Professional Documents
Culture Documents
Automação Do Processo de Rebarbamento de Peças em Máquinas de Moldagem de Plástico Por Sopro
Uploaded by
Diego PiresOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Automação Do Processo de Rebarbamento de Peças em Máquinas de Moldagem de Plástico Por Sopro
Uploaded by
Diego PiresCopyright:
Available Formats
Automao Pneutrnica de
Mquinas: Sistema de Rebarbagem
Automtica de Peas Plsticas
Moldadas por Sopro.
Monografia submetida Universidade Federal de Santa Catarina
como requisito para a aprovao da disciplina:
DAS5511: Projeto de Fim de Curso
Rodrigo Barbosa Souto
Florianpolis, Abril de 2002
ii
Automao Pneutrnica de Mquinas: Sistema de
Rebarbagem Automtica de Peas Plsticas Moldadas por
Sopro.
Rodrigo Barbosa Souto
Esta monografia foi julgada no contexto da disciplina
DAS 5511: Projeto de Fim de Curso
e aprovada na sua forma final pelo
Curso de Engenharia de Controle e Automao Industrial
Banca Examinadora:
Prof. Augusto Humberto Bruciapaglia
Responsvel pela disciplina - Presidente
Dani Marcelo Nonato Marques
Tecnlogo em Mecnica de Preciso
Orientador da Empresa
Prof. Dr. Victor Juliano de Negri
Orientador do Curso
Prof. Jos Eduardo Ribeiro Cury
Avaliador
Patrcia Schaeffer, Debatedora
Matheus Lemes, Debatedor
iii
Aos meus Pais,
meus Irmos
Joo Henrique e Nayara e
a minha esposa Genice,
pelo amor e pacincia,
dedico este trabalho.
Amo muito todos vocs.
iv
Agradecimentos
Em primeiro lugar, agradeo minha famlia por prover os recursos
necessrios para o meu crescimento pessoal. Aos meus Pais pela educao moral e
profissional e pelo amor incondicional que sempre me deu a certeza de que tenho
um porto seguro para os dias tempestuosos. Aos meus irmos, pelo carinho e
companheirismo, que sempre foram fonte de fora em minha caminhada. A todos os
demais integrantes desta grande famlia, por contriburem, cada um ao seu modo,
para que eu chegasse at aqui.
Agradeo especialmente minha esposa Genice pelo amor, dedicao e
pacincia sem os quais, provavelmente, no chegaria to rpido ao ponto em que
estou no desenvolvimento da minha vida.
Aos meus irmos Wilmor Henrique e Christian agradeo por, a todo
momento, demonstrarem o real significado da palavra amizade.
Aos amigos e colegas de turma: Llian, Nirsan, T, Giuliano, Pedro, Douat,
Gabriela, Gracielle, Thyane, Glaison, Henrique, Gustavo, Rafael, Franz, Boeing,
Wiggers, Toco, llan, Rogrio, Somaggio, Cristiano, Mano, Espndola e Leandro,
agradeo pelo carinho e companheirismo.
Agradeo ao Prof. Dr. Victor Juliano de Negri pelo apoio e confiana na
realizao deste trabalho.
Agradecimento a empresa Brudden Equipamentos Ltda, na pessoa de seu
presidente, Sr. Takashi Nishimura, por acreditar nesta realizao.
Aos novos amigos, Dani Marcelo, Rodrigo Ravazzi, Marcelo, Jos Pereira,
Prof. Carlos, Paulo Mazuquelli, Roberto Onrio, Jeferson, Guinda, Marcos, Rodrigo
Coca, Bertolleti, Gomes, Eliton, Mrcio, Luiz Paulo, Milton, Guilherme, Sr. Jaques e
muitos outros no citados mas nem por isso esquecidos, agradeo o apoio recebido
na empresa durante a realizao deste trabalho.
Obrigado Senhor por mais esta realizao. Que este seu filho possa ser
merecedor de alcanar muitas outras ainda por vir.
v
No h f inabalvel seno aquela que pode encarar a
razo face a face, em todas as pocas da Humanidade.
(Allan Kardec)
vi
Sumrio
LISTA DE FIGURAS................................................................................................................. IX
LISTA DE TABELAS................................................................................................................ XI
SIMBOLOGIA.......................................................................................................................... XII
RESUMO................................................................................................................................. XIII
ABSTRACT.............................................................................................................................XIV
CAPTULO 1: INTRODUO....................................................................................................1
CAPTULO 2: PROCESSO DE MOLDAGEM POR SOPRO.....................................................6
2.1: INTRODUO......................................................................................................................6
2.2: HISTRICO.........................................................................................................................6
2.3: DEFINIO.........................................................................................................................6
2.4: DESCRIO DO PROCESSO.................................................................................................7
2.4.1: Extrusora ..................................................................................................................8
2.4.2: Sistema de formao do Parison .............................................................................9
2.4.3: Molde de sopro.........................................................................................................9
2.5: VARIAES DO PROCESSO............................................................................................... 10
2.6: MATRIAS PRIMAS........................................................................................................... 11
2.7: PREPARAO DE MQUINAS SOPRADORAS ....................................................................... 13
2.8: ASPECTOS DE SEGURANA.............................................................................................. 14
2.8.1: Temperatura elevada ............................................................................................ 14
2.8.2: Rudos ................................................................................................................... 14
2.8.3: Gases txicos. ....................................................................................................... 15
2.8.4: Partes mveis........................................................................................................ 15
2.8.5: Choques eltricos.................................................................................................. 15
2.8.6: Operaes ps-sopro............................................................................................ 16
2.8.7: Preveno de acidentes........................................................................................ 16
2.9: CONCLUSO ................................................................................................................... 16
CAPTULO 3: ESTUDO DE UM PROCESSO DE SOPRO CASO DA BRUDDEN
EQUIPAMENTOS LTDA....................................................................................................................... 18
3.1: INTRODUO................................................................................................................... 18
3.2: CARACTERSTICAS DA MQUINA ....................................................................................... 18
3.3: PERFIL DE OPERAO...................................................................................................... 20
3.4: LEVANTAMENTO DE PROBLEMAS E SUAS CAUSAS .............................................................. 22
3.5: CONCLUSO ................................................................................................................... 26
vii
CAPTULO 4: PROJETO DE UM SISTEMA DE EXTRAO E REBARBAGEM
AUTOMTICA PARA A MQUINA SOPRADORA PAVAN ZANETTI HDL 3.5L.............................. 27
4.1: INTRODUO................................................................................................................... 27
4.2: PROPOSTA DE SOLUO DOS PROBLEMAS........................................................................ 28
4.2.1: Sistema de extrao.............................................................................................. 29
4.2.2: Sistema de rebarbamento ..................................................................................... 29
4.2.3: Acionamento.......................................................................................................... 30
4.2.4: Controle ................................................................................................................. 31
4.3: LAYOUT DO DISPOSITIVO.................................................................................................. 31
4.4: PROJETO LGICO E ELTRICO.......................................................................................... 33
4.4.1: Esquema de instalao e eletropneumtico ......................................................... 33
4.4.2: Formulao verbal ................................................................................................. 36
4.4.3: Diagrama trajeto-passo ......................................................................................... 37
4.4.4: Diagrama funcional................................................................................................ 38
4.4.5: Diagrama lgico..................................................................................................... 42
4.4.6: Diagrama de contato ............................................................................................. 44
4.4.7: Esquema eltrico................................................................................................... 45
4.4.8: Consideraes finais ............................................................................................. 45
4.5: DIMENSIONAMENTO DOS COMPONENTES PNEUTRNICOS .................................................. 46
4.5.1: Cilindros................................................................................................................. 46
4.5.2: Vlvulas ................................................................................................................. 47
4.5.3: Sensores................................................................................................................ 48
4.5.4: Controlador ............................................................................................................ 48
4.5.5: Acessrios ............................................................................................................. 48
4.6: PROJETO MECNICO........................................................................................................ 48
4.6.1: Sistema de extrao.............................................................................................. 49
4.6.2: Sistema de rebarbagem........................................................................................ 51
4.7: DOCUMENTAO............................................................................................................. 52
4.8: CONCLUSO ................................................................................................................... 53
CAPTULO 5: AVALIAO DE RESULTADOS E EXPECTATIVAS DE OPERAO. ....... 54
5.1: INTRODUO................................................................................................................... 54
5.2: IMPLEMENTAO DO PROJETO ......................................................................................... 54
5.3: RESULTADOS OBTIDOS .................................................................................................... 56
5.4: EXPECTATIVAS DA OPERAO.......................................................................................... 57
5.5: CONCLUSO ................................................................................................................... 58
CAPTULO 6: CONCLUSES E PERSPECTIVAS................................................................ 59
BIBLIOGRAFIA: ...................................................................................................................... 60
viii
ANEXO 1 VISO GERAL DO AMBIENTE DE PROGRAMAO LOGO! SOFT-COMFORT
DA SIEMENS........................................................................................................................................ 61
ANEXO 2 EXEMPLO DE DESENHOS DO PROJETO MECNICO. .................................. 64
ix
Lista de Figuras
Figura 1 - Corte transversal de uma extrusora de rosca simples. Fonte:] WHELAN,
Tony. The Bekun Blow Moulding Handbook, London 1989, Edio em
portugus Fev/1999 Politeno Industria e Comrcio S/A....................................8
Figura 2 Diagrama de um cabeote de formao do Parison. .................................9
Figura 3 Vista do cabeote de trs bocais com os Parisons. .................................19
Figura 4 Vista da sopradora Pavan Zanetti HDL 3,5L. ...........................................20
Figura 5 Pulverizador manual S500 da Brudden Equipamentos Ltda. ...................21
Figura 6 Rebarbagem manual do recipiente do S500. ...........................................22
Figura 7 Dispositivo externo de extrao. ..............................................................24
Figura 8 Descarga das peas extradas do molde. ................................................25
Figura 9 Layout do dispositivo. Esquema da vista lateral com as dimenses da
mquina em milmetros. .....................................................................................32
Figura 10 Vista lateral da sopradora Pavan Zanetti. ..............................................32
Figura 11 Esquema de instalao do rebarbador automtico. ...............................34
Figura 12 Esquema eletropneumtico do rebarbador automtico..........................35
Figura 13 Diagrama trajeto-passo (baseado na VDI 3200). ...................................38
Figura 14 Diagrama funcional do sistema com a mquina sopradora....................40
Figura 15 - Diagrama funcional do sistema sem a mquina sopradora. ...................41
Figura 16 Diagrama lgico do sistema de rebarbagem automtico. ......................43
Figura 17 Diagrama de contatos do sistema de rebarbagem automtico. .............44
Figura 18 Esquema de ligao eltrica do sistemas de rebarbagem. ....................45
Figura 19 Vista em perspectiva da montagem do dispositivo de extrao. ............50
Figura 20 Esboo do sistema de fixao e rebarbagem. .......................................52
Figura 21 Ferramenta de extrao montada. .........................................................55
x
Figura 22 Painel de comando com CLP e terminal de vlvulas. ............................56
Figura 23 Sistema de extrao em funcionamento. ...............................................56
Figura 24 Aspecto externo da mquina aps a implementao do projeto. ...........57
Figura 25 Janela do ambiente de simulao. .........................................................61
Figura 26 Janela do ambiente de programao. ....................................................62
Figura 27 Corpo do apoio da garra de extrao. ....................................................64
Figura 28 Garra de extrao refrigerada a gua. ...................................................65
Figura 29 Corpo do carro da guia linear. ................................................................66
xi
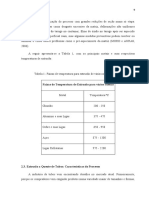
Lista de tabelas
Tabela 1 - Lista dos principais termoplsticos utilizados na indstria de sopro. Fonte:]
WHELAN, Tony. The Bekun Blow Moulding Handbook, London 1989, Edio
em portugus Fev/1999 Politeno Industria e Comrcio S/A............................13
Tabela 2 Distribuio dos tempos das operaes da fabricao do S500. ............21
Tabela 3 Descrio da funo dos sensores de fim de curso. ...............................34
Tabela 4 Representaes utilizadas nos diagramas funcionais do rebarbador
automtico..........................................................................................................39
Tabela 5 Formulrio de relao entre fora, presso e dimetro de cilindros. .......46
Tabela 6 Relao de cilindros dimensionados. ......................................................47
Tabela 7 Relao de vlvulas dimensionadas. ......................................................47
Tabela 8 Relao de sensores dimensionados. .....................................................48
Tabela 9 Componentes do sistema de extrao de peas.....................................51
Tabela 10 Blocos lgicos utilizados na implementao dos sistema de extrao. .63
xii
Simbologia
CP
Controlador Programvel
CLP
Controlador Lgico Programvel
CAD
Computer Aided Design
Desenho auxiliado por computador
CAM
Computer Aided Manufacturing
Manufatura auxiliada por computador
EBM
Extrusion Blow Molding
Moldagem por extruso e sopro
IBM
Injection Blow Molding
Moldagem por injeo e sopro
3D
Trs dimenses
PEBD
Polietileno de baixa densidade
PEAD
Polietileno de alta densidade
PET
Polietileno tereftalato
PVC
Cloreto de polivinila
PEEL
Politer ster
S500
Pulverizador manual produzido
na Brudden Equipamentos Ltda.
PWM
Pulse Width Modulation
Modulao por largura de pulso
LED
Light emission diode Diodo emissor de luz
LCD
Liquid Crystal Display Mostrador de cristal lquido
PC
Personal computer Computador pessoal
Marca registrada
xiii
Resumo
Neste trabalho apresenta-se o projeto de um dispositivo para automao de
uma mquina de moldagem por sopro, instalada na empresa Brudden Equipamentos
Ltda. Os principais objetivos deste projeto so a garantia da segurana e o
crescimento da taxa de produtividade da mquina citada.
Destacam-se, neste trabalho, a utilizao das tecnologias de
eletropneumtica e dos comandos microprocessados, que tornam flexveis as
lgicas de controle, alm da utilizao de tcnicas de sistematizao de projeto que
auxiliam o projetista em suas atividades, acelerando o desenvolvimento e
promovendo a padronizao da documentao gerada.
xiv
Abstract
This work describes the project of an automation device for a blow molding
machine of Brudden Equipment Company, Pompia, Brazil. It has two main
objectives: to solve the security problems in the machine operation; and to increase
the performance of system.
