You might also like
- Guidelines For The Installation, Inspection, Maintenance and Repair of Structural Supports For Highway Signs, Luminaries, and Traffic SignalsDocument29 pagesGuidelines For The Installation, Inspection, Maintenance and Repair of Structural Supports For Highway Signs, Luminaries, and Traffic Signalsx620No ratings yet
- HARDWARE AsdfeDocument8 pagesHARDWARE AsdfeJuly TadeNo ratings yet
- Bolted Connections For Steel StructuresDocument11 pagesBolted Connections For Steel Structuresramu karriNo ratings yet
- Design of Bolted Connections in Steel StructuresDocument4 pagesDesign of Bolted Connections in Steel StructuresHarish T S Gowda0% (1)
- Joining Steel MembersDocument1 pageJoining Steel MemberstierradiegoyahooesNo ratings yet
- Bolting Inspection and Tes Procedures PDFDocument44 pagesBolting Inspection and Tes Procedures PDFMarlon Delos ReyesNo ratings yet
- ASWP Manual - Section 3 - Joints (10!6!12)Document12 pagesASWP Manual - Section 3 - Joints (10!6!12)shah1980No ratings yet
- SESOC AnchorBoltsDocument33 pagesSESOC AnchorBoltsFabrizio BisernaNo ratings yet
- Splicing Bar Resources: Additional Information On Lap Splices Can Be Found HereDocument5 pagesSplicing Bar Resources: Additional Information On Lap Splices Can Be Found HereLiyakhat aliNo ratings yet
- Principles and Practices of Stud Welding: State-Of-The-Art PaperDocument0 pagesPrinciples and Practices of Stud Welding: State-Of-The-Art PaperTenkre TenNo ratings yet
- Chapter 2 Bolted ConnectionsDocument29 pagesChapter 2 Bolted ConnectionsKishan Purohit100% (1)
- TDS 010 Structural BoltsDocument4 pagesTDS 010 Structural BoltsAnonymous 4CnOgVNo ratings yet
- SESOC AnchorBolts PDFDocument33 pagesSESOC AnchorBolts PDFDivesh rahulNo ratings yet
- Bolts: Types, Parts, Grades & UsesDocument27 pagesBolts: Types, Parts, Grades & UsesReshma MKNo ratings yet
- Bolted Joints:: Lecture Notes: CRB/CIV/MSECDocument7 pagesBolted Joints:: Lecture Notes: CRB/CIV/MSECrameshbabu_1979No ratings yet
- You Cannot Tension All Bolts PDFDocument2 pagesYou Cannot Tension All Bolts PDFAndreas Galih PamungkasNo ratings yet
- 6.5. Bolt Installation: 5.1. What Can Be Done To Prevent The Nut From Loosening?Document3 pages6.5. Bolt Installation: 5.1. What Can Be Done To Prevent The Nut From Loosening?Ahmed LepdaNo ratings yet
- Bolts CatalogueDocument88 pagesBolts CatalogueAnandh PsNo ratings yet
- Bolted Connections GuideDocument21 pagesBolted Connections GuideA.k.MandalNo ratings yet
- Low Temp Design Note 1 Ed 1.0Document4 pagesLow Temp Design Note 1 Ed 1.0Kendra TerryNo ratings yet
- Hardware 21-38Document48 pagesHardware 21-38July TadeNo ratings yet
- Steel Framing ConnectioDocument21 pagesSteel Framing ConnectioJamesNo ratings yet
- Lecture-4-Bolted ConnectionsDocument139 pagesLecture-4-Bolted ConnectionsMuhammad Jawad Ul HaqNo ratings yet
- Site FixesDocument4 pagesSite FixesBalaji SampathNo ratings yet
- 6 TR Birleźim Bulon Rev1Document79 pages6 TR Birleźim Bulon Rev1kadir25ipekNo ratings yet
- Article - Structural BoltsDocument6 pagesArticle - Structural Boltsing_weroNo ratings yet
- Hydraulic Fittings and FlangesDocument11 pagesHydraulic Fittings and FlangesJosh WhiteNo ratings yet
- Chapter 4 - Bolted Connections: A Beginner's Guide To The Steel Construction ManualDocument5 pagesChapter 4 - Bolted Connections: A Beginner's Guide To The Steel Construction Manualedn_mj1645No ratings yet
- FastenersDocument46 pagesFastenerser_lalitgargNo ratings yet
- AISC - Inspection of Welded and Bolted JointsDocument26 pagesAISC - Inspection of Welded and Bolted JointsAdisak AumpiemNo ratings yet
- Fasteners Handbook - Blacks - CatalogueDocument88 pagesFasteners Handbook - Blacks - CatalogueRobert Stuart100% (2)
- Cast Iron Slide Gate SpecificationDocument12 pagesCast Iron Slide Gate SpecificationSohaib Ahmad MushtaqNo ratings yet
- Astm A 384Document2 pagesAstm A 384Shandy HaykalzNo ratings yet
