You might also like
- Volume Calculation For Cooling Water NetworkDocument14 pagesVolume Calculation For Cooling Water NetworkarcelitasNo ratings yet
- SBP - Uhmwpe Pipe. Std. Australia PDFDocument23 pagesSBP - Uhmwpe Pipe. Std. Australia PDFarcelitasNo ratings yet
- 1997 - Resistance To Particle Abrasion of Selected PlasticsDocument8 pages1997 - Resistance To Particle Abrasion of Selected PlasticsCarlosRosaNo ratings yet
- Celdas Flotacion Outotec ModuloDocument76 pagesCeldas Flotacion Outotec ModuloarcelitasNo ratings yet
- STE05121 Spreadsheet REV1 JUL03Document11 pagesSTE05121 Spreadsheet REV1 JUL03arcelitasNo ratings yet
- F 2006148 PDFDocument4 pagesF 2006148 PDFarcelitasNo ratings yet
- FirstSteps PDFDocument179 pagesFirstSteps PDFarcelitasNo ratings yet
- CVCALCSDocument10 pagesCVCALCSmishtinilNo ratings yet
- AutoPIPE v9.5 SS4c-lowresDocument73 pagesAutoPIPE v9.5 SS4c-lowresNeil GutierrezNo ratings yet
- Pressure Vessel Design (Faiz Zelin)Document1 pagePressure Vessel Design (Faiz Zelin)arcelitasNo ratings yet
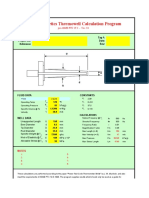
- Thermo-Kinetics Thermowell Calculation Program: Company: Tag #: Project No: Date: RevDocument14 pagesThermo-Kinetics Thermowell Calculation Program: Company: Tag #: Project No: Date: Revvazzoleralex6884No ratings yet
- Sec VIIIDocument26 pagesSec VIIIarcelitasNo ratings yet
- Orifice Plate CalculationDocument3 pagesOrifice Plate Calculationmaulana_madridistaNo ratings yet
- White oil pipeline tank diameter and height calculations for 1200 cubic meter capacityDocument3 pagesWhite oil pipeline tank diameter and height calculations for 1200 cubic meter capacityarcelitasNo ratings yet
- Pipe Thick b31.8Document2 pagesPipe Thick b31.8arcelitasNo ratings yet
- Viscosity CalculationsDocument3 pagesViscosity CalculationsarcelitasNo ratings yet
- Thermal Design of Tank Suction HeaterDocument13 pagesThermal Design of Tank Suction HeaterarcelitasNo ratings yet
- Pipe Size LatestDocument12 pagesPipe Size LatestarcelitasNo ratings yet
- Rectangular TankDocument6 pagesRectangular TankEsapermana RiyanNo ratings yet
- Pressure ThrustDocument2 pagesPressure ThrustarcelitasNo ratings yet
- CFD HandbookDocument275 pagesCFD HandbookWahid AliNo ratings yet
- Finite Element Method - Boundary Element MethodDocument153 pagesFinite Element Method - Boundary Element Methodapi-3698788100% (1)
- HVACSys Eff 06Document15 pagesHVACSys Eff 06arcelitasNo ratings yet
- Helpful CalculatorsDocument26 pagesHelpful CalculatorsarcelitasNo ratings yet
- AISC MEMBER DIMENSIONS AND PROPERTIES VIEWERDocument31 pagesAISC MEMBER DIMENSIONS AND PROPERTIES VIEWERarcelitasNo ratings yet
- Duct Cost Estimator Using 2004 R.S. Means Building Construction Cost DataDocument8 pagesDuct Cost Estimator Using 2004 R.S. Means Building Construction Cost DataarcelitasNo ratings yet
- Design of Carbon Filters: InputsDocument5 pagesDesign of Carbon Filters: InputsarcelitasNo ratings yet
- Insulation Thickness Heat Transfer Pipe CalculationsDocument2 pagesInsulation Thickness Heat Transfer Pipe Calculationsrajpal14667% (6)
- Pressure Drop Calculation Equations For PIPING and PIPELINEDocument3 pagesPressure Drop Calculation Equations For PIPING and PIPELINETiano BaLajadia100% (4)
- API 620 Tank CalculationsDocument11 pagesAPI 620 Tank CalculationsPrashant Malve64% (11)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Energy in Pressure Vessel: Energy Released During Failure of CNG CylinderDocument2 pagesEnergy in Pressure Vessel: Energy Released During Failure of CNG CylinderAsim Riaz100% (1)