Emphasis is given to the use of eletropneumatic technologies and to
microprocessed drives, as they make the control logics more flexible. There is also
the utilization of the systematization techniques that assists the designer in his tasks,
speeding up the project development and standardizing its documentation.
Captulo 1: INTRODUO
Ao primeiro contato com o cho de fbrica, na maioria das indstrias de
manufatura modernas, pode-se ficar maravilhado com a diversidade de dispositivos
e processos utilizados nos mais diferentes contextos fabris, mas em uma viso mais
atenta pode-se notar que um conceito inteiro se destaca quando falamos do
acionamento e controle dos equipamentos industriais; a pneumtica. Extremamente
prtica quanto utilizao e manuteno, as vantagens deste meio fabuloso de
transmisso de energia so muito bem definidas por [ 1 ], onde se destacam
algumas particularmente importantes no contexto deste trabalho; so elas:
O ar comprimido no txico e no causa problemas ao meio ambiente;
Energia facilmente armazenvel e transportvel;
Velocidade dos atuadores relativamente grande;
Fcil integrao com a microeletrnica;
Possibilidade de integrao com sistemas de automao e controle;
Padronizao e robustez dos componentes pneumticos;
Durabilidade e segurana;
Praticamente insensvel a mudanas de temperatura.
Existem tambm desvantagens citadas por [ 1 ], as quais destacam-se como
importantes as seguintes:
Desuniformidades de deslocamento do atuador quando as foras so
variveis;
Limitao das foras mximas de trabalho;
Rudos.
Estas e algumas outras vantagens e desvantagens no citadas aqui so
frutos de, basicamente, duas propriedades do ar, a baixa viscosidade e a alta
compressibilidade.
2
Para a automao industrial, duas das caractersticas citadas da pneumtica
so muito importantes: a integrao com a microeletrnica e a integrao com os
sistemas de controle e automao. Como j foi dito anteriormente, a pneumtica
uma soluo utilizada em larga escala no cho de fbrica, desde a sua forma mais
simples para acionamento manual de cilindros fixadores, at as mais complexas
onde os sistemas so combinatrios e/ou seqenciais com lgicas cada vez mais
complicadas. Esta complexidade crescente tornou os sistemas grandes, difceis de
projetar e prover manuteno, j que estamos falando de comandos puramente
pneumticos ou eletropneumticos com rels, amplamente utilizados no ambiente
industrial at o surgimento da microeletrnica.
Apesar de ainda existirem lgicas fixas construdas a partir de rels ou
mesmo utilizando os transistores vindos do surgimento da microeletrnica, esta
mesma microeletrnica promoveu uma revoluo no comando lgico de sistemas
industriais com o surgimento dos microprocessadores. Os microprocessadores
deram origem aos computadores pessoais e industriais e aos controladores
programveis (CPs) que, evoluindo para os controladores lgicos programveis
(CLPs), possibilitaram uma total flexibilidade de implementao de lgicas,
complexas ou no, e tornaram fcil sua manuteno e atualizao, o que diminuiu os
custos industriais devido a reduo dos tempos de mquina parada para a
manuteno.
Com as mudanas causadas pelo surgimento de componentes como os
CLPs, pela necessidade de se criar um meio de se projetar sistemas complexos
com mais facilidade e tcnica, visando diminuir os tempos de projeto e
consequentemente os custos, alm do desejo de se facilitar a integrao das mais
diversas tecnologias, surgiram algumas tcnicas para a sistematizao do projeto de
sistemas chamados por [ 1 ] de pneutrnicos e definidos por ele como:
Analogamente ao conceito da Mecatrnica no mbito da mecnica,
podemos definir a PNEUTRNICA como sendo a combinao dos recursos
tcnicos da pneumtica, da microeletrnica e da informtica, associada
promoo da melhor comunicao entre seus especialistas, visando a
obteno de solues otimizadoras e inovadoras no mbito dos projetos de
mquinas e de sistemas de produo.
3
As tcnicas de sistematizao citadas surgiram, ento, como um recurso
poderoso para engenheiros projetistas e tcnicos das mais diversas reas cujas
tecnologias contriburam para o surgimento e crescimento de novos conceitos como
a pneutrnica abordada aqui.
De acordo com [ 6 ] a integrao das diversas tecnologias em sistemas
complexos passa pela necessidade de se formar equipes de trabalho compostas de
profissionais chamados de especialistas, detentores do conhecimento especfico em
sua rea de atuao e dos integradores, que conhecem de forma mais superficial as
tecnologias envolvidas no projeto e so responsveis pela comunicao eficiente
entre os especialistas envolvidos. Desta maneira a sistematizao do projeto e
consequentemente a documentao gerada pelos diversos profissionais envolvidos,
atravs de modelos matemticos ou diagramas normalizados, pode ser
representada por modelos globais, centralizadores do sistema, que tornam o sistema
global mais legvel a todos.
Neste trabalho descreve-se o projeto de um sistema pneutrnico segundo a
metodologia descrita em [ 1 ] e abordada na disciplina EMC5467 Acionamentos
Hidrulicos e Pneumticos para Automao do curso de engenharia de controle e
automao industrial DAS CTC UFSC. O projeto consiste de um sistema de
extrao e rebarbagem automtica de peas plsticas moldadas
1
pelo processo de
extruso e sopro em uma mquina sopradora em funcionamento na BRUDDEN
Equipamentos Ltda, empresa do Grupo JACTO S/A sediada em Pompia SP.
O dispositivo objetiva a excluso do operador da mquina de atividades
potencialmente danosas sua sade e integridade fsicas, como as operaes de
extrao e rebarbagem manuais de peas, promovendo tambm o isolamento em
relao aos componentes perigosos como o molde. Com a segurana garantida, o
projeto permitir um aumento na taxa de produtividade a medida que permite a
diminuio dos tempos de processamento, sem o risco de acidentes.
1
Alguns termos como rebarbagem ou moldagem podem sofrer variaes quanto a
nomenclatura para rebarbamento e modelagem. Neste texto foram utilizadas as variantes de
nomenclaturas encontradas nas bibliografias citadas e deve-se entend-las como sendo todas
sinnimas umas das outras.
4
Neste projeto procurou-se atender s especificaes requeridas pela empresa
quanto segurana e produtividade, alm de tambm atender s expectativas a
respeito da atuao do engenheiro de controle e automao industrial, no sentido da
versatilidade e integrao de diversas tecnologias utilizadas no cho de fbrica,
principalmente no projeto de dispositivos automticos para a produo. Esta
expectativa se traduz, no caso deste trabalho, no projeto mecnico das ferramentas
envolvidas no dispositivo proposto, sendo necessrio o conhecimento de materiais,
elementos e processos mecnicos, alm de ferramentas de projeto como o CAD e o
CAM, conhecimentos estes abordados de maneira simples no curso de controle e
automao, mas que tornam relativamente fcil a adaptao do profissional diante
do problema.
Nos captulos seguintes encontram-se as informaes relevantes e os passos
que foram necessrios para o desenvolvimento deste projeto, dispostos da seguinte
maneira:
I. Captulo 2 neste captulo explicam-se de maneira simples, mas
objetiva, as principais caractersticas da moldagem por sopro, os tipos
e componentes de mquinas, principais matrias-primas utilizadas,
variaes do processo e os aspectos de segurana envolvidos;
II. Captulo 3 feito um estudo da moldagem por sopro no caso da
Brudden Equipamentos, caracterizando o tipo de equipamento
envolvido e descobrindo os problemas existentes e as causas destes
problemas;
III. Captulo 4 baseados nos problemas levantados no captulo 3, uma
soluo proposta e seu desenvolvimento descrito neste captulo,
explicando os passos do projeto segundo a metodologia utilizada;
IV. Captulo 5 so mostrados os aspectos da implementao parcial do
dispositivo, os resultados obtidos e as expectativas quanto operao
do sistema;
V. Captulo 6 neste captulo expressa-se as concluses sobre o trabalho
e seus resultados, alem de citar as expectativas para o futuro do
projeto na empresa.
5
Anexo a este documento esta uma viso geral sobre o ambiente de
programao utilizado neste trabalho, com as informaes pertinentes
compreenso do contedo dissertado.
Captulo 2: PROCESSO DE MOLDAGEM POR SOPRO
2.1: Introduo
Para melhor situar o trabalho no contexto do processo envolvido, este captulo
contm informaes simples e objetivas sobre o processo de fabricao de peas
plsticas moldadas por sopro. O aprofundamento e detalhamento, bem como a
explicao dos fenmenos fsicos envolvidos, esto descritos em [ 2 ], que a
bibliografia usada como base para esta explanao
2.2: Histrico
A moldagem por sopro originou-se na fabricao de vidro, e segundo [ 8 ], foi
uma tcnica criada pelos assrios no sculo I A.C e aperfeioada pelos egpcios
nesta mesma poca. A criao de vasilhames de vidro ocos utilizando o sopro vem
desde ento sendo utilizada por vidraceiros no mundo todo, manualmente ou
mecanicamente, em escala artesanal ou industrial.
Com o advento dos plsticos (polmeros), no demorou muito at se notar
que a mesma tcnica de sopro dos vidros poderia ser utilizada para a obteno das
mais variadas formas e tamanhos de peas plsticas, que hoje tem seu
desenvolvimento mais atrelado tecnologia dos materiais termoplsticos que ao
processo de sopro.
2.3: Definio
Segundo [ 2 ], a moldagem de materiais plsticos por sopro pode ser definida
assim:
Moldagem por sopro o processo para produzir artigos ocos fechados.
Este processo foi desenvolvido originalmente para a indstria de vidro, mas,
hoje em dia, utilizado extensamente na indstria de plstico, porm,
limitado a materiais termoplsticos como por exemplo, PE, PVC, PEEL etc.
7
Os dois principais processos para produzir componentes plsticos so a
moldagem por extruso (EBM) e a moldagem por injeo (IBM).
Neste trabalho, vamos nos ater ao sopro tipo (EBM), moldagem por extruso,
que o utilizado pela mquina em questo.
2.4: Descrio do processo
Neste processo a unidade de produo formada por trs partes:
Mquina extrusora (produtora de termo plstico fundido);
Sistema que forma uma mangueira com o plstico fundido;
Molde de sopro.
Os passos do processo so relativamente simples, sendo que talvez o mais
complexo e importante deles seja a produo da mangueira plstica chamada de
Parison.
O Parison, que pode ser produzido continuamente ou somente no momento
do sopro, depositado dentro do molde que fecha e permanece travado para que
ocorra o sopro. No caso contnuo, os tempos de sopro e resfriamento devem estar
sincronizados com o tempo de produo do Parison. Com o molde travado o plstico
soprado (inflado) atravs de um mandril, pressionado contra as paredes do molde
para adquirir forma e, por ltimo, retirado com a abertura do molde aps um tempo
de resfriamento. Muitas vezes o produto necessita de operaes de acabamento
como rebarbamento, impresso e etiquetagem por exemplo, e nestes casos esta
operao pode ser manual ou automtica.
As presses, foras e velocidades de sopro envolvidas dependem de um
grande nmero de variveis, tais como o material utilizado, temperatura do plstico
fundido, qualidade do acabamento superficial, espessura do produto e outras. Desta
maneira, os valores podem variar muito podendo chegar, por exemplo, a foras de
75 toneladas no fechamento do molde.
Os produtos de modelagem por sopro so de grande variedade sendo que a
grande maioria de recipientes como garrafas, frascos e jarras, podendo ser
produzido peas para brinquedos e bolas entre outros. O tamanho, a capacidade e a
forma destes produtos tambm so muito variveis, indo de pequenas embalagens
8
para alimentos de menos de meio litro at pranchas de surfe de 4 metros e tanques
de 10.000 litros de capacidade.
2.4.1: Extrusora
Segundo [ 2 ], o processo de extruso no caso da moldagem por sopro pode
ser definido como:
Extruso um processo de produzir um produto (ou extrudado) por forar
um material atravs de um orifcio ou ferramental. Na moldagem por sopro o
produto da mquina uma mangueira simtrica. Em alguns casos
mangueiras assimtricas esto sendo produzidas para alcanar uma
distribuio de parede determinada no produto, por exemplo, mangueiras
ovais.
A mquina extrusora um equipamento relativamente simples, composto
basicamente de funil alimentador, rosca sem fim, aquecedores, motor de
acionamento e ferramenta para a produo do extrudado. A Figura 1 representa um
corte simplificado de uma extrusora de rosca nica.
Figura 1 - Corte transversal de uma extrusora de rosca simples. Fonte:] WHELAN,
Tony. The Bekun Blow Moulding Handbook, London 1989, Edio em portugus Fev/1999 Politeno Industria e Comrcio
S/A.
9
2.4.2: Sistema de formao do Parison
O sistema de formao do Parison talvez seja a parte mais importante do
processo, sendo responsvel por fornecer a chamada pr-forma do produto final. O
sistema parte de um cabeote (Figura 2) que recebe o extrudado e o disponibiliza
para o molde de sopro na forma de uma mangueira uniforme ou de formas e
espessuras de parede diferentes de acordo com as necessidades do produto a ser
moldado.
Figura 2 Diagrama de um cabeote de formao do Parison.
2.4.3: Molde de sopro
O molde de sopro determina o formato do produto final, sua qualidade
superficial e de marcas de fechamento, alem das espessuras de possveis rebarbas
do ps-sopro. O molde pode conter encaixe de incertos para o produto, sistemas de
rebarbamento ou etiquetagem acoplados e at mesmo dispositivos de
preenchimento do produto da moldagem com o produto que ele deve acondicionar,
como por exemplo detergentes e leos minerais.
10
Os moldes de processos como o sopro ou a injeo de plstico so
componentes caros e de construo demorada, chegando facilmente a custos de
mais de US$ 20 mil, mesmo no caso de estruturas simples de duas ou trs
cavidades de produo.
2.5: Variaes do processo
Como j comentado anteriormente, o sopro pode ser feito por extruso (EBM)
ou injeo (IBM). No entanto, mesmo estas duas maneiras podem sofrer variaes
quem promovem mudanas e melhorias especficas para cada objetivo de trabalho.
