamp to denote
this service condition?
a. UB
b. DF
c. W
d. HT
API 510 DAY 2 Page 171
172. A vessel has been radiographed in accordance with UW-11 where the
complete vessel satisfies the requirements of UW-11(a)(5) and the
spot radiography requirements of UW-11 (a)(5)(b) have been applied,
what marking would appear under the Code symbol stamp?
a. None
b. RT 2
c. RT 3
d. SR
173. A vessel has been radiographed in accordance with UW-11 where the
complete vessel satisfies the spot radiography requirements of Uw-
11(b) what marking would appear under the Code symbol stamp?
a. None
b. SR 3
c. RT 3
d. RT4
174. A vessel has been radiographed in accordance with UW-11 where
only part of the vessel has satisfied the radiographic requirements of
UW-11(a) and none of the markings RT 1 RT 2 or RT 3 apply, what
marking would appear under the Code symbol stamp?
a. None
b. SR 3
c. RT 3
d. RT 4
175. A vessel has been radiographed in accordance with UW-11 where the
complete vessel has had all butt welds radiographically examined for
their full length, what marking would appear under the Code symbol
stamp?
a. None
b. SR 2
c. RT 1
d. RT 2
176. A vessel has been designed with only visual examination required of
the butt welded joints. What marking would appear under the Code
symbol stamp for this condition?
a. RT 4
b. None
c. RT 3
d. Nr
API 510 DAY 2 Page 172
177. The marking HT is used for vessels that have been___
a. Fully heat treated
b. Partially heat treated
c. Hydrostatically tested
d. Hydrogen tested
178. The marking PHT is used for vessels that have been___
a. Partially hydrogen tested
b. Partially head tested
c. Partially heat treated
d. Pneumatically tested
179. A pressure vessel is a single chamber and has been completely shop
fabricated what Manufacturers Data Report from would be used?
a. U-1
b. P-4
c. P-1
d. U-1A
180. What Manufacturers Data Report form would be used for a pressure
vessel part?
a. P-3
b. U-1
c. U-2
d. P-4A
181. All pressure vessels other than unfired steam boilers shall be
protected by a pressure relieving device that shall prevent the
pressure from rising more than the greater of___% or ____PSI above
the MAWP
a. 10,3
b. 15,5
c. 25,10
d. 40,3
182. What is the minimum size of liquid relief value permitted by section
VIII, Division 1?
a. NPS 10
b. NPS 24
c. NPS 1
d. NPS 1/2
API 510 DAY 2 Page 173
183. When a single pressure relief device is used on a pressure vessel it
shall be set to operate at a pressure not exceeding ____
a. The MAWP
b. The operating pressure
c. The design pressure
d. The mean design pressure
SECTION VIII,SUBSECTION B QUESTIONS
184. Which of the following are classified as service restrictions under
section VIII, Division 1?
a. Lethal
b. Vessels operating below certain temperatures
c. Unfired steam boilers exceeding 50 PSI
d. All of the above
185. Vessels containing lethal substances are required to be postweld
heat treated in what thickness?
a. All
b. Above 5/8 in
c. Above 1 1/4 in
d. Above 1 in
186. Butt welds in vessels that contain lethal substances are required to
be ___ radiographed
a. Spot
b. Fully
c. Partially
d. None of the above
187. Pressure vessels subject to direct firing do not permit what type weld
joints for Category A and B joints?
a. 3
b. 4
c. 1
d. None of the above
188. Longitudinal welded joints within the main shell or nozzles are
category____
a. C
b. D
c. A
d. B
API 510 DAY 2 Page 174
189. Circumferential welded joints within the main shell or transitions in
diameter are Category____
a. A
b. B
c. C
d. None of the above
190. Circumferential welded joints connecting hemispherical heads to
main shells to nozzles are Category___
a. B
b. A
c. C
d. D
191. Welded joints connecting flanges, tubesheets or flat heads to main
shell or formed heads are Category___
a. B
b. A
c. C
d. D
192. Welded joints connecting communicating chambers or nozzles to
main shells or heads are Category___
a. A
b. B
c. C
d. D
193. When a Circumferential welded joint connecting a transition in
diameter exceeds 30 it is not considered a ____
a. Butt weld
b. Groove weld
c. Fillet weld
d. Full penetration weld
194. Material for pressure parts shall comply with the requirements for
materials given in____
a. UG-4 thru Ug-15
b. Ug-93
c. Uw-15
d. Ug-15 thru UG-27
API 510 DAY 2 Page 175
195. Material for nonpressure parts which are welded to the vessel
___prior to being used in the vessel
a. Must be tested using PT or MT
b. Must be proven of weldable quality
c. Must be ultrasonic thickness tested
d. Must be pressure tested
196. For material which is not identifiable in accordance with UG-10 UG-11
UG-15 or UG-93 proof of weldable quality can be demonstrated by:
