You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- IEEE-A Primer On Capacitor Bank ProtectionDocument6 pagesIEEE-A Primer On Capacitor Bank ProtectionGustavo AguayoNo ratings yet
- Report On Transformer Pre - Commissioning: A) VECTOR GROUP TEST: Tick AppropriatelyDocument2 pagesReport On Transformer Pre - Commissioning: A) VECTOR GROUP TEST: Tick Appropriatelymohan babuNo ratings yet
- GenDocument4 pagesGenBALACHITRANo ratings yet
- Shree Mega Power FinalDocument114 pagesShree Mega Power FinalRaja RamachandranNo ratings yet
- Reference NGT Sizing Calculation Rev R0Document2 pagesReference NGT Sizing Calculation Rev R0harish kjhanndelwalNo ratings yet
- Electric Machinery and Transformers - I. L. KosowDocument413 pagesElectric Machinery and Transformers - I. L. KosowRaja Ram50% (2)
- Part-2 - Section 7 - Static Digital Excitation System - Particular Technical SpecificationDocument71 pagesPart-2 - Section 7 - Static Digital Excitation System - Particular Technical SpecificationAli HEIDARINo ratings yet
- Short Circuit CalculationDocument4 pagesShort Circuit CalculationAnonymous SrVaQYNo ratings yet
- Exide Industries Ltd. Welcomes You: Presentation On Inverter BatteriesDocument33 pagesExide Industries Ltd. Welcomes You: Presentation On Inverter BatteriesRaja RamNo ratings yet
- Grid PV EconomicsDocument9 pagesGrid PV EconomicsMarius AbduramanNo ratings yet
- A Survey of Neutral Currents in Three-PhaseDocument9 pagesA Survey of Neutral Currents in Three-PhaseImranul KarimNo ratings yet
- Tidal Power: Its Meaning, Causes of Tides and Their Energy Potential, Enhancement ofDocument1 pageTidal Power: Its Meaning, Causes of Tides and Their Energy Potential, Enhancement ofRaja RamNo ratings yet
- Answer KeupysDocument5 pagesAnswer KeupysRaja RamNo ratings yet
- HVDC UNIT I - OptDocument38 pagesHVDC UNIT I - OptRaja RamNo ratings yet
- Ee2032 ND 2012Document2 pagesEe2032 ND 2012Raja RamNo ratings yet
- 8 HVDC - Chap11Document21 pages8 HVDC - Chap11ErsaliaDNNo ratings yet
- 03-Back Propagation NetworkDocument33 pages03-Back Propagation NetworkKirtesh SharmaNo ratings yet
- 05 Adaptive Resonance Theory ART - CSE TUBEDocument59 pages05 Adaptive Resonance Theory ART - CSE TUBERaja RamNo ratings yet
- UPDocument1 pageUPVelmurugan SivaramanNo ratings yet
- 03-Back Propagation NetworkDocument33 pages03-Back Propagation NetworkKirtesh SharmaNo ratings yet
- 04 - Associative - Memory - CSE TUBEDocument41 pages04 - Associative - Memory - CSE TUBERaja RamNo ratings yet
- 2Document90 pages2Raja RamNo ratings yet
- Ant Colony Optimization OverviewDocument31 pagesAnt Colony Optimization OverviewMohammed LubbadNo ratings yet
- 03 - Back - Propagation - Network - CSE TUBEDocument33 pages03 - Back - Propagation - Network - CSE TUBERaja RamNo ratings yet
- Welcome: © 2003, Exide Industries Limited. All Rights ReeservedDocument30 pagesWelcome: © 2003, Exide Industries Limited. All Rights ReeservedRaja RamNo ratings yet
- PedDocument32 pagesPedPartha SarathyNo ratings yet
- 02 Fundamentals of Neural Network - CSE TUBEDocument39 pages02 Fundamentals of Neural Network - CSE TUBERaja RamNo ratings yet
- P PartsDocument19 pagesP PartsRaja RamNo ratings yet
- Ocp For Oil Handling-ModiDocument3 pagesOcp For Oil Handling-ModiRaja RamNo ratings yet
- 01 Introduction To Soft Computing - CSE TUBEDocument59 pages01 Introduction To Soft Computing - CSE TUBERaja RamNo ratings yet
- Industrial Batteries - Product ProfileDocument10 pagesIndustrial Batteries - Product ProfileRaja RamNo ratings yet
