You might also like
- Agma 915-2-A05Document31 pagesAgma 915-2-A05simone.castagnetti100% (2)
- Ansi Agma 2015 2a 06Document20 pagesAnsi Agma 2015 2a 06hanrotools100% (1)
- Ansi Agma6010 f97Document62 pagesAnsi Agma6010 f97vyhtran4731No ratings yet
- Agma 915-3-A99Document16 pagesAgma 915-3-A99simone.castagnetti100% (1)
- Agma Ansi Iso1328 1 99Document35 pagesAgma Ansi Iso1328 1 99Luis Testa100% (1)
- AGMA 420 04 Enclosed Speed Reducers PDFDocument88 pagesAGMA 420 04 Enclosed Speed Reducers PDFRoro100% (2)
- Ansi Agma6001 d97Document48 pagesAnsi Agma6001 d97anhntran4850No ratings yet
- AGMA 1103-H07 Tooth Proportions For Fine - Pitch Spur and Helical Gearing (Metric Edition)Document32 pagesAGMA 1103-H07 Tooth Proportions For Fine - Pitch Spur and Helical Gearing (Metric Edition)simone.castagnetti100% (1)
- Agma 904-C96 PDFDocument27 pagesAgma 904-C96 PDFMehul BansalNo ratings yet
- Agma 911-A94Document106 pagesAgma 911-A94simone.castagnetti100% (1)
- 1012-G05 Gear Nomenclature, Definition of TermsDocument80 pages1012-G05 Gear Nomenclature, Definition of TermsPablo Andrés Duque Ramírez71% (7)
- Agma 930-A05Document86 pagesAgma 930-A05Mehul Bansal100% (1)
- AGMA 929-A06 Calculation of Bevel Gear Top Land and Guidance On Cutter Edge RadiusDocument43 pagesAGMA 929-A06 Calculation of Bevel Gear Top Land and Guidance On Cutter Edge Radiussimone.castagnetti100% (4)
- Agma 914-B04Document45 pagesAgma 914-B04simone.castagnetti100% (2)
- AGMA 925-A03 - Effect of Lubrication On Gear Surface DistressDocument58 pagesAGMA 925-A03 - Effect of Lubrication On Gear Surface Distresssimone.castagnetti100% (2)
- Ansi Agma 6011 J14 2014Document69 pagesAnsi Agma 6011 J14 2014mhmd100% (1)
- Agma Ansi 1006-A97Document56 pagesAgma Ansi 1006-A97ermaksan100% (2)
- AGMA - Gear Tooth Surface Texture With Fuctnional ConsiderationsDocument22 pagesAGMA - Gear Tooth Surface Texture With Fuctnional ConsiderationsnrogernNo ratings yet
- Agma 926-C99Document16 pagesAgma 926-C99Mehul Bansal100% (2)
- ANSI-AGMA 2004-B89-1995 Gear Materials and Heat Treatment ManualDocument79 pagesANSI-AGMA 2004-B89-1995 Gear Materials and Heat Treatment ManualSantosh Shankarappa100% (4)
- Agma 927-A01 PDFDocument38 pagesAgma 927-A01 PDFRoro100% (1)
- Agma 1102-A03Document56 pagesAgma 1102-A03simone.castagnetti100% (3)
- Agma 918-A93Document49 pagesAgma 918-A93simone.castagnetti100% (2)
- Ansi Agma 2001 D04Document66 pagesAnsi Agma 2001 D04Udit Agrawal100% (3)
- Splines - Design and Application: AGMA Information SheetDocument9 pagesSplines - Design and Application: AGMA Information SheetrezaNo ratings yet
- Standard For Industrial Enclosed Gear Drives (Metric Edition)Document67 pagesStandard For Industrial Enclosed Gear Drives (Metric Edition)Nicole Suarez50% (2)
- Agma Technical Paper-Calculated Scuffing Risk Correlating Agma 925-A03, Agma 6011-j14, and Original Maag Gear PredictionsDocument17 pagesAgma Technical Paper-Calculated Scuffing Risk Correlating Agma 925-A03, Agma 6011-j14, and Original Maag Gear PredictionsKOMATSU SHOVELNo ratings yet
- AGMA 2009-B01 Bevel Gear Classification, Tolerances, and Measuring MethodsDocument76 pagesAGMA 2009-B01 Bevel Gear Classification, Tolerances, and Measuring Methodsvacamia2No ratings yet
- AGMA 917-B97 Design Manual For Parallel Shaft Fine-Pitch GearingDocument92 pagesAGMA 917-B97 Design Manual For Parallel Shaft Fine-Pitch Gearingsimone.castagnetti100% (4)
- AGMA PubsCat Oct16Document113 pagesAGMA PubsCat Oct16nanlingjigongNo ratings yet
- ISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Document42 pagesISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Màu Đen Cuộc SốngNo ratings yet
- Ansi-Agma 2004-C08-2008 PDFDocument76 pagesAnsi-Agma 2004-C08-2008 PDFDivoneiPaulo100% (3)
- Accuracy Standards: and ISOIDocument4 pagesAccuracy Standards: and ISOIali_yy2003100% (1)