a. Using weld material which meets the requirements of an SFA
specification
b. Preparing a butt joint coupon from each piece of nonidentified material
and making guided bend tests
c. Satisfactory qualification of the welding procedure
d. Both 2 and 3 above
197. When adjacent abutting sections differ in thickness by more than the
lesser of one-fourth the thickness of the thinner section of 1/8 what
must be done
a. Provide a tapered transition of at least 3:1
b. Make a six inch radiograph
c. Nothing
d. Provide a tapered transition of at least 4:1
198. Longitudinal welded joints of adjacent courses shall be separated by
at least____ to avoid the radiographic requirement
a. Five times the minimum thickness of the plate
b. Five times the thickness of the thinner plate
c. Six inches
d. Four times the thickness of the thicker plate
199. Full radiography is required for which of the following butt welds?
a. In shells and heads of vessels containing lethal substances
b. In shells and heads of unfired steam boilers having design pressure
less than 50 PSI
c. In all vessels where the least nominal thickness exceeds 1 in
d. None of the above
API 510 DAY 2 Page 176
200. Category B and C butt welds in nozzles and communicating
chambers never require radiographic examination provided they
neither exceed:
a. NPS 10
b. 1 1/8 IN
c. NPS 6
d. NPS 10 nor 1 1/8 in
201. When full radiography is required of the Category A and D butt welds
the Category B and C butt welds shall as a minimum meet the
requirements for____
a. Full radiography in accordance with UW-51
b. Spot radiography in accordance with UW-52
c. Partial radiography in accordance with UW-53
d. Spot radiography in accordance with UW-51
202. Ultrasonic examination accordance with UW-53 may be substituted
for radiography for what condition?
a. It is never permitted
b. When radiographic equipment is not available
c. For the final closure seam if the construction does not permit
interpretable radiographs
d. For longitudinal welded seams when they are in excess of 1 in
203. Joint efficiencies for welded joints shall be in accordance with___
a. Subsection C
b. UW-11(a)(5)(b)
c. Paragraph UW-12(d)
d. Table UW-12.
204. When a value of E is taken from column (a) of Table UW-12 what are
the values for Type 1 and Type 2 welded joints?
a. 1.00 & 0.90
b. 1.00 & 0.85
c. 0.85 & 0.70
d. 0.85 & 0.65
205. What would be the value of E for a butt welded longitudinal joint
welded from both sides?
a. 1.00
b. 0.85
c. 0.45
d. 0.60
API 510 DAY 2 Page 177
206. A seamless vessel section is welded into a vessel with the
requirements of UW-11 (a)(5)(b) spot radiography requirements met
What value of E would be used in the calculation for the shell?.
a. 0.85
b. 0.65
c. 0.90
d. 1.00
207. A seamless head is welded to a vessel shell using a Type 4 joint.
What value of E would be used in the calculation for the head?
a. 0.55
b. 0.45
c. 0.85
d. 1.00
208. An ERW pipe is being used as the shell of a vessel. What E value
would be used in the calculation of the shell if the requirements of
UW-11(a)(5)(b) were met?
a. 1.00
b. 0.85
c. 0.45
d. 0.60
209. A single unreinforced opening meeting the requirements of UG-
36(c)(3) is located in a Category B weld joint what radiographic
requirements must be met?
a. A radiograph must be taken that is two times the diameter of the hole in
length
b. A six inch radiograph must be taken which is centered over where the
hole will be placed
c. A twenty inch radiograph must be taken which is centered over the
hole area
d. A radiograph must be taken that is three times the diameter of the hole
in length
210. Strength calculations are required for which of the following nozzle
configurations?
a. Figure UW-13.2, sketch h
b. Figure UW-16.1, sketch a-1
c. Figure UW-16.1, sketch b
d. Figure UW-13.1, sketch d
API 510 DAY 2 Page 178
211. Reinforcing plates and saddles of nozzles attached to the outside of a
vessel shall be provided with at least one telltale hole _________ in
size
a. Maximum NPS tap
b. M Maximum NPS 2
c. Maximum NPS tap
d. 2 in
212. The largest throat size required for a tc fillet weld when only pressure
loading is being considered is:
a. 3/4 in
b. 1/3 the thickness of the nozzle
c. 3/16 in
d. 1/4 in.
