Professional Documents
Culture Documents
Tooth Design: Forces Acting On Spur Gears
Uploaded by
Jitendra Kumar0 ratings0% found this document useful (0 votes)
67 views77 pagesForce that must be transmitted b the gearing is that related to the power de!eloped in the turbine P="#nT hence for the same power the torque is in!ersel related to the speed of transmission forces all act in the same plain as the pitch circle surface diametral plane. The angle of heli to helical gears (about / 0 o) is to ensure that one end of a tooth engages before its preceding teeth has disengaged.
Original Description:
Original Title
gearing.doc
Copyright
© © All Rights Reserved
Available Formats
DOC, PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentForce that must be transmitted b the gearing is that related to the power de!eloped in the turbine P="#nT hence for the same power the torque is in!ersel related to the speed of transmission forces all act in the same plain as the pitch circle surface diametral plane. The angle of heli to helical gears (about / 0 o) is to ensure that one end of a tooth engages before its preceding teeth has disengaged.
Copyright:
© All Rights Reserved
Available Formats
Download as DOC, PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
67 views77 pagesTooth Design: Forces Acting On Spur Gears
Uploaded by
Jitendra KumarForce that must be transmitted b the gearing is that related to the power de!eloped in the turbine P="#nT hence for the same power the torque is in!ersel related to the speed of transmission forces all act in the same plain as the pitch circle surface diametral plane. The angle of heli to helical gears (about / 0 o) is to ensure that one end of a tooth engages before its preceding teeth has disengaged.
Copyright:
© All Rights Reserved
Available Formats
Download as DOC, PDF, TXT or read online from Scribd
You are on page 1of 77
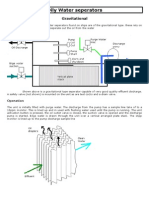
Tooth design
Forces acting on Spur Gears
T= Force transmitted due to torque (torque/pitch radius)
P= Actual Force
S=Force tending to cause seperation of wheel and pinion
Forces all act in the same plain as the pitch circle surface diametral plane. The force that must
be transmitted b the gearing is that related to the power de!eloped in the turbine P="#nT hence for the
same power the torque is in!ersel related to the speed of transmission.
This resultantforce P = Tcos$ is found on both dri!ing and dri!en teeth.
Straight ( spur ) gear teeth meshing is accompanied b impact as the load is transmitted from tooth to
tooth. %o more than &." to &.' teeth are in mesh at an one time.
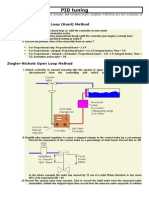
Forces acting on Helical Gears
For helical gears the force triangle is inclined to the diametral plane. An additional component acts along
the shaft.
(t is normal) for large gear sets) to ha!e a second attached wheel with teeth angled opposite to the first to
cancewl out this component.
As the pitch circle is now in the form of an ellipse it is now necessar to resol!e the angles in the normal
and diametral plane to find a new pressure angle so the forces can be resol!ed in the diametral plane.
This can be shown to gi!e the formula
$* = tan
+&
(tan$ / ,os -)
$* = Pressure angle in diametral plane
$ = Pressure angle in normal plane
- = angle of heli.
As cos- is less than & then $* is alwas greater than $ hence the actual loading on a tooth is
increased slightl for the transmission of the smae force.
The angle of heli. gi!en to helical gears (about /0
o
) is to ensure that one end of a tooth
engages before its preceding teeth has disengaged. (n this wa se!eral teeth ma be in mesh and smooth
transfer of load is allowed. The a.ial loading caused b this tpe of mesh is countered b ha!ing bac1 to
bac1 opposite hand teeth.
2ue to unbalanced a.ial loads caused b irregularities in the manufacturing process and wear)
the gear teeth tend to shuttle and fle.ible coupling arrangements must be able to cope.
Gear Bearing Load
The forc P must be carried b the bearings. Additionall the weight of the gear wheel must be carried. 3
resol!ing the force triangle the resultant magnitude and direction of force ma be calculated. The bearing
split on some gearbo. designs are angled to be at right angles to the resultant force direction under full
load. 4il suppl holes are pro!ided well awa from the direction of load. 5elief and oil channels are
pro!ided to carr the oil to the load point. The length to diameter ratio is appro.. "//
Fo the main gear wheel which ma ha!e more than one pinion a polgon of forces must be resol!ed at the
wheel centre to determine resultant ahead and astern load on the bearings
Construction of Primary Wheel
The wheel cenrte is forged integral with the shaft. 6heel is stiifened b a number of a.ial
steel tubes welded to the side plate. This tpe of construction is resistant to !ibration.
%o 1e is fitted
Tip relief
Some earl methods of gear cutting led to a lac1 of uniformit between the start and end of
the heli.. Teeth relief is gi!en to pre!ent shoc1 loading caused b this. Some teeth relief is also gi!en to
reduce loading and pre!ent subsequent brea1down of the oil film. Too much tip relief reduces the effecti!e
depth to a point where the number of teeth in contact is reduced. Also due to the distortion of the Torque
twist and bending due to the tooth load and bearing reactions the load tends to be thrown towards the
outer edge of the tooth. 7ence) the ends of the teeth are chamfered to /0
o
both from tip to root but also
the tooth width is reduced b chamfer to about half root width .
Tooth cutting process
The gear teeth are cut in a separate room which is 1ept at constant temperature. The are hobbled) then
the are sha!ed ( a scrapper ta1es off !er fine sli!ers and is free to follow the tooth form )
The ends and tip of the teeth are relie!ed.
Pinion and wheel are arranged so as not to be as multiples of each other e.g. if ratio &08"90
was required the designer would use &08"9& so that there where man re!olutions before two teeth
repeated a mesh
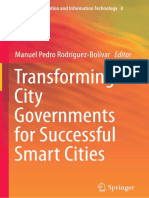
Involute shape
4ften described as the form a the end of a taut string on a drum follows when it is unwound.
This form gi!es a strong root section) impro!ing the resistance to bending whilst being able to
tolerate a degree of misalignment.
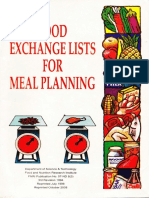
omenclature
(t can be seen that increasing the distance between the centres of the gears will not change
the gearing ratio but will change the pressure angle.
The pitch circle can be related to the diameter of a drum with no gear teeth when related to
gear speeds and hence gear ratio*s.
n1/n2 = d1/d2 = N1/N2
n = speed of rotation
d = diameter of pitch circle
= %umber of teeth
Geartooth nomenclature
The pressure angles are normall 1ept between &'.9 + "0
o
. Too high and it tends to produce sharp
pointed teeth of increased pitch. Too fine and it tends to produce undercutting.
The root circle must be at a radius greater than the base circle for the tooth shape to fall on
the in!olute cur!e. 3 definition) an undercutting below the base line cannot be of the in!olute shape i.e.
the in!olute cur!e is generated from the base circles of both gears. For pinion of the all addendum form
the root circle is pushed out to the base circle so all of the tooth is of the in!olute shape. The mating teeth
are then all addendum. the teeth engage with pure rolling action at the pitch circle and are onl in contact
during the arc of recess with the relati!e sliding in one definite direction o!er the whole tooth
The addendum and deddendum for the pinion and wheel are made different to gi!e the
clearance. This allow oil to become entrapped flow around and out gi!ing a cooling effect. Also it allows
debris to be washed out. The pro!ision of the clearance also allows fillets to be introduced into the base of
the teeth without causing interference.
!odified teeth " not normal no#adays$
The pinion) being sub:ected to the highest stress fluctuations is more li1el to fail. 7ence the pinion ma
be gi!en a positi!e Addendum Modification to increase the thic1ness of the root thereb reducing bending
stresses. This is especiall seen on pinions with a small number of teeth to a!oid undercutting (f the
pinion was made with all addendum) the arc of contact would be reduced and the wheel would require all
deddendum teeth profile. This gi!es a !er thic1 root form for the pinion ) this is particularl seen on
nested gears.
B%C&L%SH
The backlash in a tooth is limited to oil film thickness and also to allow movement to alleviate
problems caused by;
i. Angular movement
ii. Expansion
iii. Flexibility within gear set
!%T'(I%LS I )S'
;p until "0 rs ago *through hardened* materials were widel used and still are but less frequentl. These
are carbon steel wheel rims and nic1el steel pinions.
The factors which overn the suitability of a material are;
1. Surface strength,i.e. resistance to pitting and flaking. his has found to increase with tensile
strength but only to a point with fatigue strength.
!. ooth bending fatigue strength i.e. the ability to resist fracture at or about the root due to the
cyclical application of loads
". he ability to resist scuffing and scoring during short term lubrication failure, and a resistance
to wear.
The ideal was to ha!e both wheel and pinion carburised then machined to remo!e
imperfections caused b the carburising process. 7ere materials are held at <00*, in carbon rich
atmosphere. 7owe!er this is e.pensi!e and difficult to carr out on large wheel rims.
7eat treatment is carried out after the hardening process.
3alance is to use the hard on soft principle) after hobbing and sha!ing onl the pinions are
hardened b nitriding (the shaft is heated in an atmosphere containing free hdrogen) created b heating
ammonia to 900*,)
%itriding created little distortion hence ma1ing grinding unnecessar.
Pro!iding proper design and manufacture and adequate lubrication the surface should tend to
wor1 harden and pro!ide a polished surface. As the surface impro!es so does friction and wear. Pinion
ma be /= nic1el) chromium) molbdenum steel. 6heel ma be 0.'+0.9 = carbon steel
%dvantages of Helical and *ou+le Helical gearing
SINGLE HELICAL DOUBLE HELICAL
Comparative simplicity in grinding No gap, low helix angles - 15 '
Longer grinding times , normal gap
normal helix angle - 30 '
Complete absence o pinion sh!ttling obviates the !se o sliding co!plings "pex wander d!e
to dierent composite pitch errors ca!se sh!ttling#$ear tooth co!plings do not respond
beca!se o the high rictional loads# %est compromise is to !se axially lexible co!plings#
&ith highly acc!rate gear man!act!re this eect is small
"xial thr!st on primary high speed pinion !nless ta'en by t!rbine thr!st bearing can lead to
high losses i looded thr!st pads are !sed# (he !se o brown boveri thr!st cones can be
!sed to overcome this problem#)see %elow*
No axial thr!st and no high speed thr!st
bearings re+!ired# ,inal red!ction wheel
located by propeller thr!st bearing
%all and roller bearings may be !sed to ta'e end thr!st
-!ill shats can be solidly co!pled to primary wheels and secondary pinion# (he helix angle
on each being arranged to balance the axial thr!sts#
.imple side bearings serve to locate the shats # (he axial thr!st o the inal red!ction wheel
being carried by the propeller thr!st bearing#
"xial tilting moment on wheels generally negligible# No tilting moment
.mall helix errors can be perectly corrected # "llows tooth helix angle ad/!stment to negate
bending , torsional and heating eects and hence balance loading across the teeth# 0elix
errors can be ad/!sted in a similar way, b!t not so perectly as or single helical
Summary
The main ad!antage is that the double helical gear does not ha!e end thrust 7owe!er the do ta1e more
time to manufacture and are slightl hea!ier
Bro#n Boveri Thrust Cone
This is a method of absorbing end thrust in single helical gears without resorting to large thrust bearings.
This design is seen insmall steam turbine generator sets.
6ith the cone sstem there is a line of contact and a !er large relati!e radius of cur!ature
with a large oil entraining !elocit of ""0 ft/s .There is thus considerable a.ial resilience with the large
radius of cur!ature) a small radial width of cone is sufficient to ta1e the thrust
Teeth angle correction
6hen a pinion ha!ing a uniform meshing at no load) is torqued at one end) it bends and twists according
to a 1nown algebraic combined deflection )the load distribution is proportional to the tooth deflection.
%ew load distributions can be calculated which can ta1e into account alignment ) bearing
fle.ibilit and thermal effects.
(t can be shown that the tooth separation for double heli. gears is less than that for single
heli. gears.
Temperature effects
;suall the pinion operates at a higher temperature than the wheel. The pinion will e.pand and hence the
pitch will change. The change in a.ial pitch is most important as this wears the teeth at one end of the
heli.
6ith ape. trailing ) the teeth bear hard on the inner ends and with ape. leading the teeth
bear hard on the outer ends.
Ape. trailing is ad!antageous as ape. leading teeth tend to compound the effect of heat
distortion into the torque distortion
Types of Gearing
Spur gears
These are the most common form of dri!e. The are clindrical and ha!e the teeth cut straight and
parallel to the a.is of rotation. The tooth form can be one of se!eral) but there is no a.ial thrust
component on the bearings as the teeth are straight. The efficienc of the spur gear can be as high as
<>= and capable of practical speed ratios of &08& although ?+@8& is more common.
The main disad!antage of spur gears lies in the fact that the tend to be nois at o!er
&000ft/min. (f made to e.ceptionall fine limits of accurac) plain spur gears can be used at far higher
speeds in turbine dri!es.
