You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- AS Physics Units 1 and 2 LessonsDocument80 pagesAS Physics Units 1 and 2 LessonsAsghar Abbas100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Procedure Field Inspection & Testing Electrical EquipmentDocument21 pagesProcedure Field Inspection & Testing Electrical Equipmentarifadha446100% (5)
- Design of Absorber EquipmentDocument45 pagesDesign of Absorber Equipmentmeikrismahariyanto100% (8)
- Magnetic PropertiesDocument20 pagesMagnetic Propertiespatrick saliwanNo ratings yet
- Topics in MagnetohydrodynamicsDocument220 pagesTopics in Magnetohydrodynamicsraymon6666No ratings yet
- Power Transformer Tests Guide - Voltage Ratio, Turns Ratio, Polarity Vector GroupDocument7 pagesPower Transformer Tests Guide - Voltage Ratio, Turns Ratio, Polarity Vector GroupsupermannonNo ratings yet
- Critical Axial Load For Torsional and Flexural Torsional Buckling ModesDocument5 pagesCritical Axial Load For Torsional and Flexural Torsional Buckling ModesPang Sze Dai100% (1)
- Residual Life Assessment of 110 KV XLPE CableDocument9 pagesResidual Life Assessment of 110 KV XLPE CableJesúsNo ratings yet
- 07 - Zinc and Its AlloysDocument22 pages07 - Zinc and Its AlloysessnelsonNo ratings yet
- 04 - Copper and Copper AlloysDocument40 pages04 - Copper and Copper AlloysAbdallah Ibrahem100% (2)
- S02RMEA00Document1 pageS02RMEA00imamuddeenNo ratings yet
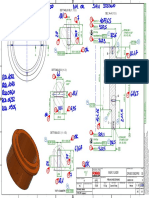
- Document title for engineering drawing tolerancesDocument1 pageDocument title for engineering drawing tolerancesimamuddeenNo ratings yet
- R05ADIA00Document1 pageR05ADIA00imamuddeenNo ratings yet
- S02RJHA00 Pz1Document1 pageS02RJHA00 Pz1imamuddeenNo ratings yet
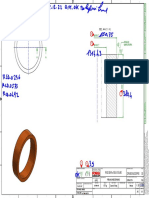
- Pre-machined ring gear drawing releasedDocument1 pagePre-machined ring gear drawing releasedimamuddeenNo ratings yet
- ReworkDocument2 pagesReworkimamuddeenNo ratings yet
- Iec 60404-8-5Document8 pagesIec 60404-8-5imamuddeenNo ratings yet
- Iec 60684-3-248 2007Document7 pagesIec 60684-3-248 2007imamuddeenNo ratings yet
- VisualCast 1Document2 pagesVisualCast 1imamuddeenNo ratings yet
- S02SK9A00Document1 pageS02SK9A00imamuddeenNo ratings yet
- General Overall ChecklistDocument1 pageGeneral Overall ChecklistimamuddeenNo ratings yet
- RR Fixture Component Price List 1Document4 pagesRR Fixture Component Price List 1imamuddeenNo ratings yet
- Iei Epitome March 2016Document10 pagesIei Epitome March 2016imamuddeenNo ratings yet
- 108 - 44 1423218450 Detailed - Advt 15 2015 PDFDocument11 pages108 - 44 1423218450 Detailed - Advt 15 2015 PDFPriyanka ChauhanNo ratings yet
- CallDocument1 pageCallNirmal mehtaNo ratings yet
- 108 - 44 1423218450 Detailed - Advt 15 2015 PDFDocument11 pages108 - 44 1423218450 Detailed - Advt 15 2015 PDFPriyanka ChauhanNo ratings yet
- List of ScholarshipDocument9 pagesList of ScholarshipimamuddeenNo ratings yet
- IEI News March 2016Document14 pagesIEI News March 2016imamuddeenNo ratings yet
- 164828NA4 LWC UsaDocument2 pages164828NA4 LWC UsaimamuddeenNo ratings yet
- 08 - Other Significant AlloysDocument24 pages08 - Other Significant Alloysyaswanth1992No ratings yet
- Delhi-Jaipur-Agra Tour ProgramDocument1 pageDelhi-Jaipur-Agra Tour ProgramimamuddeenNo ratings yet
