You might also like
- How to create a .dxf file Layout in SolidWorks for CNC MachiningDocument5 pagesHow to create a .dxf file Layout in SolidWorks for CNC Machiningacalderab5377No ratings yet
- RMjigDocument20 pagesRMjigacalderab5377100% (1)
- Five Axis MachinesDocument9 pagesFive Axis Machinesacalderab5377No ratings yet
- Using Ms Access With PostgresqlDocument15 pagesUsing Ms Access With Postgresqlacalderab537750% (2)
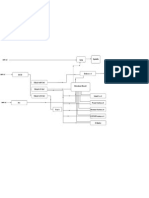
- CNC Mechmate - Wire.v1Document1 pageCNC Mechmate - Wire.v1acalderab5377No ratings yet
- Tutorial PythonDocument77 pagesTutorial Pythonkankuman93% (14)
- Simple, inexpensive wood toggle clamps made from scrapDocument5 pagesSimple, inexpensive wood toggle clamps made from scrapacalderab5377No ratings yet
- Learning PLPGSQLDocument156 pagesLearning PLPGSQLGilberto GuerreroNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Homemade Edge Band Clamps: InstructablesDocument4 pagesHomemade Edge Band Clamps: InstructablesJasmine VaaltynNo ratings yet
- DHP482 Makita PDFDocument72 pagesDHP482 Makita PDFatorresh090675No ratings yet
- Simba M4 C PDFDocument4 pagesSimba M4 C PDFTamara MonsalveNo ratings yet
- Speed Bump Power Generator GrandDocument51 pagesSpeed Bump Power Generator Grandhasan bishNo ratings yet
- Start PDFDocument129 pagesStart PDFjoseNo ratings yet
- 10 - 12 Arrow Shed ManualDocument39 pages10 - 12 Arrow Shed ManualJason Porter100% (2)
- SHOP THEORY-Drilling ProcessesDocument28 pagesSHOP THEORY-Drilling ProcessesDaxNo ratings yet
- Module Content: Rac Servicing (Domrac NC Ii)Document10 pagesModule Content: Rac Servicing (Domrac NC Ii)JOSEPH RIŇOSNo ratings yet
- Drilling Equipment Schlumberger WorksheetDocument4 pagesDrilling Equipment Schlumberger WorksheetJorge Perez MendozaNo ratings yet
- Related Equipment Rotary Drill String PV 351 (Low Res) - tcm835-2408724Document12 pagesRelated Equipment Rotary Drill String PV 351 (Low Res) - tcm835-2408724ARMAN1000100% (1)
- Jora HoistingDocument13 pagesJora HoistingAjeet Kumar100% (3)
- Manual Victory DoorsDocument41 pagesManual Victory DoorsGlauber Goncalves100% (4)
- EIM SP Power and Hydrolic Tools PDFDocument4 pagesEIM SP Power and Hydrolic Tools PDFrotsacreijav66666No ratings yet
- Sae J933 2005 (En)Document9 pagesSae J933 2005 (En)Oh No PotatoNo ratings yet
- Rotary Drilling Products Raise Bore PDFDocument3 pagesRotary Drilling Products Raise Bore PDFIng del PeleNo ratings yet
- Defect Analysis On VMC Machined Copper Components Through Statistical Tools in Quality Control ProcessDocument9 pagesDefect Analysis On VMC Machined Copper Components Through Statistical Tools in Quality Control ProcessIJRASETPublicationsNo ratings yet
- BobNEST User ManualDocument60 pagesBobNEST User ManualEduardo Aleman ReynaNo ratings yet
- Drilling & BlastingDocument24 pagesDrilling & BlastingDeepakIkhar100% (1)
- Astm 31Document4 pagesAstm 31Eligio A CerdaNo ratings yet
- By Guido Henn: (Translation by Brian Anderson)Document102 pagesBy Guido Henn: (Translation by Brian Anderson)jose cuauhtemoc mendoza torresNo ratings yet
- Drill Machine (Group 6)Document29 pagesDrill Machine (Group 6)dabangg Siddharth mishraNo ratings yet
- Foldable Metal Table - es-AymanIbrahim2022@Document26 pagesFoldable Metal Table - es-AymanIbrahim2022@Mahmoud EidNo ratings yet
- 8-in-1 Mini Multipurpose Machine GuideDocument61 pages8-in-1 Mini Multipurpose Machine GuideManuel OlivaNo ratings yet
- Offshore Iron Roughnecks Spec SheetDocument2 pagesOffshore Iron Roughnecks Spec SheetchenNo ratings yet
- ECM370Document4 pagesECM370Grover Luis MendietaNo ratings yet
- GROUP 12 - Automated Ortho Drill - 312820121045 - Sylvia Praisy PDocument22 pagesGROUP 12 - Automated Ortho Drill - 312820121045 - Sylvia Praisy PS ThivinNo ratings yet
- Classification of handtoolsDocument18 pagesClassification of handtoolsMae FrtNo ratings yet
- Fifth-Wheel Coupling JSK 38/50: Repair ManualDocument38 pagesFifth-Wheel Coupling JSK 38/50: Repair ManualAbrar HussainNo ratings yet
- Tesla Model S Rear Door Handle ReplacementDocument12 pagesTesla Model S Rear Door Handle ReplacementAnonymous TjcIWjNo ratings yet
- Panasonic Battery Compatibility enDocument8 pagesPanasonic Battery Compatibility enMitchell DanielsNo ratings yet