You might also like
- Welding Processes SummaryDocument2 pagesWelding Processes SummaryDiego AlonsoNo ratings yet
- Stick or MSAW Welding: Process Characteristics of Shielded Metal Arc Welding (SMAW/Stick)Document3 pagesStick or MSAW Welding: Process Characteristics of Shielded Metal Arc Welding (SMAW/Stick)senthil4youNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- CH 4Document63 pagesCH 4tariku seyoumNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- WeldingDocument93 pagesWeldingPradeepNo ratings yet
- WeldingDocument3 pagesWeldingRehan AmeenNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Stick: Arc WeldingDocument4 pagesStick: Arc WeldingmohitshuklamarsNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- CO2 WeldingDocument3 pagesCO2 WeldingNisarg PatelNo ratings yet
- What Is Welding. History of WeldingDocument11 pagesWhat Is Welding. History of WeldingNell Sabas AdolfoNo ratings yet
- Mig Gmaw Welding 1Document26 pagesMig Gmaw Welding 1HAZEL BELLONo ratings yet
- Arc Welding Methods GuideDocument115 pagesArc Welding Methods GuideRajesh Routray100% (2)
- Types of Electric WeldingDocument7 pagesTypes of Electric WeldingSUKhanNo ratings yet
- Workshop Case StudyDocument13 pagesWorkshop Case Study1071Vishal kumarNo ratings yet
- Welding: Welding Is A Fabrication Process That Joins Materials, Usually Metals or Thermoplastics, byDocument6 pagesWelding: Welding Is A Fabrication Process That Joins Materials, Usually Metals or Thermoplastics, byTarun ChandraNo ratings yet
- Processes: Edit EditDocument4 pagesProcesses: Edit EditNgro Quinapaxi GonzalezNo ratings yet
- Processes of WeldingDocument9 pagesProcesses of WeldingNaeemNo ratings yet
- Atap Tem 322Document10 pagesAtap Tem 322Marufu LawalNo ratings yet
- Welding Is A Fabrication Process Which Is Used To Join MaterialsDocument23 pagesWelding Is A Fabrication Process Which Is Used To Join Materialsjagadish madiwalarNo ratings yet
- Welding MachinesDocument53 pagesWelding MachinesDeepak Kumar Kant Kesri100% (2)
- Electric WeldingDocument28 pagesElectric WeldingmayankNo ratings yet
- Welding MP-IDocument28 pagesWelding MP-IPIYUSH SHARMANo ratings yet
- WeldingDocument14 pagesWeldingarmanimamsNo ratings yet
- Manufacturing Processes Lab WeldingDocument8 pagesManufacturing Processes Lab WeldingKhalid EwigNo ratings yet
- Welding 3Document26 pagesWelding 3Mostafa MosƐadNo ratings yet
- Welding NotesDocument39 pagesWelding NotesSabir JadejaNo ratings yet
- Processes: Edit EditDocument8 pagesProcesses: Edit EditJenolan ChettyNo ratings yet
- MIG Welding ProcessDocument12 pagesMIG Welding ProcessHimanshu RaoNo ratings yet
- Common Welding ProcessDocument4 pagesCommon Welding ProcessLalit Bom MallaNo ratings yet
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 pagesWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNo ratings yet
- Welding WorkshopDocument11 pagesWelding WorkshopMuhammad Tauseef ZafarNo ratings yet
- Shipyard Welding ProcessesDocument6 pagesShipyard Welding ProcessesPawan KumarNo ratings yet
- Manufacturing Process: Chapter 5 Joining ProcessesDocument53 pagesManufacturing Process: Chapter 5 Joining ProcesseshizanorhudaNo ratings yet
- Welding Processes Presentation GuideDocument12 pagesWelding Processes Presentation GuideJawed AkhterNo ratings yet
- Advanced Welding Technology Ca2Document3 pagesAdvanced Welding Technology Ca2Monglafru MogNo ratings yet
- Group 8, Welding AssignmentDocument11 pagesGroup 8, Welding AssignmentKavish ChandraNo ratings yet
- Types of WeldingDocument66 pagesTypes of WeldingLee Shi HongNo ratings yet
- Metal Transfer Modes: Short Circuit Surface TensionDocument3 pagesMetal Transfer Modes: Short Circuit Surface TensionRaman GuptaNo ratings yet
- Fundamentals of Welding ProcessesDocument80 pagesFundamentals of Welding ProcessesVivek Satapathy100% (1)
- WeldingDocument71 pagesWeldingg4gohar100% (2)
