You might also like
- Topcoating Zinc-Rich PrimersDocument6 pagesTopcoating Zinc-Rich Primersdnageshm4n244No ratings yet
- Engineer Manual - Engineer and Design Liquid Process Piping - ReviewDocument245 pagesEngineer Manual - Engineer and Design Liquid Process Piping - ReviewSyedFAkharAbbas100% (5)
- STD Practice For Welding MS Bar For RCC ConstructionIS-2751Document185 pagesSTD Practice For Welding MS Bar For RCC ConstructionIS-2751dnageshm4n244No ratings yet
- Is 210-1993-Grey Iron Castings SpecificationDocument10 pagesIs 210-1993-Grey Iron Castings Specificationdnageshm4n244No ratings yet
- Gas Turbine Basics: An Introduction to the Concepts and CyclesDocument25 pagesGas Turbine Basics: An Introduction to the Concepts and Cyclesdnageshm4n244No ratings yet
- Is 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Document38 pagesIs 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Vivek KalaNo ratings yet
- Welding Newly Developed Seismic Grade Reinforcing BarsDocument8 pagesWelding Newly Developed Seismic Grade Reinforcing Barsdnageshm4n244No ratings yet
- Is 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Document38 pagesIs 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Vivek KalaNo ratings yet
- 800 PDFDocument155 pages800 PDFdnageshm4n244No ratings yet
- (First Revision) : Specification FOR Crane Rail SectionsDocument19 pages(First Revision) : Specification FOR Crane Rail SectionsNeo NaveenNo ratings yet
- Coldrolledlowcarbonsteelsheets and Strips-Specification (: Indian StandardDocument13 pagesColdrolledlowcarbonsteelsheets and Strips-Specification (: Indian Standarddnageshm4n244No ratings yet
- Boiler Act@Business Std-25.06.2010Document1 pageBoiler Act@Business Std-25.06.2010dnageshm4n244No ratings yet
- Comparison ASME and PEDDocument19 pagesComparison ASME and PEDManjadi MaverickNo ratings yet
- Fans & Blowers-Calculation of PowerDocument20 pagesFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- Cap Boiler ManualDocument43 pagesCap Boiler Manualdnageshm4n244100% (1)
- Steel Tube Scale Exfoliation ResistanceDocument11 pagesSteel Tube Scale Exfoliation Resistancednageshm4n244No ratings yet
- Vasthushastra BasicsDocument1 pageVasthushastra Basicsdnageshm4n244No ratings yet
- Fans & Blowers-Calculation of PowerDocument20 pagesFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- Stabilized Ferritic Stainless Steel for Automotive Exhaust SystemsDocument37 pagesStabilized Ferritic Stainless Steel for Automotive Exhaust SystemsShashank SaxenaNo ratings yet
- PWHT of Socket Weldded ValvesDocument6 pagesPWHT of Socket Weldded Valvesdnageshm4n244No ratings yet
- Cracking in Fire Tube BoilersDocument8 pagesCracking in Fire Tube BoilersRui AlexandreNo ratings yet
- Chevron Valve SpecificationDocument32 pagesChevron Valve Specificationhtutswe100% (2)
- Is 318-1981-Specification For Leaded Tin Bronze IngotsDocument7 pagesIs 318-1981-Specification For Leaded Tin Bronze Ingotsdnageshm4n244No ratings yet
- Stabilized Ferritic Stainless Steel for Automotive Exhaust SystemsDocument37 pagesStabilized Ferritic Stainless Steel for Automotive Exhaust SystemsShashank SaxenaNo ratings yet
- M CR 601r1Document14 pagesM CR 601r1nazari123No ratings yet
- From North America's Largest and Most Experienced Belting FabricatorDocument6 pagesFrom North America's Largest and Most Experienced Belting Fabricatordnageshm4n244No ratings yet
- M CR 601r1Document14 pagesM CR 601r1nazari123No ratings yet
- Gaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-TipsDocument4 pagesGaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-Tipsdnageshm4n244No ratings yet
- Stock® HPG Feeder - High Pressure Gravimetric FeederDocument3 pagesStock® HPG Feeder - High Pressure Gravimetric Feederdnageshm4n244No ratings yet
