You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Astm A126Document3 pagesAstm A126banglvhNo ratings yet
- Cambridge International As A Level Mathematics Probability StatisticsDocument142 pagesCambridge International As A Level Mathematics Probability StatisticsKeaNo ratings yet
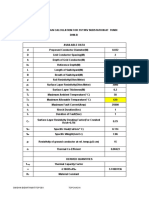
- Earthmat CalculationDocument4 pagesEarthmat CalculationpradipNo ratings yet
- Pipe Fittings PDFDocument164 pagesPipe Fittings PDFjlvega18No ratings yet
- Pipe Fittings PDFDocument164 pagesPipe Fittings PDFjlvega18No ratings yet
- Spatial Organization and Spatial Relationship PDFDocument17 pagesSpatial Organization and Spatial Relationship PDFGokulNo ratings yet
- Biaxial Bending in Columns: Icon LegendDocument2 pagesBiaxial Bending in Columns: Icon LegendGaurav BhendeNo ratings yet
- Torque-Tension Chart For B7Document1 pageTorque-Tension Chart For B7Ramón C. Silva H.No ratings yet
- Campbell AnUpdateonAWSD16StructuralWeldingCode Stainless SteelDocument34 pagesCampbell AnUpdateonAWSD16StructuralWeldingCode Stainless SteelAntonio CamachoNo ratings yet
- Calibration Block for Shear Wave ProbesDocument4 pagesCalibration Block for Shear Wave ProbesAntonio CamachoNo ratings yet
- Compact Dust Collector UnitsDocument4 pagesCompact Dust Collector UnitsAntonio CamachoNo ratings yet
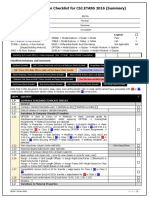
- Fem Design Verification Checklist For Csi Etabs Summary PDFDocument25 pagesFem Design Verification Checklist For Csi Etabs Summary PDFcorrectbatterystaplerhorseNo ratings yet
- Stirling's Formula-Keith ConradDocument8 pagesStirling's Formula-Keith ConradAlexNo ratings yet
- Dutch Cone Penetration TestDocument5 pagesDutch Cone Penetration TestKobelNo ratings yet
- 8062 Tolerance CalculationDocument3 pages8062 Tolerance CalculationUmesh SakhareliyaNo ratings yet
- Forces QBDocument156 pagesForces QBPrisha GargNo ratings yet
- MA 106 Linear Algebra Lecture 19 Abstract Vector SpacesDocument19 pagesMA 106 Linear Algebra Lecture 19 Abstract Vector Spacesamar BaroniaNo ratings yet
- Civil Engineering 6 Sem QuestionpaperDocument43 pagesCivil Engineering 6 Sem QuestionpaperNisha WayalNo ratings yet
- Class Test 2 31 JULY 2021: Process Fluid FlowDocument6 pagesClass Test 2 31 JULY 2021: Process Fluid FlowEnabewhkom OhpmNo ratings yet
- CVNG1013 Midterm 2020-21Document3 pagesCVNG1013 Midterm 2020-21Lee RNo ratings yet
- THE FORCE: EXPLORING THE PHANTOM EFFECT AND BEYONDDocument3 pagesTHE FORCE: EXPLORING THE PHANTOM EFFECT AND BEYONDmanaNo ratings yet
- Grad 2028Document99 pagesGrad 2028Marilyn CitadelNo ratings yet
- PHYS 1003 Physics 1 (Technological) 2007: Quantum Physics - Assignment 6 and Tutorial QuestionsDocument20 pagesPHYS 1003 Physics 1 (Technological) 2007: Quantum Physics - Assignment 6 and Tutorial QuestionsFrancisco OlveraNo ratings yet
- Dissecting Hydrometer CalculationsDocument5 pagesDissecting Hydrometer CalculationsJose Miguel Romero SevillaNo ratings yet
- Admittance and Circle Diagrams: Angus MacleodDocument5 pagesAdmittance and Circle Diagrams: Angus MacleodMobile SunNo ratings yet
- Electromagnetic Wave - Optics and Modern Physics - Past Paper PDFDocument10 pagesElectromagnetic Wave - Optics and Modern Physics - Past Paper PDFDouglas WongNo ratings yet
- Lesson Plan in Science Quarter 3Document13 pagesLesson Plan in Science Quarter 3Richez VillaranNo ratings yet
- 4c PRIMING & CAVITATIONDocument71 pages4c PRIMING & CAVITATIONMarkNo ratings yet
- Week2-Mechanical PropertiesDocument34 pagesWeek2-Mechanical PropertiesMuhammad AzeemNo ratings yet
- MATH 1211 Tutorial IX-Volume IntegralsDocument2 pagesMATH 1211 Tutorial IX-Volume IntegralsKeshav GopaulNo ratings yet
- Lecture Remote Sensing 008 ThermalDocument29 pagesLecture Remote Sensing 008 Thermalcurious aimNo ratings yet
- Lab 7 - Estimation of Internal Pressure of A Soda CanDocument10 pagesLab 7 - Estimation of Internal Pressure of A Soda CanNeel NadparaNo ratings yet
- Human Eye and The Colourful WorldDocument2 pagesHuman Eye and The Colourful WorldVenu GopalNo ratings yet
- Md. Mosarraf Hossain's Professional ExperienceDocument1 pageMd. Mosarraf Hossain's Professional Experiencemdasifkhan2013No ratings yet
- Applied Energy: Brecht Baeten, Frederik Rogiers, Lieve HelsenDocument12 pagesApplied Energy: Brecht Baeten, Frederik Rogiers, Lieve HelsenSindhu KanyaNo ratings yet
- CSCDDocument31 pagesCSCDJohn WishNo ratings yet