You might also like
- 169 PD0192ThreadsStandardReferenceGuiderev4Document21 pages169 PD0192ThreadsStandardReferenceGuiderev4Coman ovidiuNo ratings yet
- 1 2 NPSC Thread DetailDocument4 pages1 2 NPSC Thread DetailRamani Elampooranan K ENo ratings yet
- NPT (Asme B1.20.1)Document5 pagesNPT (Asme B1.20.1)Afronie Cepoz D'nextNo ratings yet
- ThreadingDocument8 pagesThreadingVivek SDNo ratings yet
- Page No 1867-1871Document5 pagesPage No 1867-1871prasad_shukla13089No ratings yet
- NATool Tap EnginData6Document1 pageNATool Tap EnginData6pendemshivanathamNo ratings yet
- Fastener Handouts (Screw)Document34 pagesFastener Handouts (Screw)cluchavezNo ratings yet
- Thread TypeDocument4 pagesThread Typevikram_007No ratings yet
- Thread and Thread CuttingDocument9 pagesThread and Thread Cuttinglyk zNo ratings yet
- Thread Symbols (Short Form)Document1 pageThread Symbols (Short Form)SurajPachhadeNo ratings yet
- A PresentationDocument57 pagesA Presentationmadan023No ratings yet
- AN vs JIC Fittings: Key Differences for Aircraft and Industrial ApplicationsDocument5 pagesAN vs JIC Fittings: Key Differences for Aircraft and Industrial ApplicationsjteamNo ratings yet
- fastener_handoutDocument32 pagesfastener_handoutamolhwNo ratings yet
- Threads and FastenersDocument89 pagesThreads and Fastenerstheleovn0% (1)
- Sigma FastenersDocument5 pagesSigma Fastenerskhafif01No ratings yet
- Technical Information navojiDocument31 pagesTechnical Information navojizvezdan bilanovicNo ratings yet
- Identifying Threads Identifying Threads: How To Use The CaliperDocument6 pagesIdentifying Threads Identifying Threads: How To Use The CaliperkyletgerberNo ratings yet
- Thread Cutting FundamentalsDocument56 pagesThread Cutting Fundamentalsjaydip2410chhatrala100% (1)
- BSP NPT Thread Sizes From Connexion Developments LTDDocument7 pagesBSP NPT Thread Sizes From Connexion Developments LTDIvo Herid LesmanaNo ratings yet
- Metric STD ThreadDocument4 pagesMetric STD ThreadmayurNo ratings yet
- Threads and Thread CuttingDocument56 pagesThreads and Thread Cuttingcpojha100% (1)
- Filete ASMEDocument28 pagesFilete ASMEMarcel MaresNo ratings yet
- Mee270 ch12Document51 pagesMee270 ch12Soma GhoshNo ratings yet
- Aircraft Hardware IdentificationDocument50 pagesAircraft Hardware IdentificationM Miftakul Huda11100% (2)
- Drill String DesignDocument117 pagesDrill String DesignMuhammad Imran100% (2)
- Pages From B1-20-1 - 2013 PDFDocument3 pagesPages From B1-20-1 - 2013 PDFAhmad Jukliv Pandu YoedhawanNo ratings yet
- Thread DetailsDocument27 pagesThread DetailsN.PalaniappanNo ratings yet
- Thread GaugesDocument8 pagesThread GaugesJohn MuellerNo ratings yet
- Rosca Acme 3-2 MasmecánicaDocument6 pagesRosca Acme 3-2 MasmecánicaBachoNo ratings yet
- Threads Standard Reference Guide Rev4 PDFDocument21 pagesThreads Standard Reference Guide Rev4 PDFPham CongNo ratings yet
- Screw Thread Systems and Screw Thread DefinitionsDocument1 pageScrew Thread Systems and Screw Thread DefinitionsSuhaib AbualzaitNo ratings yet
- Threads and Thread CuttingDocument56 pagesThreads and Thread CuttingVenugopal MahalingamNo ratings yet
- Math Tools - Pipe Diameters, Threads and Sizes A3Document3 pagesMath Tools - Pipe Diameters, Threads and Sizes A3Ram CaceresNo ratings yet
- Astm F1498Document13 pagesAstm F1498Hernando Andrés Ramírez GilNo ratings yet
- Fastener HandoutDocument31 pagesFastener HandoutpardissNo ratings yet
- NaptDocument2 pagesNaptaaaNo ratings yet
- NPTDocument2 pagesNPTaaaNo ratings yet
- American Screw Thread Gauges PDFDocument2 pagesAmerican Screw Thread Gauges PDFrefaeNo ratings yet
- 3 2 Seminar Book PDFDocument56 pages3 2 Seminar Book PDFrefaeNo ratings yet
- Pipe FittingsDocument10 pagesPipe Fittingssreelu100% (5)
- ASME B16.11 THREADED FITTINGS SPECDocument3 pagesASME B16.11 THREADED FITTINGS SPECJimmy Alfaro Hernandez0% (1)