- Mathematics ICSE 17Document40 pagesMathematics ICSE 17dnageshm4n244No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Matrix Algebra by A.S.HadiDocument4 pagesMatrix Algebra by A.S.HadiHevantBhojaram0% (1)
- Shakes Beer: Specialty CocktailsDocument2 pagesShakes Beer: Specialty CocktailsGilberto Luiz MeleiroNo ratings yet
- ASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesDocument1 pageASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesJose Rodrigo Salguero DuranNo ratings yet
- Ped 201 Toddler Observation LabDocument6 pagesPed 201 Toddler Observation Labapi-477856901No ratings yet
- Analytical Mechanics SolutionsDocument193 pagesAnalytical Mechanics SolutionsQuinton Boltin67% (9)
- Great Gatsby Study NotesDocument69 pagesGreat Gatsby Study NotesLara Westwood100% (2)
- Capacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeDocument22 pagesCapacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeZen ZeeNo ratings yet
- Reconsilation of Major Materials Steel SDA Lattice Ribs Rockbolts Admixture Etc.Document99 pagesReconsilation of Major Materials Steel SDA Lattice Ribs Rockbolts Admixture Etc.Rajat SharmaNo ratings yet
- Raspberry PiDocument19 pagesRaspberry PiAnonymous E4Rbo2s100% (1)
- JMJ Marist Brothers Notre Dame of Marbel University Integrated Basic Education Department City of Koronadal, South CotabatoDocument13 pagesJMJ Marist Brothers Notre Dame of Marbel University Integrated Basic Education Department City of Koronadal, South CotabatoNestor Gerotape DiosanaNo ratings yet
- PDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDocument12 pagesPDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDeva RajNo ratings yet
- Assignment #1: 1 HgjyygbykvrfDocument1 pageAssignment #1: 1 HgjyygbykvrfJuan Sebastian ArangoNo ratings yet
- Mathematics 5 Q1 W10Document31 pagesMathematics 5 Q1 W10Aices Jasmin Melgar BongaoNo ratings yet
- Matrix Analysis of Group Structure Reveals Key InsightsDocument22 pagesMatrix Analysis of Group Structure Reveals Key InsightsMahnooranjumNo ratings yet
- Mar For M: I MMQ SeriesDocument28 pagesMar For M: I MMQ SeriesIpal Febri NartaNo ratings yet
- 322439480MVR Single Page Single Page Booklet - OPTDocument12 pages322439480MVR Single Page Single Page Booklet - OPTlarry vargas bautistaNo ratings yet
- Australian 9 Grade Physics Lesson 1Document32 pagesAustralian 9 Grade Physics Lesson 1binoyrajcrNo ratings yet
- EAGLE TUGS - Parts Service ManualDocument72 pagesEAGLE TUGS - Parts Service ManualDave MilnerNo ratings yet
- Stepan Pol BC 180Document2 pagesStepan Pol BC 180Parag RautNo ratings yet
- Pd3c CV Swa (22kv)Document2 pagesPd3c CV Swa (22kv)เต่า วีไอNo ratings yet
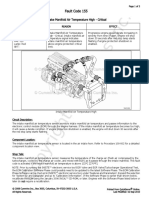
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocument3 pagesFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- DUB01CB Eng PDFDocument4 pagesDUB01CB Eng PDFAnonymous hj273CMNo ratings yet
- Tracking sports training efficiency with surface EMGDocument8 pagesTracking sports training efficiency with surface EMGsdjuknicNo ratings yet
- Collab#2 (Edited)Document14 pagesCollab#2 (Edited)Yani BatoctoyNo ratings yet
- ASSEMBLING COMPUTER: HOW TO BUILD A PCDocument48 pagesASSEMBLING COMPUTER: HOW TO BUILD A PCCeejaay PelinaNo ratings yet
- Shop Math PDFDocument29 pagesShop Math PDFKen LeeNo ratings yet
- PRN Maths Midterm QP Aug 18Document3 pagesPRN Maths Midterm QP Aug 18JanakChandPNo ratings yet
- 5.case Study: Effects of Homeopathic Medicines in AdultsDocument2 pages5.case Study: Effects of Homeopathic Medicines in AdultsAMEEN ARTSNo ratings yet
- Delay-Tolerant NetworksDocument66 pagesDelay-Tolerant NetworksMegi YantoNo ratings yet
- Dell Precision Workstations: The #1 Workstations in The WorldDocument7 pagesDell Precision Workstations: The #1 Workstations in The WorldDiego RodriguezNo ratings yet