Single Helical gears
7elical gears are produced b cutting the teeth at an angle to the gear a.is and the teeth follow a spiral
path thus ma1ing for gradual tooth engagement and load distribution. Afficienc is as great as for spur
gears.
5atios of &08& are possible with increased load o!er spur gears. A degree of a.ial thrust is
produced which must be catered for in the bearing design. Angular contact or tapered roller bearings are
emploed. 4n larger designs where plain bearings are fitted a thrust bloc1 arrangement must be fitted.
Single helical gears can be used at speeds up to '000 ft/min
*ou+le Helical gears
,ommonl specified where the a.ial thrust from a single helical design would be too large or where there
plain bearings are used. To balance the side thrust the teeth are formed on each gear in helices of
identical angle but opposite hand. For cast commercial gears the teeth are sometimes of the uninterrupted
tpe) cut b the planing process. For hobbed gears a / in wide gap is left for the hob clearance.
Single reductions of &08& with double reductions of @98& and triple reductions of /908& are
used
Pitch line !elocities from '000 to "0000ft/min are possible depending on the accurac of
manufacture.
Bevel gears
3e!el gears are used in situations where it is desired to transmit motion between two shafts
whose a.is intersect. The most common tpe is that in which the teeth are radial to the point of
intersection of the shaft a.es or ape. and these are 1nown as straight be!el gears.
The tooth action is similar to that of spur gears) being in line contact parallel to the pitch line.
There is no longitudinal sliding between the teeth) but there is an end thrust de!eloped under tooth load
which acts awa from the ape.) thus tending to separate the gears. Thrust bearings must therefore be
pro!ided. The ma.imum gears ratio is '8&. The ma.imum speed at pitchline is &000ft/min.
Spiral +evel gears
The spirall cut gears li1e the helical gear in its relationship to the spur gear) can withstand higher speeds
than the straight cut be!el and is quieter in action. ;nli1e the straight cut be!el gears which can be
shaped or precision forged the spiral be!el gears must be made on a special machine ( made b Bleason
,o). Pitchline !elocities of '000ft/min ma.imum can be handled.
Hypoid gears
Similar in appearance to the spiral be!el gear it is distinguished b ha!ing the pinion a.is
offset to the wheel a.is. The are mainl used in the automoti!e bac1 a.le dri!es where the pro!ide
smooth tooth engagement at the high speeds combined with high load carring capacit.
Spiral or crossed a,is gears
These gears are identical in e!er wa to helical gears) the onl difference is that the are
used to transmit power between shafts that are not parallel. Cating gears must ha!e the same base pitch
but their heli. angled ma !ar. The contact made b the pitch clinders of spiral gears is point contact
onl and there fore spiral gears are suitable for light duties onl.
-ero Bevel gears
These gears ha!e teeth that are cur!ed in the same general direction as straight teeth. The are spiral
gears of Dero spiral angle.
S.e# Bevel gears
(n this form the pinion shaft is offset in relation to the wheel. The pinion ma ha!e straight teeth or it ma
ha!e s1ew teeth similar to a helicall cut be!el gear. The ob:ect is to obtain more gradual tooth
engagement than with a straight tooth be!el. An additional ad!antage is that it sometimes ma1es possible
the pro!ision of bearings at both ends of the pinion shaft. S1ew be!els are seldom used as the are
difficult to set up.
Internal gears
The meshing condition of this sort of gear are said to be better than those of the e.ternal
gears for the reason that the contact area is between a conca!e and a con!e. surface) while also ma1ing
better conditions for lubrication.
4ther ad!antages include shaft direction is the same for input and output) Breater load
capacit is possible) increased safet as the teeth are guarded.
2isad!antages include difficult in supporting the shaft) range of gear cutting processes is
reduced and tooth interference is a common problem.
Worm reducer gears
conditions for worm ears include the followin;
a! shafts at riht anles
b! lare speed reductions in smallest compass
c! smallest number of ears
A worm dri!e comprises a clindrical worm ha!ing helical teeth or threads) similar to a helical
gear) meshing with wheel with a conca!e face. The tooth contact is a line one and hea! loads can be
handled. Afficiencies claimed for worm gears are <@= and abo!e. 5atios of &000*s to one is possible with
double worm dri!es and it is the most popular form of industrial dri!e.
Gear+o, casing and layout
These are sub:ected to a comple. arra of forces from all the components. (t is preferable that all these
are dealt with within the gearcase and little or no residual forces act on the supports. Also it is preferable
that there is no transfer of load from an e.ternal source) sa the propeller.
The gear casing is generall constructed of fabricated steel plates) the casing must ha!e a
certain degree of fle.ibilit internall in the planes in which the bearing loads act to allow for incorrect
tooth contact.
The residual weight and turning moment is supported b as small an area as possible to
negate forces transferred b the mo!ement of the ships hull
Turning moment "generally found on systems using Tandem style
gearing$
7owe!er) to pre!ent undue mo!ement in the oil clearance of the mid component) the pitch of
the primar pinion and secondar wheel had to be the same. The pitch on the secondar wheel was
limited to commercial !iabilit. This ma1es for a coarse pitch on the primar )all addendum teeth where
encompassed on the primar pinion for strength
Gear oil sprays
The position of the oil spras within a gear casing are of paramount importance. Power losses and
o!erheating in high speed gears ma be reduced b appling some of the oil to the teeth as the
disengage. This being the side where the cooling effect is greatest. This helps to pre!ent scuffing and
shows the importance of reducing the bul1 temperature of the oil.
Eubricating oil is supplied to fle.ible couplings) bearings and the line of contact between pinion
and wheel.
For the gearing oil is spraed under pressure diectl into the line of contact from a distance of "9 + 90mm.
there ma be three or four spras per mesh. For bothahead and astern directions. 4il must be supplied
under sufficient pressure to ensure total wetting before being flung off b centrifugal force.
Fents as fitted to the cran1case as the oil at the point of contact becomes hout leading to increased
!aporisation. Sight glasses or indicators ma be pro!ided to ensure positi!e flow of oil
/)ILL SH%FTS
The turbine is connected to the pinion b a torque tube. 7ere two fle.ible couplings are used G this ma be
dnamicall balanced before fitting
Huill shafts are fitted to increase the length of the shafting without increasing the o!erall
length. This has the ad!antage that gear teeth ma be brought to mesh at the node point and hence point
of minimum !ibration.
Teeth hence ha!e a stead load instead of a fluctuating cclicall with !ibration. 7ence) the
dri!e is sometimes called a nodal dri!e.
Plant layout
The gearing fitted to the SS Eeonia and other large turbine propulsion plants is of the
%rticulated type) this is indicated b the fitting of the fle.ible couplings to the Apicclics allowing a
certain degree of misalignement to e.ist and allow for an machining errors in the full floating sunwheel.
The first stage reduction is that of Start tpe Apicclic) Star rather than Planetar is used due
to the problems of distortion of the Planet carrier ring under centrifugal stress can lead to une!en tooth
contact and loading.
The Pinion is allowed free a.ial mo!ement b the planets on their oil film) this allows for the
shuttling of the main wheel to be accomodated ( the shuttling caused b machining errors in the rim)
The Bro#n Boveri Thrust cone
The disad!atage of using a single helical gear is that there is a resultant a.ial thrust.
Traditionall this would be counteracted b using an o!ersiDe thrust bloc1. A simpler method is shown
below where resultant a.ial forces are reacted out b thrust cones mounted on the pinion and wheel
6ith the cone sstem there is a
line of contact and a !er large relati!e radius of cur!ature with a large oil entraining !elocit of ""0
ft/s .There is thus considerable a.ial resilience with the large radius of cur!ature) a small radial width of
cone is sufficient to ta1e the thrust
'picyclic gearing
Principles of operation
(f dia *A* = dia *3* then for one rotation of *A* a point on the surface of *A* would mo!e through
a distance equal to " . Pi . 5aG the distance that would be tra!eled b a point on *3* would be " . Pi . 5b
and as 5a=5b. the ratio is &8&.
"ne rotation of #A# causes one rotation of #$#
(f the gear *A* is fi.ed and *3* allowed to rotate freel around it constrained within an annulusG
then for one rotation of *A* and corresponding rotation of *3* the point of contact on the annulus would
ha!e mo!ed through a distance equal to ". P . 5a.
The circumference of the annulus would be equal to " . P . (5a I 5b)) hence for
one revolution of #A# then #$# would have only traveled half way round the annulus!
3 !aring the siDe of the sun and planets the gear ratio can be altered. The outlet dri!e could
be ta1en either off the bar *c* or if *c* was fi.ed off the rotating annulus.
Comparison of 'picyclic gearing to Tandem gearing
Advantaes
The output may be reversed to re%uirement
&mall si'e and weiht for iven ratio ( appro)! *+, of wheel/pinion-
"utput same direction as input for planetary ( ratios of ./1201-
"utput opposite direction to input for star (2/1101-
1o/a)ial input/output
2nitial cost may be slihtly lower
&lihtly improved efficiency
"peratin cost lower
3ower plant heiht
4isadvantaes
5e%uires very accurate alinment
relatively hih tooth load
increased number of rotatin parts
2nspection and maintenance more difficult
2ncreased meshin fre%uency means hiher rade materials re%uired
Types
The Star annulus has teeth on the inner rim. A resilient
mount is pro!ided when the star annulus is fi.ed. This allows a certain degree of distortion to occur
reducing tooth loading. The planet wheels are located b a planet carrier ring) on fitted at each end
The system may be constructed in three different ways
6lanetary/ The star annulus is fi)ed! 2nput is via the sun wheel and out put throuh the plant
wheel carrier rin
&tar/The planet wheel carrier is fi)ed! 2nput is via the sun wheel and output throuh the star
annulus/ This system is often seen as the first stae of turbine reduction earin due to the
possibility of hih centrifual stresses distortin the plant carrier rin and causin tooth
overloadin
&olar/ The sun wheel is fi)ed! This system is seldom used e)cept in back to back epicyclics
The fi.ed member is called the torque reaction member. The number of wheels is determined
b tooth loading
'picyclic gearing alignement
(n normal operation epicclic gear designs the planet pins are straddle mounted on a rigid carrier and are
precisel aligned to each other.
(f the are not the load distribution across the face is affected) but not the load sharing.
The sun pinion and fle.ible annulus are centered b the planet wheels when under load
6ith the ideall supported annulus) load sharing between the planets is ensured b the radial
fle.ibilit and uniform loading across the teeth b the self correcting toroidal twisting of the annulus and
b the high accurac of the gearing.
Toroidal t#isting of annulus
The effect on tooth loading depends of on the supporting method of the annulus.
Introduction of %nnulus fle,i+ility
MAA7 star ear
Toroidal twisting effect on the annulus is reduced to a minim b ha!ing the tubular e.tension
thin) and nearl in line with the a.ial thrust from the teeth.
4ther designs include the Allen+Stoec1icht where the split annulus of a double epicclic gear
are gi!en a degree of mo!ement within the carrier fo the two rings) this carrier itself is gi!en a degree of
a.ial mo!ement b being fi.ed to the outer casing b a straight cut tooth coupling.
Also the 5en1 design has the annulus supported b a series of leaf slee!e spring pac1s. The
annulus is split into two separate annuli. This design permits both torsional and radial mo!ement and to a
lesser degree angular mo!ement in the diametrical plane. All mo!ement is dampened b the oil and
friction within the spring pac1s
Introduction of fle,i+le pin
6lane wheel spindle (vickers-
For this design the annulus is made radiall stiff.
Tooth *esign
Standard in!olute double helical tooth arrangements are used.
The planet/annulus centres and pressure angles are standard
,hanging the diameter of the base circle within the tooth height does not effect the gear ratio.
7owe!er) matching the root circle to the base circle ma1es the tooth all addendum and hence all the tooth
is on the in!olute cur!e and no undercutting e.ists. This is especiall used for the highl loaded teeth of
the sun wheel.
The sun/planet ring used slightl increased diameters so as much as the tooth depth is used
as possible.
Carrier ring
%earl alwas in the form of a short hollow clinder .
havin the followin advantaes
ease and economy of manufacture
strenth and stiffness
concentricity and potentially ood balance
(en. Compound Gear
4ffers &@+& reduction capacit. The slee!e pac1 is ad:ustable to gi!e the required torsional characteristics.
The springs also gi!e some bending fle.ibilit and dampening through oil and friction.. This resilience from
the secondar pinions gi!es greater isolation to the gear
(eversing
3 application of either the ahead or astern bra1e the direction of the output shaft can be
controlled. This sstem act as abn alternati!e to a re!ersing engine or ,P propeller
Clutches
,lutches are generall designed to engage at minimum load and engine speed. 4peration abo!e this can
lead to e.cessi!e gearbo. and clutch loading and can shorten life or lead to catastrophic failure
Friction Plate
4il forces the friction plates) generall made from a suitable steel allo material or leaded
bronDe) together. These loose plates are alternatel splined to dri!e or dri!en shaft.