Dentre as variaes dos processos de sopro pode-se citar, a ttulo de
exemplificao, as seguintes:
1. Extruso contnua;
2. Extruso intermitente cabeote com acumulador de material extrudado;
3. Injeo e sopro;
4. Co-extruso permite combinar materiais diferentes em um cabeote
especial e formar um Parison multicamada ou multifasetado;
5. Estiramento (stretch) injetado processo tpico para a produo de
garrafas PET;
6. Sopro em 3D tcnica recente onde o Parison manipulado por brao
rob para dentro do molde permitindo a formao de peas complexas.
As mquinas de extruso tambm podem sofrer variaes quanto a sua
concepo, podendo conter mais de uma extrusora paralela, dupla rosca de
extruso, cabeote com acumulador ou produtor de mais de um Parison
paralelamente para os moldes de mais de uma cavidade, entre outras variaes.
Muito importante tambm so os tipos de sopro por baixo do molde ou por
cima do molde, que provocam diferenas significativas no que diz respeito aos
sistemas complementares citados no item (2.4.3:) e em sistemas de extrao e
transporte das peas. No caso de sopro superior, as mquinas movimentam
lateralmente o molde, fechado e com a pr-forma instalada, do cabeote produtor
para um mandril de sopro superior obrigando a existncia de uma rea grande e livre
para a movimentao do molde. No caso do sopro inferior, o molde ou no se
11
movimenta ou movimenta-se somente na vertical entre o cabeote e o mandril de
sopro, o que diminui o espao de movimentao e, por conseqncia, o tamanho da
mquina, restringindo no entanto o espao disponvel para a adio de sistemas
auxiliares.
Como se pode notar, em todos os casos h vantagens e desvantagens e a
escolha do tipo de mquina depender muito das necessidades de cada empresa.
2.6: Matrias primas
No incio da utilizao do processo de sopro as tcnicas e os materiais
termoplsticos no eram muito desenvolvidos e as primeiras produes se deram
com a utilizao exclusiva de polietileno de baixa densidade (PEBD). Com o
desenvolvimento dos materiais pela indstria qumica, a moldagem por sopro passou
a utilizar uma larga gama de compostos, melhorando e dinamizando os resultados,
fazendo com que produtos deste tipo de fabricao atingissem varias reas da
industria alem das produtoras de simples recipientes.
Atualmente, componentes como o polietileno de alta densidade (PEAD)
dominam a industria de sopro e cada vez mais diferentes tipos de materiais atendem
as necessidades de industrias exigentes, como as alimentcias e os laboratrios
farmacuticos, que dependem de frascos com caractersticas especiais como
impermeabilidade, resistncia e que sejam feitos de material que no contaminem
do produto.
A Tabela 1 contm uma lista dos principais termoplsticos do mercado e as
abreviaturas utilizadas pelas indstria.
Nome Comum Abreviatura
Acetal POM
Acetal copolmero POM-K
Acetal homopolmero POM-H
Acrilato estireno acrilonitrila ASA ou AAS
Acrilato estireno acrilonitrila modificado ASA ou AAS
Acrilonitrila butadieno estireno ABS
Acrilonitrila estireno/ Polietileno clorinato ACS
Acrilonitrila estireno/EP(D)M borracha AES
Alfa metil estireno MAS
Butadieno estireno copolmero bloco BDS
Acetato de celulose CA
Acetato de celulose butrico CAB
12
Acetato de celulose propionato CAP
Nitrato de celulose CN
Copolmero de clorotrifluoretileno etileno ECTFE
Etileno vinil acetato EVA
Etileno vinil lcool EVOH ou EVAL
Etileno propileno fluorinato FEP ou TFE-HFP
Polietileno de alta densidade PEAD ou HDPE
Poliestireno de alto impacto HIPS ou TPS
Polietileno de baixa densidade PEBD ou LDPE
Metil metacrilato, estireno/polibutadieno MBS
Cloreto de polivinil plastificado PPVC ou PVC-P
Poliacrilonitrila PAN
Poliamida PA
Poliamida 6 ou Nylon6 PA 6
Poliamida 11 ou Nylon 11 PA 11
Poliamida 12 ou Nylon 12 PA 12
Poliamida 66 ou Nylon 66 PA 66
Poliamida 610 ou Nylon 610 PA 610
Polibutileno tereftalato PBT
Policarbonato PC
Policlorotrifluoretilen o PCTFE
Politer amido bloco PEBA
Politer ter cetona PEEK
Politer ster PEEL ou COPE ou YPBO
Politer amido PEI
Politer cetona PEK
Politer sulfono ou Polisulfono PES ou PSU
Polietileno de alta densidade PEAD ou HDPE
Polietileno linear de baixa densidade PELBD ou LLDPE
Polietileno de baixa densidade PEBD ou LDPE
Polietileno de mdia densidade PEMD ou MDPE
Polietileno de baixssima densidade VLDPE ou PE-VLD
Polietileno tereftalato PET
Polimetil metacrilato (acrlico) PMMA
Poliimidas PI
Polioximetileno ou Acetal ou Poliformaldeido POM
xido polifenileno (modificado) PPO ou PPO-M
Sulfeto polifenileno PPS
Sulfeto de polifenileno sulfonado PPPS
Polipropileno PP ou PPR
Polipropileno copolmero PP-K
Polipropileno homoplmero PP-H
Politetrafluoretileno PTFE
Polivinilacetato PVA ou PVAC
Polivinil lcool PVALC
Cloreto de polivinila PVC
Cloreto de polivinilideno copolmeros PVDC
Fluoreto de polivinilideno PVDF
Fluoreto de polivinila PVF
Estireno acrilonitrilo copolmero SAN
Estireno butadieno copolmero bloco BDS ou SBB
Polivinilcloreto sem plastificao UPVC ou PVC-U
Polipropileno modificado com borracha RRPP ou RMPP ou PP/EPDM
13
Polipropileno modificado com borracha TPO-XL
Estireno butadieno estireno copolmero bloco SBS
Copolmeros de tetrafluoretileno-etileno ETFE
Elastmero termoplstico TPE
Poliolefina termoplstica TPO
Poliolefina termoplstica com borracha TPO-XL
Poliuretano termoplstico TPR ou TPE
Borracha termoplstica TPR ou TPE
Copolmeros de Cloreto de Vinilideno VCA
Tabela 1 - Lista dos principais termoplsticos utilizados na indstria de sopro.
Fonte:] WHELAN, Tony. The Bekun Blow Moulding Handbook, London 1989, Edio em portugus Fev/1999 Politeno
Industria e Comrcio S/A.
2.7: Preparao de mquinas sopradoras
A preparao para o inicio da produo em mquinas sopradoras (setup)
normalmente mais demorada que complicada. Excetuando-se os perodos de
manuteno, mecnica ou eltrica, a preparao de sopradoras relativamente
simples mas muito demorada devido a algumas caractersticas peculiares.
As trocas de moldes exigem a utilizao de talhas pelo fato deles serem muito
pesados para serem movimentados manualmente. Mesmo com a talha, a regulagem
do posicionamento das partes do molde bastante delicada pois dela depende
muito a preciso do fechamento e por conseqncia a qualidade do produto. Com
um molde diferente tambm necessrio um ajuste do cabeote e do mandril de
sopro para que a matria prima seja depositada no lugar certo e soprada
corretamente.
Com o novo molde instalado muitas vezes o material tambm deve ser
substitudo por outro de caractersticas ou mesmo com cor diferentes e neste caso o
procedimento muito simples mas tambm demorado. O novo material alimentado
na mquina e usado para limpar o antigo produto sendo que uma mistura dos dois
plsticos extrada at que se obtenha somente o novo polmero. Dependendo da
diferena de cor e caracterstica entre os materiais, esta operao pode durar de um
a dois dias de extruso quase ininterrupta.
Com o molde instalado, regulado e a matria prima trocada a operao ainda
pode passar por ajustes de espessura de parede do produto, sincronia entre
extruso e sopro, preparao de dispositivos auxiliares, aquecimento inicial do
sistema e programao da operao do equipamento para o novo produto. Aps
14
estas atividades as sopradoras normalmente trabalham em ciclo contnuo
automtico, 24 horas por dia em turnos alternados de operadores, s parando
novamente em caso de quebras ou nova troca de ferramenta.
2.8: Aspectos de segurana
Embora a moldagem por sopro seja simples, o trabalho com mquinas
sopradoras pode ser considerado insalubre por vrios motivos. O operador de
mquinas sopradoras exposto a um ambiente de temperatura elevada, rudos de
motores e fluxo de ar comprimido, gases txicos, partes mecnicas mveis e de
grande fora e muitas vezes perigo de choques eltricos e trabalhos ps-sopro como
rebarbagem e triturao de refugos para reciclagem.
2.8.1: Temperatura elevada
No trabalho com as mquinas sopradoras o contato com partes com
temperaturas acima de 100C bastante comum pois muitas vezes necessrio,
por exemplo, guiar o Parison (que nada mais que plstico fundido) em direo ao
pino de sopro (mandril) e o operador geralmente faz este trabalho com as mos. Os
servios de ajustes e correes feitas durante a operao pelo prprio operador
quase sempre ocorrem prximo ou nos prprios equipamentos de aquecimento do
material plstico ou no cabeote de formao do Parison, todas partes com
temperaturas acima de 120C muitas vezes chegando a passar dos 200C
dependendo do polmero que se trabalha.
Assim sendo, no difcil encontrar operadores que j sofreram queimaduras
leves e at mesmo graves devido ao descuido ou desconhecimento dos
componentes do equipamento e a no utilizao de equipamentos de segurana
como luvas, por exemplo.
2.8.2: Rudos
O cho de fbrica j um ambiente ruidoso e a operao de sopro no foge a
regra. Motores eltricos, movimentao de moldes pesados e bicos injetores de ar
15
comprimido so os responsveis por um rudo incessante que pode causar danos
irreparveis aos rgos auditivos.
2.8.3: Gases txicos.
Na temperatura de extruso os plsticos tendem a se degradar por serem
materiais orgnicos, soltando gases de odor desagradvel e txico que podem
causar desde irritaes na pele e nos olhos at graves intoxicaes. O polmero
fundido pode vir a entrar em contato com partes muito quentes da mquina
provocando a incandescncia do material e o aparecimento de fumaa altamente
txica que no deve ser de modo algum inalada.
2.8.4: Partes mveis
O molde de sopro costuma ser uma pea bastante pesada pois preparada
para a exigncia de grandes foras no processo como no caso do seu fechamento, e
neste momento que ocorrem muitos acidentes. Embora as foras de fechamento
dos moldes de sopro sejam muito menores que dos moldes de injeo isso no
significa que elas no representam perigo em caso de prensagem de membros do
corpo humano. Tambm existe o perigo de choques (impactos) e prensagem quando
da movimentao do molde, tanto em mquinas de sopro superior quanto em
mquinas de sopro inferior.
Outros aspectos de perigo de acidentes com partes mveis podem ser
observados em dispositivos externos de extrao como garras manipuladoras e ate
mesmo na rosca de extruso que, embora esteja protegida dentro de um cilindro,
tem uma parte exposta logo abaixo do funil de alimentao e potencialmente
perigosa se tocada com as mo.
2.8.5: Choques eltricos
Menos comuns neste tipo de operao, os choques eltricos podem ocorrer
devido aos componentes de aquecimento da extrusora que so normalmente
resistncias eltricas de grande potncia envolvendo por isso grandes tenses e
correntes, alem de facas eltricas de corte da pr-forma que tambm possuem
resistncias deste tipo.
16
2.8.6: Operaes ps-sopro
As operaes ps-sopro nos produtos no so diretamente ligadas ao
processo de moldagem por sopro mas so bastante comuns. Atividades de
rebarbamento manual, triturao de refugos e usinagem de produtos trazem um
novo componente gerador de acidentes a medida que o operador de mquina
executa essas atividades em concorrncia com a operao da sopradora, que na
maioria dos casos trabalha em ciclo automtico com tempo determinado.
Este tipo de fato provoca uma fadiga de trabalho que muitas vezes
responsvel pelo descuido e, consequentemente, pelo acidente de trabalho ou, na
melhor das hipteses, pela danificao de partes caras do equipamento como o
molde.
2.8.7: Preveno de acidentes
Em todos os ambientes industriais a preveno de acidentes deve ser levada
a srio e no caso dos processamentos de plstico ela deve ter uma ateno especial
pelas caractersticas j citadas nos itens acima.
O treinamento de pessoal, a utilizao de equipamentos de segurana pelos
operadores de mquinas e operrios em geral, a manuteno preventiva de
mquinas e a adoo de normas internacionais de segurana, podem evitar muitos
acidentes com pessoal e gastos com consertos e tempo de mquinas paradas.
No caso da moldagem por sopro, a utilizao de mascaras para filtrar os
gases nocivos, protetores auriculares e luvas trmicas para evitar queimadoras j
ajudam na preveno de problemas. O ideal seria a automao de todo o processo
deixando para o operador somente o trabalho de preparao da mquina e o
controle de qualidade das peas prontas, isolando-o do espao do molde e cabeote
atravs de uma porta basculante e excluindo-o de trabalhos ps-sopro como
rebarbagem e usinagem manuais.
2.9: Concluso
Pode-se dizer que o processamento de plstico tornou-se de vital importncia
para o desenvolvimento industrial, sendo utilizado nas mais diversas reas da
17
industria indo desde a alimentcia e farmacutica, passando pelas qumicas e
automotivas e chegando at as de brinquedos, utenslios domsticos e de
construo civil.
As novas tecnologias de processo aliadas s de novos materiais transformam
este processo de fabricao em um importante aliado de projetistas que procuram
melhorar seus produtos e diminuir os custo, alem de manter crescente o nvel de
segurana das pessoas envolvidas na fabricao e consumo de produtos que tem
cada vez mais sua qualidade garantida.
Captulo 3: ESTUDO DE UM PROCESSO DE SOPRO
CASO DA BRUDDEN EQUIPAMENTOS LTDA.
3.1: Introduo
Neste captulo procura-se avaliar a mquina sopradora Pavan Zanetti
2
HDL
3.5L, em operao no cho de fbrica da Brudden Equipamentos, quanto aos
aspectos considerados crticos em sua operao, analisando o histrico de
funcionamento e observando seu atual ciclo de trabalho.
As caractersticas de funcionamento e os problemas relativos segurana e
produtividade sero levantados e discutidos a fim de se obter um perfil global para
que se torne possvel a proposta de uma soluo eficiente.