213. A nozzle similar to Figure UW-16.1, sketch (e) has a shell thickness of
9/16 in and a nozzle thickness of 3/4 in.. what is the value of tmin?
a. 9/16 in
b. in
c. 1 in
d. 1 in
214. When calculating the allowable load on fillet welds a joint efficiency
of ________% is used
a. 60
b. 55
c. 1.0
d. 85
215. Welding procedures used in welding pressure parts and in joining
load-carrying nonpressure parts shall be qualified in accordance
with:
a. AWS B1
b. ASME Section IX
c. ASME Section VIII
d. Company engineering specifications
216. When welding nonpressure-bearing attachments. Which have no
load-carrying function. Is made by any automatic welding process
procedure qualification testing is:
a. Required when thickness exceeds
b. Required for pressure parts only
c. Not required
d. Not required unless requested by the inspector
API 510 DAY 2 Page 179
217. Each welder and welding operator shall be assigned a/an ____ by the
manufacturer/repair film
a. Clock number
b. Welding helmet
c. Blue uniform
d. Identifying number. Letter or symbol
218. It is recommended that no welding be performed when the metal is
lower than _______ F
a. 32
b. 60
c. 0
d. 5
219. Tack welds used to secure alignment shall be;
a. Removed completely
b. Ground on the starting and stopping ends
c. Examined with the PT method
d. Either 1 or 2
220. Surfaces to be welded shall be cleaned within what distance from the
weld joint?
a. 1
b. Two times the plate thickness
c. There is no mandatory distance
d. As required by the inspector
221. Two shells are to be butt welded together to form a circumferential
joint Each shell s thick. What is the maximum permitted offset?
a. 3/16 in
b. 1/4 t
c. 1/8 in.
d. 3/4 in.
222. What is the maximum permitted weld reinforcement for a butt in a
pressure vesse: seil that is 1 thick?
a. 1/2 in
b. 3/32 in
c. 1/8 in
d. 1/4 in.
API 510 DAY 2 Page 180
223. When welds are identified by stamping, each welder or welding
operator shall stamp their identification at what intervals for steel
fabrications?
a. 6 ft
b. 2 ft
c. 10 ft
d. 3 ft
224. Peening shall not be used on which of the following welds if the
vessel is not subsequently post weld heat treated?
a. Initial (root layer)
b. Intermediate layers
c. Final face layer
d. 1 and 3
225. When is the minimum overlap that must be provided when a vessel is
heat treated in more than one heat in a furnace?
a. 10 ft
b. 5 ft
c. No minimum specified
d. 15 ft
226. Postweld heat treatment when required shall be done ____
a. Either before or after the hydrostatic test
b. Prior to minor repairs
c. Before hydrostatic test
d. After hydrostatic test.
227. An example of nominal thickness for the purpose of determining heat
treatment time is:
a. The depth of a repair weld
b. The thickness of the attachment when a nonpressure part is welded to
a pressure part
c. The thickness of the tubesheet in shell to tubesheet connections
d. The thicker of the two adjacent welded butt welded parts
228. Surface weld metal buildup is required to be examined over the full
surface of the deposit by which of the following?
a. Radiographic
b. Ultrasonic
c. Magnetic particle
d. Acid etching
API 510 DAY 2 Page 181
229. The Inspector shall assure that which of the following has been
accomplished?
a. Welding procedures used have been qualified
b. Welders used have been qualified
c. Postweld neat treatments have been correctly performed
d. All of the above
230. When pneumatic testing is used instead of hydrostatic testing which
of the following welds must be examined with MT or PT?
a. All welds around openings
b. Welds around openings over 12 in. OD
c. Attachment welds with throat thickness exceeding 3/8 in
d. None of the above
231. When full radiography is required the radiographic personnel shall be
qualifed to which standard?
a. Manufacturers
b. ISO 926
c. SNT-TC-1A
d. AWS-1104
232. A longitudinal butt weld is being fully examined. The weld is in.
thick which includes a 1/16 in reinforcement What is the longest
elongated inclusion permitted?
a. 3/16 in.
b. 1/4 in.
c. 3/4 in.
d. 1/2 t.
233. For spot radiography, one spot shall be examined on each vessel for
each ________ of length.
a. 50 ft.
b. 25 ft.
c. 60 ft.
d. 10%
234. The minimum length of a spot radiograph shall be _______
a. 24 in
b. No minimum specified
c. 12 in
d. 6 in
API 510 DAY 2 Page 182
235. When a spot radiograph does not meet Code requirements _____
a. The entire increment will be acceptable if the weld is repaired at the
failed spot
b. Two additional spots shall be examined
c. One additional spot shall be examined
d. The entire increment must be rewelded and a new spot examined.