The oil is supplied under a controlled flow !ia an accumulator so allowing a gradual
engagement o!er a short period. The oil is generall supplied !ia a solenoid !al!e from the gearbo. lube
oil sstem
Amergenc dri!e is allowed b fittings screws which :ac1 the plates firml together
Pneumatic clutches
Ta1es the form of an inflatable tre on which is mounted ferrodo clutch lining. Air is supplied !ia a slipper
arrangement to the tre segments which inflate forcing the clutch material into contact with the dri!en
inner circumference.
Amergenc dri!e is !ia though bolts which pass radiall though dri!e and dri!en wheel
circumferences
Fluid friction clutches
4perate using the shear resistance of the clutch fluid. For marine use this is generall a fine
grade mineral oil although snthetics ma be used.
A pumped control flow is deli!ered to the dri!e assembl and allowed to flow to the dri!en
assembl. As the flow increases so more of the assemblies become a!ailable for dri!ing and slippage
reduces e!entuall reaching a ma.imum.
Commisioning and Inspections
Gear Inspections
8nsure that the steam is off the turbines and the turnin ear is enaed!
9ipe around inspection doors to prevent immediate dirt inress
Allow sufficient time for the ear case to cool before openin
2f inspection is non/routine: that is say due to an abnormality ensure e)tra time for coolin and
open doors initially away from the area of concern
7uard aainst items bein dropped accidentally into earcase
;se only flame proof lihtin
5otate main wheel at least one full turn
2nspect all teeth for damae: record defects as appropriate! This normally takes the form of a
sheet onto which a sketch showin the si'e and e)tent of damae (such as pittin- and a
section fo added notes! These sheets are kept as a historic record of the ear allowin
<udement on deterioration rate!
"bserve oil sprays and other internal fittins
3ook for rustin indicatin faulty dehumidifier
Should a fault be found it ma be necessar to chec1 alignment) the condition of the fle.ible
couplings) bearings and mounting arrangements.
Chec.ing for mis0alignment
This can be done b blueing one of the teeth then !iewing the complimentar mating teeth. 6here the
blue has transferred this is where the teeth ha!e meshed and this can be compared to the polished area
of the on load contact areas.
There will be some difference to the on load polished area as the displacement component
tending to push the two centres apart) pushes the pinion up in its bearing. For !er accurate aligement
this force can be represented b pulling the pinion awa from the wheel
(f damage to the 3ull wheel is suspected ) sa due to rapid decelleration of the propeller) and
the 3ull wheel ma ha!e slipped its shrin1 fit then alignment should be chec1ed in a number of positions.
1peration and !aintenance
A ear set will operate satisfactory provided;
2t is operatin within limits
2t has sufficient hih %uality oil supply
1lose attention is paid to alinement durin refits
=le)ible couplins are maintained
4ils should ha!e anti+rust additi!es) water content should be 1ept below 0."=
A.cessi!e rust and sludge can lead to failure due to corrosion fatigue particularl in gears
suffering from pittings
3lued tapes ta1en on inspection ma be 1ept to record wear
(CA recommends inspection periods no more frequent than ? months to pre!ent undue contamination.
Gear layouts
S7own below are !arious laouts for a two stage reduction gearbo.
Interleaved "split secondary$
Interleaved "split secondary$
Tandem
Tandem "articulated$
Loc.ed *ual Tandem
Loc.ed *ual Tandem "articulated$
The connection between the rotor and pinion shaft is alwas !ia a fle.ible coupling
The dual tandem arrangement has the ad!antage that there are two pinion contacts on the
secondar wheel. This hal!es the tooth load and allows a much smaller wheel.
To achie!e this) howe!er) requires !er accurate setting uo so that one pinion does not sit in
its bac1lash whilst the other is loaded.
This ma be achie!ed b setting one pinion so that it gi!es the correct contact then slightl rotating the
other pinion until it is full contacted and then *Eoc1ing* the whole arrangement. 4ne method of doing this
is b taper fit fle.ible couplings which can be mo!ed relati!e to the shaft b application of hdraulic
pressure between the mating surfaces.
A.tensi!e use of quill shaft and fle.ible couplings is made to negate effects from pitch errors
creating high dnamic tooth loading. Breat care must be ta1en with the alignement of the primar pinion
and primar wheels as this is !er highl stressed.
Single Tandem
Advantae
&imple
3enth of shaftin provides dampin to vibration
carry very hih loads
capable of acceptin minor manufacturin errors
primary and secondary ear may be dismantled independently
lare turbine a)is / output shaft distance allows use of underslun condensers
4isadvantae
>eavy
3are
*ual Tandem
Advantae
Much smaller secondary wheel
3ihter
&mall turbine a)is / output shaft distance allows reduced heiht
4isadvantae
&mall turbine a)is / output shaft distance re%uires a)ial flow condenser or anled prop
1omplicated alinement proceedure and fault intolerant
Multitude of parts
Triple2*ou+le reduction steam plant gear+o,
The main wheel pinions are fre to mo!e a.iall because of the a.ial freedom of the planets on
their bearing oil film
The first stage of the 7P turbine is a start gear. This due to the high speed of the 7P turbine causing
centrifugal stress to distort a free planet carrier causing meshing problems. 6ith a star gear the plane
carrier is fi.ed.
Sun wheels are connected !ia fle.ible couplings to allow for manufacturing and alignement errors
Tur+ine Balancing
ST%TIC B%L%CIG
For static balancing the rotor ma be simpl rotated on 1nife edges) the position it stops in
indicating the position of the e.cess mass) material ma then be either remo!ed or added. 7owe!er)
unless the material is added or remo!ed from e.actl opposite the are of e.cess) then an a.ial turning
moment indicated on the diagram as F. e.ists when the imbalance is acted upon b centrifugal force
when rotating) a wobble will occur.
L1W SP''* *3%!IC B%L%CIG
This machine balances the rotor whilst it is still out of its casing. For best balancing the rotor
is placed in its casing and run at high speed
HIGH SP''* *3%!IC B%L%CIG
Another e.ample is shown below) the rotor would pass a static balance test and a low speed dnamic
balance testG but the tendenc for the rotor to sag would mean that at speeds near to or at critical a !er
hea! !ibration would occur.
7ence) a high speed dnamic balance is required) and as the bearing rigidit has quite a large
effect on the critical speed ( if the bearings are fle.ible the point of location will change increasing the
distance between supports )) then the test is done b placing the rotor in its bearings in its casing.
An out of balance will cause !ibration at the critical speed
3alance is achie!ed b placing a weight under the shroud at one end and half weights under
the shroud at the two opposite ends) directl on the opposite side of the rotor thereb maintaining
dnamic balance.
3 trial and error the correct weights are found) material is remo!ed on the opposite sides to
the weights)and the weights remo!ed
Critical speeds of rotors4
A!en perfectl machined rotors once placed between bearings will tend to sag and hence do not run
concentric. For turbines the centre of mass is b necessit !er close to the centre of rotation ((t is this
deflection which leads to out of balance and subsequentl this deflection is used in ,ritical speed
calculations) and hence the natural frequenc of trans!erse !ibration ties in !er close to the ,ritical
speed.
For its calculation the rotor is considered to be a simple beam supporting se!eral point loads (
these can be calculated b splitting the rotor into sections and summing the mass within)) these are
tpicall due to wheel) blading. shrouding etc.
A formulae ma be usedG
Nc = 1?!@/dc
/1
6here dc is the static !ibration.
For turbines whose normal ma. speed is higher than critical) balancing is carried out at full
speed.
Turbines mabe built stiffl so that the critical speed occurs abo!e norm ma.) speed. This
means that to ma1e the rotor stiff the diameter must be increased which increases the gland area and
bearing loads.(f the rotor is made less stiff so that critical now occurs within the normal operating re!s)
then care must be ta1en to pass quic1l through the critical.
Pro+lems caused +y incorrect #arming through
The main ob:ect of warming through is to ensure straightness of the rotor.To do this a negligible
temperature gradient must e.ist throughout the rotor.
There is a tendenc for the rotor to hog where the steam is introduced( that is to sa the
rotor bends due to temperature gradient rather than sagging under gra!itational forces) with the rotor
steam is introduced. 7ence the rotor must be rotated.
The graph below indicates the importance of this.
The line is the out of balance force due to centrifugal force equal to the mass of the rotor.
7ence) the offset at /000rpm to cause an out of balance equi!alent to the mass of the rotor is
0.&0" mm
testing of the engines after shut down ahead and astern should be taken as part of the warming
through process. Close watch of the relevant nozzle box temperatures is a good indication of the
condition of the turbine.
Second ob:ect of warming through is to pre!ent distortion of the casing. 5otation of the rotor
churns up the steam and pro!ides adequate mi.ing. 6ith underslung condensers the temperature
gradient is !irtuall una!oidable) hence separate condensers are better.
The third ob:ecti!e is to pre!ent thermal stresses caused b the temperature gradient in thic1
materials such as at the bolt flanges. Fertical slots are often pro!ided to help alle!iate this problem) this
distortion can also lead to non concentricit of the casing
This is particularl pre!alent in open clinder designs such as a.ial plane or double casings.
7eat transfer rate is at its greatest where the steam is condensing on the surface of the
casing. This in turn is go!erned b the inlet pressure of the warming through steam. 7ence) warming
through in steps pro!iding adequate period to stabilise the temperature at each step.
,omplete warming through cannot occur until nearl at full power ) hence) warming through much abo!e
atmospheric saturation temperature is pointless.
Also as part of the EP turbine runs at lower temperature) warming abo!e &00
o
, is unnecessar. Protracted
warming through periods are unnecessar. A temperature of >"
o
, at the EP inlet belt in /0 mins is
acceptable
Fibration caused b an out of balance of the rotor ma be alle!iated b running for a short
period at reduced engine speed followed b a slow increase in speed.
Tur+ine Construction
5ertical Casting
4nl the bottom part of the ingot is used.
(ough Forging
(t is a requirements that forgings are hea!il wor1ed. An small holes or defects canbecome hammer
welded together. %o forging is carried out below the plastic flow temperature as this can lead to wor1
hardening. Forging will allow continuous grain flow
ultimate tensile stress and elongation chec1ed. This must be near enough equal in all /
directions.
After rough machining it is put in for a thermal stabilit test. For this final machining is gi!en
to the areas indicated. The end flange is mar1ed at <0* inter!als. Then the rotor is encased in a furnace.
Po1ers are placed onto the machined areas and accurate micrometer readings ta1en. The rotor is rotated
though ' positions mar1ed on the flange.
The rotor is then heated to ">*, abo!e normal operating temperature and slowl rotated.
Ceasurement is then ta1en at hourl inter!als until / consistant readings are ta1en ( hence
the rotor has stopped warping). The rotor is then allowed to cool and a set disparit allowed.
For turbine sets operated at greater than ">*, abo!e their designed superheat then run the
ris1 of hea! warping as well as high temperature corrosion and creep.
Final machining is now gi!en. The rotor is staticall balanced and then dnamicall balanced
and chec1 to ensure homogenit.The rotor is bladed then again dnamicall balanced.
HP rotor
Cost modern 7P rotors are made of a single gashed forging of high qualit steel.A hole of 90mm is bored
a.iall through the rotor to allow for internal ispection and to remo!e impurities and internal flaws which
can cause premature failure. (n addition to the blade wheels also found on the rotor areG Thrust collar)
Journal bearing surfaces) 4il thrower) Bland) ,onical seat) thread or flange to attach fle.ible coupling
Cost modern 7P turbine rotors are of the (ateau or pressure compounded design.
5educed number of stages ( > to &0 ) gi!e a shorter rotor and pro!ides sa!ings in weight and
length. Also pro!ides for better critical !ibration characteristics.
5otors are solid fored providin
1! >omoenous rotor with even rain flow
2! 8ven e)pansion
.! 7ood thermal stability with less likelihood of distortion under hih temperatures
After forging the rotor is machined) wheels ma be parallel or slightl thic1ened at the base .
The methods is also used for the EP turbine which has @ to < stages plus " to / astern.
After rough machining rotor is gi!en a thermal stabilit test) after further machining and fitting of blades
the rotor is gi!en a static and dnamic balance.
This design is 1nown as the Gashed disc rotor and gi!es a minimum shaft thic1ness and hence a
minimum area for gland sealing to pre!ent steam lea1age.
Material ( up to +??
o
1 -
o A!2* / A!.*, 1arbon
o 1!A, Mananese
o A!AB, &ulphur
o A!2, &ilicon
o 1!A, 1hromium
o A!+, Nickel
o 1!+, Molybdenum
o A!., Canadium
LP (otor
The loss of efficienc due to the two stage !elocit compounding of the astern turbine is more
than made up b the reduction in windage whilst running ahead ( the design must still be able to suppl
@0= of the ahead re!s which appro.imates to '0= of the ahead power) The impulse blading ma ha!e up
to "0= reaction effect at the mean blade height.
The astern stage consists of one single wheel two stage !elocit compounded followed b a
single stage wheel.
