You might also like
- INOXIDABLES Catalogo GeneralDocument15 pagesINOXIDABLES Catalogo GeneralDavid Rios CruzNo ratings yet
- Model Arm Clamp AssemblyDocument123 pagesModel Arm Clamp AssemblyDavid Rios CruzNo ratings yet
- Material Forming Simulation Environment Based On Qform3D Software SystemDocument7 pagesMaterial Forming Simulation Environment Based On Qform3D Software SystemDavid Rios CruzNo ratings yet
- Team Pipe RepairDocument24 pagesTeam Pipe RepairDavid Rios CruzNo ratings yet
- Hot TapDocument7 pagesHot TapmatapioncheNo ratings yet
- BTC CHUKS Catalog AllDocument36 pagesBTC CHUKS Catalog AllDavid Rios Cruz0% (1)
- Catalogo Envases PDFDocument28 pagesCatalogo Envases PDFDavid Rios CruzNo ratings yet
- Team Tank ManagementDocument8 pagesTeam Tank ManagementDavid Rios CruzNo ratings yet
- BTC CHUKS Catalog AllDocument36 pagesBTC CHUKS Catalog AllDavid Rios Cruz0% (1)
- GrantPrideco Drill Pipe Data TablesDocument24 pagesGrantPrideco Drill Pipe Data TablesMaximo Biarrieta RodriguezNo ratings yet
- Hot Tap Contractor Service Overview Brief FurmaniteDocument4 pagesHot Tap Contractor Service Overview Brief FurmaniteDavid Rios CruzNo ratings yet
- Split Tee Hot Tap Fitting Spec SheetDocument8 pagesSplit Tee Hot Tap Fitting Spec SheetDavid Rios Cruz100% (1)
- Multiplex Plunger Pumps: Installation, Care and Operation ManualDocument0 pagesMultiplex Plunger Pumps: Installation, Care and Operation ManualDavid Rios CruzNo ratings yet
- Furmanite Hot Tap and Line Stop Contractor Services BrochureDocument16 pagesFurmanite Hot Tap and Line Stop Contractor Services BrochureDavid Rios Cruz100% (1)
- Hot TapDocument1 pageHot TapDavid Rios CruzNo ratings yet
- Px20 Org MTL Eom 01Document32 pagesPx20 Org MTL Eom 01David Rios CruzNo ratings yet
- Caesar IiDocument386 pagesCaesar IiPrajwal Shetty100% (1)
- Furmanite America Full Encirclement Pipe Saddle DimensionsDocument1 pageFurmanite America Full Encirclement Pipe Saddle DimensionsDavid Rios CruzNo ratings yet
- Furmanite Hot Tap and Line Stop Contractor Services BrochureDocument16 pagesFurmanite Hot Tap and Line Stop Contractor Services BrochureDavid Rios Cruz100% (1)
- Branch Connection FittingsDocument6 pagesBranch Connection Fittingsiran1362No ratings yet
- Air Starters CatalogDocument92 pagesAir Starters CatalogJetmanUSA2010No ratings yet
- Anchor Bolt DesingDocument79 pagesAnchor Bolt DesingDavid Rios CruzNo ratings yet
- Pemex 96 Vessel CalcDocument94 pagesPemex 96 Vessel CalcDavid Rios CruzNo ratings yet
- Px20 Org MTL Eom 01Document32 pagesPx20 Org MTL Eom 01David Rios CruzNo ratings yet
- Pemex 96 Vessel CalcDocument94 pagesPemex 96 Vessel CalcDavid Rios CruzNo ratings yet
- Px15 Org MTL Eom 04Document35 pagesPx15 Org MTL Eom 04David Rios CruzNo ratings yet
- Furmanite America Full Encirclement Pipe Saddle DimensionsDocument1 pageFurmanite America Full Encirclement Pipe Saddle DimensionsDavid Rios CruzNo ratings yet
- Px20 Org MTL Eom 01Document32 pagesPx20 Org MTL Eom 01David Rios CruzNo ratings yet