3.2: Caractersticas da mquina
O sopradora Pavan Zanetti HDL 3.5L uma mquina de moldagem por
extruso e sopro (EBM) de pequeno porte, de rosca simples e com controle
automtico por CLP. No caso especfico do equipamento da Brudden, a sopradora
foi instalada sem um biombo e portas basculantes de isolamento do molde, possui
um cabeote gerador de Parison (Figura 3) com trs bocais geradores (para moldes
de at trs cavidades) e opera com sistema de sopro inferior com movimentao
vertical do molde para a alimentao do plstico.
2
Equipamento produzido pela PAVAN ZANETTI INDUSTRIA METALURGICA LTDA.
Americana - SP
19
Figura 3 Vista do cabeote de trs bocais com os Parisons.
O tipo de extruso da Pavan o contnuo, que obriga a sincronizao dos
tempos de produo da pr-forma e do sopro propriamente dito. O sistema de
movimentao, fechamento do molde e regulagem de espessura de parede do
Parison hidrulico. O aquecimento e acionamento da rosca de extruso eltrico e
o sistema de resfriamento do molde feito com gua gelada e embora no seja
exatamente pertencente mquina parte importante do sistema como um todo. O
sistema de resfriamento e sopro recebe respectivamente gua gelada e ar
comprimido de linhas de fornecimento instaladas na fbrica e utilizadas por todas as
mquinas de transformao de plstico alem de outras nos demais setores.
A alimentao de matria prima feita automaticamente por aspiradores
eltricos ou na falta destes pode ser feita manualmente direto no funil de
alimentao da rosca de extruso. Mesmo com este equipamento de alimentao
automtico, os fardos de plstico granulado so carregados nos recipientes do
aspirador a cada certo perodo de tempo e em caso de problemas so levados
diretamente ao funil de alimentao atravs de uma escada e em intervalos de
tempo bem menores. Este trabalho normalmente feito pelo prprio operador, que
abandona o posto de operao deixando de observar possveis problemas durante o
ciclo.
20
Figura 4 Vista da sopradora Pavan Zanetti HDL 3,5L.
A Figura 4 mostra a sopradora em plena operao no cho de fbrica, onde
(A) o alimentador de matria prima para a rosca sem fim da extrusora, (B) o
sistema de regulagem de espessura do parison, (C) a extrusora da mquina
sopradora, (D) o cabeote de trs bocais, (E) o molde de sopro, (F) o extrator
externo de peas sopradas e (G) a mesa de rebarbagem manual.
Um dispositivo pneumtico auxiliar de extrao de peas foi confeccionado e
implantado externamente e a frente do molde. Este dispositivo, no entanto, quase
que totalmente mecnico e no possuindo nenhum tipo de comando inteligente ou
proteo contra acionamentos acidentais ou choques com o molde.
3.3: Perfil de operao
A sopradora da Pavan produz peas pequenas, componentes de alguns
produtos da empresa mas na maior parte do tempo a HDL 3.5L utilizada na
produo de um recipiente de meio litro de capacidade, componente em um
pulverizador manual produzido pela Brudden. O pulverizador de nome S500 (Figura
5) um produto de grande venda em que a empresa detm boa fatia de mercado
chegando a produzir de 30 a 35 mil unidades por ms, exigindo grande carga de
trabalho da mquina.
21
Figura 5 Pulverizador manual S500 da Brudden Equipamentos Ltda.
Para a carga de produo citada, a empresa optou por um molde de trs
cavidades no caso do S500, visando um ganho de produtividade, e geralmente de
duas cavidades no caso dos demais produtos produzidos na HDL 3,5L. O ciclo de
sopro para aquele produto de aproximadamente 55 segundos e os tempos das
operaes so distribudos conforme mostra a Tabela 2 em que trs grupos de
atividades paralelas so separados por cores.
Operao (Separao de cores indica grupo de atividades
paralelas)
Tempos (em segundos)
Gerao de Parison 55
Movimentao do molde (alimentao) 10
Operao de sopro 45
Extrao de peas do molde 1,5
Rebarbagem manual (Mdia por cada 3 peas) 50
Ciclo completo da mquina 55
Tabela 2 Distribuio dos tempos das operaes da fabricao do S500.
22
Como se pode notar na tabela acima existe uma atividade de rebarbagem das
peas que saem do molde. No caso em questo a rebarbagem totalmente manual
e o operador utiliza uma lmina bastantes afiada, alem de segurar o produto quente
que foi recm moldado com uma luva de algodo, como pode ser visto na Figura 6.
Figura 6 Rebarbagem manual do recipiente do S500.
Juntamente com as atividades relacionadas na Tabela 2 o operador ainda
deve destinar uma parcela de tempo para, periodicamente, reabastecer a extrusora,
montar novas embalagens e embalar as peas prontas nestas embalagens. Assim
nota-se que mesmo com o tempo de 50 segundos para a rebarbagem (mdia obtida
entre diversos operadores diferentes) pode faltar tempo para atender o volume de
sada de peas o que acarretaria no acmulo de produtos, atrapalhando o bom
andamento dos trabalhos.
3.4: Levantamento de problemas e suas causas
Preocupados com o aspecto de segurana de seus equipamentos de
processamento de plstico, a empresa iniciou um trabalho de instalao de
dispositivos de proteo tanto em mquinas injetoras como em sopradoras. No caso
das sopradoras, um biombo com porta basculante e sensores de fechamento estava
previsto para ser instalado, faltando resolver alguns problemas operacionais como a
extrao das peas com a porta basculante e o acrscimo de tempo que o
dispositivo todo iria causar. O caso mais crtico era o da Pavan HDL 3.5L na
23
produo do recipiente do pulverizador S500 e foi nele que se concentraram os
esforos de deteco e soluo de problemas.
Uma simples observao e tomada de tempos na operao da HDL 3.5L,
mostrou que, embora os tempos de sopro estivessem bastante altos, no era raro o
acmulo de peas a serem trabalhadas e a serem embaladas devido ao tempo
reduzido que o operador tinha para executar suas atividades. Este fato aliado
grande demanda de produtos, ao uso de um dispositivo inadequado de extrao e a
utilizao de uma etapa manual de processamento das peas, provocou alguns
problemas detectados durante o projeto, so eles:
1. Problemas na extrao as peas caem do extrator e permanecem no
molde ou so sujas por carem no cho. Este fato pode provocar refugos,
danos ao molde, atrasos no processo e acidentes quando o operador tenta
tirar a pea do molde com as mos;
2. Acidentes na rebarbagem a rebarbagem rpida manual pode provocar
acidentes graves de cortes nas mos e queimaduras mesmo com
operadores experientes, fatos realmente constatados no histrico de
operao da sopradora;
3. Problemas na qualidade manualmente a rebarbagem no muito
uniforme e depende da destreza do trabalhador. No caso da pressa devido
a falta de tempo o problema se agrava, e muitas peas so mal
rebarbadas ou passam como boas quando na verdade existem falhas;
4. Perda de tempo e material o tempo reduzido provoca muitas vezes
acmulo de peas e rebarbas na mesa de rebarbagem, este fato pode
provocar inutilizao de peas boas quando o extrator descarrega um
novo lote de trs peas (Figura 8) sobre um lote antigo. As peas recm
sadas do molde contm partes de rebarba com plstico ainda em fuso e
estas rebarbas se fundem com o corpo das peas de lotes antigos da
mesa de rebarbagem inutilizando os recipientes envolvidos. Estas peas e
muitas outras peas boas so periodicamente tratadas como refugo e
mandadas para a reciclagem quando a mesa no comporta mais o
excedente de componentes (como um estouro da fila);
24
5. Acesso aos componentes do extrator o dispositivo de extrao instalado
no rgido e no possui sistema de refrigerao da garra de extrao, o
que com o tempo fragiliza o sistema, fazendo com que ele trave. Ainda
pde ser observado que o dispositivo era quase que totalmente mecnico
acionado por vlvulas com roletes e sem a garantia contra falhas ou
acionamentos acidentais. Como o dispositivo todo fica do lado de fora da
mquina, a frente do operador e sobre a mesa de rebarbagem (Figura 7),
seus componentes so facilmente acessados, bem com os espaos do
trajeto de suas hastes e mesmo da garra de extrao. Embora seja
pneumtico, possui cilindros de acionamento veloz e com foras
equivalentes a 50Kg, suficientes para provocar leses srias ou danificar
todo o dispositivo em caso de choque com o molde. Alguns choques que
danificaram a garra ocorreram pelo acionamento manual da nica vlvula
eletropneumtica, por operadores curiosos que achavam no estar
fazendo diferena alguma com este ato.
Figura 7 Dispositivo externo de extrao.
Somando-se aos problemas numerados acima, observou-se uma
precariedade no aspecto segurana, devido ao total acesso do operador e qualquer
outra pessoa que estivesse prxima a mquina, a componentes como o molde,
aquecedores do cabeote, bocal do cabeote e at o prprio Parison.
25
Figura 8 Descarga das peas extradas do molde.
Como dito no incio deste item, embora existisse o desejo de se fechar o
acesso s parte potencialmente perigosas da sopradora, a instalao do biombo de
isolamento no podia ser feita sem a compensao da perda de produtividade que
este fato causaria. Sem a utilizao do extrator existente e com o acrscimo de
tempo causado pelo abre e fecha da porta basculante, a taxa de produtividade cairia
a nveis impraticveis no sendo possvel atingir os nmeros de 35 mil peas por
ms exigidos pela demanda.
A instalao do biombo de proteo exige que qualquer dispositivo auxiliar do
processo de moldagem seja instalado do lado interno da mquina, j que a idia o
total enclausuramento de componentes e dispositivos da sopradora. No caso da
HDL 3.5L e de outros equipamentos da empresa o fato de se instalar dispositivos
internamente s mquinas ou muito prximos a elas, esbarra em um problema
tcnico difcil de resolver; o espao fsico.
A Pavan Zanetti HDL 3.5L um equipamento relativamente pequeno, j que
se destina a produo de componentes pequenos e sendo assim possui um espao
fsico tambm pequeno entre seus componentes mecnicos, o que atrapalha e limita
bastante os projetistas de dispositivos. Este espao limitado tambm pode fazer com
que qualquer equipamento instalado necessite de um local que est prximo a um
componente gerador de calor ou mesmo em espao de temperatura ambiente
bastante elevada, j que neste tipo de processadora as temperaturas podem
facilmente chegar a 120C.
26
3.5: Concluso
Como observado no desenvolvimento deste captulo, os problemas existentes
no caso estudado so muitos e de aspectos variados, envolvendo conhecimentos
multidisciplinares de mecnica, eltrica, produo e segurana, cenrio ideal para a
engenharia de controle e automao. Nota-se, no entanto, que neste caso a soluo
extrapola o simples projeto de lgicas de controle, dispositivos para o acionamento e
dimensionamento de instrumentao necessria. A soluo plena dos problemas
listados requer, primeira vista, o projeto de novas ferramentas e a melhoria das j
existentes, envolvendo obrigatoriamente mais de um profissional que devem
trabalhar em cooperao.
Como ser possvel constatar mais adiante, algumas destas hipteses sero
realmente confirmadas e outras sero contornadas, visando o adiantamento da
implementao do projeto.
Captulo 4: Projeto de um sistema de extrao e
rebarbagem automtica para a mquina sopradora
Pavan Zanetti HDL 3.5L
4.1: Introduo
Com base nos problemas levantados no item (3.4:) e em requisitos fixados
pela empresa, prope-se neste captulo uma soluo que atenda por completo s
exigncias e solucione as no conformidades, de maneira a promover o mais alto
grau de melhoria no processo. Os requisitos selecionados pela Brudden podem ser
desta maneira considerados como os objetivos primordiais de resultados deste
projeto, so eles:
Segurana garantia de integridade pessoal e patrimonial;
Produtividade mximo acrscimo da taxa de produtividade.
Entende-se por integridade pessoal e patrimonial, a eliminao ou queda
significativa do nmero de acidentes de trabalho com pessoal e acidentes que
promovem danos mquina, causando prejuzo devido ao custo elevado de reparo
e tempo de mquina parada. Quanto produtividade, o primeiro objetivo era o de,
atendendo-se o requisito de segurana, manter as taxas nos patamares originais, o
que se mostrou incoerente j que a modificao certamente passaria por um
procedimento de automatizao da sopradora, tornando possvel um acrscimo na
taxa de produtividade. Desta maneira a taxa de produtividade deveria ser melhorada
o quanto fosse possvel sem atrapalhar a exigncia de total segurana.
A proposta de um novo dispositivo automtico ser feita e o seu projeto lgico
e mecnico mostrado no itens seguintes, em que procura-se demonstrar atravs de
diagramas, desenhos e modelos a metodologia utilizada na sistematizao da
concepo do novo equipamento e justificar as escolhas feitas de seus
componentes. A proposio da soluo inicia-se com um novo Layout para a
sopradora e com o projeto lgico e eltrico do sistema para a posterior escolha dos
componentes de acionamento, instrumentao e comando (controle), visando
28
primeiramente atender s especificaes e, posteriormente, a reduo do custo total
de implementao do projeto.
Deve-se ter em mente que nem todos o tpicos explicados neste captulo
fazem parte de uma seqncia de atos, sendo que muitas etapas de projeto
ocorreram de maneira simultnea, pois existem algumas dependncias entre elas
que fizeram com que o andamento do projeto no fosse possvel de outro modo.
4.2: Proposta de soluo dos problemas
Como o objetivo principal deste projeto a segurana, procura-se primeiro
atender a este aspecto, tentando prover meios de excluir o operador das atividades
insalubres detectadas, procurando adaptar esta soluo instalao da parede de
isolamento que esta sendo feita paralelamente.
Desta maneira a proposta inicial a de um novo dispositivo auxiliar do
processo, que promova de maneira automtica as atividades de extrao das peas
moldadas e sua posterior rebarbagem, deixando para o operador a tarefa de
observao e controle de qualidade, alem das demais atividades listadas no item
(3.3:). Algumas caractersticas propostas tambm so necessrias para que o futuro
sistema de extrao e rebarbagem seja seguro e eficiente, so elas:
1. O dispositivo dever ser projetado para suportar o ambiente e a carga de
funcionamento da sopradora;
2. Deve possuir sistema de proteo contra choques com o molde e
acionamentos acidentais;
3. Deve prever problemas de perdas de memria do estado atual causados por
rudos ou quedas de energia na rede eltrica;
4. Para no sobrecarregar o operador com comandos extras, o dispositivo deve
ser o mais simples possvel tanto na operao quanto na regulagem e
manuteno;
5. Deve ser compacto para que seja possvel o acoplamento no interior da
sopradora;
6. A velocidade de acionamento deve estar na ordem de grandeza exigida pelos
tempos de ciclo do processo;
29
7. O sistema deve suportar o transporte de peas com massa na ordem de 3Kg,
possibilitando sua aplicao, futuramente, nas outras sopradoras da empresa
que produzem peas muito maiores que o galo do S500;
8. Deve prever foras de corte de pelo menos 20Kg;
9. Se possvel, deve seguir os padres de dispositivos j implantados na
empresa para evitar custos adicionais de treinamento e manuteno.