Material
o A!B+, 1arbon
o A!1+, &ilicon
o Trace amounts of phosphorus and sulphur
$lade material
o 11!+ / 1.!+, 1hromium
o 1, Nickel:mananese and silicon
o A!12, 1arbon
o Trace amounts of sulphur and 6hosphorus
Built )p design
The Stal+Ea!al EP turbine is designed not to be fle.ible.This is possible as the problems of gland lea1age is
not so great as on the 7P turbine) the 7P turbine has reduced diameter rotor so reducing the gland
sealing area but allowing fle.ibilit.
7a!ing a stiff rotor allows the Astern turbine to be built up and hence allows the bul1 of the EP
rotor to be forged from a low grade steel whilst onl the Astern parts are made from the material
necessar to withstand the superheated steam.
(f the rotor was fle.ible and a built up astern turbine wheels fitted then a possibilit of fretting
e.ists.
The use of separatel machined astern wheels allows the original forging to be more
simplistic.
The forging of the higher grade steels required for use in superheat conditions require an increased
amount of energ) and hence e.pense) in the original forging and subsequent machining process.
Another big ad!antage is that the astern wheels being of smaller mass and free to e.pand
means that the can ta1e more rough treatment then if the formed part of a single mass. The discs are
forged from solid ingots and then machined so as to produce a force.shrin1 fit when heated and
hdraulicall pressed onto shaft.
The fit is all importnat and must take into account;
&tretch under centrifual force ( particularly under overspeed-
4iscs reach workin temperature before shaft when warmin throuh
The disad!antage of force fit is that under high temperature condition) the metal being
sub:ect to stresses is susceptible to creep.
The result of thisis that due to the radial and tangential stress the wheel tends to grow in siDe. The wheel
tends to loosen and fretting corrosion can ta1e place
For 7P rotors) generall) one wheel per step is allowed with a small clearance between each
wheel. The whole is secured b a loc1nut and each wheel 1eed to ensure positi!e transmission of torque.
These 1es are displaced b &>0* for each step.
For EP turbines / wheels per step can be accommodated.
As the combined rotor shaft/wheel hub diameter is about twice that of the gashed rotor the
sealing surface is greatl increased
(elative volumes of steam in HP and LP tur+ines
(t can be seen that whereas the increasing !olume of the steam in the 7P turbine is moderate) The
increase in the EP turbine is significant requiring blade height to be increased in successi!e stages. (n the
final stages both the height and the angle of the blades ha!e to be altered. See notes on taper/twisting of
blades)
Single Cylinder plants
These are usuall found on short run ships such as passenger ferries although there present da use is
!er restrictedK35K For !essels on runs turbine installation required able cope with a wide rapid !ariation
in loads and therefore temperature conditions. This designs short warming through time is benficial to the
ships operation.
For this design criteria the Single Cylincer *ou+le Casing tur+ine was de!eloped
Advantaes of usin A sinle cylinder
3ower first cost
8asy to inspect and maintain
No cross over pipes to ive heavy side thrust
&hort warmin throuh time: rapid shut down time
5apid manouevrin
&inle settin land control ( lands are operatin subatmospheric all times-
Advantaes of usin A double casin
As the lands operate on the low pressure side of the turbine they may be of simplified and
shortened desin
The outer casin temperature is only slihtly above enine room temperature simplifyin
lain re%uirements!
The outer casin may be fabricated from mild steel
5adiation losses reduced at full power
&maller temperature radients reduce the possibility of distortion
All e)pansion/contraction and side thrust is absorbed by the inner/other casin interface
reducin the possibility of misalinement to the earin
Tur+ine +lades
Impulse +lading system design
7ence) ma.imum blade efficienc is when entrance angle is at 0
o
and when the blade is
rotating at &/" the speed of the :et stream
As the steam must enter at an angle a
o
4ptimum !alue for ; / ,i = &/" cos a ( 0.'9 to 0.'> )
Ca.imum blade efficienc = ,os
"
a (&'
o
to "0
o
)
(mpulse blading ma ha!e up to "0= reaction effect at mean blade height.
Astern turbines generall consist of a single wheel on which are mounted a tow stage !elocit compound
followed b a single stage wheel
6roperties re%uired of the blade material
7ood tensile and fatiue strenth
Touhness and ductility at workin temperature
5esistance to corrosion and erosion
5ate of e)pansion similar to both rotor and casin
Machinability
3ow density
7ood vibration dampenin properties
7ood crep resistance
9eldability
Typical blade material is
11!+ to 1.!+, 1hromium
1, Nickel
1, Mananese
1, &ilicon
A!12, 1arbon
Trace &ulphur D phosphorus
Eow tensile stainless steel preferred to high tensile stainless iron due to better fatigue
resistance. 6here lacing wires are to be braDed in special care must be made as to the intergrannular
penetration effects of the braDe
Bull nosed +lades
Standard blades ha!e the same inlet and outlet angles.
3ull nosed blades are capable of accepting a wide range of steam angles without serious increase in blade
losses.
The cross sectional area is increases and hence the blade is stronger and better resistant to
!ibration. The increase thic1ness also allows a circular tang to be fitted for attaching a shroud. %on
circular such as square tangs require the shroud to be punched rather than drilled which introduces
residual stress) micro+crac1ing etc.
*e Laval Impulse Tur+ine0Single Stage
4ptimum efficienc occurs when the blade is mo!ing at half the speed of the :et stream. To
achie!e this !er high rotational speeds would be required ( in the order of &9000 rpm). 7igh centrifugal
stress) high :ournal speed and e.cessi!e gearing requirements prohibits the use of such sstem for
propulsion b itself.
This sstem is often found as the first stage of a 7P turbine were a large pressure drop is
required to allow for a smaller turbine. 4nl the noDDle bo. has to cope with full boiler pressure and
temperatures simplifing design especiall of gland bo.es. Special material requirements are again
restricted to noDDle bo.. 5educed pressure within the following stages reduces tip lea1age
The steam lea!ing the blades has a high 1inetic energ indicating high lea!ing loss.
Pressure Compounding "(ateau$
The o!erall heat and pressure drop is di!ided between the stages. The ;/,i ratio is 0.9 for
each stage. 3 careful design the rotor mean diameter ma be 1ept to a minimum.
A.cessi!e number of stages produces an o!erl long rotor) these leads to problems of critical
!ibration) increased rotor diameter) increased stage losses due friction and windage and increased gland
lea1age both at the main glands and the diaphragm plate glands. This due to the increased number of
glands and the increased rotor diameter.
Stage mean diameter and noDDle height are increased at the EP end as the steam e.pands to
the limits of centrifugal stress. %oDDle and/or blade angles ma be altered to accommodate the increase in
!olume reducing the requirement to increase blade height e.cessi!el.This is referred to as taper+twisting
The blade height increase towards the EP end means that the rotational !elocit also
increases. 7ence for the same !alue of ;/,i the can deal with higher inlet steam !elocities and hence
higher enthalp drops pLThe design produces a short lightweight turbine used where siDe) weight and
strength are more important than efficienc. A.B. feed pumps ) astern turbines and the inlet portion of 7P
turbines where it pro!ides a large initial drop in temperature and pressure lightening the rotor and
reducing the need for high grade allos for remaining stages
5elocity Compounded "Curtis$
For a two stage sstem ;/,i = &/') for a three stage sstem ;/,i = &/?
There is no pressure drop e.cept in the noDDle ( although in practice some drop occurs due to
losses as the steam passes o!er the blade). 2i!iding the !elocit drop across the stages leads to a loss of
efficienc but gi!es a more acceptable blade speed reducing centrifugal stress and simplifing gearing
arrangement.
For a three row sstem) the steam speed at inlet to the first row is ? times the blade speed)
reducing the !elocit ma1es the conditions at the final stages close to ideal.
To maintain the same mass flow for the reducing !elocit) blade height is increased to the
limit of centrifugal forces. Taper+twisting and flattening of the blade angle is then gi!en to the final stage
blades.
Some reheating occurs due to friction of the fi.ed blades associated with a loss of !elocit of
about &"=
Theoreticall efficienc is independent of the row number. 7owe!er in practice efficienc and
wor1 done in final stages reduces and therefore o!erall efficienc drops with increase rows.
Typical values for efficiency are
two wheel curtis ?@,
three wheel curtis +A,
&inle wheel rateau @+,
Pressure05elocity Compound
This sstem gi!es the ad!antage of producing a shortened rotor compared to pure !elocit
compounding. (n addition it also remo!es the problem of !er high inlet steam !elocities and the
reduction in efficienc and wor1 done in the final stages.
(n this design steam !elocit at e.it to the noDDles is 1ept reasonable and thus the blade
speed (hence rotor rpm) reduced.
Tpical applications are large astern turbines
(eaction
;=3lade speed
,i= !elocit of steam at inlet to blade) i.e. lea!ing noDDle( gi!ing noDDle angle)
,i rel= !elocit of steam relati!e to the blade( gi!ing blade inlet angle)
,o= Felocit of steam at outlet of blade
Parsons Impulse0(eaction
The original blade design was thin section with a con!ergent path. 3lohm M !oss designed
blades similar to bull nose impulse blades which allowed for a con!ergent+di!ergent path. 7owe!er due to
the greater number of stages the sstem did not find fa!or o!er impulse sstems
;/,i = 0.<
(f the heat drop across the fi.ed and mo!ing blades are equal the design is 1nown as half
degree reaction.
Steam !elocit was 1ept small on earl designs) this allowed the turbine to be directl coupled
to the prop shaft.
(ncreased boiler pressure and temperature meant that the e.pansion had to ta1e place o!er
multiple rotors and gearset.
As there is full admission o!er the initial stage) blade height is 1ept low. This feature alone
causes a decrease in blade and noDDle efficienc at part loading. (n addition) although clearances at the
blade tips are 1ept as small as practical) steam lea1age causes a proportionall higher loss of wor1
e.tracted per unit steam
3lade tip clearances ma be 1ept !er tight so long as the rotor is 1ept at stead state.
Canoeu!ring) howe!er) introduces !ariable pressures and temperatures and hence an
allowance must be made.
8nd tihtenin for blades is normall used. This refers to an a.ial e.tension of the blade
shroud forming a labrinth. 6hen the rotor is warmed through a constant chec1 is made on the a.ial
position of the rotor. 4nl when the rotor has reached its normal wor1ing length ma load be introduced.
Alternati!el tip tightening ma be used referring to the use of the tips of the blade to form a labrinth
against the casing/rotor. This sstem is requires a greater allowance for loading and is not now generall
used.
To 1eep annular lea1age as small as possible these rotors tend to ha!e a smaller diameter
than impulse turbines.
To 1eep the mass flow the same with the increasing specific !olume related to the drop in
pressure requires an increase in a.ial !elocit) blade height or both +see abo!e. Altering the blade angle
will also gi!e the desired effect but if adopted would cause increased manufacturing cost as each stage
would ha!e to be indi!idual. Benerall the rotor and blading is stepped in batches with each batch
identical.
The gland at the 7P end is sub:ected to full boiler conditions and is susceptible to rub. The
casing must be suitabl designed and manufactured from rele!ant materials.
A !elocit compounded wheel is often used as the first stage(s) gi!ing a large drop in
conditions allowing simpler construction of casing and rotor and reducing length. Special steels are limited
to the noDDle bo..
*ummy piston arrangement on Parsons Tur+ines
(n parsons reaction turbines there is
alwas an end thrust due to the steam at inlet being higher than the e.haust. This leads to high thrust
bearing loading. The dumm piston arrangement is a wheel or drum integral to the rotor. Forces are
balanced b the drum offering a greater surface area to the low pressure balancing steam than to the 7P
steam.%ote the drawing abo!e is not to scale.
A labrinth arrangement is fitted to seal the drum.
*ou+le Flo# Tur+ines
These are found mainl on large EP turbines. 7ere steam enters mid rotor and passes a.iall towards both
ends. The ad!antages areG
8nd thrust is balanced removin need for dummy pistons or cylinders on reaction turbines !
5educes the si'e of the thrust on impulse/reaction turbines
As steam flow is split the final staes blade heiht and anle is reduced allowin for increased
efficiency and reduced centrifual stress! 7reater power per unit si'e may be absorbed!
The main disad!antage of this sstem is increase rotor length leading to increased ris1 of
sagging
Blade Sealing
Ca be end or tip tightening
8nd Tihtenin
This is seen particularl on reaction turbines. (t requires accurate positioning of the turbine rotor and is
normall associated with length warm up perios during which the position of the rotor is carefull
monitored. 4perational limitations on rapid power changes ma be in place. The author has seen this
sstem in use on !er large but compact turbo alternators which required a warm up period consisting of
increaseing the rotor speed in stages o!er one hour
Tip Tihtenin
,learance is go!erned b ma.imum blade centrifugal stretch
Tur+ine +lade fi,ing
Blade stresses
The predominant stress in turbine blades is centrifugal and concentrated at the root
Fibration is set up in blades due to fluctuations in steam flow.Particularl in impulse turbines
where partial admission is used
Further stress is caused b e.pansion and contraction as well as bending stresses due to the
action of the steam
(n addition to these stresses occur during manoeu!ring due to speed changes.