236. Ultrasonic examination when required is performed in accordance
with____
a. Section V. Article 5
b. Appendix 8
c. Appendix 12
d. Appendix 7
SECTION VIII, SUBSECTION C QUESTIONS
237. For welded construction the carbon content for carbon and low alloy
steels shall not exceed ____%
a. 0.035
b. 0.35
c. 3.5
d. 10
238. SA-36 and SA-283 Grades A,B,C, and D steel plates may be used as
pressure parts for which of the following applications?
a. Unfired steam boilers not exceeding 50 PSI
b. Vessels containing lethal substances
c. Vessels processing gasoline
d. None of the above
239. The term nominal thickness for determination of postweld heat
treatment holding time is defined as:
a. Thickness of the weld including corrosion allowance
b. Thickness of the base metal
c. Thickness of the weld excluding corrosion allowance
d. Thickness of the base metal plus one-half the corrosion allowance
240. When pressure parts of two different P-Number groups are joined by
welding the postweld heat treatment shall be that specified in:
a. UCS-66 or UHT-56
b. UCS-56 or UHA-32
c. UHT-56 or UHA-32
d. UNF-56 or UCS-56
API 510 DAY 2 Page 183
241. The temperature of the furnace shall not exceed ___F at the time the
vessel or part is placed in it
a. 600
b. 500
c. 800
d. 300
242. Above 800F the heating rate shall not be more than ____
a. 500F/hour divided by the maximum metal thickness
b. 400F/hour divided by the maximum metal thickness
c. 900F/hour divided by the maximum metal thickness
d. 200F/hour divided by the maximum metal thickness
243. During the postweld heat treatment holding period there shall be no
greater difference than ___F between the highest and lowest
temperature throughout the portion of the vessel being heat treated
a. 150
b. 200
c. 300
d. 250
244. During the heating and cooling periods, the furnace atmosphere shall
be controlled as to avoid ____
a. Excessive corrosion
b. Excessive bending
c. Excessive stress
d. Excessive oxidation
245. Above 800F cooling shall be done in ___
a. A furnace
b. A furnace or cooling chamber
c. A cooling chamber
d. Still air
246. Above 800F the cooling rate shall not be more than___
a. 500F/hour divided by the maximum metal thickness
b. 400F/hour divided by the maximum metal thickness
c. 900F/hour divided by the maximum metal thickness
d. 200F/hour divided by the maximum metal thickness
API 510 DAY 2 Page 184
247. What is the normal holding temperature for a P-No.1 Group 3?
a. 1100F
b. 1200F
c. 900F
d. 600F
248. What is the minimum holding time for a P-No.1 Group 2 welded joint 2
in thick?
a. 4 hours
b. 2 hours 15 minutes
c. 2 hours
d. 3 hours
249. What is the minimum holding time for a P-No 1 Group 3 welded joint
1/8 in thick?
a. 1 hour
b. 12.5 minutes
c. 15 minutes
d. None of the above
250. What is the minimum holding time for a P-No 3 Group 2 welded joint 6
in thick?
a. 3 hours
b. 3 hours 30 minutes
c. 2 hours
d. 5 hours
251. A welded joint in a P-No 1 Group 1 material is 1 3/16 in thick. No
special service requirements apply what would the minimum holding
time be?
a. 1 hour 11.25 minutes
b. No PWHT required
c. 2 hours
d. None of the above
252. The special service conditions of UW-2 apply to a P-No 1 Group 3
material. Which of the following can be exempted from PWHT if a
minimum 200F preheat is applied?
a. Groove welds not over in that attach nozzles with an inside diameter
of 2 in
b. Fillet welds with a throat thickness of in that attach nonpressure
parts to pressure parts
c. Any weld less than 1 in
d. Any weld not over 1 in.
API 510 DAY 2 Page 185
that does not require a repostweld heat treatment for a P-No.1 Group
2 material is___
a. 2 in
b. 1 in
c. 1 in
d. 5/8 in
254. After completing all welding, the repair area shall be maintained at a
temperature of ____for a minimum period of ____hours.
a. 300-400F 5 hours
b. 400-500F 5 hours
c. 450-550F 4 hours
d. 400-500F 4 hours
255. The alternative postweld heat treatment temperature of 950F is to be
used for a P-No.1 Group 2 weld joint of 4 in thick. What would the
minimum holding time be?