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingDocument96 pages3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarNo ratings yet
- 2 Joining ProcessDocument54 pages2 Joining ProcessIzzah Suhair Binti Sa'AbanNo ratings yet
- Welding (WorkShop) Assig # 1Document7 pagesWelding (WorkShop) Assig # 1Muhammad Talha ZaroonNo ratings yet
- Guide To Types of Welding PDFDocument24 pagesGuide To Types of Welding PDFbhaskarjalanNo ratings yet
- Chapter9 GMAW FCAW WeldingDocument17 pagesChapter9 GMAW FCAW Weldingrusf123No ratings yet
- What Are The Types of WeldingDocument11 pagesWhat Are The Types of WeldingLeslie AnasNo ratings yet
- Welding and GmawDocument14 pagesWelding and GmawAl-hadi AliakbarNo ratings yet
- A Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Document7 pagesA Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Radhi NurvianNo ratings yet
- Welding ProcessDocument42 pagesWelding ProcessPankaj KumbhareNo ratings yet
- Arc Welding Techniques ExplainedDocument4 pagesArc Welding Techniques ExplainedFaris Kadesh50% (2)
- Welding WorkshopDocument43 pagesWelding WorkshopJasmeet KaurNo ratings yet
- Engineering Welding Handbook99 PDF TigDocument48 pagesEngineering Welding Handbook99 PDF TigSorin Stanescu100% (1)
- Welder's Handbook (Air Products Co.)Document48 pagesWelder's Handbook (Air Products Co.)Patrick DominguezNo ratings yet
- Homoeopathic Materia Medica PDFDocument595 pagesHomoeopathic Materia Medica PDFAdnan Rahat0% (1)
- Dawa Ghiza Aur ShifaDocument138 pagesDawa Ghiza Aur ShifaNazeerNo ratings yet
- Mizah Pursi by Dr. Younus ButtDocument62 pagesMizah Pursi by Dr. Younus ButtBhaiJan59No ratings yet
- Tareekh e Yaqoobi - Vol 1Document773 pagesTareekh e Yaqoobi - Vol 1BhaiJan59100% (1)
- Pranayama Techniques to Relieve StressDocument31 pagesPranayama Techniques to Relieve StressVelpandian ManiNo ratings yet
- Chegg SolutionsDocument9 pagesChegg SolutionsRambabu R100% (1)
- ESC/POS Command ManualDocument64 pagesESC/POS Command ManualMarcel SigoloNo ratings yet
- PRANAYAMA - Step-by-Step Guide To Pranayama and The Power of Yoga BreathingDocument82 pagesPRANAYAMA - Step-by-Step Guide To Pranayama and The Power of Yoga BreathingZikriaKMuhammadNo ratings yet
- Pranayama - The Vedic Science of Breath - 14 Ultimate Breathing TechniquesDocument86 pagesPranayama - The Vedic Science of Breath - 14 Ultimate Breathing TechniquesBhaiJan59100% (2)
- Ghulaman e IslamDocument551 pagesGhulaman e IslamBhaiJan59No ratings yet
- Calculus Concepts and Applications 2nd Edition Solutions ManualDocument360 pagesCalculus Concepts and Applications 2nd Edition Solutions ManualDarkSlashBlade86% (14)
- Urdu Digest - 08 - 2014Document253 pagesUrdu Digest - 08 - 2014BhaiJan59100% (1)
- Appearance of Yajuj and MajujDocument231 pagesAppearance of Yajuj and MajujHeatherNo ratings yet
- Jalte Safeenay by Almas M ADocument280 pagesJalte Safeenay by Almas M ABhaiJan59No ratings yet
- ARE - Formulas To RememberDocument6 pagesARE - Formulas To RememberBhaiJan59No ratings yet
- ChahraykapardahDocument79 pagesChahraykapardahfarooqNo ratings yet
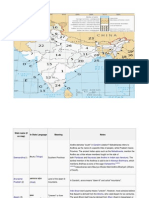
- Indian State NameDocument8 pagesIndian State NameBhaiJan59No ratings yet
- 5 Azeem Muslim Sipaah Salaar Abdul Samad MuzzafferDocument170 pages5 Azeem Muslim Sipaah Salaar Abdul Samad Muzzaffershaukatrana556No ratings yet
- Mizah Pursi by Dr. Younus ButtDocument62 pagesMizah Pursi by Dr. Younus ButtBhaiJan59No ratings yet
- 01 - Different Types of Metal Joining ProcessesDocument44 pages01 - Different Types of Metal Joining ProcessesMetwally NaserNo ratings yet
- Rigging - Don't Overload - TFWM0708 - McCauley - 2008Document6 pagesRigging - Don't Overload - TFWM0708 - McCauley - 2008BhaiJan59No ratings yet
- Rigging Load Lifting AcopDocument111 pagesRigging Load Lifting AcopRajanbabuNo ratings yet