Fi,ed Blades
Although not sub:ected to centrifugal force) the fi.ed blades of curtis !elocit compounded turbines are
sub:ected to !ibration in a similar wa to the rotating blades. The root fi.ture must) b necessit) be
secure to pre!ent fretting
(eaction Blades
3lades are rolled to correct shape then cut to length.
;p to 90 blades are then assembled in a :ig of correct radiurwith a distance piece to gi!e the
correct spacing.
The root is drilled and the upper part machined so as to accept shrouding fro end+tightening)
or thinned for tip tightening.
After assembl on the :ig a hole is drilled though the base and a wire passed through. The
whole assembl ma then be remo!ed and braDed or spot welded to form a solid cur!ed section.
The arc is then machined to the desired root form. Shown below is a single blade section of
the arc showing tpical root form.
The segment is dropped into position pushed a.ial and a caul1ing piece fi.ed
A gate is formed in the final blade which recei!es a further thin section piece made of copper
which is caul1ed in.
The fi.ed blades in reaction turbines are made in a similar fashion e.cept that the end blades
as held in b a screw and loc1ing strip as the horiDontal :oint. AEso the root ma be of a simpler design
due to the lac1 of centrifugal stress.
For higher speed) higher rated turbines the built up method ma not be acceptable due to the
stresses.
These blades ma then be made of soild indi!idual sections. The blades enter through a gate
with the final blade being caul1ed into position.
The gates for each groo!e are staggered to assist balancing. The lacing wire/shrouding is then
fitted.
Impulse Blades
The most common form is the do!e tail.
The groo!e is cut awa to form a gate to allow the fitting of the blades. The final blade is
ri!eted in position.
3lades sub:ected to higher centrifugal stresses) for e.ample the longer tapered blades found
in the final stages of the EP turbine) ma ha!e the fir tree root method which allows increased contact
area without wea1ening root or wheel rim.
To reduce centrifugal stress on the wheel straddle root form of blade fi.ing ma be used
thinning the wheel rim. The straddle ma be a simple for1 design or of fir tree root. 5i!ets are added for
strength.
2nverted fir tree root
Fir tree root attachment is !er strong but requires accurate machining and manual blade
fi.ing is not possible. The gate is filled with a machined bloc1 with no blade and then ri!eted to secure.
Multiple forks
For !er large blades) sa at the end if the EP turbine) the root) and thus wheel rim) would be
required to be !er large. Cultiple for1s ma be used which are compariti!el easier to machine.
&traddle #T#
Straddle *T* used rather than in!erted *T* so that the holding faces on the rim can be easil
inspected for defects.
&tal 3aval bulb root
The main ad!antage of this sstem is that the blades are introduced into the rim a.iall.
Therefore the indi!idual fitting of the blades required with circumferential root arrangements is
unnecessar
6here the distances between the bulb becomes so small as to ris1 failure of the rim)
staggered bulb root depths are used with alternating short and long shan1 lengths.
For these tpes of blades the shrouds are part of the blade. 4n this shroud are two tabs. A
shrouding wire is passed around the circumference o!er the shroud and the tanbs are bent o!er. This has
the ad!antage that in the e!ent of root failure some support is gi!en to the blade. Cultiple shroud wires
are filled rather than a singe one for ease of manufacture allowing smaller tabs) and also to reduce
mechanical stress. 4n more modern designs the groo!e is mo!ed to the end of the shroud and a welded
shroud wire fitted.
Si6ing the rim
6hen the rim is first cut and the entrance gate formed) a test blade with slightl too large
root ( or feet) is carefull filed and then tapped around the rim. This blade is then discarded. The real
blades are then carefull filed and fitted ta1ing into account the wear on the rim. The nating face of the
blades are filed to ensure e!en blade pitch. A tight fit is essential with a steam turbine) if not then se!ere
fretting and failure will occur.
Tur+ine +lade vi+ration
4ampin wires: 3acin wires and shroudin are fitted to
reduce stress due to vibrations in the blade e)cited by such as steam flow fluctuations as the
blades pass the no''les! This is referred to as the #passin fre%uency#! This particularly occurs
with partial admission
To prevent spreadin of the lon thin blades found in the final staes of the 36 turbine!
&hroudin is not fitted to these blades to allow ade%uate drainae! 4ue to the hih specific
volume losses due to spillae is relatively small
&team chanin direction as it passes over the blade tends to build up in the concave face!
There is a tendency to flow to the tip where if unchecked it can spill over leadin to
considerable loss of efficiency! This is particularly important in parsons turbines e)pecially as
the initial staes of the >6 turbine where the steam has a low specific volume!
The !ibration associated with turbine blades is referred to as the *clamp+pin* tpe and is
determined b !ieing the blades in their pac1ets i.e. blade groups attached b their shroud.
Fre7uency types
The lowest frquenc is of the whole pac1et !ibrating.
7igher frequenc is where as equal number of blades bow in oposite directions
7igher still frequencies occur where each blade !ibrates
Lacing8 *amping and Binding #ires
There are four sources of vibration dampin under normal operatin conditions
2nternal dampin of the blade material
2nherent dry friction dampin of the blade assembly at the root and tip
=luid dampin or viscous dampin due to the steam environment
Mechanical dampin throuh fittin of dampin aids such as dampin or lacin wires etc
Eacing wires fitted at an anitnode pro!ide a !er effecti!e form of dampening. 7owe!er) the
antinode ma e.ist at different positions for the different tpes of !ibration so a compromise on the
position has to be reached.
A 4ampin wire which is *free fitting* is free to mo!e within the holes. ,entrifugal force throws
the wire to the outside of the hile where frictional effects help dampen the !ibration. The disad!antage of
damping wires is that hea! fretting can e!entuall cause the holes to widen to an e.tent that the rotor
has to be rebladed.
3acin wires are braDed in and are therefore strengthening and hence are not necessaril
placed at an antinode but rather where the blade is thic1est.
$indin wire is used to strengthen the trailing edge of the blade. This is a !er old fashioned
technique and is little used.
The use of round wire can lead to aerodnamic losses
Snubber or bumbing bloc1s ma be cast or forged into the blade. These ha!e a highl
aerodnamic form.
The damping is then achie!ed b both the bumbing of the blades and the following resistance
to brea1ing as a !acuum formed at the :oined faces tries to hold them together. A certain amount of fluid
damping also occurs.
Shrouding
Ca be fitted b braDing) welding or ri!eting.
The shrouding is fitted o!er the blade) the tenon is then either ri!eted with ' or 9 blows or
welded. ,are must be ta1en either method of fi.ing as it can lead to crac1 formation. 4nce the shrouding
is fitted the sur!eor ma request a pull off test. The pull is determined b calculation and go!erned b
the e.pected centrifugal stress on the shroud during normal operations.
Centenary Shrouding
For blade batches where the centrifugal stress on the shroud of !er large EP blades is
significant) then centenar shrouding is emploed.
Tur+ine Casing
The casin is made of four main parts
$ottom >alf/2f all the no''les are contained in the top half: then the bottom half is sub<ect to
steam at wheel case pressure and temperature only and can therefore be made of cast iron!
The bottom half in this case e)tends from end to end and contains the followin listed from
ford to aft
i. hrust bearing housing
ii. Ford #ournal bearing
iii. Ahead casing proper
iv. Ahead exhasut belt
v. $Astern casing and belt if fitted%
vi. Aft gland housing
vii. Aft #ournal bearing
viii. Flexible coupling housing
Ahead No''le bo)/1ontains ahead no''le: sub<ected to boiler pressure and temperature hence
made from cast steel
Turbine casin cover/ &ub<ected to reduced pressure and temperature and can therefore be
made of cast iron
Astern No''le bo)/ &eperate top covers may be supplied to allow ease of maintenance for
thrust and <ournal bearin
LP Tur+ine Casing
To reduce windage losses the astern turbine e.hausts in the same direction as the EP turbine. The Astern
casing is located b crossed bars that are able to ta1e the torque reaction from the fi.ed blading. The bar
laout also allows for radial e.pansion as does the steam inlet which is fitted with a sliding coupling
Thermal 'ffects
The turbine casing distorts due to the heat differential.
The pressure within the casing distorts casing hal!es shape to a more clindrical one) with the
high temperature creep results
7ence when the casing cools
The flanges become warped . This can be chec1ed b laing a straight edge across the casing)
measuring with a feeler gauge and 1eeping a log of the results.
%o action should be ta1en unless absolutel necessar.
The casing ma lea1 during warming through as the bolts fail to close the inner faces of the
flange. (f the lea1age stops when the turbine is up to temperature then this is considered satisfactor.
7owe!er) if lea1age still occurs the some machining must ta1e place. (f the lea1age is allowed
to remain then at high power output damage can ensue.
A temporar repair is with the use of Phurmanite) this is a goo which is pumped into the
flange) under pressure through a tapped hole.
The use of shouldered +olts
Pipe#or.
Eong lengths of pipe wor1 should be a!oided) as should be tight bends as these can lead to
fluid friction losses in the steam and pressure loss.
7angers and sweeping cur!es before inlet to casing should be emploed to ensure no weight on casing.
For the cross o!er pipes) to a!oid large cur!es or frictional losses the following is now emploed.
The pipes fitted to the casing should ha!e large fle.ibl supported bends and/or bellows
pieces. (f not the can gi!e side or top thrusts on the casing and lead to stressing and misalignement.
An alternati!e to sliding feet as shown is to use elongated holes. The holes being elongated in
the direction of required e.pansion. The bolt is then of the loose fit design.
,are must be ta1en with all sliding arrangements to ensure freedom of mo!ement. Surfaces
should be 1ept clean) lubricated ( molbdenum disulphide ) and free of rust and paint.
2iffering materials ma be used for the !aring components.
',pansion arrangements
Allowance for e.pansion o!er the temperature range in which the turbines operate is essential to reduce
thermal stress) mechanical stress and maintain proper tooth contact and blade clearance. This is achei!ed
b securing the turbine at one end and allowing to e.pand. The free end is normall the hotter end of the
turbine where e.pansion is e.pected to be greatest.
The turbine is allowed to e.pand in the fore and aft direction b molbdenum disulphide lubricated sliding
feet
An alternati!e mounting is b *Panting plates*. This design is particularl seen in 7P turbines and in
Turbo+alternators where there is less weight to support.
The turbine is rigidl attached to the gear casing or pedestal. The ford end is allowed to e.pand. The
turbine mo!ement is absorbed b the fle.ible coupling
*iaphragm
These are found in impulse turbines to create the requisiste number of stages. The locate with a fi.ed
row of blades and are sealed against the rotor shaft b a gland arrangement which must remian effecti!e
throughout the wor1ing range the diaphragm operates in.
The ha!e a large surface area and so must ha!e sufficient stregth to resist pressure drop across them
without being e.cessi!el wide which would increase rotor length. Allowance must be made for rapid
temperature fluctuations found during manoue!ring.
Teh ta1e the form of a disc with a row of blades at the circumference and a hole at the centre for the
rotor. A horiDontal split allows for disassembl) rotation is pre!ent b a loc1ing plate at the horiDontal
casing :oint.
!ethods of *iaphragm fi,ing
%lternate arrangement
Steam pressure holds the diaphragm plate hard against the downstream face.
(otor Sealing
Eoading on diaphragm = "0@ to ">0 %C/m
"
) deflection is appro.imatel "mm
*iaphragm material
(n the high temperature regions tpicall Colbdenum+!anadium steel all parts. Core generall a low
carbon steel for the noDDle di!ision plates and spacer bands) mild steel for rest. (n the low temperature
region cast iron diaphragms ma be used. Alternatelchromium or %ic1el allo steel ma be used
Construction of *iaphragm o66les "all riveted attachment$
2iaphragm is a loose fit in the slot in the casing to allow for e.pansion.
Construction of *iaphragm o66les "partial #elded attachment$
The noDDle is assembled in batches b pushing the tenon of the blade throught the channel
hole and ri!eting. A spacer is fitted and the whole tac1 welded. The blade batch is caul1ed into the casing.
A small allowance is made for e.pansion.
Some sections on the first stages ma be blan1ed where partial admission used.
Codern turbine designs ha!e a curtis wheel first stage which absorbs a large portion of the
energ in the steam. The e.ahust from this stage has a relati!el high !olume therefore all further stages
are full admission.
Construction of *iaphragm o66les "#elded attachment$
Codern diaphragms are all welded.%oDDle plates or guide !an!es fit into slots in the inner and
outer rim. The whole is welded to the centre bod and perpipheral guide ring. A.pansion is allowed for in
the casing groo!e. The %oDDle blades or guide !anes are commonl made from stainless iron. The centre
bod from ,hrome Colbdenum steel in higher temperature regions) mild steel for the lower.
%rchaic design
(ncluded for general interest .