A escolha trivial para atender s caractersticas acima a de um sistema
pneutrnico mas outras opes tambm foram cogitadas e posteriormente
descartadas por motivos que sero explicados a seguir.
4.2.1: Sistema de extrao
Para este sistema a proposta de uma guia linear munida de uma garra de
fixao das peas. Este sistema no novo e j usado em dispositivos similares
com grande sucesso e se mostrou adequado ao caso em questo. Outros meios
como manipuladores ou partes acopladas ao molde seriam problemticos por causa
do tamanho e complexidade, caracterstica repudiada nos parmetros de projeto.
4.2.2: Sistema de rebarbamento
Para o sistema de rebarbagem varias opes foram sugeridas, desde um
sistema acoplado ao molde at equipamentos de corte giratrios e todos foram
descartados pela empresa pelo alto valor e complexidade que eles demonstraram. O
sistema mais eficiente seria mesmo o acoplado ao molde, mas este traria dois
grandes problemas, primeiramente, o custo de um novo molde com um sistema
destes no agradou a empresa e, em segundo lugar, devido s caractersticas do
sistema de sopro, as peas devem ser extradas pela rebarba, o que inviabiliza o
corte direto no molde.
A soluo veio atravs da visita a uma outra empresa do grupo JACTO S/A a
UNIPAC, empresa com grande conhecimento em processamento de plstico e que,
embora no tivesse dispositivos de rebarbagem em mquinas semelhantes a HDL
3.5L, possua dispositivos eficientes que poderiam facilmente ter seu projeto
adaptado ao caso da Brudden. Trata-se de um sistema de fixao das peas e
30
posterior corte atravs de uma guilhotina desenhada com o perfil da pea a ser
rebarbada, promovendo um corte uniforme, rpido e limpo. Esta soluo foi
rapidamente aceita pela simplicidade e eficincia, alem de ser compatvel em volume
com o espao reduzido da sopradora da Pavan.
4.2.3: Acionamento
Definidos os sistemas de extrao e rebarbagem escolheu-se para eles o
acionamento mais adequado e que mais uma vez atendesse as caractersticas
requeridas de projeto. A primeira idia foi o acionamento eltrico para a guia linear
do extrator, utilizando moto-redutores e controle de velocidade com inversor de
freqncia ou gerador de PWM, dependendo do tipo de motor a ser escolhido. A
soluo eltrica se mostrou muito onerosa e complexa, j que seria necessrio
adicionar um meio de transformao do movimento rotativo em linear, mais um
componente eletrnico para o controle de velocidade e finalmente por no ser
compatvel com o espao disponvel.
O acionamento escolhido foi o pneumtico, visto que, embora fosse
necessrio um grande cilindro de pelo menos 550mm de curso, este cilindro seria de
pequeno dimetro e ocuparia espao em praticamente uma nica dimenso, a do
comprimento. Os demais componentes, garra do extrator, fixador de peas e
guilhotina de rebarbamento, tem o acionamento linear de pequeno curso e que
envolve grande velocidade com foras relativamente pequenas sendo que o
acionamento mais adequado sem dvida o pneumtico. O acionamento hidrulico
poderia ser utilizado j que atende as exigncias, mas alem de ser mais caro no
to limpo quanto o pneumtico e poderia comprometer as peas com vazamentos do
fluido de trabalho.
O fato de todas a partes do dispositivo poderem ser acionadas pelo mesmo
meio facilita muito o projeto e deixa o dispositivo mais simples e barato de ser
implementado e, no caso da escolha feita, a disponibilidade da energia utilizada (ar
comprimido) em circuitos internos de alimentao instalados na Brudden, facilitar
ainda mais a utilizao deste equipamento.
31
4.2.4: Controle
Com o acionamento pneumtico o controle natural do dispositivo visando
atender s caractersticas citadas no item (4.2:) o microprocessado atravs de um
CLP. Os estados do sistema sero ento passados ao controlador por um conjunto
de sensores que podem ser das mais diversas tecnologias como detetores de
presena magnticos, indutivos ou simplesmente chaves contatoras de fim de curso.
A escolha neste momento no importante, contanto que estes componentes sejam
compatveis com o CLP e os acionamentos que eles devem monitorar.
4.3: Layout do dispositivo
Para propor um Layout do dispositivo foi preciso estudar o espao disponvel
na mquina e antever o trabalho que o sistema executaria, alem de discutir com a
equipe responsvel pela instalao do biombo de isolamento como tudo poderia ser
compatibilizado. Para facilitar o trabalho, foi produzido um desenho esquemtico da
vista lateral da sopradora com as medidas feitas no local, utilizando-se uma
ferramenta de CAD.
Com o esquema e as metragens da mquina, a disposio dos componentes
do rebarbador automtico foi proposta como mostra a Figura 9, onde pode ser visto
que o dispositivo de extrao e rebarba foi posicionado logo atrs do molde, a frente
do compartimento do motor da extrusora e abaixo do final da rosca de extruso.
Nota-se tambm que se trata de um lugar de espao bastante reduzido, onde
algumas medidas no so fixas devido a regulagem da mquina para a troca de
moldes de diferentes dimenses, o que faz com que o projeto tenha que prever o
pior caso possvel, ou seja, o mais apertado. Representado em linhas pontilhadas,
est a posio futura do biombo de isolamento com a porta basculante.
32
Figura 9 Layout do dispositivo. Esquema da vista lateral com as dimenses
da mquina em milmetros.
Figura 10 Vista lateral da sopradora Pavan Zanetti.
Iniciando o processo de sistematizao do projeto foram utilizadas letras
maisculas para nomear os cilindros de acionamento componentes do sistema, de
acordo com normas que sero explicadas posteriormente. Como pode ser visto no
diagrama, os cilindros de acionamento foram divididos em:
A. Cilindro de acionamento da guia linear;
Porta
Basculante
Extrusora
Cabeote
Molde
Garra
Fixador
Bocal de
sada do
Parison
Guilhotinas de
corte
Biombo de
proteo
A
B
D
C
E
Motor eltrico
Guia Linear
Grade de Proteo
33
B. Cilindro de acionamento da garra do extrator;
C. Cilindro de acionamento do fixador de peas;
D. Cilindro de acionamento da guilhotina de corte superior;
E. Cilindro de acionamento da guilhotina de corte inferior.
Embora existam outras possibilidades de posicionamento do dispositivo, esta
foi considerada a mais adequada devido a economia de espao que proporciona. Foi
necessrio levar em considerao que no deveria permanecer nenhuma parte do
equipamento sobre o molde aps a extrao das peas e que por isto boa parte dele
ficaria alojada dentro o compartimento do motor de acionamento da rosca de
extruso, a uma temperatura mdia de 80C.
4.4: Projeto lgico e eltrico
A partir da formulao do esquema de instalao e da formulao verbal ser
possvel notar o carter seqencial dos comandos do sistema de rebarbagem
automtica. Desta maneira procedeu-se o projeto do comando seqencial atravs do
mtodo passo a passo descrito por [ 1 ], em que as aes componentes do sistema
so subdivididas em passos associados a memrias RS (set-reset), forando o
sistema a sempre seguir a correta seqncia de aes atravs das condies
necessrias para seu acontecimento.
4.4.1: Esquema de instalao e eletropneumtico
Baseado no Layout proposto, o esquema de instalao do rebarbador
automtico fica como descreve a Figura 11.
34
Figura 11 Esquema de instalao do rebarbador automtico.
Onde os cilindros G e F so respectivamente o acionamento do fechamento e
da elevao do molde e os sensores de fim de curso so descritos como mostra a
Tabela 3.
Sensor Estado sinalizado
E0 Molde de sopro abaixado
E1 Guia linear recuada
E2 Guia linear avanada
E3 Molde de sopro aberto
E4 Fixador fechado
E5 Guilhotina superior acionada
E6 Garra de extrao aberta
E7 Boto de parada de emergncia da sopradora
E8 Guilhotina inferior acionada
E9 Boto de Reset do sistema de rebarbagem
E10 Garra de extrao fechada
Tabela 3 Descrio da funo dos sensores de fim de curso.
Molde
Garra
Fixador
Guilhotinas de
corte
A
B
D
C
E
F
G
E1 E2
E3
E4
E5
E6
E7
E8
E9
E10
E0
Parada de emergncia
Boto de Reset
35
Verificou-se que no caso dos cilindros B (garra) e C (fixador) a eficincia seria
superior se fossem utilizados dois cilindros ao invs de um nico, colocados um de
frente para o outro e com acionamento simultneo. Sendo assim o esquema
eletropneumtico para a instalao proposta ficou como mostra a Figura 12.
As vlvulas de nome V1 a V6, so componentes do terminal citado no item
(4.5.2:) e os sinais de Y1 a Y8 so os comandos de acionamento do solenides das
vlvulas. A vlvula V6 no aciona nenhum cilindro, servindo simplesmente para abrir
uma sada de ar com o objetivo de resfriar as peas recm sopradas, ela poderia ser
do tipo trs vias e duas posies (3/2), mas esta configurao no pode ser feita a
partir do terminal escolhido pois, este terminal no possui vlvulas deste tipo em
suas possveis configuraes.
Figura 12 Esquema eletropneumtico do rebarbador automtico.
Deste modo, esta configurao foi escolhida para garantir que problemas de
rudos eletromagnticos ou quedas de energia no provocassem perda da memria
36
dos estados crticos, que no caso so a posio e fechamento da garra de extrao,
onde a memria fsica com a existncia de vlvulas de duplo solenide. As demais
vlvulas de retorno por mola tero sua memorizao promovida por software, j que
no so de estado considerado crtico para o funcionamento do dispositivo.
4.4.2: Formulao verbal
Na seqncia de sistematizao do projeto, a formulao verbal do problema
serve para prover uma viso clara de quais aes devem ocorrer, como e quando
elas ocorrem e quais os efeitos causados por elas. A formulao verbal do
rebarbador automtico fica assim:
O molde eleva-se (avano do cilindro F) para alcanar o Parison, fecha e
depois recua (E0 acionado);
A garra extratora avana (avano do cilindro A), aberta, at alcanar a
sobra do Parison que esta para fora do molde fechado (E2 acionado);
A garra fecha (avano dos cilindro B1 e B2) prendendo as peas (E10
acionado);
Ao final do ciclo da mquina de sopro (sopro e resfriamento do molde) o
molde aberto (recuo do cilindro G) e as peas presas na garra so
liberadas (E3 acionado);
A garra recua (recuo do cilindro A) e posiciona as peas para a
rebarbagem (E1 acionado);
O fixador das peas fecha (avano dos cilindros C1 e C2) prendendo-as
para a rebarbagem (E4 acionado);
A pina abre (recuo dos cilindros B1 e B2) e libera as peas fixadas (E6
aciona);
37
(avano dos cilindros D e E) As guilhotinas de corte executam a
rebarbagem, juntamente com avano da garra extratora
3
(E5 e E8
acionados);
(recuo dos cilindros C1, C2, D e E) As guilhotinas de corte recuam e o
fixador abre para a liberao das peas;
O ciclo recomea automaticamente em concordncia com as atividades da
sopradora e s deve ser interrompido pelos botes de Reset ou parada de
emergncia, fazendo com que o dispositivo mova-se para uma posio
inicial de segurana (todos os cilindros recuados).
4.4.3: Diagrama trajeto-passo
O diagrama trajeto-passo foi formulado para melhorar a visualizao da
seqncia de passos, embora no seja muito adequado para a existncia de
paralelismo, como o caso, prov um meio extra na organizao e projeto do
sistema.
No diagrama mostrado na Figura 13, alguns sinais do processo no esto
descritos devido inadequao do diagrama para o sistema em questo. No
entanto, atravs do diagrama trajeto-passo foi possvel a primeira avaliao grfica
do comportamento do sistema, servindo de base para a formulao dos outros
diagramas do projeto.
3
Nota-se neste momento que existe um paralelismo de aes com o segundo passo
relacionado.
38
Figura 13 Diagrama trajeto-passo (baseado na VDI 3200).
4.4.4: Diagrama funcional
O diagrama funcional a representao grfica de um comando seqencial
atravs de passos, aes associadas a estes passos e as condies lgicas
suficientes para a passagem de um passo para outro subsequente.
Para efeito deste projeto o diagrama baseado na norma DIN 40719-6,
descrita na bibliografia citada e ser apresentado em duas verses, uma com a
representao das aes no controlveis da mquina sopradora e outra apenas
com os sinais relevantes adquiridos dela.
Na representao dos diagramas funcionais mostrados nas Figura 14 e 13,
algumas nomenclaturas novas foram criadas para organizao do projeto e so
explicadas na Tabela 4.
39
Representao Descrio Representao Descrio
A- Recuo do cilindro A A+ Avano do cilindro A
B- Recuo dos cilindros
B1 e B2
B+ Avano dos cilindros
B1 e B2
C- Recuo dos cilindros
C1 e C2
C+ Avano dos cilindros
C1 e C2
D- Recuo do cilindro D D+ Avano do cilindro D
E- Recuo do cilindro E E+ Avano do cilindro E
F- Recuo do cilindro F F+ Avano do cilindro F
G- Recuo do cilindro G G+ Avano do cilindro G
NC Evento no
controlvel
CM Comando da mquina
sopradora
Vr+ Abertura da vlvula de
resfriamento
Vr- Fechamento da
vlvula de
resfriamento
Tabela 4 Representaes utilizadas nos diagramas funcionais do
rebarbador automtico.
40
Figura 14 Diagrama funcional do sistema com a mquina sopradora.
41
Figura 15 - Diagrama funcional do sistema sem a mquina sopradora.