a. 10 hours 45 minutes
b. 10 hours
c. 4 hours
d. 2 hours 30 minutes
256. For P-No 1 Group 1 material full radiography is required when the
thickness exceeds ____in
a. 0
b. 1
c. 1
d. 5/8
257. Unless otherwise exempted impact testing is required for a
combination of thickness and ___
a. Minimum design metal temperature
b. Maximum design temperature
c. Specification and grade of material
d. Allowable stress
258. Components which are to be evaluated to establish impact test
exemptions are:
a. Shells
b. Heads
c. Attachments which are essential to the structural integrity of the vessel
when welded to pressure retaining components
d. All of the above
API 510 DAY 2 Page 186
259. The governing thickness t
g
for a corner fillet or lap welded joint is
defined as:
a. The throat thickness of the attaching weld
b. The thinner of the two parts joined
c. The nominal thickness of the thickest welded joint
d. The thickness of the thicker member divided by 4
260. When the governing thickness for a welded joint exceeds ___in and is
colder than ___F impact tested material shall be used.
a. 4,-50
b. 4, 120
c. 6, 120
d. 2 -50
261. The governing thickness of a flat nonwelded tubesheet of 16 in
thickness is:
a. 4 in
b. 16 in
c. Dependent on the attaching shell thickness
d. 6 in
262. If the governing thickness of a nonwelded part exceeds 6 in., below
what MDMT must the material be impact tested?
a. 100F
b. 60F
c. 120F
d. None of the above
263. What is the basic minimum design metal temperature for a SA-216
Grade WCB casting which is produced to a fine grain practice and
water quenched and tempered with the largest nominal thickness 1
in?
a. 88F
b. 14F
c. 43F
d. 51F
264. When the coincident ratio as defined in Figure UCS-66 .1 is 0.70 what
is the further reduction in the MDMT of the material?
a. 20F
b. 30F
c. 40F
d. 110F
API 510 DAY 2 Page 187
265. No impact testing is required for B 16.5 steel flanges used at design
metal temperature no colder than ____F
a. 120F
b. -20F
c. -50F
d. 20F
266. No impact testing is required for UCS materials less than ___ in thick.
a. 1.000
b. 0.099
c. 0.098
d. 0.250
267. If postweld heat treating is performed on a weld joint joining P-No. 1
materials when not otherwise required by section VIII an additional
___F in impact testing exemption temperature may be given to the
minimum permissible temperature from Figure UCS-66
a. 30
b. 35
c. 50
d. 70
SECTION VIII, APPENDICES QUESTIONS
268. The formula that is to be used calculating thickness and pressure for
cylindrical shells subject to circumferential stress is found in
Appendix _____
a. 1-1, formula 2
b. 1-4, formula 3
c. 1-1, formula 1
d. 1-8, formula 1
269. When evaluating rounded indications thickness t is the thickness of
the weld___
a. Including the reinforcement on the pressure side only
b. Including any allowable reinforcement
c. Excluding a maximum of 1/32 in. allowable reinforcement on each side
d. Excluding any allowable reinforcement
API 510 DAY 2 Page 188
270. A butt weld is in thick with the maximum weld reinforcement on
each side. The maximum acceptable size of a random rounded
indication is __in.
a. 0.168
b. 0.125
c. 0.250
d. 0.063
271. For magnetic particle examinations only indications that are greater
than ___in shall be considered relevant.
a. 1/8
b. 1/32
c. 1/16
d. 1
272. A steel casting 2 in thick is being radiographically examined what is
the maximum severity level for a category B imperfection?
a. 5
b. 0
c. 1
d. 2
273. A steel casting is being examined by the magnetic particle method.
What degree must a Type II shrinkage exceed to be unacceptable?
a. 2
b. 3
c. 0
d. 5
274. Whenever an imperfection is repaired the excavation areas shall be
examined by which method(s) to ensure removal or reduction to an
acceptable size?
a. RT
b. UT
c. MT
d. Either A or C
275. Which of the following are acceptance standards for liquid penetrant
examination?
a. Relevant linear indications
b. Relevant rounded indications greater than 3/16 in
c. Four or more relevant rounded indications in a line separated by 1/16
in or less
d. All of the above
API 510 DAY 2 Page 189
276. Liquid penetrant examiners are certified by the manufacturer with a
___
a. NDE examiners certification
b. Certificate of Competency
c. SNT-TC-1A certification
d. None of the above
277. Ultrasonic examination of welds shall be performed using methods
described in ____of ASME Code Section V
a. Article 1
b. Article 4
c. Article 5
d. Article 23
278. Personnel performing examinations of welds shall be qualified in
accordance with___
a. SNT-TC-1A 1992 Edition
b. SNT-TC-1A 1984 Edition
c. AWS 193
d. Manufacturers standard
279. For UT other than cracks. Lack of fusion and incomplete penetration.
Other imperfections are unacceptable if the indications exceed the
reference level and have lengths which exceed.