- Agma 930-A05Document86 pagesAgma 930-A05simone.castagnetti100% (2)
- AGMA Technical PaperDocument14 pagesAGMA Technical PaperLuis TestaNo ratings yet
- Norma ANSI+AGMA+6000-B96+ (R2002)Document28 pagesNorma ANSI+AGMA+6000-B96+ (R2002)Alex Ripoll100% (5)
- Agma 912-A04Document30 pagesAgma 912-A04simone.castagnetti100% (3)
- American Gear ManufacturersDocument20 pagesAmerican Gear Manufacturerssimone.castagnetti100% (1)
- ANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualDocument79 pagesANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualMarcelo Crestani100% (3)
- Gear Hand BookDocument104 pagesGear Hand BookOddysseus5100% (7)
- Agma 2101-D04 PDFDocument66 pagesAgma 2101-D04 PDFrafael moran100% (1)
- Agma 2015 915-1-A02Document152 pagesAgma 2015 915-1-A02neno2405No ratings yet
- Agma 906 A94Document22 pagesAgma 906 A94Anonymous Z5wCELpNo ratings yet
- Gear TechnologyDocument132 pagesGear TechnologyJorge Sousa100% (4)
- Gear TechnologyDocument122 pagesGear Technologydat8ja100% (2)
- Agma 917-B97Document92 pagesAgma 917-B97Mauricio AdameNo ratings yet
- Agma 1103 h07 Tooth Proportions For Fine Pitch Spur and Helical Gearing Metric Edition PDFDocument32 pagesAgma 1103 h07 Tooth Proportions For Fine Pitch Spur and Helical Gearing Metric Edition PDFLucas RaithsNo ratings yet
- Agma 929 A06 Calculation of Bevel Gear Top Land and Guidance On Cutter Edge RadiusDocument43 pagesAgma 929 A06 Calculation of Bevel Gear Top Land and Guidance On Cutter Edge RadiusDiego CarrascoNo ratings yet
- Agma 2002-B88Document48 pagesAgma 2002-B88simone.castagnetti92% (13)
- Aircraft Bearing AuroraDocument40 pagesAircraft Bearing AuroraWellington S. FrançaNo ratings yet
- Ansi Agma 2015-1-A01Document44 pagesAnsi Agma 2015-1-A01Nilson Venancio94% (17)
- ARL-TR-2074 - Analysis Fuze Configurable Range CorrectionDocument71 pagesARL-TR-2074 - Analysis Fuze Configurable Range CorrectionIndiodyc69No ratings yet
- Gear Std'sDocument5 pagesGear Std'sDariusz GruszkaNo ratings yet
- Gear Design Engineering Tools Data KnowledgeDocument4 pagesGear Design Engineering Tools Data KnowledgeKeith AdminNo ratings yet
- Kaydon Catalog 300Document136 pagesKaydon Catalog 300George DragomirNo ratings yet
- Machine Design Mini Project, Sem I 2018 2019Document2 pagesMachine Design Mini Project, Sem I 2018 2019lucasNo ratings yet
- Agma Ansi Iso1328 2 99 PDFDocument18 pagesAgma Ansi Iso1328 2 99 PDFPablo Maraj100% (1)
- Installation - Ring Gear Installation ManualDocument31 pagesInstallation - Ring Gear Installation ManualManuel Ortiz86% (7)
- SplinesDocument5 pagesSplinesmahesh_belgavi100% (1)
- CAVEX Worm Gear Units Deliver Up to 95% Efficiency in Single & Multi-Stage ModelsDocument2 pagesCAVEX Worm Gear Units Deliver Up to 95% Efficiency in Single & Multi-Stage Modelspablo_stzNo ratings yet
- This Kisssoft Demoversion May Not Be Used For Professional Application ! Important Hint: at Least One Warning Has Occurred During The CalculationDocument7 pagesThis Kisssoft Demoversion May Not Be Used For Professional Application ! Important Hint: at Least One Warning Has Occurred During The Calculationpablo_stzNo ratings yet
- Oil Absorption of Pigments by Gardner-Coleman Method: Standard Test Method ForDocument2 pagesOil Absorption of Pigments by Gardner-Coleman Method: Standard Test Method Forpablo_stzNo ratings yet
- Aluminum-Bronze Sand Castings: Standard Specification ForDocument5 pagesAluminum-Bronze Sand Castings: Standard Specification Forpablo_stzNo ratings yet
- Influence of Factors on ISO Gear CalculationDocument25 pagesInfluence of Factors on ISO Gear Calculationpablo_stzNo ratings yet
- Document 1Document5 pagesDocument 1pablo_stzNo ratings yet
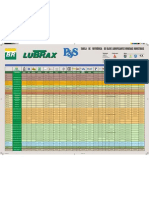