- P200 PX200 Adv MTL Eom 11Document40 pagesP200 PX200 Adv MTL Eom 11David Rios CruzNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Vienna's Strategies for Sustainable Transport: Public Transit, Biking, and Smart MobilityDocument13 pagesVienna's Strategies for Sustainable Transport: Public Transit, Biking, and Smart MobilityAditya KaranNo ratings yet
- Cuestionario Aws D1.1Document4 pagesCuestionario Aws D1.1cristianNo ratings yet
- Emergency Planning and Security of Kuantan AirportDocument15 pagesEmergency Planning and Security of Kuantan AirportRahmad SudirmanNo ratings yet
- Trenchless TechnologyDocument29 pagesTrenchless Technologyraps5_priya100% (1)
- BCG DDSCDocument16 pagesBCG DDSCBiswadip BanerjeeNo ratings yet
- Source of Import 31.10.2019Document101 pagesSource of Import 31.10.2019sudhanshballal2442No ratings yet
- Quality of Ready Mix ConcreteDocument6 pagesQuality of Ready Mix ConcretemkausmallyNo ratings yet
- Tool Box On Intersection Safety & Design PDFDocument172 pagesTool Box On Intersection Safety & Design PDFupsarki7547No ratings yet
- MepDocument4 pagesMepMohsin MapariNo ratings yet
- Structural Civil Engineer - Sample CV 1Document5 pagesStructural Civil Engineer - Sample CV 1ArnabNo ratings yet
- APM-MBA Supply Chain Professional with 10+ years experienceDocument2 pagesAPM-MBA Supply Chain Professional with 10+ years experienceaizy_786No ratings yet
- FAA Advisory Circular Updates Heliport Design StandardsDocument196 pagesFAA Advisory Circular Updates Heliport Design Standardsiscrdmyslfagin100% (2)
- FRP Hdpe ComparisonDocument3 pagesFRP Hdpe ComparisonbcsmurthyNo ratings yet
- Carriage of Goods by SeaDocument12 pagesCarriage of Goods by Seashakti ranjan mohanty100% (1)
- Estimated Useful Life TableDocument2 pagesEstimated Useful Life TableSheena Mara De VIllaNo ratings yet
- High-Capacity Production and MachineryDocument3 pagesHigh-Capacity Production and MachineryMark Justin LicuanNo ratings yet
- Department of Ship Technology ModifiedDocument21 pagesDepartment of Ship Technology ModifiedAbhishek GauravNo ratings yet
- Res StreetsDocument50 pagesRes StreetsVas SteelNo ratings yet
- Tiger Stripe F 16Document4 pagesTiger Stripe F 16Nathan BlythNo ratings yet
- RMD Kwikform Formula Magazine Issue 18 UKDocument9 pagesRMD Kwikform Formula Magazine Issue 18 UKedsoneversNo ratings yet
- VTU Supply ChainDocument267 pagesVTU Supply Chainprasadkh90100% (4)
- Book Intro PDFDocument16 pagesBook Intro PDFInterogator5No ratings yet
- Chapter 15Document23 pagesChapter 15cooneyz1987No ratings yet
- Materials Handling GuideDocument13 pagesMaterials Handling GuideSandra Enn BahintingNo ratings yet
- Tank Cleaning Guide - BP New 2006Document1 pageTank Cleaning Guide - BP New 2006reda hmr100% (1)
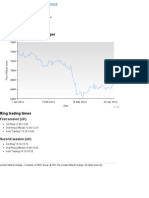
- London Metal Exchange - CopperDocument1 pageLondon Metal Exchange - Coppershaikhsajid242No ratings yet
- V Series PlasmaDocument6 pagesV Series PlasmaDaniel AustinNo ratings yet
- Hatch Cover MaintencesDocument7 pagesHatch Cover MaintencesRajeewa WickramahewageNo ratings yet
- Rigid Pavement AASHTO 1993Document10 pagesRigid Pavement AASHTO 1993Gelbert Silot100% (1)
- WWL Logistics Manager to Present Supply Chain Improvement PlanDocument7 pagesWWL Logistics Manager to Present Supply Chain Improvement PlanSimonNo ratings yet