a. in for t up to in
b. 1/3 t fort from in to 2 in
c. in for t over 2 in
d. All of the above
280. The manufacturer shall maintain a record of all UT reflections from
uncorrected areas that exceed ___%of the reference level
a. 60
b. 50
c. 100
d. 20
281. The manufacturers Data Report from used for a single chamber,
completely shop fabricated vessel is:
a. U-3
b. U-1
c. U-1A
d. U-4
API 510 DAY 2 Page 190
282. The Manufacturers Data Report from used for a part of a vessel is:
a. U-2
b. U-1A
c. U-3
d. U-4
API 510 DAY 2 Page 191
ASME SECTION VIII.DIV.1 PRACTICE ANSWARE
Q.NO. ANS Q.NO. ANS
1 C 41 B
2 C 42 B
3 A 43 C
4 A 44 A
5 D 45 B
6 B 46 C
7 B 47 D
8 B 48 A
9 C 49 A
10 B 50 A
11 D 51 B
12 B 52 D
13 B 53 A
14 B 54 B
15 A 55 A
16 C 56 D
17 A 57 A
18 D 58 D
19 B 59 B
20 B 60 C
21 A 61 A
22 C 62 B
23 A 63 C
24 C 64 C
25 B 65 C
26 D 66 D
27 A 67 B
28 D 68 C
29 C 69 A
30 D 70 A
31 A 71 A
32 B 72 B
33 A 73 C
34 C 74 A
35 C 75 C
36 B 76 C
37 D 77 C
38 C 78 D
39 D 79 C
40 A
API 510 DAY 2 Page 192
SUBSECTION A ANSWER
Q.NO. ANS
80 B Foreword
81 D U-1 (e)
82 A U-1 (J)
83 A U-1 (J)
84 C U-(2)
85 A Table U-3
86 C UG-4 (a)
87 B B UG-4 (b)
88 A UG-5. Note 2
89 D UG-9
90 B UG-10
91 B UG-16 (b)(1)
92 D UG-16 (C)
93 D UG-16 (d)
94 A UG-16 (e)
95 C UG-20 (a)
96 B Figure UCS-66.2
97 D UG-20 (f) (1) (b)
98 C UG-20 (f) (1) (a)
99 D UG-22
100 A UG-24 (a)
101 B UG-27 (c) & UG-16 (e)
102 D Table UW-12
103 C UG-28
104 A UG-28 (C)(1) Step 2
105 C UG-28 (C)(1) Step 4
106 B UG-32 (a)
107 D UG-32 (d)
108 D UG-32 (d)
109 B UG-32 (e)
110 B UG-32 (o)
111 A UG-34
112 C UG-34 (c)(2) & UW-12
113 A UG-34(c)(2)
114 D UG-36 (c)(3)(a)
115 B UG-36 (c)(3)(c)
116 C UG-37 (a)
117 A UG-37 (a)
118 B Figure UG-37.1
API 510 DAY 2 Page 193
119 C UG-37 (a)
120 C Figure UG-37 1 & ug-40 (b)(1) & (2
121 A UG-40(e)
122 B UG-76(c)
123 A UG-77(a)
124 D UG-77(b)
125 A UG-79(b)
126 D UG-80(a)
127 B UG-82(a)
128 A UG-82(b)
129 D UG-84(c)(1)
130 B UG-84(c)(2)
131 C UG-84(c)(3)
132 A Figure UG-84.1b
133 C UG-84(c)(4)(b)
134 B Table UG-84.2
135 D Table UG-84.4
136 B UG-85
137 D UG-90(c)(1)
138 A UG-93(a)(1)
139 C UG-93(d)
140 A UG-96
141 C UG-98(a)
142 A UG-98(b)
143 C UG-99(b)
144 A UG-99(c)
145 D UG-99(d)
146 B UG-99(e)
147 A UG-99(f)
148 C UG-99 (g)
149 B UG-99 (h)
150 B UG-99 (h)
151 A UG-99 (h)
152 C UG-99 (h)
153 D UG-99 (h)
154 A UG-99 (k)
155 C UG-100 (b)
156 D UG-100 (c)
157 A UG-100 (d)
158 B UG-100 (d)
159 A UG-100 (e)
160 A UG-102 (a)
API 510 DAY 2 Page 194
161 B UG-102 (a)
162 A UG-102 (b)
163 C UG-102 (b)
164 A UG-102 (b)
165 D UG- 102 (c)
166 B UG-103
167 C UG-103
168 B UG-115 (b)
169 B UG-116(a)(3)
170 D UG-116 (b)(1)
171 A UG-116 (c)
172 B UG-116 (e)(2)
173 C UG-116 (e)(3)
174 D UG-116 (e)(4)
175 C UG-116 (e)(1)
176 B UG-116(e)
177 A UG-116(f)(1)
178 C UG-116(f)(2)
179 D UG-120 & Appendix W
180 C UG-120 (c)
181 A UG-125 (c)
182 D UG-128
183 A UG-134 (a)
SUBSECTION B ANSWARE
Q.NO. ANS
184 D UW-2
185 A UW-2 (a)
