You might also like
- Unit - I Introduction To SHRMDocument26 pagesUnit - I Introduction To SHRMBindal HeenaNo ratings yet
- Assignment FMIDocument2 pagesAssignment FMIBindal HeenaNo ratings yet
- CustodyDocument6 pagesCustodyBindal HeenaNo ratings yet
- The Nature of Risk ManagementDocument36 pagesThe Nature of Risk ManagementBindal HeenaNo ratings yet
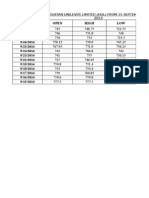
- Share Price of Hul ExcelDocument2 pagesShare Price of Hul ExcelBindal HeenaNo ratings yet
- 10 Capital Adequacy NormsDocument23 pages10 Capital Adequacy NormsBindal HeenaNo ratings yet
- Efficient Decision Making Process and TypesDocument16 pagesEfficient Decision Making Process and TypesBindal HeenaNo ratings yet
- Guidelines For Internal Marks and Assignments New - PDF (4th Sem)Document2 pagesGuidelines For Internal Marks and Assignments New - PDF (4th Sem)Bindal HeenaNo ratings yet
- Abreviations: Difc Dubai International Financial Centre LTDDocument1 pageAbreviations: Difc Dubai International Financial Centre LTDBindal HeenaNo ratings yet
- 4 Call Money MarketDocument36 pages4 Call Money MarketBindal HeenaNo ratings yet
- Performance EvaluationDocument8 pagesPerformance Evaluationanupam99276No ratings yet
- Gems and Jewellery Company SWOT and Business PlanDocument6 pagesGems and Jewellery Company SWOT and Business PlanBindal HeenaNo ratings yet
- NTPC Project ReportDocument88 pagesNTPC Project ReportBindal HeenaNo ratings yet
- 3 Money MarketDocument14 pages3 Money MarketBindal HeenaNo ratings yet
- 2 Primary MarketDocument28 pages2 Primary Marketshrutidas2No ratings yet
- L1 L3Document21 pagesL1 L3Bindal HeenaNo ratings yet
- Schedule Opportunity 190614Document4 pagesSchedule Opportunity 190614Bindal HeenaNo ratings yet
- Financial Markets and Institutions OverviewDocument32 pagesFinancial Markets and Institutions OverviewBindal Heena100% (2)
- Capital Adequacy 148Document11 pagesCapital Adequacy 148Bindal Heena100% (1)
- Project Management in Ntpc-LibreDocument25 pagesProject Management in Ntpc-LibreBindal Heena100% (1)
- L1 L3Document21 pagesL1 L3Bindal HeenaNo ratings yet
- Narasimham Committee ReportsDocument28 pagesNarasimham Committee ReportsBindal HeenaNo ratings yet
- Project Monitoring System: in NTPCDocument38 pagesProject Monitoring System: in NTPCBindal HeenaNo ratings yet
- Project Monitoring System: in NTPCDocument38 pagesProject Monitoring System: in NTPCBindal HeenaNo ratings yet
- Moneycontrol NTPC PL Account and Balance SheetDocument6 pagesMoneycontrol NTPC PL Account and Balance SheetBindal HeenaNo ratings yet
- Security ThreatsDocument49 pagesSecurity ThreatsBindal HeenaNo ratings yet
- Training&Academic Calendar 2013-2014Document152 pagesTraining&Academic Calendar 2013-2014shaktikumarjhaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chiller Koolman CgakDocument8 pagesChiller Koolman Cgakfabieduarte440No ratings yet
- Nuclgauges Form 1Document5 pagesNuclgauges Form 1kirandevi1981No ratings yet
- Regional Approach 2023Document8 pagesRegional Approach 2023Gabriel AvacariteiNo ratings yet
- EHLV Installation - First HalfDocument40 pagesEHLV Installation - First HalfKHA120096 StudentNo ratings yet
- Conumer Behaviour Towards Samsung AC in JalandharDocument30 pagesConumer Behaviour Towards Samsung AC in JalandharShantana Bose100% (1)
- Fire Protection Inspection Checklist enDocument4 pagesFire Protection Inspection Checklist engalihasyhariNo ratings yet
- Chapter 12 ITDocument22 pagesChapter 12 ITFarhanah MansorNo ratings yet
- Development of The Access System For Offshore Wind TurbinesDocument205 pagesDevelopment of The Access System For Offshore Wind TurbinesOmar Eladel MahmoudNo ratings yet
- Flexible AC Transmission Systems Improve Power Grid EfficiencyDocument2 pagesFlexible AC Transmission Systems Improve Power Grid EfficiencyNehaPriyadarshniNo ratings yet
- National Interconnected System3Document16 pagesNational Interconnected System3andresNo ratings yet
- Rupp Direct Fired BrochureDocument28 pagesRupp Direct Fired BrochureAnonymous bHh1L1No ratings yet
- NiMH Charger Application ManualDocument4 pagesNiMH Charger Application ManualFred BohnNo ratings yet
- Champ Ion PackerDocument2 pagesChamp Ion PackerCHO ACHIRI HUMPHREYNo ratings yet
- Nema SM 24 1991 R2002Document93 pagesNema SM 24 1991 R2002surawutwijarn100% (2)
- Guide to MIG Welding FundamentalsDocument31 pagesGuide to MIG Welding FundamentalsAndrés Hurtado100% (1)
- Cinergy Coal AllocationDocument8 pagesCinergy Coal AllocationAbhishek60% (5)
- Maintenance Checks of Your Bühler Die Casting Machine.: Ecoline SeriesDocument2 pagesMaintenance Checks of Your Bühler Die Casting Machine.: Ecoline SeriesMohamedNo ratings yet
- GE752 DC MotorDocument82 pagesGE752 DC MotorAhmed Shawky100% (5)
- Presentation On The Cane IndustryDocument16 pagesPresentation On The Cane IndustryBashir Ahmed MujahidNo ratings yet
- Ejercicios Topico 3 Moreta HenryDocument6 pagesEjercicios Topico 3 Moreta HenrystearimofyNo ratings yet
- Concessions A 4Document1 pageConcessions A 4Inam AhmedNo ratings yet
- Artificial Lift MethodsDocument239 pagesArtificial Lift MethodsEbenezer Amoah-Kyei100% (2)
- ABB Molded Case Circuit Breakers: Technical CatalogDocument229 pagesABB Molded Case Circuit Breakers: Technical CatalogJoy SenNo ratings yet
- Electromagnetism: GCSE PhysicsDocument43 pagesElectromagnetism: GCSE PhysicsNorazlin UjangNo ratings yet
- Organization Study Conducted at NTPC, KorbaDocument81 pagesOrganization Study Conducted at NTPC, KorbaAnsuman Singh ParidaNo ratings yet
- File 395Document88 pagesFile 395asim204No ratings yet
- Energy Management and Optimization: MarginDocument6 pagesEnergy Management and Optimization: MarginVlad AlexeiciucNo ratings yet
- InvoiceDocument8 pagesInvoiceLaura GomezNo ratings yet
- Fail-safe power supply solutionsDocument24 pagesFail-safe power supply solutionsparas99No ratings yet
- 2 N 6517Document9 pages2 N 6517neko1212121515123001No ratings yet