Tur+ine Glands
GL%* ST'%! S3ST'!
The purpose of the gland steam sstem is to reduce steam lea1age to a minimum and to pre!ent air
ingress.
Steam lea1age leads to the requirement for increased ma1e upG this increases the load on the
feed and boiler water treatment chemicals and to a deterioration of the wor1ing en!ironment surrounding
the power plant.
Air ingress leads to a loss of !acuum and hence reduction in plant efficienc ) and causes
problems of thermal stressing around the gland as well as increases o.gen content of the e.haust steam.
System
The sstem consists of a set of glands fitted to the turbine) and a steam suppl and e.haust sstem to
ser!ice them.
The sstem abo!e shows the two means of controlling the gland recei!er pressureG the first is
b ha!ing a dump in split range with the ma1e+up !al!e) the second is the use of a pressure regulating
!al!e which dumps e.cess pressure to the e.haust line. The normal operating pressure is around 0.& to
0." bar.
Gland steam condenser
The gland steam condenser is cooled b the condensate e.tracted from the main condenser and so acting
as a feed heater.The gland steam often shares its condenser with the air e:ector reducing the cost of
ha!ing two units
A fan is fitted to induce a flow through the sstem without incurring a negati!e pressure in the
final poc1et as this would allow the ingress of air. This is ensured b the fitting on !al!es to the e.haust
line from the glands so enabling the bac1 pressure to be set.
!iscellaneous
A !apour hood is sometimes fitted with e.traction at negati!e pressure reducing lea1age still further.
The turbine rotor is shaped to pre!ent oil which lea1s from the bearing tra!eling down the
rotor and entering the gland
Schematic of poc.ets on inlet end of HP tur+ine
There are two poc1ets in the glands fitted to all the ends of the turbineG the inner poc1et is
connected to the gland steam suppl and the outer to the e.haust line . The 7P turbine has to further
inner poc1ets due to it ha!ing to deal with steam at higher pressures and hence increased lea1age. The
innermost poc1et simpl passes lea1age steam bac1 to the casing a few stages downstream) the ne.t
poc1et passes the lea1age steam to the 7P turbine e.haust.
6hen the engine is stopped the gland steam ma1e+up supplies the sstem requirements.
6hen the engine is in use the flow of steam to the suppl poc1et of the inlet end to the 7P end re!erses
and the gland starts to suppl the sstem reducing the quantit the ma1e+up has to pro!ide. At full power
the onl gland requiring steam will be the e.haust end of the EP turbine) the other will be either suppling
the sstem or suppling themsel!es sufficientl to not require steam from the sstem.(n this condition the
ma1e+up would be shut and the pressure regulated b the dump opening.
Principle of the La+yrinth Gland
The lea1age of steam is reduced b the use of labrinths) these pro!ide a tortuous path for the steam to
follow to e.it the turbine reducing the pressure across a series of fine clearances to a le!el that can easil
be managed b the gland steam sstem.
6ithin the
ca!it where the flow is turbulent) the !elocit of the steam is increased with an associated drop in
pressure. The 1inetic energ is then dissipated b the change in direction) turbulence and edd
currents.fugal action. Fer small heads can deal with large pressure drops
!aterials
A tpical clearance between the rotor and the fi.ed gland is about 0."9 to 0./>mm) hence with !er little
rotor distortion the possibilit of rub occurs. This has led to the use of soft) self lubricating materials for
the gland segments.
The simplest form of gland consists of carbon rings held on to the shaft b the use of garter
springs. ,arbon 2io.ide is formed with contact with superheated steam ma1ing this material onl suitable
for low temperature requirements.
3rass and ,opper led allos ha!e been found suitable with an allo of Eead) ,opper and %ic1el
being suitable up to 9"0
o
,.
Shaft (u+
Should the rotor bend) sa due to carr o!er the area of rub on the gland will be o!er a small arc. 6ith
successi!e re!olutions the heat generated will increase bend. This increases the area of contact and
magnifies the condition b the increased generation of heat.
Plastic flow occurs when the material ields under compression to reduce the stress and on
cooling a permanent set occurs.
4ne side of the gland) tpicall the stationar part is made up of thinned sections thereb
reducing the contact area to a minimum. Spring loaded glands pre!ent this from happening b gi!ing
under contact with the rotor ) limiting the heat generated and gi!ing time for the rotor to reco!er its
shape.
Spring +ac.ed gland
The minimum clearance for a spring bac1ed gland ranges from 0./ mm fot eh 7P inlet to 0.?/
mm for the Astern turbine. For fi.ed glands the minimum is 0.9 mm. 6ith the smaller clearances there is
an increase in efficienc
Hydrostatic Gland
A wheel forged on the rotor ends runs in a water bath. This water is flung out b centrifugal action. The
gland onl needs to be small as large pressure drops require little head.
The sstem cannot be used on re!ersible sets as the seal effect is lost at reduced re!olutions.
(t is more li1el to be seen on turbo+alternators.
!anouevring 5alves
1+turated manoeuvring valve
Steam lea1age past the side of the main !al!e trim pressurises the top of the !al!e and holds
it tight on to the seat. The seat and !al!e trim are stellite coated.
A steam strainer if fitted to remo!e an large particles such as scale) magnetite fla1es etc.
tra!eling on to the turbine.
The height *7* is important and should be limited otherwise when the pilot !al!e spindle
contacts the !al!e trim and starts to lift it) steam acting underneath the trim will tend to lift it increasing
the !al!e opening quic1l.
The conical seat and spherical !al!e trim shape ensures tightness. The seat is shaped to
ensure that there is no !elocit increase which is associated with the pressure drop leading to losses. The
shape also means at low lift the steam stream is designed to meet in the centre and pass on without
contacting the sides hence reducing erosion.
The !al!e operates as followsG The !al!e is closed with closing force coming from the pilot
spindle and the pressure of the steam acting on the top of the !al!e trim. 4n open signal to the motor
arrangement the pilot !al!e spindle mo!es easil opening up the balance chamber to the turbine pipewor1
so releasing the pressure. the spindle tra!els further to contact the !al!e trim and hence lift it. The
ad!antage of this sstem is that the spindle motor does not ha!e to cope with opening the !al!e against
the pressure acting on the bac1 of the !al!e and hence can be accuratel positioned for low lift.
The steam path through the opening !al!e is designed to gi!e a linear lift/flow characteristic.
the stem e.ternal to the bod often has an arrangement for allowance for thermal e.pansion. Should the
!al!e be manuall o!er tightened shut or should he arrangement fail then seriousl high stresses can be
generated in the spindle which can :am.
Throttling
Line 9: (sentropic e.pansion through the turbine realising an enthalp of *7s*
Line ;: True e.pansion through the turbine) through an open manoeu!ring !al!e and realising an
enthalp of *7fo*
Line <: A.pansion through a partiall open man !/! at constant enthalp to a lower pressure but higher
degree of superheatG the steam is then e.panded through the turbine. (t can be seen that there is an
increased slope due to a drop of efficienc of the e.pansion through the turbine
The amount of heat that is a!ailable to do wor1 is determined b the initial conditions i.e.
boiler conditions) and the final conditions i.e. condenser temperature and pressures.
7ence) b !aring the flow of steam so can the amount of wor1 produced b the turbines also !ar. This is
the basis of noDDle control at full power outputs.
7owe!er) at reduced loads) e!en with the additional noDDle groups closed it is necessar to reduce the
flow of steam b closing in the man !/!.
,losing the man !/! has other effects other than a reduction in mass flow. 6ith the steam
being throttled through the !al!e in an uncontrolled wa and hence with no increase in !elocit the steam
at lower pressure but containing the same heat energ then e.ists at a higher degree of superheat (but
lower temperature)with a certain amount of reheating due to friction occurring in the turbulent outlet
stream. The e.pansion through the turbine is now carried out at a lower pressure) with the turbine
operating at reduced re!s due to the reduction in power de!eloped there is a loss in diagram efficienc for
the steam being e.panded though the turbine.
(t can be clearl seen that throttling through a partiall open !al!e incurs a certain degree of
superheat at outlet of the turbine. This can lead to o!erheating the main condenser due to the high
e.haust temperature. 7owe!er) as the mass of the steam is reduced this can generall be ignored.
Steam flo# control
Throttling
Throttling of the manoeu!ring !al!e leads to an unacceptable drop in efficienc This is caused
b the constant enthalp e.pansion of the steam passing through the partiall open !al!eG this reduces
the pressure and increases the superheat of the steam. The reduced pressure means that less energ is
a!ailable for con!ersion to wor1) and the less efficient e.pansion through the turbine.
7ence) alternati!es are pro!ided whereb the mass of steam passing to the engine) and so
power produced) can be altered.
!anual selective
For commercial ships the abo!e sstem is quite satisfactor) it can be seen that there is no
control o!er the main group and hence losses will occur at lower loads.7owe!er) for ships which spend the
bul1 of their time at high loads between ports this is no a problem. Throttle losses are still incurred at
loads between the opening and closing of noDDle groups but is reduced b shutting off the noDDles +
opening the man !/! full and controlling load on the boiler pressure.
Selective o66le control
This sstem wor1s b sequentiall opening and closing man !/!s to allow steam to pass to the
turbine. The spiral groo!e cut in the wheels does not simpl open on !al!e then the ne.t. 5ather b using
the different noDDle numbers contained in the group) it can gi!e !ariations in the number of noDDles in use
b opening and closing groups as the wheel rotates in the same direction. This sstem would not ha!e the
controlled man !/! of the sstem abo!e.
This sstem) due to inherent unreliabilit*s) does not lend itself to bridge control.
i. All shut
ii. 1 open
iii. ! open
iv. " open
v. 1 & " open
vi. ! & " open
vii. 1 & ! & " open
Se7uential control 0 Bar lift type
This sstem has found much use on Turbo+alternator generator sets and is similar to Selecti!e %oDDle
control) but has much increased reliabilit.
(t consists of a series of noDDle groups which are brought into line b the opening of their
respecti!e !al!e. The !al!es are operated b the lifting of a beam or bar) which is connected !ia a ser!o to
the go!ernor. Sequential control is gained b the ad:usting of the height the bar must lift before
contacting with the !al!e spindle nutG each !al!e) b ad:ustment of its spindle nut will start to open at
!aring bar lift.
Steam flow to the noDDles is at a ma.imum with little throttling effect.
Some oil is allowed to lea1 past the ser!o and pilot !al!e) this impro!es the action and gi!es a
cooling effect to these parts which are b necessit located close to the hot parts of the turbine.
%ll round and partial admission
This refers to the steam flow around the circumference e.iting the noDDles and entering the first stage of
the turbine.
All round admission+ This normall refers to Parsons reaction turbines with no impulse stages.
Steam is led to an inlet belt containing a complete /?0
o
co!ering of fi.ed blades. Power
!ariation is b closing of the manoeu!ring !al!es.
6artial admission+ %ormall found on impulse turbines or reaction turbines ha!ing a curtis wheel first
stage.
2ue to the low specific !olume of the steam at inlet conditions the requisite siDe of noDDles for
full admission would be impracticabl small.)pL 7ence) the steam enters in sections) those area on the
circumference not co!ered b noDDles are hooded to reduce windage and o!erheating.
For manoeu!ring it is recommended that all the noDDle groups are opened. This reduces the
blade loading otherwise all the steam passing through the man !/! would be acting on a small number of
blades. Ca.imum efficienc is achie!ed with the man !/! full open and hence sets of noDDles are shut off
at full awa.
7owe!er some manufactures recommend that all of the noDDles are opened up to reduce the
blade passing !ibration caused b the fle.ing of the blades as the pass the steam :et.
1verload
For o!erload conditions in e.cess of normal a bpass !/! ma be fitted which admits steam a
number of stages down from the 7P inlet.3 introducing the low specific !olume steam further down
where the noDDle area are greater allows more steam flow. (n this condition the main stop is closed and
the first few stages idle.
Codern practice howe!er is to lea!e the man !/! open so a small amount of power is
produced o!er the first stages.
Taper0T#isting of +lades
5easons for taper/twistin of the final staes of 36 turbines
4ue to the chane in centrifual velocity with the increase diameter towards the e)haust end
the true vector velocity of the steam varies over the lenth of the no''le! The blade must be
twisted to ensure the steam enters at the correct anle
The tip has an aerofoil section to increase the reaction to e%ualise the flow of steam across it
which would otherwise be non/uniform due to the pressure difference between the tip and
base due to centrifual action
The tapered blade desin allows an increased distance between the blade and no''les! This
ives water droplets more time to increase in speed driven by the steam flow!
2n addition the tanential velocity is much reater than that of the a)ial velocity and hence the
rotatin disc of steam tends to centrifue out the water droplets
9hen viewed as a cantilever beam the tapered desin is ideal from a mechanical point of view
to resist bendin
The tip aerofoil section increases the reaction to e%ualise the flow of steam across the
bladewhich would otherwise be non/uniform due to the pressure difference between tip and
base caused by the centrifued steam
egative (eaction
The degree of reaction 5 is defined as the ratio of the heat drop in the mo!ing blades to the sum of the
heat drop in the noDDles and the mo!ing blades i.e.