- MCBU - Lifting & Rigging Questions and AnswersDocument15 pagesMCBU - Lifting & Rigging Questions and AnswersBhaiJan59No ratings yet
- Introduction To Welding TechnologyDocument9 pagesIntroduction To Welding Technologyibnu.asad984No ratings yet
- Basic Rigging Safety Lecture - M004 - May 2014Document101 pagesBasic Rigging Safety Lecture - M004 - May 2014BhaiJan59No ratings yet
- HB RopeDocument104 pagesHB Ropemuhammad-ahmed-salman-2537No ratings yet
- UPF Pre-Lift Safety ChecklistDocument2 pagesUPF Pre-Lift Safety ChecklistBhaiJan59No ratings yet
- Lifting RiggingDocument174 pagesLifting RiggingJonathan Soto Olaya100% (9)
- Practical Piping CourseDocument46 pagesPractical Piping CourseФранческо ЛеньямеNo ratings yet
- Zam Zam Branch Structure: Job Position Job Grade Establishment RemarkDocument1 pageZam Zam Branch Structure: Job Position Job Grade Establishment Remarktofik awelNo ratings yet
- Pickling & Tandem Cold MillDocument12 pagesPickling & Tandem Cold MillKalai Selvan100% (1)
- 679 02 Fenner Chain DrivesDocument32 pages679 02 Fenner Chain Drivesparag76760% (1)
- Inventory ControlDocument30 pagesInventory Controlchintu_thakkar9No ratings yet
- Furnace MaintenanceDocument3 pagesFurnace MaintenanceTravis WoodNo ratings yet
- Chapter-1: A Study On Spare Parts Management at HLLDocument67 pagesChapter-1: A Study On Spare Parts Management at HLLMythili MuthappaNo ratings yet
- Piping Supports GuideDocument88 pagesPiping Supports GuideAlenJozićNo ratings yet
- DabbawalasDocument9 pagesDabbawalasAdil AslamNo ratings yet
- CATALOGO Vulcraft DeckcatDocument100 pagesCATALOGO Vulcraft DeckcatRicardo Jesus Mallma Cubas100% (1)
- English Logistics Unit 8Document8 pagesEnglish Logistics Unit 8Enith1570% (1)
- Brocure - CLX Chain Hoist LowDocument8 pagesBrocure - CLX Chain Hoist LowGreondy Racharias100% (1)
- MKSAP 15 Medical Knowledge Self Assessment ProgramDocument2,264 pagesMKSAP 15 Medical Knowledge Self Assessment ProgramCătălin Nechita86% (14)
- Comparison of Metro With Bus Rapid SystemDocument27 pagesComparison of Metro With Bus Rapid SystemAnkush SehgalNo ratings yet
- WW Grainger Mcmaster Carr CaseDocument15 pagesWW Grainger Mcmaster Carr CaseAkhil Ayyakutty100% (2)
- Aisc-The Material SteelDocument48 pagesAisc-The Material Steelropin14No ratings yet
- Rock Bolting Techniques and ApplicationsDocument17 pagesRock Bolting Techniques and ApplicationsMarkusMakuAldoNo ratings yet
- Avdel LockboltSystems enDocument16 pagesAvdel LockboltSystems enkamaleshaiahNo ratings yet
- Professional Pilot December 2016Document104 pagesProfessional Pilot December 2016tugayyoung100% (1)
- LT0780 4 Extrait Catalogue ERICO AnglaisDocument11 pagesLT0780 4 Extrait Catalogue ERICO AnglaisMattelecNo ratings yet
- Die Casting AlloysDocument5 pagesDie Casting AlloysManojm_vNo ratings yet
- STOCK DATADocument49 pagesSTOCK DATABellwetherSataraNo ratings yet
- Skytrain Avia Services: Emergency Procedures ManualDocument32 pagesSkytrain Avia Services: Emergency Procedures ManualEndro RastadiNo ratings yet
- Conveyor BeltsDocument16 pagesConveyor BeltsdjsmoniNo ratings yet
- American Welding Society Chattanooga Section: Welding Contest Rules and Score Sheet 2013 3GDocument8 pagesAmerican Welding Society Chattanooga Section: Welding Contest Rules and Score Sheet 2013 3GxaviereduardoNo ratings yet
- Production Engineering by SKMondal PDFDocument201 pagesProduction Engineering by SKMondal PDFmasterash02No ratings yet
- Epc ChecklistDocument181 pagesEpc ChecklistRajaram Jayaraman100% (1)
- Boeing Current Market Outlook 2014 PresentationDocument33 pagesBoeing Current Market Outlook 2014 PresentationAman VermaNo ratings yet
- DoorknobDocument8 pagesDoorknobBurn-Man Hiruma VillanuevaNo ratings yet
- BAe Jetstream Series 3100-3200Document14 pagesBAe Jetstream Series 3100-3200Mark100% (1)
- Master Bill of LadingDocument1 pageMaster Bill of LadingsofiaNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)