Analisando os diagramas mostrados, a suspeita de um paralelismo levantada
durante a formulao verbal fica confirmada, como pode ser visto por exemplo no
caso da Figura 15 pelos passos paralelos 4.1(Fechar a garra) e 4.2(Rebarbar) que
so simultaneamente disparados pelo sinal do sensor de fim de curso E2.
42
4.4.5: Diagrama lgico
Dando seqncia ao mtodo passo a passo, o diagrama funcional do sistema,
que a partir deste momento ser considerado sem a mquina sopradora,
convertido para um diagrama lgico baseado em estruturas de memrias RS (Set-
Reset). Cada uma destas estruturas representa respectivamente cada um dos
passos do diagrama funcional e permite a elaborao da execuo fsica do
comando projetado.
Esta ultima observao particularmente pertinente neste caso, j que o
controlador LOGO!
da SIEMENS, freqentemente utilizado pela empresa e que ter
seu dimensionamento descrito mais adiante, possui um sistema de programao
direta
4
ou atravs de software para comandos baseados em diagramas lgicos,
desta maneira o diagrama lgico da Figura 16, que representa o sistema projetado,
praticamente
5
o programa a ser carregado para o micro-CLP.
No diagrama da Figura 16 so utilizadas as mesmas nomenclaturas dos
diagramas anteriores onde, os ndices P1 a P6 indicam os passos correspondentes
e, prevendo algumas caractersticas do controlador, podemos considerar que todos
os passos do processo so memorizados independentemente dos sinais de entrada
vindo dos sensores.
4
O micro-CLP LOGO! possui uma interface (LCD) que permite a entrada de programas
diretamente no equipamento, alem da leitura e alterao de estados e parmetros de maneira on-line.
Complementando a interface de programao citada existe uma porta de comunicao, compatvel
com a interface serial padro RS232, para carregar programas elaborados em PC.
5
O software de programao utilizado para o LOGO! o LOGO!Soft-Comfort da SIEMENS
AG e possui ambiente grfico de programao de diagramas lgicos. No entanto os blocos lgicos e
as operaes recursivas so padronizados e limitados, o que faz com que o diagrama lgico gerado
no projeto tenha que ser adaptado aos moldes permitidos pelo ambiente de programao.
43
Figura 16 Diagrama lgico do sistema de rebarbagem automtico.
44
4.4.6: Diagrama de contato
Embora no seja necessrio a formulao de um diagrama de contato neste
projeto, j que o diagrama lgico suficiente para executar a programao do CLP,
a sua elaborao importante para o caso da migrao do sistema para um outro
tipo de equipamento em que se utilize a programao do tipo Ladder Diagram.
Tambm considera-se importante a existncia deste tipo de diagrama na
documentao do dispositivo, com o intuito de prover informaes sobre ele a
pessoal tcnico familiarizado com construes lgicas que utilizam rels, j que este
tipo de representao grfica esta associada a elas.
Desta maneira formulou-se uma representao, em forma de contatos, de
maneira genrica no se atendo a nenhum tipo de equipamento especfico,
mostrada na Figura 17.
Figura 17 Diagrama de contatos do sistema de rebarbagem automtico.
45
4.4.7: Esquema eltrico
Complementando o projeto, o esquema eltrico de ligaes para a instalao
dos componentes eletropneumticos e sensores ao CLP foi desenhado como visto
na (Figura 18).
Figura 18 Esquema de ligao eltrica do sistemas de rebarbagem.
4.4.8: Consideraes finais
Com a utilizao de um mtodo sistematizado de projeto o resultado terico
foi obtido com rapidez e sem muitas dificuldades, demonstrando a eficincia desta
ferramenta de apoio ao desenvolvimento. Com o projeto terico concludo inicia-se o
processo de implementao que deve mostrar que algumas diretrizes traadas na
teoria devem ser adaptadas a uma realidade que s pode ser conhecida no curso da
implementao, ou seja, quase sempre so necessrios ajustes para que se alcance
o objetivo desejado. Deve-se lembrar tambm que o projeto e confeco das
ferramentas mecnicas do dispositivo, executado em paralelo com o projeto lgico,
influencia no tratamento da implementao.
46
4.5: Dimensionamento dos componentes pneutrnicos
Definidos os princpios de funcionamento do dispositivo e sua disposio na
mquina sopradora, foram dimensionados os componentes adequados, dentro dos
padres utilizados da empresa e do custo reduzido proposto no inicio do projeto.
Caractersticas como tamanho de curso, por exemplo, foram dimensionadas a partir
das medies feitas na mquina, no Parison e nas peas acabadas.
Os cilindros, vlvulas e sensores, so do padro utilizado na maioria dos
dispositivos projetados na empresa e alguns acessrios foram utilizados para
completar o quadro de componentes necessrios.
4.5.1: Cilindros
Estimando as foras necessrias para a movimentao dos componentes
mecnicos da guia linear, garra de extrao, fixadores e guilhotinas de corte, foi
possvel tambm estimar o dimetro dos cilindros componentes do sistema
pneumtico. O clculo do dimetro foi feito com base na relao entre fora, presso
e rea, mostrada na Tabela 5.
F (fora)
P (presso)
A (rea)
D (dimetro)
R (raio)
A P F * =
2
* R A = (*)
R D * 2 =
(*) Para cilindros de embolo circular
Tabela 5 Formulrio de relao entre fora, presso e dimetro de cilindros.
O cilindro de acionamento da guia linear o nico especial entre os
escolhidos, pois ser instalado em uma regio de alta temperatura e necessita ser
dimensionado de acordo com este fato. Os demais so de fabricao padro e so
mostrados na Tabela 6.
47
Tipo Caracterstica Dimetro(mm) Curso(mm) Fabricante
A DNC PPV-AS6
dupla ao
Alta temperatura
Magntico
40 600 FESTO
B ADVU A-PA
dupla ao
Compacto
Magntico
25 25 FESTO
C DNC PPV-A
dupla ao
Magntico
32 100 FESTO
D
E
DNC PPV-A
dupla ao
Magntico
32 150 FESTO
Tabela 6 Relao de cilindros dimensionados.
4.5.2: Vlvulas
Para os cilindros componentes da Tabela 6 e os requisitos de atividade do
dispositivo, escolheu-se um terminal de vlvulas da FESTO com 6 vlvulas de cinco
vias e duas posies (5/2) sendo duas com duplo solenide de acionamento e
quatro de acionamento por simples solenide e retorno por mola. O motivo da
escolha desta configurao de vlvulas de duplo foi promover uma memria fsica
das partes crticas do dispositivo, como explicado no item (4.4.1:).
Vlvulas manuais reguladoras de vazo tambm foram previstas para
promover o controle da velocidade da guia linear e do fixador das peas sopradas.
Estas vlvulas e o terminal dimensionado esto descritos na Tabela 7.
Tipo Caractersticas Fabricante
Terminal compacto 10P
com 6 vlvulas 5/2
2 duplo solenide
4 simples solenide
FESTO
Gr m5b reguladora de fluxo Passagem livre no sentido
inverso
FESTO
Tabela 7 Relao de vlvulas dimensionadas.
48
4.5.3: Sensores
Os sensores foram escolhidos de acordo com os cilindros tipo DNC e ADVU,
que possuem um desenho preparado para o acoplamento dos sensores detetores de
presena de mbolos magnticos da linha listada na Tabela 8.
Tipo Caracterstica Fabricante
SME 8 24V
Magntico de presena
Tenso: 24V
LED sinalizador
FESTO
SME 8 S6 24V
Magntico de presena
Para alta temperatura FESTO
Tabela 8 Relao de sensores dimensionados.
4.5.4: Controlador
Com base no projeto do Layout, no dimensionamento das vlvulas e sensores
e no projeto lgico, foi possvel escolher o tipo e a capacidade do CLP a ser
utilizado. O equipamento em questo o LOGO!
, dispositivo chamado de micro-
CLP no ambiente industrial, que trata-se de um contator programvel da SIEMENS
eletrnica muito utilizado na automao de mquinas e equipamentos industriais. No
caso deste projeto foi utilizado o LOGO! 24 RCL de doze entradas digitais e oito
sadas rels.
4.5.5: Acessrios
Alguns acessrios foram necessrios como mangueiras pneumticas para
alta temperatura, acopladores eletrnicos para aquisio de sinais de sensores da
sopradora, suportes e conectores para componentes pneumticos e outros que
foram detectados durante o processo de implementao do dispositivo.
4.6: Projeto mecnico
Paralelamente ao projeto lgico e eltrico, transcorreu o projeto mecnico do
sistema de rebarbagem, visando sua rpida implementao devido os fatos citados
anteriormente de garantia da segurana e atendimento demanda de produtos.
49
Como sugerido no item (4.2:), foi proposta a concepo de dois subsistemas, um de
extrao das peas moldadas e outro de fixao e rebarbagem destas peas. Os
sistemas foram projetados com o auxlio de um software de CAD
6
com suporte para
desenhos em 3D, o que simplificou um pouco o trabalho.
4.6.1: Sistema de extrao
Como descrito em itens anteriores prope-se um sistema de extrao das
peas que consiste de uma guia linear cujo carro de movimentao sustenta uma
garra de extrao, acoplada atravs de um sistema de regulagem de altura da garra
(Figura 19). Como o acionamento escolhido foi pneumtico, o acoplamento entre as
hastes da guia e o carro foi feito atravs de luvas-rolamento de esferas recirculantes,
em substituio s luvas de lato usadas em dispositivos semelhantes, com objetivo
de minimizar o atrito existente. A substituio das luvas de lato tornou necessria a
utilizao de hastes de ao de maior dureza para evitar danos causados pelos
rolamentos.
O sistema de regulagem de altura acopla a garra ao carro atravs de trs
eixos e um parafuso longo que auxilia no travamento e promove a elevao ou
abaixamento, dependendo do sentido de toro aplicado a ele. Alem do parafuso
longo outros dois parafusos promovem o travamento da altura da garra diretamente
em dois do eixos de acoplamento.
6
O projeto mecnico em CAD foi feito com o Mechanical Desktop Power Pack da AutoDesk.
50
A garra de extrao foi projetada em alumnio e consiste de duas pinas
longas, refrigeradas a gua, acionadas por dois cilindros compactos que promovem
50mm de abertura, suficientes para todos os produtos soprados na HDL 3.5L. O
perfil de contato da pina com a rebarba foi projetado de maneira a travar as peas
quanto a movimentao nos sentidos vertical e horizontal paralelo ao movimento da
guia linear, este novo perfil resolve o problema de queda das peas durante a
extrao.
Figura 19 Vista em perspectiva da montagem do dispositivo de extrao.
Os nomes dos componentes do sistema vistos na figura acima e o material
constituinte de cada um deles so descritos na Tabela 9.
Nmero Nome Material
1 Carro transportador da
guia linear.
Ao
2 Hastes da guia linear. Ao
3 Mancais da guia linear. Ao
1
2
3
4
5
6
3
7
6
8
7
9
51
4 Eixos de acoplamento
entre garra e carro,
sistema de regulagem de
altura.
Ao
5 Corpo da garra de
extrao.
Ao e Alumnio
6 Pina de extrao. Ao e Alumnio
7 Acoplamento das
mangueiras de gua
(sistema de refrigerao).
Alumnio
8 Perfil de contato entre
pina e rebarba
Alumnio
9 Rosca p/ o parafuso de
travamento do eixo de
regulagem de altura.
Ao
10 Rosca do parafuso de
regulagem de altura.
Ao
Tabela 9 Componentes do sistema de extrao de peas.
4.6.2: Sistema de rebarbagem
Para promover a rebarbagem dos recipientes do pulverizador S500, foi
proposto uma soluo atravs da utilizao de um fixador e duas guilhotinas de corte
como citado no item (4.2.2:), mas esta soluo s vivel com uma qualidade
suficiente do fechamento do molde de sopro. A qualidade do fechamento determina
a espessura da emenda entre a pea e a rebarba, e esta espessura deve estar de tal
maneira que a guilhotina de corte possa arranca-la sem a necessidade da existncia
de um gume muito afiado, evitando danos pea.
A garantia da espessura ideal s conseguida com uma modificao do
molde de sopro e isto significa interromper a produo das peas por um certo
perodo de tempo. No perodo de desenvolvimento deste projeto, a demanda pelo
pulverizador S500 impedia a paralisao da produo para os ajustes no molde e a
ferramenta de rebarbagem depende muito do resultado deste ajuste.
Desta maneira, o projeto do fixador e das guilhotinas de corte ficou a cargo do
setor de ferramentaria da empresa, a qual foi sugerido o formato, dimenses e
mecanismo deste subsistema. Sendo assim, a concepo e o desenho base desta
ferramenta, de acordo com o restante do projeto, foi passado ao pessoal da rea de
52
projetos e a implementao deixada para uma etapa posterior. A idia da ferramenta
sugerida pode ser avaliada atravs da Figura 20.
Figura 20 Esboo do sistema de fixao e rebarbagem.
Na idia mostrada na figura acima observa-se as ferramentas de fixao (A)
abertas posicionadas uma de frente para a outra para, no fechamento, prenderem o
recipiente soprado, representado no desenho (D). Com a pea fixada as rebarbas
superior e inferior (E) sero cortadas pelas guilhotinas superior (B) e inferior (C), que
possui o perfil da pea para promover a rebarbagem do gargalo do recipiente. Em
concordncia com o molde de sopro que de trs cavidades, o dispositivo de
fixao e rebarbagem apresentado possui espao para processar trs peas de uma
s vez.
4.7: Documentao
Aps todas as etapas de projeto mostradas e com a utilizao das
ferramentas citadas, a gerao de documentao adequada praticamente
automtica. Esta documentao pode ser dividida em trs tipos no caso deste
projeto.
53
Esquemas e diagramas do projeto pneumtico, lgico e eltrico
basicamente composto por diagramas e esquemas mostrados neste
captulo;
Desenhos do projeto mecnico composto por desenhos e esquemas em
CAD, que tornam possvel a reproduo das peas componentes do
dispositivo;
Manuais foi elaborado um manual de uso e manuteno do dispositivo
para o pessoal tcnico da empresa e o operador da mquina.
4.8: Concluso
A primeira vista, o sistema proposto e projetado como descrito neste captulo,
atende as especificaes exigidas pela empresa e desta maneira ele foi aprovado e
a sua implementao autorizada. Notou-se no decorrer do desenvolvimento deste
trabalho, que a utilizao da metodologia descrita na bibliografia e ministrada no
curso de engenharia de controle e automao industrial, promoveu meios para esta
realizao, mostrando que o mtodo eficiente mesmo em caso de profissionais
sem experincia.