- 2305-2308 GrpnoDocument17 pages2305-2308 Grpno2306 Reuben NoronhaNo ratings yet
- LIT ShopTek LS15E 20090312Document8 pagesLIT ShopTek LS15E 20090312Elvis DiazNo ratings yet
- Psychotronic Generator by Robert HoffmanDocument7 pagesPsychotronic Generator by Robert Hoffmanjokerrabit100% (1)
- Gerry Vassilatos LostScienceCompleteEditionDocument258 pagesGerry Vassilatos LostScienceCompleteEditionbotezuma0% (1)
- G10 Mock Test 3Document8 pagesG10 Mock Test 3yasserNo ratings yet
- SP-60K-L String Inverter Generates 66kW PowerDocument1 pageSP-60K-L String Inverter Generates 66kW PowerIshant JagotraNo ratings yet
- Fundamental Quantum Mechanics For Engineers: Leon Van DommelenDocument324 pagesFundamental Quantum Mechanics For Engineers: Leon Van DommelenJunior AviationNo ratings yet
- UL9540 Overview: Safety For Energy Storage Systems: Principal Engineer Director Energy & Power Technologies Ul LLCDocument22 pagesUL9540 Overview: Safety For Energy Storage Systems: Principal Engineer Director Energy & Power Technologies Ul LLCSarah PinkNo ratings yet
- Defects Vital for Semiconductor FunctionalityDocument6 pagesDefects Vital for Semiconductor FunctionalityChristian RuizNo ratings yet
- Crash Course on Battery History and TypesDocument67 pagesCrash Course on Battery History and TypesCarito Arcentales100% (1)
- ASRJC H2 Physics MYCT 2022 MCQDocument20 pagesASRJC H2 Physics MYCT 2022 MCQclarissa yeoNo ratings yet
- Chemical Equilibrium: Understanding Dynamic Equilibrium in Chemical ReactionsDocument66 pagesChemical Equilibrium: Understanding Dynamic Equilibrium in Chemical ReactionsBalakrishna ArpulaNo ratings yet
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
- Eaton Poe Ups enDocument2 pagesEaton Poe Ups enThanh Vinh NguyenNo ratings yet
- Electrical Systems and Power Electronics For Aircraft ApplicationsDocument16 pagesElectrical Systems and Power Electronics For Aircraft ApplicationsJulian ManiboNo ratings yet
- MC34067 PDFDocument16 pagesMC34067 PDFwj18868908No ratings yet
- Hdpe VS GRPDocument14 pagesHdpe VS GRPpandyatushar50% (2)
- Catálogo Guindaste de Coluna DemagDocument72 pagesCatálogo Guindaste de Coluna Demag0842500% (1)
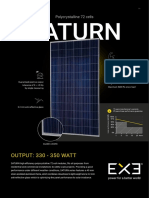
- EXE EN Saturn Poly 72 Cell 330 350 WP - Silver - WhiteDocument2 pagesEXE EN Saturn Poly 72 Cell 330 350 WP - Silver - WhiteFerencNo ratings yet
- 1 Manage Your Energy, Not Your TimeDocument11 pages1 Manage Your Energy, Not Your TimeAlokojjal Banerjee100% (2)
- Harga AC Daikin SplitDocument5 pagesHarga AC Daikin Splitdar mantoNo ratings yet
- Ford Service Calculator EstimateDocument1 pageFord Service Calculator EstimateShreyas TamhanNo ratings yet
- MIE 270 Lab 2 Impact TestingDocument5 pagesMIE 270 Lab 2 Impact TestingVag UselessNo ratings yet
- Effect Distributed GenerationDocument8 pagesEffect Distributed GenerationIndra S WahyudiNo ratings yet
- Protection of Feeder and Transmission LinesDocument6 pagesProtection of Feeder and Transmission LinesKetan KishoreNo ratings yet
- Piping Systems PDFDocument81 pagesPiping Systems PDFFox Alpha DeltaNo ratings yet
- Digitron Semiconductors MAC320 Series Silicon ThyristorsDocument4 pagesDigitron Semiconductors MAC320 Series Silicon ThyristorsSergio FreitasNo ratings yet
- Article 100 - Basic Requirements For Electrical InstallationsDocument10 pagesArticle 100 - Basic Requirements For Electrical InstallationsRobert MarcoliniNo ratings yet
- ARNU48GTMC4Document2 pagesARNU48GTMC4ALEJANDRONo ratings yet