- Óleos lubrificantes industriaisDocument1 pageÓleos lubrificantes industriaisMauro S Cabral67% (18)
- Official Ied 1Document5 pagesOfficial Ied 1api-532866093No ratings yet
- OSS ReferenceDocument336 pagesOSS ReferenceMonish R Nath50% (2)
- Double-Multiple StramtubeDocument9 pagesDouble-Multiple StramtubeTheo PopaNo ratings yet
- How To Upload PsDocument16 pagesHow To Upload Psrohan sharmaNo ratings yet
- Discharge Nozzle 360º Fedrxxx: DescriptionDocument2 pagesDischarge Nozzle 360º Fedrxxx: Descriptionhatem hbibiNo ratings yet
- Maruti Strike ReportDocument37 pagesMaruti Strike ReportHyder HussainNo ratings yet
- Hero Honda Motorcycle ProjectDocument93 pagesHero Honda Motorcycle ProjectSharath HegdeNo ratings yet
- Wilson Sporting Goods V Rawlings Sporting GoodsDocument38 pagesWilson Sporting Goods V Rawlings Sporting GoodsDarren Adam HeitnerNo ratings yet
- Xerox Management Failed To See The Opportunities Afforded by Many of The Innovations at ParcDocument2 pagesXerox Management Failed To See The Opportunities Afforded by Many of The Innovations at Parcambrosialnectar50% (2)
- Report FinalDocument80 pagesReport Finalnitishbhardwaj123No ratings yet
- Amp GardDocument40 pagesAmp GardRoberto Andrés AlvarezNo ratings yet
- Transparent Corrugated Sheets Product OverviewDocument13 pagesTransparent Corrugated Sheets Product OverviewBharathVenkatachalamNo ratings yet
- Order Information Sheet (OIS) : Insertion Air/Gas Mass Flow MeterDocument3 pagesOrder Information Sheet (OIS) : Insertion Air/Gas Mass Flow MeterjakkyjeryNo ratings yet
- Renewable and Sustainable Energy Reviews: Thomas Poulsen, Rasmus LemaDocument14 pagesRenewable and Sustainable Energy Reviews: Thomas Poulsen, Rasmus LemaRosHan AwanNo ratings yet
- Billtrust training accounts and enrollment tokens guideDocument2 pagesBilltrust training accounts and enrollment tokens guideThomas RegalaNo ratings yet
- A - Application of MOORA Method Fo R Parametric Optimiza Tion of Milling Process - EIJAER2040 PDFDocument16 pagesA - Application of MOORA Method Fo R Parametric Optimiza Tion of Milling Process - EIJAER2040 PDFOno SuharsonoNo ratings yet
- Metering For Linemen: Current TransformersDocument3 pagesMetering For Linemen: Current TransformersEBENo ratings yet
- A New Method For Synchronous Generator Core EvaluationDocument7 pagesA New Method For Synchronous Generator Core EvaluationIndra JayaNo ratings yet
- MBA 6011 Partial Mod 19 2013Document11 pagesMBA 6011 Partial Mod 19 2013sumithaps66469No ratings yet
- Kitz Gate ValveDocument28 pagesKitz Gate ValvemohamedfirozNo ratings yet
- Lawaan Cemetery Part 2Document17 pagesLawaan Cemetery Part 2Mark Joseph ArellanoNo ratings yet
- The Envelopes of The Arts Centre in SingaporeDocument12 pagesThe Envelopes of The Arts Centre in SingaporeAndriNo ratings yet
- IntergrafDocument6 pagesIntergrafripac100% (1)
- Project Management For Construction - The Design and Construction ProcessDocument3 pagesProject Management For Construction - The Design and Construction ProcessMark Alvin L. AcordaNo ratings yet
- Qualifying Personnel To Visually Inspect Cleaned EquipmentDocument5 pagesQualifying Personnel To Visually Inspect Cleaned EquipmentLê Nho ĐánNo ratings yet
- Philips: Failure Mode and Effect AnalysisDocument74 pagesPhilips: Failure Mode and Effect AnalysisBunga MelurNo ratings yet
- The Critical Success Factors in Customer Relationship Management (CRM) (ERP) ImplementationDocument15 pagesThe Critical Success Factors in Customer Relationship Management (CRM) (ERP) ImplementationSatya Sai KiranNo ratings yet
- Airworks TeaserDocument8 pagesAirworks TeaserNavin GuptaNo ratings yet
- Enterprise Data Management PDFDocument18 pagesEnterprise Data Management PDFRajesh MurugesanNo ratings yet
- INTERFACE LOADINGDocument31 pagesINTERFACE LOADINGNagraj Goud100% (1)