- Basic Dimensions, American National Standard Taper Pipe Threads, NPT, (ANSI B2.1-1968)Document2 pagesBasic Dimensions, American National Standard Taper Pipe Threads, NPT, (ANSI B2.1-1968)Adrian Petrascu100% (1)
- NPT Thread DimensionsDocument1 pageNPT Thread DimensionsNeil Louis60% (5)
- Understanding Thread Forms and Lathe SetupDocument30 pagesUnderstanding Thread Forms and Lathe SetupAkulNo ratings yet
- Piping & Piping ComponentsDocument37 pagesPiping & Piping ComponentsRavindra S. JivaniNo ratings yet
- ThreadsDocument50 pagesThreadsSagar JathanNo ratings yet
- Thread & FastenerDocument35 pagesThread & Fastenermani317No ratings yet
- Dimensioning Practice: Threaded FastenersDocument27 pagesDimensioning Practice: Threaded FastenersAfaq AslamNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Cold Weather ProductDocument2 pagesCold Weather ProductsalamrefighNo ratings yet
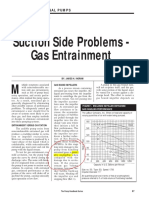
- Pages From Centrifugal Pumps HandbookDocument4 pagesPages From Centrifugal Pumps HandbooksalamrefighNo ratings yet
- 10 Tips Refrigerant PipingDocument3 pages10 Tips Refrigerant PipingAndres CarrascoNo ratings yet
- Paper NRTB 2005 02 Sec Refrig ConferenceDocument17 pagesPaper NRTB 2005 02 Sec Refrig ConferencesalamrefighNo ratings yet
- Inspection and Tests: Instrument Air Receiver TWO Code Stamp: Not RequiredDocument2 pagesInspection and Tests: Instrument Air Receiver TWO Code Stamp: Not RequiredSean DavisNo ratings yet
- Mechanical Data Sheet - VesselDocument1 pageMechanical Data Sheet - VesselsalamrefighNo ratings yet
- Anfragedatenblatt BehaelterDocument4 pagesAnfragedatenblatt BehaeltersalamrefighNo ratings yet
- AS1548-PT49ON August2009bDocument3 pagesAS1548-PT49ON August2009bsalamrefighNo ratings yet
- Mechanical Data Sheet - VesselDocument1 pageMechanical Data Sheet - VesselsalamrefighNo ratings yet
- Heat RecoveryDocument8 pagesHeat RecoveryPrashantNo ratings yet
- Vessel Data Sheet DetailsDocument1 pageVessel Data Sheet DetailsunitedmanticoreNo ratings yet
- MS 803Document2 pagesMS 803salamrefighNo ratings yet
- Midstream Solution ASPEN ONEDocument4 pagesMidstream Solution ASPEN ONEAndrés PeñaNo ratings yet
- Https - WWW - Johncrane.com - Media - J - Johncrane - Com - Files - Products - Specification Sheets - S-28SCDocument4 pagesHttps - WWW - Johncrane.com - Media - J - Johncrane - Com - Files - Products - Specification Sheets - S-28SCsalamrefighNo ratings yet
- General SpecificationsDocument2 pagesGeneral SpecificationssalamrefighNo ratings yet
- Of-Pla NF00074 1001D PDFDocument8 pagesOf-Pla NF00074 1001D PDFNigin ParambathNo ratings yet
- 11 08 23 (Illawarra Manufacturing Expo All The More Important)Document2 pages11 08 23 (Illawarra Manufacturing Expo All The More Important)salamrefighNo ratings yet
- EngineeringDocument7 pagesEngineeringsalamrefighNo ratings yet
- Model: S100 Series: See Through Type Sight GlassDocument2 pagesModel: S100 Series: See Through Type Sight GlasssalamrefighNo ratings yet
- Design and Operation: Star-Pleated Element (5) Candle Elements For Automatic FiltersDocument1 pageDesign and Operation: Star-Pleated Element (5) Candle Elements For Automatic FilterssalamrefighNo ratings yet
- Thermowell Calculation Guide V1.3Document19 pagesThermowell Calculation Guide V1.3AymanelorbanyNo ratings yet
- Working Safely With HCsDocument2 pagesWorking Safely With HCssalamrefighNo ratings yet
- High Speed GearboxesDocument6 pagesHigh Speed Gearboxeskh_chu_1100% (1)
- RPGT Full en UsDocument2 pagesRPGT Full en UssalamrefighNo ratings yet
- Throttle (And Check) Valve: FeaturesDocument3 pagesThrottle (And Check) Valve: FeaturessalamrefighNo ratings yet
- 3618Document6 pages3618salamrefighNo ratings yet
- Detailed Equipment Design: Attention To DetailsDocument13 pagesDetailed Equipment Design: Attention To DetailssalamrefighNo ratings yet
- Refrigerant Recovery System ManualDocument19 pagesRefrigerant Recovery System ManualsalamrefighNo ratings yet