186 B UW-2 (a)
187 A UW-2 (d)(2)
188 C UW-3 (a)(1)
189 B UW-3 (a)(2)
190 B UW-3 (a)(1)
191 C UW-3 (a)(3)
192 D UW-3 (a)(4)
193 A UW-3 (b)
194 A UW-5 (a)
195 B UW-5 (b)
196 D UW-5(b)(3)
197 A UW-9(c)
API 510 DAY 2 Page 195
198 B UW-9 (d)
199 A UW-11(a)(1)
200 D UW-11 (a)(2) & (4)
201 B UW-11 (a)(5)(b)
202 C UW-11(a)(7)
203 D UW-12
204 A Table UW-12 Column(a)
205 B
Table UW-12 Column(b) type
1
206 D UW-12(d)
207 C UW-12 (d)
208 A UW-12 (e)
209 D UW- 14 (b)
210 B UW-15 (b)
211 A UW-15 (d)
212 D UW-16(b)
213 A UW-16 (b)
214 B UW-18 (d)
215 B UW-28 (b)
216 C UW-28 (c)(2)
217 D UW-29(c)
218 C UW-30
219 D UW-31 (c)
220 C UW-32 (a)
221 A Table UW-33
222 C Table UW-35
223 D UW-35
224 D UW-39(a)
225 B UW-40 (a)(2)
226 C UW-40(e)
227 A UW-40 (f)(6)
228 C UW-42 (b)(2)
229 D UW-47, 48, 49
230 A UW-50
231 C UW-51(a)(2)
232 B UW-51 (b)(2)
233 A UW-52 (b)(1)
234 D UW-52 (c)
235 B UW-52 (d) (2)
236 C UW-53
API 510 DAY 2 Page 196
SUBSECTION C ANSWARE
Q.NO. ANS
237 B UCS-5(b)
238 C UCS-6(b)
239 A UCS-56(a)
240 B UCS-56(c)
241 C UCS-56(d)(1)
242 B UCS-56(d)(2)
243 A UCS-56 (d)(3)
244 D UCS-56 (d)(4)
245 B UCS-56 (d)(5)
246 A UCS-56 (d) (5)
247 A
Table UCS-56, P-No. 1
material
248 C
Table UCS-56. P-No. 1
material
249 C
Table UCS-56. P-No. 1
material
250 A
Table UCS-56. P-No. 3
material
251 B
Table UCS-56. P-No. 1
material
252 A
Table UCS-56. P-No. 1
material
253 C UCS-56(f)(2)
254 D UCS-56 (f)(4)(c)
255 A Table UCS-56.1
256 C Table UCS-57
257 A UCS-66 (a)
258 D UCS66 (a)
259 B UCS-66 (a)(1)(b)
260 B UCS-66(a)
261 A UCS-66 (a)(3)
262 C UCS-66 (a) (5)
263 D Figure UCS-66 & Table UCS-66
264 B Figure UCS-66.1
265 B UCS-66(c)
266 C UCS-66 (d)
267 A UCS-68(c)
268 C Appendix 1-1, Formula 1
269 D Appendix 4-2(c)
API 510 DAY 2 Page 197
270 B Appendix 4, Table 4-1
271 C Appendix 6-3
272 D Appendix 7-3 (a)(1)
273 A Appendix 7-3 (a)(3)
274 C Appendix 7-4 (a)
275 D Appendix 8-4
276 B Appendix 8-2
277 C Appendix 12-1 (b)
278 A Appendix 12-2
279 D Appendix 12-3 (b)
280 B Appendix 12-4
281 C Appendix W, Form U-1A
282 A Appendix W, Form U-2
You might also like
- 9) Api 510 Day 1Document109 pages9) Api 510 Day 1nivrutti2012100% (14)
- API 572 Study Guide: Practice QuestionsDocument24 pagesAPI 572 Study Guide: Practice Questionsnivrutti2012100% (1)
- API 510 Final Exam ReviewDocument138 pagesAPI 510 Final Exam ReviewJeganeswaranNo ratings yet
- API 510 Closed Book QuestionsDocument16 pagesAPI 510 Closed Book QuestionsRavindra S. Jivani100% (1)
- API 510 Effectivity SheetDocument1 pageAPI 510 Effectivity Sheetnivrutti2012No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CEB1061Document6 pagesCEB1061oscar horacio floresNo ratings yet
- Proximity Probe Mounting OptionsDocument6 pagesProximity Probe Mounting OptionstoilalongNo ratings yet
- How To Select An Air Handling UnitDocument12 pagesHow To Select An Air Handling UnitKumudu PereraNo ratings yet
- Structural Concept DesignDocument8 pagesStructural Concept DesignaahtagoNo ratings yet
