You might also like
- Appendix I: Mark-Houwink Parameters For HomopolymersDocument33 pagesAppendix I: Mark-Houwink Parameters For Homopolymerskiwi27_87No ratings yet
- Polyphosphate Coatings - A Promising Strategy To Overcome The Polycation DilemmaDocument11 pagesPolyphosphate Coatings - A Promising Strategy To Overcome The Polycation Dilemmakiwi27_87No ratings yet
- Cell Penetrating Peptides in Ocular Drug Delivery - State of The ArtDocument19 pagesCell Penetrating Peptides in Ocular Drug Delivery - State of The Artkiwi27_87No ratings yet
- Chapter 18 - Retinal and Choroidal Vasculature - Retinal OxygenationDocument14 pagesChapter 18 - Retinal and Choroidal Vasculature - Retinal Oxygenationkiwi27_87No ratings yet
- Gel Filtration HandbookDocument106 pagesGel Filtration HandbookDolphingNo ratings yet
- Rheological Measurements - Mucoadhesive - TensileDocument2 pagesRheological Measurements - Mucoadhesive - Tensilekiwi27_87No ratings yet
- Benjamin Caballero, Paul Finglas, Fidel Toldrá-Encyclopedia of Food and Health-Academic Press (2016) PDFDocument4,013 pagesBenjamin Caballero, Paul Finglas, Fidel Toldrá-Encyclopedia of Food and Health-Academic Press (2016) PDFardeleanusimona80% (5)
- Analytical Methodologies For Nanotoxicity AssessmentDocument12 pagesAnalytical Methodologies For Nanotoxicity Assessmentkiwi27_87No ratings yet
- RipaDocument3 pagesRipaFrancisco Ibañez IrribarraNo ratings yet
- Permeability Properties of PolymersDocument12 pagesPermeability Properties of Polymerskiwi27_87No ratings yet
- Measuring Protein Isoelectrc Point Using Zetasizer Nano ZSPDocument3 pagesMeasuring Protein Isoelectrc Point Using Zetasizer Nano ZSPkiwi27_87No ratings yet
- Measurement of Protein Charge and Ion BindingDocument4 pagesMeasurement of Protein Charge and Ion Bindingkiwi27_87No ratings yet
- Separation Technique For The Determination of Highly Polar Metabolites in Biological SamplesDocument20 pagesSeparation Technique For The Determination of Highly Polar Metabolites in Biological Sampleskiwi27_87No ratings yet
- Tehnologia Particulelor in FarmacieDocument13 pagesTehnologia Particulelor in FarmacieElena PetreNo ratings yet
- Ion-Exchange TLC - Separation of Nucleotide Sugars and Nucleoside Monophosphates On PEI-celluloseDocument5 pagesIon-Exchange TLC - Separation of Nucleotide Sugars and Nucleoside Monophosphates On PEI-cellulosekiwi27_87No ratings yet
- Recrystallization and Melting PointsDocument22 pagesRecrystallization and Melting Pointskiwi27_87100% (1)
- The Synthesis of Sucrose 6 - PhosphateDocument10 pagesThe Synthesis of Sucrose 6 - Phosphatekiwi27_87No ratings yet
- Nanocarrier Systems For Transdermal Drug DeliveryDocument40 pagesNanocarrier Systems For Transdermal Drug Deliverykiwi27_87No ratings yet
- Peptide Common MisconceptionsDocument6 pagesPeptide Common Misconceptionskiwi27_87No ratings yet
- The Art of High Shear MixingDocument6 pagesThe Art of High Shear Mixingkiwi27_87No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PLF-76T Service ManualDocument40 pagesPLF-76T Service Manualapi-3711045100% (1)
- Section 08 - ECD ManagementDocument75 pagesSection 08 - ECD ManagementRicardo VillarNo ratings yet
- Teco s310 User ManualDocument10 pagesTeco s310 User ManualEhsan GhanbarzadehNo ratings yet
- Kaplan Turbine Working As A Propeller CFD InvestigDocument11 pagesKaplan Turbine Working As A Propeller CFD InvestigclaudehackerNo ratings yet
- Optical Properties of MaterialDocument63 pagesOptical Properties of MaterialNoviNo ratings yet
- GS-37 LcaDocument22 pagesGS-37 LcaGeny KucherNo ratings yet
- 240-56063867 Transformer and Reactor Rapid Pressure Rise RelayDocument6 pages240-56063867 Transformer and Reactor Rapid Pressure Rise RelayMichael NgubaneNo ratings yet
- Euler-Ship Mast LocationDocument61 pagesEuler-Ship Mast LocationzeldaikNo ratings yet
- Repair and RehabilitationDocument22 pagesRepair and RehabilitationConstro FacilitatorNo ratings yet
- The Oil Kings Cooper en 15522 - PDFDocument5 pagesThe Oil Kings Cooper en 15522 - PDFNan EatonNo ratings yet
- Power Generation: Selection GuideDocument114 pagesPower Generation: Selection GuideRobiNo ratings yet
- EE 004A DC and AC Machinery ExperimentDocument9 pagesEE 004A DC and AC Machinery ExperimentJerome NuevoNo ratings yet
- Quality Policy and Quality ObjectivesDocument2 pagesQuality Policy and Quality ObjectivesrabiulfNo ratings yet
- National Science Olympiad: SyllabusDocument4 pagesNational Science Olympiad: SyllabusawaninderNo ratings yet
- ME6502 Heat and Mass Transfer SyllabusDocument26 pagesME6502 Heat and Mass Transfer Syllabusamdeva0% (1)
- Objective and Scope and Importance of Mineral Beneficiation With Special Reference To IndiaDocument4 pagesObjective and Scope and Importance of Mineral Beneficiation With Special Reference To IndiaVidya Sagar100% (1)
- 262 Controlled Switching of HVAC Circuit Breaker PDFDocument34 pages262 Controlled Switching of HVAC Circuit Breaker PDFepriNo ratings yet
- MeasurementDocument4 pagesMeasurementJemason100% (1)
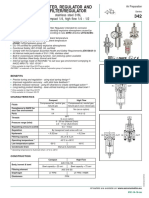
- Numatics Series 342Document6 pagesNumatics Series 342Jebran FarazNo ratings yet
- Rpdir-L12 Shielding WebDocument73 pagesRpdir-L12 Shielding WebWiie ArdiNo ratings yet
- GX30R 100RDocument53 pagesGX30R 100RSergio Garcia100% (1)
- FMC Smith Meter 01 - Mesurement Product & SystemDocument70 pagesFMC Smith Meter 01 - Mesurement Product & SystemDucVikingNo ratings yet
- Fire Pump Installation GuideDocument3 pagesFire Pump Installation GuideJeff D. AgustinNo ratings yet
- RAIS PDA AppDocument8 pagesRAIS PDA Appzaw lin ooNo ratings yet
- Aufbau PrincipleDocument4 pagesAufbau PrinciplecrbrumaNo ratings yet
- Dna60 PDFDocument15 pagesDna60 PDFAc IdNo ratings yet
- Connection TableDocument10 pagesConnection TableBepdjNo ratings yet
- 39CQ Iom 06302014Document20 pages39CQ Iom 06302014Non Etabas GadnatamNo ratings yet
- Hum BirdDocument179 pagesHum BirdSuman ChhetryNo ratings yet
- 320, 320L Medicion de Presiones Bomba Hidraulica PDFDocument181 pages320, 320L Medicion de Presiones Bomba Hidraulica PDFrprim100% (2)