You might also like
- Steel Plate Comparision PDFDocument2 pagesSteel Plate Comparision PDFchandakweNo ratings yet
- Norsok L-004 Piping Fabrication 2010 PDFDocument30 pagesNorsok L-004 Piping Fabrication 2010 PDFarifin rizal100% (1)
- P Kjs PDFDocument38 pagesP Kjs PDFchandakweNo ratings yet
- P Kjs PDFDocument38 pagesP Kjs PDFchandakweNo ratings yet
- 14 Brittle Fracture and Impact Testing-8-20 PDFDocument13 pages14 Brittle Fracture and Impact Testing-8-20 PDFchandakweNo ratings yet
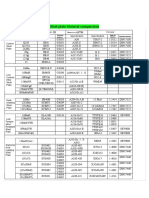
- TTP S S355 KT-50 Z35 Plate 80 S S355 KT-50 Plate 70 Plate Plate Plate Plate Steel Category Steel Grade Steel Quality Diameter MM THK MMDocument1 pageTTP S S355 KT-50 Z35 Plate 80 S S355 KT-50 Plate 70 Plate Plate Plate Plate Steel Category Steel Grade Steel Quality Diameter MM THK MMchandakweNo ratings yet
- Form Answer Sheet 3.0Document7 pagesForm Answer Sheet 3.0chandakweNo ratings yet
- Ceq, PCM and PreheatDocument4 pagesCeq, PCM and PreheatchandakweNo ratings yet
- Welding TermsDocument4 pagesWelding TermschandakweNo ratings yet
- Form Answer Sheet 3.0 InspectionDocument6 pagesForm Answer Sheet 3.0 InspectionchandakweNo ratings yet
- Welding ConsumablesDocument5 pagesWelding ConsumableschandakweNo ratings yet
- Use Caution When Specifying "Seal Welds": Design FileDocument4 pagesUse Caution When Specifying "Seal Welds": Design FilePrabhat K KarnaNo ratings yet
- Asme Section Ix InterpretationsDocument77 pagesAsme Section Ix Interpretationsहेमंत कुमार मीणाNo ratings yet
- Consumable CalculatorDocument3 pagesConsumable CalculatorAlpesh Tilva100% (1)
- Use Caution When Specifying "Seal Welds": Design FileDocument4 pagesUse Caution When Specifying "Seal Welds": Design FilePrabhat K KarnaNo ratings yet
- Is Iso 10474 1991Document12 pagesIs Iso 10474 1991chandakweNo ratings yet
- Weld Cracking PDFDocument5 pagesWeld Cracking PDFjuanNo ratings yet
- Weld Design PresentationDocument13 pagesWeld Design PresentationkasaravananNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CFA L1 Ethics Questions and AnswersDocument94 pagesCFA L1 Ethics Questions and AnswersMaulik PatelNo ratings yet
- Cavitation in Francis PDFDocument373 pagesCavitation in Francis PDFAlberto AliagaNo ratings yet
- How To Measure Light Levels and Lux LevelsDocument4 pagesHow To Measure Light Levels and Lux LevelsAngelo PalamingNo ratings yet
- 10.ULABs Presentation Camiguin FinalDocument55 pages10.ULABs Presentation Camiguin FinalKaren Feyt MallariNo ratings yet
- Inclusions in Gross IncomeDocument2 pagesInclusions in Gross Incomeloonie tunesNo ratings yet
- (Walter Podolny, JR., John B. Scalzi) Construction PDFDocument354 pages(Walter Podolny, JR., John B. Scalzi) Construction PDFJuan Carlos CastroNo ratings yet
- Med Error PaperDocument4 pagesMed Error Paperapi-314062228100% (1)
- Analysis of Mozarts k.475Document2 pagesAnalysis of Mozarts k.475ASPASIA FRAGKOUNo ratings yet
- MPH EocDocument8 pagesMPH EocGalaleldin AliNo ratings yet
- Catalyst 4500 SeriesDocument1,230 pagesCatalyst 4500 SeriesnvleninkumarNo ratings yet
- CCBA Exam: Questions & Answers (Demo Version - Limited Content)Document11 pagesCCBA Exam: Questions & Answers (Demo Version - Limited Content)begisep202No ratings yet
- Topics For Oral PresentationDocument6 pagesTopics For Oral PresentationMohd HyqalNo ratings yet
- 20131022-Additive Manufacturing & Allied Technologies, PuneDocument56 pages20131022-Additive Manufacturing & Allied Technologies, Puneprakush_prakushNo ratings yet
- Steinecker Boreas: Wort Stripping of The New GenerationDocument16 pagesSteinecker Boreas: Wort Stripping of The New GenerationAlejandro Javier Delgado AraujoNo ratings yet
- What Is An InfographicDocument4 pagesWhat Is An InfographicAryaaaNo ratings yet
- (Guide) Supercharger V6 For Everyone, Make Your Phone Faster - Xda-DevelopersDocument7 pages(Guide) Supercharger V6 For Everyone, Make Your Phone Faster - Xda-Developersmantubabu6374No ratings yet
- Dbe Bes100 ZZ XXXX YyyDocument3 pagesDbe Bes100 ZZ XXXX Yyyjavierdb2012No ratings yet
- 05271/MFP YPR SPL Sleeper Class (SL)Document2 pages05271/MFP YPR SPL Sleeper Class (SL)Rdx BoeNo ratings yet
- Ansi Numerical CodeDocument6 pagesAnsi Numerical Codekachra13No ratings yet
- Opening The Third EyeDocument13 pagesOpening The Third EyekakamacgregorNo ratings yet
- Perrys Chemical Engineering Handbook 7th Edition PriceDocument3 pagesPerrys Chemical Engineering Handbook 7th Edition PriceSteven Valentius0% (12)
- KVM Architecture OverviewDocument15 pagesKVM Architecture Overviewdattbbk1No ratings yet
- BCSS Sec Unit 1 Listening and Speaking SkillsDocument16 pagesBCSS Sec Unit 1 Listening and Speaking Skillsjiny benNo ratings yet
- Ram BookDocument52 pagesRam BookRobson FletcherNo ratings yet
- Pinto pm5 Tif 02Document24 pagesPinto pm5 Tif 02Salem BawazirNo ratings yet
- Put Them Into A Big Bowl. Serve The Salad in Small Bowls. Squeeze Some Lemon Juice. Cut The Fruits Into Small Pieces. Wash The Fruits. Mix The FruitsDocument2 pagesPut Them Into A Big Bowl. Serve The Salad in Small Bowls. Squeeze Some Lemon Juice. Cut The Fruits Into Small Pieces. Wash The Fruits. Mix The FruitsNithya SweetieNo ratings yet
- Dhulikhel RBB PDFDocument45 pagesDhulikhel RBB PDFnepalayasahitya0% (1)
- Digital-To-Analog Converter - Wikipedia, The Free EncyclopediaDocument8 pagesDigital-To-Analog Converter - Wikipedia, The Free EncyclopediaAnilkumar KubasadNo ratings yet
- Travel OrderDocument2 pagesTravel OrderStephen EstalNo ratings yet