- Somaliland Water Supply Bill of QuantityDocument3 pagesSomaliland Water Supply Bill of QuantitysubxaanalahNo ratings yet
- PLC-controlled Stepper Motor Drive For NC PositionDocument10 pagesPLC-controlled Stepper Motor Drive For NC PositiondeoarshiNo ratings yet
- Hein Chem12 Ch2 AnsDocument9 pagesHein Chem12 Ch2 AnsPyNo ratings yet
- Modularization in Chemical Processing: Special Section: Process IntensificationDocument9 pagesModularization in Chemical Processing: Special Section: Process IntensificationJohn AnthoniNo ratings yet
- PetrochemicalDocument20 pagesPetrochemicalabdulqadirNo ratings yet
- Golden rules of work permitsDocument18 pagesGolden rules of work permitsRusihan HSENo ratings yet
- 01 IM3131rev02 - ENGDocument18 pages01 IM3131rev02 - ENGAlejandro Pino GomezNo ratings yet
- POWER Power June 2022 IntlDocument49 pagesPOWER Power June 2022 IntlNelson NavaNo ratings yet
- Carburetor Troubleshooting Guide: Cold Starting ProblemDocument1 pageCarburetor Troubleshooting Guide: Cold Starting ProblemhemaNo ratings yet
- Grove RT700E: Product GuideDocument20 pagesGrove RT700E: Product GuideLuis Miguel Rivera SoplopucoNo ratings yet
- Dr. Angus McKay's CV for Drilling Supervisor RoleDocument5 pagesDr. Angus McKay's CV for Drilling Supervisor Roleahmalisha2No ratings yet
- El Mehdi Ben MaallaDocument12 pagesEl Mehdi Ben Maallasergio londoñoNo ratings yet
- TCL ProductCatalogueDocument24 pagesTCL ProductCatalogueSarah Shibu ThomasNo ratings yet
- Intelligent Building Automation SystemsDocument27 pagesIntelligent Building Automation SystemsManu Manohar0% (1)
- PBD Assessment Physics Form 5 Chapter 1Document8 pagesPBD Assessment Physics Form 5 Chapter 1Nor ShuhadaNo ratings yet
- NASA CEA Tutorial: Rocket Equilibrium and Frozen AnalysisDocument15 pagesNASA CEA Tutorial: Rocket Equilibrium and Frozen Analysispreetham108No ratings yet
- Terminal Connection Diagramm WiringDocument3 pagesTerminal Connection Diagramm WiringTran LeNo ratings yet
- Wood Thermal PropertiesDocument6 pagesWood Thermal PropertiesKevonSingh1No ratings yet
- Industrial Gas Springs: Function, Calculation and Mounting TipsDocument45 pagesIndustrial Gas Springs: Function, Calculation and Mounting TipsSavaliya HardikNo ratings yet
- Unit2 ACU and OutletDocument9 pagesUnit2 ACU and OutletMelanie IbarretaNo ratings yet
- Offshore Structure BasicsDocument3 pagesOffshore Structure Basicsafi1belle100% (1)
- UNIT5-Ground Wave Propagation PDFDocument44 pagesUNIT5-Ground Wave Propagation PDFRameshbabu SadineniNo ratings yet
- Plate Heat Exchanger Design & Application GuideDocument56 pagesPlate Heat Exchanger Design & Application GuidefelitosegundoNo ratings yet
- VAV System Design GuideDocument35 pagesVAV System Design Guide123john123No ratings yet
- TM 5-2420-222-34 John Deere JD 410 Backhoe LoaderDocument706 pagesTM 5-2420-222-34 John Deere JD 410 Backhoe LoaderAdvocate100% (2)