- Reinforcement Placement and Inspection GuideDocument21 pagesReinforcement Placement and Inspection GuideMoe AlDirdeeryNo ratings yet
- Moment Resisting Connections - SteelconstructionDocument13 pagesMoment Resisting Connections - SteelconstructionAniket Dube100% (2)
- AN BoltsDocument8 pagesAN BoltsAnthony McfayNo ratings yet
- Course Content A) Bolted ConnectionsDocument18 pagesCourse Content A) Bolted Connectionsram894uNo ratings yet
- Hughes Brothers PDFDocument52 pagesHughes Brothers PDFJavier MaldonadoNo ratings yet
- Structural Steel Bolted Joints by Megdad - NAPISDocument35 pagesStructural Steel Bolted Joints by Megdad - NAPISsureshNo ratings yet
- Anker Schroeder - Anchors For Marine StructuresDocument28 pagesAnker Schroeder - Anchors For Marine Structuresmark keijzersNo ratings yet
- Faizal Minor Project PDFDocument17 pagesFaizal Minor Project PDFSANDEEP KUMARNo ratings yet
- Struc Steel Erection AidsDocument3 pagesStruc Steel Erection AidsSridhar MaharajaNo ratings yet
- Types of BoltsDocument7 pagesTypes of BoltsPranshu JainNo ratings yet
- A325 and A490 BoltsDocument9 pagesA325 and A490 BoltsCHECcorp100% (1)
- P1719 Working Document R8 October 2007Document26 pagesP1719 Working Document R8 October 2007metha.d8070No ratings yet
- Precast Pile.Document506 pagesPrecast Pile.Khandaker Khairul AlamNo ratings yet
- Acabado Bridas PDFDocument5 pagesAcabado Bridas PDFjast111No ratings yet
- Basics Design and Installation of Post Installed Rebars PDFDocument39 pagesBasics Design and Installation of Post Installed Rebars PDFPatrick LaoNo ratings yet
- 10 04 13Document55 pages10 04 13Edu HernándezNo ratings yet
- KDOT Bridge Construction Manual Chapter on Structural SteelDocument23 pagesKDOT Bridge Construction Manual Chapter on Structural SteelMaqsoodNo ratings yet
- 9.0structural Steel: Kansas Department of Transportation Bridge Construction ManualDocument23 pages9.0structural Steel: Kansas Department of Transportation Bridge Construction ManualRajender MudirajNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Design of Steel Structures: Materials, Connections, and ComponentsFrom EverandDesign of Steel Structures: Materials, Connections, and ComponentsNo ratings yet
- DSC4 CorrigendaDocument4 pagesDSC4 CorrigendaClaudio Dos SantosNo ratings yet
- State of The Art in Techniques For Rehabilitation of BuildingsDocument16 pagesState of The Art in Techniques For Rehabilitation of BuildingsYağmur KopramanNo ratings yet
- Test Dates 2014: 2014 Test Date Test ResultsDocument1 pageTest Dates 2014: 2014 Test Date Test ResultsantiacidoNo ratings yet
- NPT Thread Male Coupling,: Smooth Shank, Including Aluminium ClampsDocument1 pageNPT Thread Male Coupling,: Smooth Shank, Including Aluminium ClampsantiacidoNo ratings yet
- TABLA ASCE 7-05 Minimum Design Loads For Buildings and Other StructuresDocument1 pageTABLA ASCE 7-05 Minimum Design Loads For Buildings and Other StructuresantiacidoNo ratings yet
- Deflection Check BeamDocument2 pagesDeflection Check BeamAnonymous wWOWz9UnWNo ratings yet
- General Welding GuidelinesDocument13 pagesGeneral Welding GuidelinesSamir669No ratings yet
- Wafflemat Design WhitepaperDocument13 pagesWafflemat Design WhitepaperantiacidoNo ratings yet
- Wafflemat Design WhitepaperDocument13 pagesWafflemat Design WhitepaperantiacidoNo ratings yet
- Short Circuit Calculation Transformer FLADocument6 pagesShort Circuit Calculation Transformer FLAnikita_tabaresNo ratings yet
- Seismic-Resistant Steel Design - EBFsDocument21 pagesSeismic-Resistant Steel Design - EBFsantiacidoNo ratings yet
- Eccentrically Braced FramesDocument8 pagesEccentrically Braced FramesrongerabbitNo ratings yet
- Roy HunterDocument26 pagesRoy HunterefcarrionNo ratings yet
- Mertz Handout-1 Evolution of Vehicular LL Kulicki MertzDocument26 pagesMertz Handout-1 Evolution of Vehicular LL Kulicki MertzantiacidoNo ratings yet