- Ug Call Back 0Document1 pageUg Call Back 0salamrefighNo ratings yet
- Newton'S Rings: Determination of Radius of Curvature of A Convex LensDocument4 pagesNewton'S Rings: Determination of Radius of Curvature of A Convex LensAryan VermaNo ratings yet
- Mid Year Physics Exam Paper Sec 3 HaisingDocument11 pagesMid Year Physics Exam Paper Sec 3 HaisingEmmanuel Elijah ErNo ratings yet
- 23 Electronic TheodolitesDocument4 pages23 Electronic TheodolitesEmaNo ratings yet
- Co Pia de Garcia System Dynamics 1 Theory PDFDocument294 pagesCo Pia de Garcia System Dynamics 1 Theory PDFGuilherme AntunesNo ratings yet
- Lesoon PHI 20188 Lesson NotesDocument77 pagesLesoon PHI 20188 Lesson NotesGlennNo ratings yet
- Lesson 1.3: General Properties of Indefinite IntegralsDocument6 pagesLesson 1.3: General Properties of Indefinite IntegralsMarkNo ratings yet
- Curvas de Crecimiento MicrobianoDocument30 pagesCurvas de Crecimiento Microbianoluis villamarinNo ratings yet
- Respect The Unstable PDFDocument14 pagesRespect The Unstable PDFMarcelo Quispe CcachucoNo ratings yet
- Https Raw - Githubusercontent.com Joelgrus Data-Science-From-Scratch Master Code Working With DataDocument7 pagesHttps Raw - Githubusercontent.com Joelgrus Data-Science-From-Scratch Master Code Working With DatagprasadatvuNo ratings yet
- Arc VoltageDocument3 pagesArc Voltagedbharanidharan_in6351No ratings yet
- Secondary DatabasesDocument21 pagesSecondary DatabasesDaljit SinghNo ratings yet
- Cazoom Maths. Lines and Angles. Angles On Parallel Lines (A)Document2 pagesCazoom Maths. Lines and Angles. Angles On Parallel Lines (A)Apex GamingNo ratings yet
- Gribs PacketDocument10 pagesGribs Packetapi-213645632No ratings yet
- Relativistic Time Dilation and The Muon ExperimentDocument6 pagesRelativistic Time Dilation and The Muon ExperimentConexão Terra PlanaNo ratings yet
- Manual 3322006Document46 pagesManual 3322006mallikapathakNo ratings yet
- EditDocument2 pagesEditEvey HernándezNo ratings yet
- Zviko K Rmit PortfolioDocument20 pagesZviko K Rmit PortfolioAnonymous LFEfECcjNo ratings yet
- Mathematics Online WWW - Mathematicsonline.co - in Three Dimensional Coordinate Assignment 3Document5 pagesMathematics Online WWW - Mathematicsonline.co - in Three Dimensional Coordinate Assignment 3Karm VeerNo ratings yet
- SCIENCE 4 PPT Q3 - Interactive Quiz - Heat, Light, SoundDocument50 pagesSCIENCE 4 PPT Q3 - Interactive Quiz - Heat, Light, SoundRe ChelNo ratings yet
- A Ghost in The MachineDocument7 pagesA Ghost in The MachineSicklslicerNo ratings yet
- Grade 6 Elevate Science Workbook - 86500313 - 225 - 2022519533Document63 pagesGrade 6 Elevate Science Workbook - 86500313 - 225 - 2022519533satbooks30No ratings yet
- Electropneumatic and Hydraulic DNT241: Experiment No. 4Document7 pagesElectropneumatic and Hydraulic DNT241: Experiment No. 4Izz Hanzalah AhmadNo ratings yet
- TDS PH MacTexMXL May2014Document1 pageTDS PH MacTexMXL May2014Catherine MagnayeNo ratings yet
- EsdDocument44 pagesEsdAbhishek MatNo ratings yet
- Aplicaciones Krohne PDFDocument58 pagesAplicaciones Krohne PDFcollegio101083No ratings yet
- Brochure CTS-9005Document4 pagesBrochure CTS-9005Dika AnggaraNo ratings yet
- Three-Phase Power Flow Calculations Using Direct ZBUS Method For Large-Scale Unbalanced Distribution NetworksDocument8 pagesThree-Phase Power Flow Calculations Using Direct ZBUS Method For Large-Scale Unbalanced Distribution NetworksApikShafieeNo ratings yet
- To Determine The Concentration of Sucrose Solution That Is Isotonic To The Cell Sap of Mango.Document2 pagesTo Determine The Concentration of Sucrose Solution That Is Isotonic To The Cell Sap of Mango.Jason SiahNo ratings yet
- ABB SR 60 Years of HVDC - 72dpi PDFDocument72 pagesABB SR 60 Years of HVDC - 72dpi PDFroyclhorNo ratings yet
- Fishers LDADocument47 pagesFishers LDABinduNo ratings yet