5 = hb/hn I hb
The heat drop across the mo!ing blades is manifest as an e.pansion of the steam during ites
passage through the mo!ing blades and thus as increase in steam !elocit.
(f a compression ta1es place at the same section along the blade length instead of an
e.pansion thus being equi!alent to wor1 done then the term becomes negati!e) and pro!ided hn L hb the
e.pression becomes negati!e at the section considered.
The actual mechanism where b this occurs is lin1ed to the !orte. flow theor.
Simplified this states that because of the oblique angle of the steam flow out of the noDDle the
flow path in the gap between the noDDle outlet and mo!ing blade inlet follows a line of flow something li1e
a spiral and that there must be therefore inertial forces set up which cause a !ariation in steam pressure
in the radial direction to the gap.
6here the noDDle height ratio (ratio radial height E of the noDDles to the mean diameter 2) is
small the effect is limited) but in those stages where the noDDle height ratio is large it has a profound
effect on the distribution of heat drop in the noDDles and blades.
,alculation of steam conditions at mean blade height (as be used in the preceding stages) is
no longer indicati!e of flow characteristics.
Shown is a section of noDDle and blade. (t is assumed the pressure is sensibl constant in a
radial direction i.e. the flow lines are entirel a.ial in direction relati!e to the casing. 7owe!er)there is a
pressure gradient in the radial direction in the gap between the noDDles and mo!ing blades so that if the
blade profile were calculated on the conditions pre!ailing at the mean height of the noDDles and blades)
based on a pressure drop through the mo!ing blades of P" + P/) the pressure in the gap near the tip (P"T)
would be greater than the mean height inlet pressure (P") and the pressure near the root (P"5) would be
less than the mean height inlet pressure (P").
(f the degree of reaction at the mo!ing blade height were small so that the e.pansion in the
mo!ing blades were small) then P" would be onl slightl greater than P/ and the inlet pressure at the
root P"5 could in fact be less than P/. This would lead to an apparent increase in pressure through a part
of the mo!ing blades or negati!e reaction. Also) the pressure difference P"T+P/ at the tip could be greater
than at the mean height. So the degree of reaction would be positi!e but larger at the mean height.
Thus) the degree of reaction ma increase from negati!e to positi!e from root to tip.
(n realit) there is not necessaril a flow re!ersal at the section where negati!e reactions
occur as would e.pect but simpl an o!er+e.pansion of the steam at e.it from the noDDles.
Such a blade would be highl inefficient) not onl due to the high losses associated with
negati!e reaction but also due to shoc1 losses at entr to the mo!ing blades.
Codern designs ensure a degree of positi!e reaction at the root of e!er mo!ing blade and
design conditions to a!oid negati!e reaction at all other off design conditions.
Loss of efficiency due to recirculation
3alance holes ma be drilled in the blade wheel to reduce the loading caused b this effect.
This has the effect of increaseing the amount of recirculation) introduces a stress raiser and increases
windage losses. To tr to elle!iate soem of this the bore is carefull radiused and polished
A certain amount of reaction is put on the blade b casuing a pressure drop across the blade to equal that
caused b the eduction effect+appro.iamtel &0= ( 2egree of reaction = Anthalp drop o!er
blade/enthalp drop o!er stage)
o66les
Convergent0divergent no66les
Steam lea!ing the boiler has high heat energ) low 1inetic energ.
The amount of heat energ or enthalp is dependent on the pressure and condition of the
steam ( drness fraction) degree of superheat )
(f the pressure is then dropped) then some heat energ must then be released. This heat ma
be used to perform wor1 or be allowed to manifest itself as an increase in !elocit.
Assuming the mass of steam must pass a point at an time) thenG
1!&!A is proportional to specific volume of steam/ velocity
At inlet to noDDle the specific !olume of the steam is relati!el low) and rate of increase is low
Felocit increases at a greater rate
,.S.A is proportional to specific !olume/ !elocit
Therefore) area required for flow contracts As e.pansion proceeds) rate of change of specific !olume
increases to a point where it o!erta1es the rate of change of !elocit and an increase in ,.S.A is required
The point immediatel prior to this is the min ,.S.A and is called the throat.
(f the remainder of the path is then 1ept constant then this noDDle is called con!ergent and
the steam will lea!e the noDDle with no discontinuit of flow
The amount of steam discharged will depend upon inlet/e.haust pressure ratio.
limit 8+
A.haust pressure = 0.99 inlet pressure ( suphtd )
A.haust pressure = 0.9> inlet pressure ( sat )
This is called the critical pressure as no drop in e.haust pressure will increase the flow.
(f the steam flow enters a pressure less then the critical then the e.pansion becomes
uncontrollable and there is a rapid dissipation of energ) scattering the stem and causing turbulence in the
stead flow. (f a di!ergent section is attached then e.pansion is controlled b graduall increasing the
area ma1ing the discharge pressure equal to the bac1 pressure.
Steam lea!es the noDDle without discontinuit of flow.
2i!ergent section has an angle of di!ergence of > to &0
o
to centre line
,on!erging section made as short a possible as rapid contraction to damp turblence and help
stream line for laminar flow.
A.pansion theoreticall adiabatic.
6ear) erosion) deposits create turbulence and recon!ert some 1.e. bac1 to heat energ.
o66le plate and Bo,es
The noDDles ma be formed b machining of the noDDle plate) or b casting in steel partition plates.
Alternatel) noDDles ma be fabricated of !anadium+molbdenum steel and welded into segments. These
ma be fitted into the noDDle bo. which is welded to the turbine casing.
2ifferent noDDle designs
(n this instance the T+section noDDle plate is manufactured as a continuous ring) full stressed
relie!ed) then cut into three sections with gaps to allow for e.pansion.
The noDDle bo. is made of a similar material to the noDDle ring and is welded into the casing)
followed b stress relie!ing
The T+Section segments are entered circumferentiall into the T+Slots in the noDDle bo.
casting
,opper end seals let into radial recesses in the T+Slot cut down circumferential lea1age
,ontinuous /?0* noDDle plate minimises tip lea1age o!er the blades.
!odern o66le Plate
Thrust Bearing
The thrust bearing is placed at the inlet end of the turbine casing as this is the hottest end and hence the
most effected b differential turbine/casing e.pansion. This helps to pre!ent damage to the glands and
also allows the use of reduced clearances) necessar as the specific !olume of the steam is at its highest
Standard
A half set of pads are fitted in the aft thrust direction as these are mainl for location onl and
do not carr an a.ial loading caused b the passage of the steam.
4il enters the lower portion of the bearing and passes up !ia a restriction to ensure the assembl remains
flooded with oil
Self %ligning
The high inertia of the spheical carrier reduces the arragements abilit to cope with distortions
and imperfections. The 1e pre!ent sthe rotation of the carrier.
!odern Self %ligning
This design has less inertia and hence is more effecti!e with dealing with distortion.
Mitchell tilting pad bearings are commonl used due to their self aligning properties. The length of the
pads is limited due to lubrication problems at the thin end of the oil wedge.
The pads are formed initiall as a single ring then machined to requirements. This is wh all pads must be
changed following failure
Thrust Bearing Clearance
For inital setting up the rotor is centralised b :ac1ing for*d and aft) and the clearance on the ahead side
measured. A complete set of pads with carrier are made up to e.actl the correct siDe. The astern siDe is
measured) a running lube oil clearance subtracted and the astern set built up. The whole lot is fitted and
final clearances measured.
The retaining ring is split at the horiDontal a.is. Stop plates at the :oints pre!ent mo!ement of
the mitchell pads) one of these stop plates is e.tended and pre!ents the retaining ring mo!ing
4n the 7P turbine normall onl a half set of thrust pads are fitted. For the EP turbine with an
astern turbine a full set is used. Shils and liners are fitted to set clearance.
There is a tendenc for oil to be flung to the peripher under centrifugal action. ence) the
orifice is fitted to ensure flooding) also metering flow from main sstem.
Total clearance = 0."9mm
This ma be chec1ed b attaching a finger plate to the casing and :ac1ing the rotor for*d and
aft. Po1er guages ma be used when the turbine is running.
Bun metal or mild steel is used for bac1ing plate. 3abbit metal (>@= Tin) >+<= Antimon) /+
'= ,opper) for bearing face
An independent thrust collar ma be case hardened and fitted using a combination of
interference fit) longitudinal 1e and circumferential retaining ring.
!ain Bearing
Teh length/diameter ratio is "// to //") the smaller figure is more relati!e to modern designs
and can help reduce oil whirl. The top clearance is 0.9mm) this is sufficientl large to allow for large
quantites of oil flow to aid cooling. %o oil was are pro!ided other than a small amount of metal washed
awa at the inlt oil ports.
Ca.imum oil temperature is >/*,
6hite metal thic1ness 0."9 to 0.9mm) the thic1er this laer the greater the abilit to cope with dirt
absorbtion. Thic1er white metal is required for gun metal bac1ed bearings due to the possibilit of copper
pic1 up should the white metal run. The white metal adheres better to the steel and pro!ides better
rigidit.
Tpical white metal >9= tin) >.9= Antimon) ?= copper.
An antisiphon de!ice pre!ents all the oil lea!ing bearing if there is a failure of oil suppl
2umm bearings must be introduced to allow remo!al of lower bearing for inspection
Tur+ine *rainage
Steam enters the 7P turbine dr with superheated. As it passes through the stages the degree of
superheat falls to a point in the final stages of the EP turbine the drness factor is less than one and
water droplets are entrained.
6hen the water droplets form the are !er small and tra!el at the same !elocit as the
steam. As the stream passes through further stages the water droplets fail to 1eep in the steam stream
with the changes in direction and !elocit. The droplet siDe increases and is remo!ed from the steam b
centrifugal action and b contact with the blades.
These droplets ma impact the leading face of the rotating blades abd lead to erosion and
cause a retarding effect. The damage is proportional to the swirl !elocit and therefore is ' times worse at
the tip than the root.
The water droplets tend to flow to the tips of the blade and from there passes to the casing or
pass on to further stages. The erosion causes pitting) perforations and blade failure.
2amage to the blades ma be reduced b braDing or electron beam welding on a stellite strip
7owe!er these can be undermined b erosion and be thrown off causing considerable damage.
4ne method of reducing this problem is b reheating the 7P e.haust sstem b passing
through the boiler. This has the added effect of increaseig plant efficienc but at increase cost of pipe run.