- Analysis of A Reinforced Concrete Shear Wall Bjork - Hauksdottir.2007Document118 pagesAnalysis of A Reinforced Concrete Shear Wall Bjork - Hauksdottir.2007antiacidoNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- ShoringDocument27 pagesShoringantiacido100% (2)
- SSPC-SP2 Hand Tool Cleaning PDFDocument2 pagesSSPC-SP2 Hand Tool Cleaning PDFsuriyaNo ratings yet
- SiloDocument285 pagesSiloantiacidoNo ratings yet
- Problem 2 012Document4 pagesProblem 2 012antiacidoNo ratings yet
- Maintenance ProblemDocument19 pagesMaintenance Problembgs_ndrtNo ratings yet
- Guest Room Cleaning SOPDocument29 pagesGuest Room Cleaning SOPYusri YopNo ratings yet
- Act. 2Document8 pagesAct. 2olpotNo ratings yet
- Plaster ProfilesDocument16 pagesPlaster ProfilesSami LouisNo ratings yet
- Esse 301 350 Se User ManualDocument7 pagesEsse 301 350 Se User ManualrahimjondesignerNo ratings yet
- Scotgrip® Anti-Slip Stairways Safegrip®Document2 pagesScotgrip® Anti-Slip Stairways Safegrip®scotgripNo ratings yet
- Pioneer DEH 1330R, DeH 1300R, DeH 1310 Service ManualDocument75 pagesPioneer DEH 1330R, DeH 1300R, DeH 1310 Service Manualmomi201150% (2)
- Disclosure To Promote The Right To InformationDocument25 pagesDisclosure To Promote The Right To InformationztmpNo ratings yet
- Acetone MsdsDocument4 pagesAcetone MsdsRidwan RifaiNo ratings yet
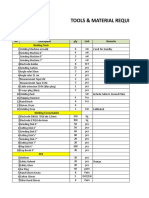
- Material & Consumables RequirementsDocument6 pagesMaterial & Consumables RequirementsDoc TorNo ratings yet
- Chiller Plant Control - Io Summary: Chilled Water SystemDocument2 pagesChiller Plant Control - Io Summary: Chilled Water SystemMohammed AminuddinNo ratings yet
- CCPS PS Beacon - Vaccum Is A Powerful Force OKDocument1 pageCCPS PS Beacon - Vaccum Is A Powerful Force OKDhanny MiharjaNo ratings yet
- Functional Range Synchronising Relay: UN1, FN2, SY1, SY/SPDocument12 pagesFunctional Range Synchronising Relay: UN1, FN2, SY1, SY/SPLeon WilliamsNo ratings yet
- PowerWave 044-05307 OS-1991-H0-003 Installation and Service Manual Rev ADocument70 pagesPowerWave 044-05307 OS-1991-H0-003 Installation and Service Manual Rev ARobb RobinsonNo ratings yet
- INTSO - Worksheet - 2 - KEY & SOLUTIONSDocument2 pagesINTSO - Worksheet - 2 - KEY & SOLUTIONSVrindavanchandra Animation StudiosNo ratings yet
- T/LL140 Series Fuel Level Sensor: Technical DataDocument1 pageT/LL140 Series Fuel Level Sensor: Technical Datacarlos andres mendezNo ratings yet
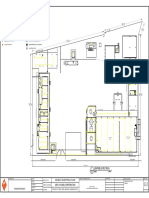
- Valenzuela CFEI Layout2Document1 pageValenzuela CFEI Layout2Lester MuscaNo ratings yet
- TS-1PR X 1.5MM (New)Document2 pagesTS-1PR X 1.5MM (New)mohd darusNo ratings yet
- Machine Tools Design and Numerical Control by M. K. Mehta PDFDocument560 pagesMachine Tools Design and Numerical Control by M. K. Mehta PDFPranav Thorat100% (3)
- Sur - Erection BOQ - Electr Equipm - RevADocument11 pagesSur - Erection BOQ - Electr Equipm - RevAshaikhsajid242100% (1)
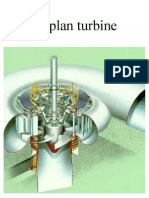
- 8 - Kaplan Turbines PDFDocument28 pages8 - Kaplan Turbines PDFMuhammad FirdausNo ratings yet
- Undercarriage ProposalDocument4 pagesUndercarriage ProposalRuwan Amila0% (1)
- BSI Standard PublicationDocument36 pagesBSI Standard PublicationNadzmy Hakkim100% (1)
- Multi-Directional Reach Truck UFW: SupportDocument12 pagesMulti-Directional Reach Truck UFW: SupportJohn SlorNo ratings yet
- Structural Design For Embankment Dam BottomdischargeDocument8 pagesStructural Design For Embankment Dam BottomdischargeAnonymous 87xpkIJ6CFNo ratings yet
- GenSet Wattage WorksheetDocument2 pagesGenSet Wattage Worksheetjdc_1811654No ratings yet
- FFBL TEST QueryDocument11 pagesFFBL TEST QueryABUBAKARNo ratings yet
- Grounding and Ground Fault Protection of Multiple GeneratorsDocument26 pagesGrounding and Ground Fault Protection of Multiple Generatorssispot_engNo ratings yet
- ASTTM D 4435 - Rock Nail TestDocument5 pagesASTTM D 4435 - Rock Nail TestmetropodikasNo ratings yet
- Variables For Welding 11-3-2016 - 264B1DF6 PDFDocument2 pagesVariables For Welding 11-3-2016 - 264B1DF6 PDFSameh AminNo ratings yet