- Dealer PresentationDocument39 pagesDealer PresentationRaja RamNo ratings yet
- Electrical Supply SchemeDocument14 pagesElectrical Supply SchemeRaja RamNo ratings yet
- 1mtech Ee PCDDocument89 pages1mtech Ee PCDRaja RamNo ratings yet
- Air CompressorsDocument68 pagesAir CompressorsRaja RamNo ratings yet
- What Is An Electric Motor?: - Electromechanical Device That Converts - Mechanical Energy Used To E.GDocument37 pagesWhat Is An Electric Motor?: - Electromechanical Device That Converts - Mechanical Energy Used To E.GRaja RamNo ratings yet
- Oracle Advanced Security: Administrator's GuideDocument282 pagesOracle Advanced Security: Administrator's GuideRaja RamNo ratings yet
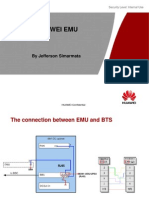
- Huawei Emu: by Jefferson SimarmataDocument17 pagesHuawei Emu: by Jefferson SimarmataRZNo ratings yet
- Sheet 3Document3 pagesSheet 3Mohab SamehNo ratings yet
- UCI274HDocument8 pagesUCI274H3efooNo ratings yet
- Chapter9 PDFDocument8 pagesChapter9 PDFJagadeesan SaiNo ratings yet
- SD1-40N - Ev & SD3-40N - EvDocument1 pageSD1-40N - Ev & SD3-40N - EvarllanbdNo ratings yet
- Investigation of Microgrids With Both Inverter Interfaced and Direct AC-Connected Distributed Energy ResourcesDocument9 pagesInvestigation of Microgrids With Both Inverter Interfaced and Direct AC-Connected Distributed Energy ResourcesAhmed WestministerNo ratings yet
- Bep 2Document4 pagesBep 2RK KNo ratings yet
- 1030365252412-mvtp en 0796Document4 pages1030365252412-mvtp en 0796Kamal NandanNo ratings yet
- Transient Stability Events and ActionsDocument8 pagesTransient Stability Events and ActionsAnonymous xBi2FsBxNo ratings yet
- Super BatteriesDocument4 pagesSuper BatterieswodrNo ratings yet
- Power Generation Through Gym EquipmentDocument6 pagesPower Generation Through Gym EquipmentMufid SyedNo ratings yet
- Assignment 3Document4 pagesAssignment 3Lala's gamingNo ratings yet
- TPEL Xiang A High-Efficiency High-Power-Density On-Board Low-Voltage DCDC Converter For EV PDFDocument14 pagesTPEL Xiang A High-Efficiency High-Power-Density On-Board Low-Voltage DCDC Converter For EV PDF21F018 - HARIPRASAD MNo ratings yet
- SC1375 QSK38-G4 60HZ Cummins GeneratorDocument4 pagesSC1375 QSK38-G4 60HZ Cummins GeneratorChen CarolineNo ratings yet
- Walker PV TechnologyDocument53 pagesWalker PV TechnologyaakashtrivediNo ratings yet
- D3.2 - Local Control and Simulation Tools For Large Transmission SystemsDocument90 pagesD3.2 - Local Control and Simulation Tools For Large Transmission Systemszawad mridulNo ratings yet
- Overhead Line Electrical CharacteristicsDocument2 pagesOverhead Line Electrical CharacteristicspecampbeNo ratings yet
- Lanchshire BoilerDocument13 pagesLanchshire Boilerkarthik2468No ratings yet
- Electric Vehicle Charging Infrastructure: A Guide For Discom ReadinessDocument64 pagesElectric Vehicle Charging Infrastructure: A Guide For Discom ReadinessPixiNo ratings yet
- Kingdom of Saudi Arabia King Khalid University Faculty of Engineering Electrical Engineering DeptDocument4 pagesKingdom of Saudi Arabia King Khalid University Faculty of Engineering Electrical Engineering DeptMAHAMMAD ILIYASNo ratings yet
- Kräutler Elektro-BootsmotorenDocument98 pagesKräutler Elektro-BootsmotorenMat FraboNo ratings yet
- TR006-PAT Report - 132kV VT TestDocument8 pagesTR006-PAT Report - 132kV VT TestPrabaNo ratings yet
- (24-25) Motor Generator TRAINERDocument2 pages(24-25) Motor Generator TRAINERaktifiantoNo ratings yet