5educing blade height and therefore speed can lessen effects as can taper twisting the final stages (see
seperate page)
You might also like
- Introduction About Lafarge:: Lafarge (Jordan Cement Factory)Document6 pagesIntroduction About Lafarge:: Lafarge (Jordan Cement Factory)Hamzeh GhnimatNo ratings yet
- Area Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Document7 pagesArea Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Zohaib AhmedNo ratings yet
- Designofcoupling 180525101520 PDFDocument39 pagesDesignofcoupling 180525101520 PDFankur palNo ratings yet
- Increasing The Kiln SpeedDocument1 pageIncreasing The Kiln SpeedsreeganeshrNo ratings yet
- FEB 14, 2020 Top 5 Critical Maintenance Issues For Rotary KilnsDocument4 pagesFEB 14, 2020 Top 5 Critical Maintenance Issues For Rotary KilnsCarlos Ramón Plazaola LorioNo ratings yet
- Application of Electrical Drives in Cement Industry: Harshit Patel (171113021) 3 Year EEE Dept. Mobile No: +91 9131471858Document30 pagesApplication of Electrical Drives in Cement Industry: Harshit Patel (171113021) 3 Year EEE Dept. Mobile No: +91 9131471858harshit patel100% (1)
- Vulcan GoodDocument48 pagesVulcan Goodtanha56313955No ratings yet
- ATOX Raw Mill. Weekly ReportDocument7 pagesATOX Raw Mill. Weekly ReportDilnesa EjiguNo ratings yet
- Hardened Ground Gears On System DesignsDocument19 pagesHardened Ground Gears On System DesignsChetan PrajapatiNo ratings yet
- Bearing Failure: Causes and CuresDocument13 pagesBearing Failure: Causes and CureslorindalNo ratings yet
- DALOG BusyBee MKM Viewer ManualDocument16 pagesDALOG BusyBee MKM Viewer ManualGilberto PérezNo ratings yet
- Backlash Analysis of a New Planetary GearingDocument8 pagesBacklash Analysis of a New Planetary GearingSerkanNo ratings yet
- Presentation GearDocument18 pagesPresentation Gearsou.bera100% (1)
- Tire Migration Measurement & Information 17042019Document2 pagesTire Migration Measurement & Information 17042019Zegera MgendiNo ratings yet
- Gear Assembly Maintenance Techniques TurbogearsDocument12 pagesGear Assembly Maintenance Techniques Turbogearshumayun121No ratings yet
- Gear Ring Radial AlignmentDocument2 pagesGear Ring Radial AlignmentJavier GutierrezNo ratings yet
- Air SeperatorDocument45 pagesAir Seperatorsameh ibrahemNo ratings yet
- Shutdown Job at Rawmill Line-A (22!6!2016)Document2 pagesShutdown Job at Rawmill Line-A (22!6!2016)salman saleemNo ratings yet
- Gear and Bearing Fatigue DamageDocument18 pagesGear and Bearing Fatigue DamagemkpqNo ratings yet
- 1) Flender StandardsDocument16 pages1) Flender Standardsoner erdeveNo ratings yet
- Gear Tooth Contact PatternsDocument3 pagesGear Tooth Contact PatternsToua YajNo ratings yet
- 2015 MNCDocument33 pages2015 MNChiepNo ratings yet
- Raw Mill Girth Gear Work OrderDocument3 pagesRaw Mill Girth Gear Work OrderDgk RajuNo ratings yet
- Bearing BasicsDocument69 pagesBearing BasicsHashem Mohamed HashemNo ratings yet
- Floating The KilnDocument1 pageFloating The KilnsreeganeshrNo ratings yet
- Worm gear calculation softwareDocument22 pagesWorm gear calculation softwarekismugan0% (1)
- Design of Main GirderDocument58 pagesDesign of Main GirderovikbasuNo ratings yet
- Chapter 6 - Lubricating SystemDocument29 pagesChapter 6 - Lubricating SystemEugine BalomagaNo ratings yet
- Babbitt Information For PouringDocument8 pagesBabbitt Information For PouringmarciofelipessantosNo ratings yet
- Rotex SpecDocument30 pagesRotex SpecspringkimNo ratings yet
- Manual Fls Montajes de CoronasDocument42 pagesManual Fls Montajes de CoronasFran JimenezNo ratings yet
- VDI3834 en PDFDocument1 pageVDI3834 en PDFgpromoNo ratings yet
- Planetary (Eng)Document10 pagesPlanetary (Eng)naveenmg201No ratings yet
- RGB Mounton Gear BoxDocument29 pagesRGB Mounton Gear BoxManojNo ratings yet
- Chapter 7 Shaft AlignmentDocument29 pagesChapter 7 Shaft Alignmentعبدالحافظ زايدNo ratings yet
- Gearing AgmaDocument17 pagesGearing AgmaDomingos AzevedoNo ratings yet
- Alwasy Step Ahead in TechnologyDocument6 pagesAlwasy Step Ahead in TechnologyDxFx100% (1)
- Kiln shell replacement guide: Procedures for layout, removal, installation & alignmentDocument7 pagesKiln shell replacement guide: Procedures for layout, removal, installation & alignmentliofasNo ratings yet
- Resilient CouplingsDocument7 pagesResilient CouplingsAriyanNo ratings yet
- Helical and Spiral-Bevel Helical Gear Units: Installation Operation and Maintenance ManualDocument31 pagesHelical and Spiral-Bevel Helical Gear Units: Installation Operation and Maintenance ManualGanesh KumarNo ratings yet
- Gearbox Efficiency and LubricationDocument6 pagesGearbox Efficiency and Lubricationrashm006ranjanNo ratings yet
- Gear Temperature MeassureDocument9 pagesGear Temperature MeassurejizuNo ratings yet
- Applications of Rotary KilnDocument5 pagesApplications of Rotary KilnVerona OsorioNo ratings yet
- Group 4 Adjustment: 1. Checking The Ring Gear Backface RunoutDocument7 pagesGroup 4 Adjustment: 1. Checking The Ring Gear Backface RunoutAndré TarginoNo ratings yet
- Basic of GearsDocument35 pagesBasic of Gearskcshieh100% (1)
- KYK CatalogueDocument94 pagesKYK Cataloguepriya kumariNo ratings yet
- Girth Gear InspectionDocument2 pagesGirth Gear Inspectionn_ashok6890390% (2)
- Gearbox Instruction Manual: Control No.: GB-0207 - Rev 3.0Document19 pagesGearbox Instruction Manual: Control No.: GB-0207 - Rev 3.0Andre Brama AlvariNo ratings yet
- Schenck WebDocument4 pagesSchenck Webarief22No ratings yet
- Velocity Severity Velocity Range Limits and Machine Classes ISO Standard 10816-1Document1 pageVelocity Severity Velocity Range Limits and Machine Classes ISO Standard 10816-1Karthik VkNo ratings yet
- Hot Cold Hot Alignment PDFDocument4 pagesHot Cold Hot Alignment PDFmahan moradiNo ratings yet
- Trunnion Bearing ClearanceDocument1 pageTrunnion Bearing ClearanceJuanPabloGonzalezFiblasNo ratings yet
- Worm Wheel HobsDocument7 pagesWorm Wheel HobsRaul PerezNo ratings yet
- Support Roller Thrust Load MeasurementsDocument11 pagesSupport Roller Thrust Load Measurementspasha100% (1)
- Dispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandDocument3 pagesDispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandRajatNo ratings yet
- Shaft Alignment - Rim and Face MethodDocument6 pagesShaft Alignment - Rim and Face MethodWajdi MansourNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorFrom EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorNo ratings yet
- Tooth Design: Forces Acting On Spur GearsDocument8 pagesTooth Design: Forces Acting On Spur GearsMeghanath AdkonkarNo ratings yet
- Brochure o Pumps Deepwell Gas CarriersDocument4 pagesBrochure o Pumps Deepwell Gas CarriersJohn MarxisNo ratings yet
- Oxygen AnalysersDocument2 pagesOxygen AnalysersJitendra KumarNo ratings yet
- Overview of Microbiological AttackDocument10 pagesOverview of Microbiological AttackJitendra KumarNo ratings yet
- Oily Water SeperatorsDocument2 pagesOily Water SeperatorsJitendra KumarNo ratings yet
- Oil Distribution and Factors in Journal BearingsDocument2 pagesOil Distribution and Factors in Journal BearingsAnkit DedhiyaNo ratings yet
- Pilgrim NutDocument2 pagesPilgrim NutJitendra KumarNo ratings yet
- PID TuningDocument4 pagesPID TuningJitendra Kumar100% (1)
- Oil WhirlDocument2 pagesOil WhirlJitendra KumarNo ratings yet
- Parallel Operation of GeneratorsDocument5 pagesParallel Operation of GeneratorsJitendra KumarNo ratings yet
- Overall Arrangement: Description of The Salient PartsDocument6 pagesOverall Arrangement: Description of The Salient PartsJitendra KumarNo ratings yet
- Microbes of Microbiological Attac1Document3 pagesMicrobes of Microbiological Attac1Jitendra KumarNo ratings yet
- Operation of A Centrifugal Oil PurifersDocument3 pagesOperation of A Centrifugal Oil PurifersJitendra KumarNo ratings yet
- Materials Used in Ships Sea Water SystemsDocument1 pageMaterials Used in Ships Sea Water SystemsAnkit DedhiyaNo ratings yet
- Molybdenum DiSulphideDocument1 pageMolybdenum DiSulphideJitendra KumarNo ratings yet
- Motor Ship Steam Plan1Document3 pagesMotor Ship Steam Plan1Jitendra KumarNo ratings yet
- Low Sulphur FuelsDocument1 pageLow Sulphur FuelsJitendra KumarNo ratings yet
- Increasing Propulsive EfficiencyDocument6 pagesIncreasing Propulsive EfficiencyJitendra KumarNo ratings yet
- Navigation LightingDocument1 pageNavigation LightingJitendra KumarNo ratings yet
- LNG Containment DesignsDocument3 pagesLNG Containment DesignsJitendra KumarNo ratings yet
- Marpol 73Document12 pagesMarpol 73Jitendra KumarNo ratings yet
- Metallurgical TestingDocument1 pageMetallurgical TestingJitendra KumarNo ratings yet
- Motor Ship Steam Plant ControlDocument1 pageMotor Ship Steam Plant ControlJitendra KumarNo ratings yet
- Microbes of Microbiological Attac1Document3 pagesMicrobes of Microbiological Attac1Jitendra KumarNo ratings yet
- Lube Oil Requirements For Diesel EnginesDocument3 pagesLube Oil Requirements For Diesel EnginesJitendra KumarNo ratings yet
- Mechanical GovernorsDocument1 pageMechanical GovernorsJitendra KumarNo ratings yet
- Lifting Using Accessories: Calculation of LoadDocument2 pagesLifting Using Accessories: Calculation of LoadJitendra KumarNo ratings yet
- LNG Reliquifactio1Document1 pageLNG Reliquifactio1Jitendra KumarNo ratings yet
- Liquified Gas CargoesDocument2 pagesLiquified Gas CargoesJitendra KumarNo ratings yet
- Jacket Water SystemDocument2 pagesJacket Water SystemJitendra KumarNo ratings yet
- Sales TAX FORMATDocument6 pagesSales TAX FORMATMuhammad HamzaNo ratings yet
- Assessment Nursing Diagnosis Scientific Rationale Planning Intervention Rationale EvaluationDocument9 pagesAssessment Nursing Diagnosis Scientific Rationale Planning Intervention Rationale Evaluationclydell joyce masiarNo ratings yet
- Fmi Code GuideDocument82 pagesFmi Code GuideNguyễn Văn Hùng100% (4)
- Daraz PKDocument4 pagesDaraz PKshavais100% (1)
- On Hereditary Italian WitchcraftDocument79 pagesOn Hereditary Italian WitchcraftAlbion JamesNo ratings yet
- Lahore School of Economics Operations Management Final Group Project Outline (Weightage 15%) Bba - Iv Instructor: Dr. Saba Fazal FirdousiDocument3 pagesLahore School of Economics Operations Management Final Group Project Outline (Weightage 15%) Bba - Iv Instructor: Dr. Saba Fazal FirdousiAshir HassanNo ratings yet
- Transforming City Governments For Successful Smart CitiesDocument194 pagesTransforming City Governments For Successful Smart CitiesTri Ramdani100% (2)
- Philips Solar+LED Marketing StrategyDocument15 pagesPhilips Solar+LED Marketing StrategyrejinairNo ratings yet
- Volume Meters Models 962 and 963 Series CDocument8 pagesVolume Meters Models 962 and 963 Series CVictor Edy Facundo DelzoNo ratings yet
- CT2003 LevelMeasurementP1 TechReport1 1Document27 pagesCT2003 LevelMeasurementP1 TechReport1 1Vignesh RajanNo ratings yet
- FELDocument71 pagesFELElimel Rome Rico100% (4)
- Logistic RegressionDocument17 pagesLogistic RegressionLovedeep Chaudhary100% (1)
- Introduction To Computer Graphics: Version 1.3, August 2021Document456 pagesIntroduction To Computer Graphics: Version 1.3, August 2021Sharan K.KNo ratings yet
- User Interface Analysis and Design TrendsDocument38 pagesUser Interface Analysis and Design TrendsArbaz AliNo ratings yet
- Martina: Available Colors For This VersionDocument2 pagesMartina: Available Colors For This VersionUmeshNo ratings yet
- Family Nursing Care PlanDocument2 pagesFamily Nursing Care PlanSophia Ella OnanNo ratings yet
- Return On Marketing InvestmentDocument16 pagesReturn On Marketing Investmentraj_thanviNo ratings yet
- Grid Infrastructure Installation and Upgrade Guide Ibm Aix Power Systems 64 BitDocument284 pagesGrid Infrastructure Installation and Upgrade Guide Ibm Aix Power Systems 64 BitAntonioNo ratings yet
- TMP 841704 RL 2023-03-13 Relieving LetterDocument1 pageTMP 841704 RL 2023-03-13 Relieving Letterxop0887No ratings yet
- Voyager en DLRDocument2 pagesVoyager en DLRlizxcanoNo ratings yet
- SheeshDocument31 pagesSheeshfrancisco bonaNo ratings yet
- Syed Shujauddin 124661163Document3 pagesSyed Shujauddin 124661163shujauddin11No ratings yet
- Environment Health: European Research OnDocument73 pagesEnvironment Health: European Research OnDaiuk.DakNo ratings yet
- Admission Form BA BSC Composite PDFDocument6 pagesAdmission Form BA BSC Composite PDFKhurram ShahzadNo ratings yet
- Consular Assistance For Indians Living Abroad Through "MADAD"Document12 pagesConsular Assistance For Indians Living Abroad Through "MADAD"NewsBharatiNo ratings yet
- Human PhysiologyDocument4 pagesHuman Physiologyshahzain92No ratings yet
- Neem Oil Insect Repellent FormulationDocument12 pagesNeem Oil Insect Repellent FormulationnityaNo ratings yet
- Human Resource Planning and Corroporate Strategies: Meaning and Definition of StrategyDocument19 pagesHuman Resource Planning and Corroporate Strategies: Meaning and Definition of StrategyRashmi KhublaniNo ratings yet
- BICs Policy 2021 - FinalDocument8 pagesBICs Policy 2021 - FinalIrfan U ShahNo ratings yet
- Java Material 1Document84 pagesJava Material 1tvktrueNo ratings yet