Captulo 5: Avaliao de resultados e expectativas de
operao.
5.1: Introduo
Tendo em vista as dificuldades j mencionadas de confeco das ferramentas
e ajustes necessrios no molde, alem da urgncia de se prover a extrao das
peas com o advento do biombo de isolamento, foi decidido que o projeto do
rebarbador seria implementado em duas etapas, cada qual sendo associada a
realizao de um dos sub-sistemas projetados. Sendo assim, a primeira etapa foi a
implementao do sub-sistema de extrao para atender a necessidade de total
segurana requerida pela empresa, deixando o dispositivo preparado para ser
completado aps a confeco das ferramentas de rebarbagem.
5.2: Implementao do projeto
Terminado o projeto terico do dispositivo e com a aprovao da empresa,
iniciou-se o processo de implementao, conforme explicado no item (5.1:),que pode
ser dividido em:
Tomada de preos e prazos de entrega junto aos fornecedores;
Entrega de desenhos para a confeco da ferramenta de extrao junto
ao setor de ferramentaria da Brudden;
Ordem de compra dos componentes e posterior recebimento e
conferncia;
Organizao das etapas de montagem e instalao junto aos tcnicos
responsveis pelo biombo de isolamento;
Montagem e instalao do dispositivo;
Ajustes finais e testes;
Incio de operao.
55
A tomada de preos e prazos de entrega feita visando a compra pelo menor
preo e com a entrega mais rpida, aps a escolha feita e a ordem de compra
emitida, estas etapas so concludas com a conferncia dos produtos entregues.
Com os componentes em mos, a estratgia de instalao combinada com os
tcnicos responsveis enquanto as peas componentes da ferramenta so usinadas
pela ferramentaria.
Com a ferramenta pronta e de posse dos componentes de acionamento,
instrumentao e controle, o passo seguinte a montagem do sistema juntamente
com a instalao na mquina. A Figura 21 mostra a garra de extrao construda e
montada de acordo com este projeto, j com os cilindros de acionamento da guia e
da garra devidamente acoplados.
Figura 21 Ferramenta de extrao montada.
Para a montagem dos componentes pneutrnicos foi utilizado um painel
(Figura 22) onde esto instalados o micro-CLP, o terminal de vlvulas, os botes de
Reset e Parada de Emergncia, a fonte de teno 24Vcc e alguns fusveis e
disjuntores. A instalao ocorreu de acordo com o layout de projeto, juntamente com
o biombo de isolamento previsto, sem problemas de espao.
A lgica de comando foi dividida para executar somente a tarefa de extrao,
enquanto o restante do sistema no implementado e o software resultante desta
operao foi carregado no LOGO! para testes. Anexo a este documento esta um
fragmento do programa para exemplificao e a demonstrao de alguns aspectos
do ambiente de programao utilizado neste projeto.
56
Figura 22 Painel de comando com CLP e terminal de vlvulas.
5.3: Resultados obtidos
Aps alguns testes e ajustes no dispositivo, o sistema e extrao foi colocado
em operao juntamente com o biombo de proteo com porta basculante. Uma
rampa auxiliar para a sada das peas foi instalada logo abaixo da garra extratora
para guiar as peas sopradas em direo ao operador, que agora esta posicionado
lateralmente a mquina sopradora. A Figura 23 mostra a operao de extrao para
dois gales do S500 onde nota-se: (A) a rampa de escoamento, (B) a guia linear, (C)
a garra de extrao, (D) o molde de sopro e (E) as peas sopradas.
Figura 23 Sistema de extrao em funcionamento.
57
O dispositivo executou o trabalho de acordo com as diretrizes de projeto e
pde ser observada uma melhoria considervel na segurana em relao ao contato
com a sopradora, j que agora o operador tem que abrir a porta basculante para
acessar a parte interna o que provoca uma parada total do sistema. Embora no
esteja totalmente implementado, o sistema provocou a melhor ocupao de espao
com o posicionamento lateral da mesa de rebarbagem, alem de diminuir o refugo e
as paradas provocadas pelo sistema antigo de extrao, j que agora no h mais
quedas de peas durante este processo e a garra no trava nem sofre mais
acionamentos acidentais.
Juntamente com as caractersticas mencionados acima, a segurana contra
perda de memria e impactos acidentais com o molde foi testada e mostrou-se
eficaz tornando o processo como um todo mais seguro e eficiente. A Figura 24
mostra o aspecto final externo da mquina, onde se observa o biombo de
isolamento, frente, e a mesa de rebarbagem com o operador posicionada
lateralmente.
Figura 24 Aspecto externo da mquina aps a implementao do projeto.
5.4: Expectativas da operao
Muito da expectativa de funcionamento j pde ser observada nas primeiras
horas de trabalho do novo dispositivo como, por exemplo, a proteo provida por ele,
mas alguns aspectos ainda devem ser avaliados no decorrer da utilizao do
equipamento. Seria muito precoce dizer que no existiro problemas de
funcionamento devido insalubridade do ambiente de trabalho. No entanto, no
58
projeto e execuo deste dispositivo tentou-se prever ao mximo estes
acontecimentos e, sendo assim, espera-se que estes problemas no ocorram to
cedo.
Apesar do projeto no ter sido implementado por completo, existe uma
expectativa de que o nmero de acidentes graves, principalmente por queimaduras,
venha a diminuir sensivelmente, alem da excluso de incidentes com danos aos
equipamentos. Mesmo com a rebarbagem automtica no estando, por enquanto,
implementada, pode-se esperar tambm que a taxa de produtividade aumente um
pouco devido ao aumento da eficincia da mquina. No entanto, difcil aferir este
crescimento tendo em vista o escalonamento da produo do S500 e de outros
produtos da sopradora em questo.
5.5: Concluso
Analisando os resultados obtidos com o equipamento que foi implementado,
pde-se constatar que, mesmo com a implementao parcial, foram atendidas a
maioria das especificaes de projeto. Algumas adaptaes e ajustes feitos de
ltima hora no comprometeram o conjunto e j estavam previstos como etapas
normais no curso de projeto e implementao.
Como j foi dito anteriormente, o dispositivo vai passar por um perodo de
avaliao em funcionamento plena carga para levantar possveis problemas,
defeitos ou falhas de projeto, com o objetivo de sanar atuais e/ou futuros maus
funcionamentos que possam surgir.
Captulo 6: Concluses e Perspectivas
A execuo de um projeto profissional em ambiente no sem dvida uma
barreira a ser transposta para transformar o aluno em profissional pleno. Esta
transposio nem sempre fcil e depende de fatores que vo do nvel e mtodos
do preparo acadmicos, at as qualidades e defeitos pessoais do graduando.
Abstendo-se no entanto destas premissas, observou-se neste projeto que a carga de
conhecimento absorvida na universidade e o uso de uma metodologia adequada ao
tema que se abordou aqui, contriburam para a concluso satisfatria deste trabalho,
promovendo o acrscimo de experincias e confiana para futuros projetos.
A metodologia de projetos de sistemas pneutrnicos mencionada uma
ferramenta muito til, como foi demonstrado, e fez com que todas as etapas de
projeto fossem feitas de maneira tcnica, organizada e padronizada. Como pde ser
constatado, os resultados foram a implementao rpida e quase direta do
dispositivo, alem da correta execuo das tarefas previstas do equipamento,
atendendo a quase todas as especificaes de projeto. A escolha de um sistema
pneutrnico provou ser adequada, j que as caractersticas previstas com a
utilizao deste conceito foram confirmadas na prtica.
Com o trmino desta fase, as perspectivas so a da concluso do sistema
com a montagem do sub-sistema de rebarbagem automtica, para continuar os
testes e avaliaes do seu desempenho. Futuramente, com a comprovao da
viabilidade e eficcia deste sistema, ser avaliada a possibilidade de adapta-lo s
outras mquinas sopradoras da empresa, transferindo para outros produtos as
vantagens adquiridas para a produo do galo do pulverizador S500.
Acredita-se que estas e outras atividades que surgirem, nesta linha de
trabalho, podero ser beneficiadas pelo exemplo da concepo do sistema de
rebarbagem automtica utilizado na mquina HDL 3,5L de Pavan que servir de
base aos novos projetos e projetistas de sistemas pneutrnicos da empresa.
Bibliografia:
[ 1 ] BOLLMANN, Arno. Fundamentos da Automao Industrial Pneutrnica,
Projetos de comandos binrios eletropneumticos, ABHP 1996.
[ 2 ] WHELAN, Tony. The Bekun Blow Moulding Handbook, London 1989, Edio
em portugus Fev/1999 Politeno Industria e Comrcio S/A.
[ 3 ] INA LINEARTECHNIk OHS. Linear Guidance System, Alemanha 1998.
[ 4 ] FESTO AS&Co. Cd-Rom. The Pneumatic Catalogue (1997-2000).
[ 5 ] PAVAN ZANETTI INDUSTRIA METALURGICA LTDA. Sopradora
Automtica para Termoplstico HDL 3,5L Manual de Operao e
Manuteno, Americana SP.
[ 6 ] DE NEGRI, V.J, VIEIRA, A, D. Integrao de Tecnologias para a Automao
Industrial com Sistemas Hidrulicos e Pneumticos. In: V Seminrio
Nacional de Hidrulica e Pneumtica: Automao e Controle Industrial,
Florianpolis 1997.
[ 7 ] SIEMENS AG. Manual de instrues do LOGO! A5E00119097-01. 2001
Disponvel em http://www.ad.siemens.de/logo.
[ 8 ] OLIVEIRA, Maria Helena. A Histria da Qumica. Agosto de 1999 Disponvel
em http://www.iqsc.sc.usp.br/~edsonro/HQAgo99/3166352a.htm.
[ 9 ] THE DOW CHEMICAL COMPANY. Processos de Fabricao Moldagem
por Sopro. 2001 Disponvel em
http://www.ucarb.com/polyethylene/port/fab/mol_sop.htm.
[ 10 ] POLITENO INDUSTRIA E COMRCIO S/A. Palestra BRASILPLAST 99
Disponvel em
http://www.politeno.com.br/biblioteca/palestra_brasilplast_99/abertura.html.
Anexo 1 Viso geral do ambiente de programao
LOGO! Soft-Comfort da SIEMENS
O software LOGO! Soft-Comfort uma ferramenta muito fcil de usar e com
recursos suficientes para a programao da linha LOGO! de Micro-CLPs da
SIEMENS. O ambiente de programao totalmente grfico e permite uma srie de
ajustes para tornar o programa mais legvel como, por exemplo, a utilizao de
nomenclaturas especiais aos blocos lgicos ou a incluso de texto com as
caractersticas destes blocos.
O software tambm possui um ambiente de simulao e avaliao do
programa parametrizado para todos os tipos de micro-CLPs da linha LOGO!,
permitindo ao programador avaliar qual equipamento ser necessrio para executar
o algoritmo desenvolvido e se existem falhas neste algoritmo antes mesmo dele ser
carregado para o equipamento. A Figura 25 mostra a janela do programa no modo
de simulao, onde os blocos I3, I4 e I5 (em vermelho) esto ativos e as entradas e
sadas podem ser monitoradas na barra de trabalho logo abaixo.
Figura 25 Janela do ambiente de simulao.
62
No modo de programao, o usurio tem a sua disposio todos os blocos
lgicos existentes em hardware para a linha LOGO! e pode facilmente adicionar ou
excluir blocos ao programa, ajustar parmetros, nomear conexes ou blocos e
simular o programa. Para cada modelo de LOGO! existe uma limitao quanto ao
tamanho do programa, por causa da memria disponvel, mas isto no problema
pois possvel um ajuste para um outro modelo. A Figura 26 mostra o software no
ambiente de programao, onde podem ser vistos alguns blocos lgicos gerais na
barra de trabalho.
Figura 26 Janela do ambiente de programao.
Em ambas as figuras acima, pode ser visto um fragmento do programa
utilizado na implementao do sistema de extrao em funcionamento na Brudden
Equipamentos Ltda, e este programa composto de blocos lgicos dos trs grupos
existentes no ambiente de programao, estes grupos seus respectivos blocos
lgicos esto representados na Tabela 10.
63
Grupo 1 Constantes e
bornes
Grupo 2 Funes
bsicas
Grupo 3 Funes
especiais
Bloco
entrada
(valor I1)
Bloco E
(valor B01)
Bloco
memria RS
(valor B04)
Bloco sada
(valor Q1)
Bloco OU
(valor B02)
Bloco
memria
(valor M1)
Bloco NO
(valor B03)
Tabela 10 Blocos lgicos utilizados na implementao dos sistema de
extrao.
Alem destes utilizados no projeto, existem muitos outros blocos de todos os
grupos citados tais como blocos NOE , OU exclusivo, temporizadores, geradores
de pulso, relgios de tempo real e at mesmo entradas e sadas analgicas
dependendo do modelo de LOGO! utilizado. Os valores dos blocos lgicos,
mencionados na Tabela 10, nada mais so que variveis de referncia das funes
para a organizao e controle do programa.
Com o programa pronto e testado com a ferramenta de simulao, pode-se
transmiti-lo para o micro-CLP atravs de interface serial padro RS232, comuns em
computadores pessoais.
Anexo 2 Exemplo de desenhos do projeto mecnico.
Figura 27 Corpo do apoio da garra de extrao.
1
2
/
1
2
/
0
1
T
o
l
e
r
n
c
i
a
n
o
E
s
p
e
c
i
f
i
c
a
d
a
I
T
1
2
c
c
:
2
1
1
R
o
d
r
i
g
o
S
.
65
Figura 28 Garra de extrao refrigerada a gua.
T
o
l
e
r
n
c
i
a
n
o
E
s
p
e
c
i
f
i
c
a
d
a
I
T
1
2
c
c
:
2
1
1
R
o
d
r
i
g
o
S
.
0
7
/
0
1
/
0
2
66
Figura 29 Corpo do carro da guia linear.
T
o
l
e
r
n
c
i
a
n
o
E
s
p
e
c
i
f
i
c
a
d
a
I
T
1
2
c
c
:
2
1
1
R
o
d
r
i
g
o
S
.