- Absorption & Stripping Design OptimizationDocument11 pagesAbsorption & Stripping Design OptimizationWaleed AkbarNo ratings yet
- MetallurgyDocument17 pagesMetallurgyirajfarji2481No ratings yet
- Friction Stir Welding and ProcessingDocument78 pagesFriction Stir Welding and Processingdrey127No ratings yet
- Jaguar Grad Undergrad 2015 2Document48 pagesJaguar Grad Undergrad 2015 2imamuddeenNo ratings yet
- GATE Metallurgical Engineering 2008Document12 pagesGATE Metallurgical Engineering 2008imamuddeenNo ratings yet
- Welding MetallurgyDocument16 pagesWelding MetallurgyimamuddeenNo ratings yet
- Industrial Noise ControlDocument19 pagesIndustrial Noise ControlSantiago IsazaNo ratings yet
- Diagramme LogP-H - T-S À ImprimerDocument2 pagesDiagramme LogP-H - T-S À ImprimerRiad OualiNo ratings yet
- Mechanical Testing of MaterialsDocument8 pagesMechanical Testing of Materialsdecent mrdNo ratings yet
- 120 Rad/sDocument35 pages120 Rad/sEzra Orita CeletariaNo ratings yet
- Macroscopic Conductors: θR. The corresponding θ/R. This noise is referred to asDocument21 pagesMacroscopic Conductors: θR. The corresponding θ/R. This noise is referred to asJU PMIT SabujNo ratings yet
- Micro LaterologDocument25 pagesMicro Laterologali_hamza223No ratings yet
- The Mole Concept ExplainedDocument12 pagesThe Mole Concept ExplainedVictor OkosunNo ratings yet
- Seismic Performance of Timber StructuresDocument3 pagesSeismic Performance of Timber StructuresAllan MarbaniangNo ratings yet
- Electrical Part ListDocument10 pagesElectrical Part Listgilberto gutierrezNo ratings yet
- Newton's 2nd Law Experiment Conclusion & RecommendationsDocument1 pageNewton's 2nd Law Experiment Conclusion & RecommendationsJan Ebenezer MorionesNo ratings yet
- Chapter 11Document32 pagesChapter 11Yun YuNo ratings yet
- Chemistry ReviewerDocument9 pagesChemistry ReviewerKeishaAaliyahNo ratings yet
- Gr8s Gravity Simulation Lab 2014-11-14Document3 pagesGr8s Gravity Simulation Lab 2014-11-14Suman LayekNo ratings yet
- TRB PG Syllabus For All Subjects WDocument41 pagesTRB PG Syllabus For All Subjects WBOSS BOSSNo ratings yet
- Journal of The American Ceramic Society - 2017 - Feng - Relaxor Nature in Ba5RZr3Nb7O30 R La ND SM TetragonalDocument9 pagesJournal of The American Ceramic Society - 2017 - Feng - Relaxor Nature in Ba5RZr3Nb7O30 R La ND SM Tetragonalton nu thanh phuongNo ratings yet
- Publications: Journal of Advances in Modeling Earth SystemsDocument24 pagesPublications: Journal of Advances in Modeling Earth SystemsBetoNo ratings yet
- PIFA Planar Inverted F AntennaDocument4 pagesPIFA Planar Inverted F AntennaAhsan AltafNo ratings yet
- MA 201 (2019) - PDE-Lecture-5Document24 pagesMA 201 (2019) - PDE-Lecture-5AditJainNo ratings yet
- UNIT 4 LECTURE 2 AS DiamagnetismDocument4 pagesUNIT 4 LECTURE 2 AS DiamagnetismSaiful ShokriNo ratings yet
- Measuring Instruments and UnitsDocument8 pagesMeasuring Instruments and UnitsNarayanaNo ratings yet
- First Year Phyiscs Ipe Imp Q.bank 2020-2021 - (Hyderad Centres)Document26 pagesFirst Year Phyiscs Ipe Imp Q.bank 2020-2021 - (Hyderad Centres)Varun Sai SundalamNo ratings yet
- Elemen Struktur Baja-III. COMPRESSION STRUCTUREDocument27 pagesElemen Struktur Baja-III. COMPRESSION STRUCTUREirfananda hutomoNo ratings yet
- GE 6163 - Physics Lab Manual PDFDocument21 pagesGE 6163 - Physics Lab Manual PDFsatya_vanapalli3422No ratings yet