1
3
/
1
2
/
0
1
You might also like
- It 02 - f.r13 Operacao de ExtrusoraDocument20 pagesIt 02 - f.r13 Operacao de ExtrusoraRogerioSagawaSan75% (4)
- Manual ASI (11-04-12)Document111 pagesManual ASI (11-04-12)Felipe Ratto100% (1)
- TCC - Everton MarquezineDocument63 pagesTCC - Everton MarquezineEvandro Amaral RodriguesNo ratings yet
- Manual de Operação e ManutençãoDocument43 pagesManual de Operação e Manutençãojulio cesar pereira dos reis ReisNo ratings yet
- Seladora e Tunel de Caixa T.C.A - 02 e 03Document155 pagesSeladora e Tunel de Caixa T.C.A - 02 e 03instrumentacao100% (1)
- Livro Introdução À Moldagem Por SoproDocument275 pagesLivro Introdução À Moldagem Por SoproDiego Pires75% (4)
- Livro Introdução À Moldagem Por SoproDocument275 pagesLivro Introdução À Moldagem Por SoproDiego Pires75% (4)
- Processamento de PolimerosDocument23 pagesProcessamento de PolimerosCelso da Silva100% (1)
- Avaliação de Transformações Mec...Document2 pagesAvaliação de Transformações Mec...AlbertMohallemNo ratings yet
- Manual Sensor PTP33BDocument88 pagesManual Sensor PTP33BBelgoNo ratings yet
- ExtrusãoDocument25 pagesExtrusãoFlávio Macedo100% (1)
- Manual Da Maquina de Moela PDFDocument33 pagesManual Da Maquina de Moela PDFRégis GirottoNo ratings yet
- Santerno CatalogoDocument191 pagesSanterno CatalogoJuan Muñoz100% (1)
- Variáveis de Injeção - BoaDocument24 pagesVariáveis de Injeção - BoaPaulo Sabino100% (1)
- MOLDAGEM POR SOPRO. Carlos Henrique Scuracchio. UFSCar São Carlos - Setembro de 2015Document105 pagesMOLDAGEM POR SOPRO. Carlos Henrique Scuracchio. UFSCar São Carlos - Setembro de 2015charles crispim100% (1)
- Pi Extrusora de PlasticosDocument27 pagesPi Extrusora de PlasticosJéssica Gustavo100% (2)
- Trabalhoo de Conclusão de CursooooDocument21 pagesTrabalhoo de Conclusão de CursooooPedro Henrique100% (1)
- Manual CilindroDocument14 pagesManual CilindroEmerson ReisNo ratings yet
- Relatório Estagio Torno ConvencionalDocument49 pagesRelatório Estagio Torno ConvencionalMarcelo FeniliNo ratings yet
- A Eficácia Do Uso Dos EPIDocument31 pagesA Eficácia Do Uso Dos EPITalles HenriqueNo ratings yet
- Calandra Miéle HM 5316 (Manual de Intruções)Document20 pagesCalandra Miéle HM 5316 (Manual de Intruções)David MieiroNo ratings yet
- Solução de Problemas Na Moldagem Por InjeçãoDocument5 pagesSolução de Problemas Na Moldagem Por InjeçãoRoberto Amancio CruzNo ratings yet
- Trabalho Molde Sopro 2Document24 pagesTrabalho Molde Sopro 2Antonio Lucimar PasoliniNo ratings yet
- T28643C - Prática 80 V2-0Document32 pagesT28643C - Prática 80 V2-0vianaufgNo ratings yet
- Apostila 2 IT - EXTRUSAO Versao 2007Document41 pagesApostila 2 IT - EXTRUSAO Versao 2007Jerônimo CauduroNo ratings yet
- Esquema Hidro PNEUMÁTICO OLSENDocument1 pageEsquema Hidro PNEUMÁTICO OLSENDouglasNo ratings yet
- AULA 07 - Tipos de Máquinas Injetoras e Seus Funcionamentos POL0613 - 2013-4Document62 pagesAULA 07 - Tipos de Máquinas Injetoras e Seus Funcionamentos POL0613 - 2013-4Egenheiro MateriaisNo ratings yet
- Novo Manual - HT 2 0Document21 pagesNovo Manual - HT 2 0LuisEduardoHernandez100% (1)
- Manual Procesador Alimentos Skymsen PaieDocument14 pagesManual Procesador Alimentos Skymsen PaiehfhernandezfNo ratings yet
- Relatório de Estagio CoteminasDocument39 pagesRelatório de Estagio Coteminaslex.sales12380% (1)
- DM210736 A PTDocument46 pagesDM210736 A PTJose de TayobNo ratings yet
- Ceemm Manual de Fiscalização Versao2020Document88 pagesCeemm Manual de Fiscalização Versao2020Gabriel PillonNo ratings yet
- Aula 3 - Manutenção CorretivaDocument4 pagesAula 3 - Manutenção CorretivaJoilson PinhoNo ratings yet
- Manual Furadeira FBM-160iDocument12 pagesManual Furadeira FBM-160iandreNo ratings yet
- NÃO Incluir Na Apostila - O Processo de InjeçãoDocument14 pagesNÃO Incluir Na Apostila - O Processo de InjeçãoGilmar MartinsNo ratings yet
- (4077) Manual - Rev115 - R01Document73 pages(4077) Manual - Rev115 - R01arlen roberto zimmermannNo ratings yet
- Livro Bekum, Capitulo 01Document29 pagesLivro Bekum, Capitulo 01Aderval MelloNo ratings yet
- Indústria CimenteiraDocument4 pagesIndústria CimenteiraAntonio Alves FernandesNo ratings yet
- Manual Op Ponte Rolante1Document107 pagesManual Op Ponte Rolante1Renata SilvaNo ratings yet
- Produção de Óxido de AlumínioDocument156 pagesProdução de Óxido de AlumínioGustavo DadaltNo ratings yet
- AE60G2 - 2 Velocidades - R.00 - 2022 - 270822XXXXXX - AtualDocument28 pagesAE60G2 - 2 Velocidades - R.00 - 2022 - 270822XXXXXX - AtualNorte RefrigeraçãoNo ratings yet
- Busch Instruction Manual RA 0025 0100 F PT 0870209168 0001Document28 pagesBusch Instruction Manual RA 0025 0100 F PT 0870209168 0001luis gustavo fantinatoNo ratings yet
- Trabalho InjetorasDocument24 pagesTrabalho InjetorasLuan Andrade0% (1)
- Manual de Operação E Manutenção Dispositivo de Salvamento para Tanques Dos ReatoresDocument10 pagesManual de Operação E Manutenção Dispositivo de Salvamento para Tanques Dos ReatoresBruno Gustavo BrazNo ratings yet
- BA 89404683 000200 Innopro PT 00 PDFDocument143 pagesBA 89404683 000200 Innopro PT 00 PDFAndre LuizNo ratings yet
- Manual Fornos Rotomax NG8.64 e 1.10 - REV01 LIVRETODocument18 pagesManual Fornos Rotomax NG8.64 e 1.10 - REV01 LIVRETOAntonio Carvalho50% (2)
- Manual Do Operador Da Fresadora PDFDocument229 pagesManual Do Operador Da Fresadora PDFleandrohee100% (2)
- Apostila - ExtrusaoDocument28 pagesApostila - Extrusaowarlikes100% (1)
- Lavadora Msa 160Document96 pagesLavadora Msa 160Yonara MonteiroNo ratings yet
- Idoc - Pub Check List PrensasDocument3 pagesIdoc - Pub Check List PrensasSweet RiverNo ratings yet
- Seladora e Tunel - SemilDocument76 pagesSeladora e Tunel - SemilAdventureNo ratings yet
- Hitachi Catalogo Primairy Piso Teto QF CC-PRPT-02202101Document4 pagesHitachi Catalogo Primairy Piso Teto QF CC-PRPT-022021019 9 9No ratings yet
- Pai e Filho Tornearia, Manutenção e UsinagemDocument44 pagesPai e Filho Tornearia, Manutenção e UsinagemEdson DiasNo ratings yet
- Picadeira Ep25 Gold PDFDocument28 pagesPicadeira Ep25 Gold PDFandreNo ratings yet
- Refrigeração e Escape de Gases em Moldes de Injeção PlásticaDocument3 pagesRefrigeração e Escape de Gases em Moldes de Injeção PlásticaMarcelo KawakameNo ratings yet
- Manual de InjecaoDocument49 pagesManual de InjecaoMoacir Candido de Jesus100% (1)
- Embaladora Semil 1.127.005.00963 - Embaladora UniversalDocument130 pagesEmbaladora Semil 1.127.005.00963 - Embaladora Universalinstrumentacao100% (1)
- Redes IndustriaisDocument139 pagesRedes IndustriaisalexandretorNo ratings yet
- P.T. Trabalho em AlturaDocument2 pagesP.T. Trabalho em AlturaLuiz RamosNo ratings yet
- Manual Válvula Hydra SlimDocument2 pagesManual Válvula Hydra SlimFlorianoNo ratings yet
- Catálogo Técnico Linha Elétrica e QDC Novembro 2021 DIGITALDocument44 pagesCatálogo Técnico Linha Elétrica e QDC Novembro 2021 DIGITALjonathas gomes silveiraNo ratings yet
- Laudo Cefet 4Document54 pagesLaudo Cefet 4Carlos CelestinoNo ratings yet
- Avaliação Da Qualidade Da Energia Elétrica: Universidade Estadual de CampinasDocument11 pagesAvaliação Da Qualidade Da Energia Elétrica: Universidade Estadual de CampinasTatiane Inês de SousaNo ratings yet
- Nova ManografiaDocument65 pagesNova ManografiaDiego PiresNo ratings yet
- Os Sensores de Pressão Do Tipo DiafragmasDocument2 pagesOs Sensores de Pressão Do Tipo DiafragmasDiego PiresNo ratings yet
- Programação em C Com VetoresDocument11 pagesProgramação em C Com VetoresDiego PiresNo ratings yet
- M90 Manual PortugueseDocument79 pagesM90 Manual PortugueseDiego Pires0% (1)
- Calculo de Um Resistor de FrenagemDocument2 pagesCalculo de Um Resistor de FrenagemDiego PiresNo ratings yet
- AmplificadoresDocument6 pagesAmplificadoresMarcelo de PaulaNo ratings yet
- Apostila Dicas Programacao CLPDocument24 pagesApostila Dicas Programacao CLPThiago AraujoNo ratings yet
- Grupo 10Document19 pagesGrupo 10Diego PiresNo ratings yet
- Trabalho EthernetDocument1 pageTrabalho EthernetDiego PiresNo ratings yet
- Questionario de SoldaDocument41 pagesQuestionario de Soldaclaudiosachetto50% (2)
- Sorvetes 091227113756 Phpapp01Document29 pagesSorvetes 091227113756 Phpapp01alinocagrNo ratings yet
- Apostila Conformação Mecânica - ForjariaDocument31 pagesApostila Conformação Mecânica - ForjariaDalton MarinoNo ratings yet
- Extrusão de Tubos MetálicosDocument3 pagesExtrusão de Tubos MetálicosLucas Crotti ZaniniNo ratings yet
- Polietileno de Ultra Alto Peso Molecular - PEUAPM.1Document20 pagesPolietileno de Ultra Alto Peso Molecular - PEUAPM.1Rodrigo Satlher BorelNo ratings yet
- Extrusao 4Document168 pagesExtrusao 4Jamilly CunhaNo ratings yet
- Livro UnicoDocument260 pagesLivro UnicoSamael Sam100% (2)
- Conformação Mecânica Aula 2Document53 pagesConformação Mecânica Aula 2Daniel De Oliveira FilhoNo ratings yet
- Apostila Massas AlimentíciasDocument9 pagesApostila Massas AlimentíciasIsabella NinoNo ratings yet
- 1 Lista de Exercícios de Processamento de Materiais PoliméricosDocument4 pages1 Lista de Exercícios de Processamento de Materiais PoliméricosBruno BudimNo ratings yet
- Slide de Maquinas e EquipamentosDocument42 pagesSlide de Maquinas e EquipamentosAnderson TabordaNo ratings yet
- Cap 4 ConformaçãoDocument50 pagesCap 4 ConformaçãoAriadneNo ratings yet
- Lição 2Document49 pagesLição 2Thiago AbrahãoNo ratings yet
- AV2 - 3001 - CM-2020-S. Cruz.Document3 pagesAV2 - 3001 - CM-2020-S. Cruz.Gustavo almeida vasconcelosNo ratings yet
- Desenho Técnico - CADDocument103 pagesDesenho Técnico - CADLucas SoccolNo ratings yet
- Projeto de Rosca para ExtrusãoDocument8 pagesProjeto de Rosca para ExtrusãoKleber LauerNo ratings yet
- Solidworks BásicoDocument120 pagesSolidworks BásicoJulio C. JuaisNo ratings yet
- Densidad de WPCPDocument3 pagesDensidad de WPCPcarlos1963No ratings yet
- Questionário Polimeros e MPDocument4 pagesQuestionário Polimeros e MPJoséNo ratings yet
- Exercícios de Conformação Mecânica para A 2a Prova 2022Document2 pagesExercícios de Conformação Mecânica para A 2a Prova 2022João MoraesNo ratings yet
- Apostila Tecnologia Mecanica IIIDocument31 pagesApostila Tecnologia Mecanica IIISouza ArtsNo ratings yet
- Aços Villares Revisada Mai-01Document5 pagesAços Villares Revisada Mai-01RSB ProjetosNo ratings yet
- EXTRUSÃODocument21 pagesEXTRUSÃOMarcus Vinícius Almeida de BarrosNo ratings yet
- Recomendações Técnicas - Habitare - Vol 5 - Selantes - Fachada - GrifadoDocument68 pagesRecomendações Técnicas - Habitare - Vol 5 - Selantes - Fachada - GrifadoBeatriz MenezesNo ratings yet
- Apostila SolidWorks Nível II - Material Extra PDFDocument101 pagesApostila SolidWorks Nível II - Material Extra PDFVicente De Paulo Alves100% (1)
- Simplify3d-Docs Resumo Dos Comandos PT-BRDocument21 pagesSimplify3d-Docs Resumo Dos Comandos PT-BRFaustoJunior50% (2)
- Aula 10 - Massas Alimentícias e BiscoitosDocument109 pagesAula 10 - Massas Alimentícias e BiscoitosDébora Juliana Hirt LintzmaiaNo ratings yet