IM2006
01/2011
Rev. 5
INVERTEC
V205, V270 & V405
OPERATORS MANUAL
ENGLISH
LINCOLN ELECTRIC ITALIA S.r.l
Via Fratelli Canepa 8, 16010 Serr Ricc (GE), Italia
www.lincolnelectric.eu
English English I
Declaration of conformity
LINCOLN ELECTRIC ITALIA S.r.l.
Declares that the welding machine:
INVERTEC
V205
conforms to the following directives:
2006/95/CEE, 2004/108/CEE
and has been designed in compliance with the
following standards:
EN 60974-1, EN 60974-10
(2005)
Dario Gatti
European Engineering Director Machines
LINCOLN ELECTRIC ITALIA S.r.l., Via Fratelli Canepa 8, 16010 Serra Ricc (GE), Italia
12/05
English English II
Declaration of conformity
LINCOLN ELECTRIC ITALIA S.r.l.
Declares that the welding machine:
INVERTEC
V270
conforms to the following directives:
2006/95/CEE, 2004/108/CEE
and has been designed in compliance with the
following standards:
EN 60974-1, EN 60974-10
(2002)
Dario Gatti
European Engineering Director Machines
LINCOLN ELECTRIC ITALIA S.r.l., Via Fratelli Canepa 8, 16010 Serra Ricc (GE), Italia
12/05
English English III
Declaration of conformity
LINCOLN ELECTRIC ITALIA S.r.l.
Declares that the welding machine:
INVERTEC
V405
conforms to the following directives:
2006/95/CEE, 2004/108/CEE
and has been designed in compliance with the
following standards:
EN 60974-1, EN 60974-10
(2003)
Dario Gatti
European Engineering Director Machines
LINCOLN ELECTRIC ITALIA S.r.l., Via Fratelli Canepa 8, 16010 Serra Ricc (GE), Italia
12/05
English English IV
12/05
THANKS! For having choosen the QUALITY of the Lincoln Electric products.
Please Examine Package and Equipment for Damage. Claims for material damaged in shipment must be notified
immediately to the dealer.
For future reference record in the table below your equipment identification information. Model Name, Code &
Serial Number can be found on the machine rating plate.
Model Name:
......
Code & Serial number:
... ...
Date & Where Purchased:
... ...
ENGLISH INDEX
Safety .............................................................................................................................................................................. 1
Installation and Operator Instructions .............................................................................................................................. 2
Electromagnetic Compatibility (EMC) .............................................................................................................................. 7
Technical Specifications .................................................................................................................................................. 7
WEEE.............................................................................................................................................................................. 8
Spare Parts...................................................................................................................................................................... 9
Electrical Schematic ........................................................................................................................................................ 9
Accessories ..................................................................................................................................................................... 9
English English 1
Safety
01/11
WARNING
This equipment must be used by qualified personnel. Be sure that all installation, operation, maintenance and repair
procedures are performed only by qualified person. Read and understand this manual before operating this equipment.
Failure to follow the instructions in this manual could cause serious personal injury, loss of life, or damage to this
equipment. Read and understand the following explanations of the warning symbols. Lincoln Electric is not responsible
for damages caused by improper installation, improper care or abnormal operation.
WARNING: This symbol indicates that instructions must be followed to avoid serious personal injury,
loss of life, or damage to this equipment. Protect yourself and others from possible serious injury or
death.
READ AND UNDERSTAND INSTRUCTIONS: Read and understand this manual before operating
this equipment. Arc welding can be hazardous. Failure to follow the instructions in this manual could
cause serious personal injury, loss of life, or damage to this equipment.
ELECTRIC SHOCK CAN KILL: Welding equipment generates high voltages. Do not touch the
electrode, work clamp, or connected work pieces when this equipment is on. Insulate yourself from
the electrode, work clamp, and connected work pieces.
ELECTRICALLY POWERED EQUIPMENT: Turn off input power using the disconnect switch at the
fuse box before working on this equipment. Ground this equipment in accordance with local electrical
regulations.
ELECTRICALLY POWERED EQUIPMENT: Regularly inspect the input, electrode, and work clamp
cables. If any insulation damage exists replace the cable immediately. Do not place the electrode
holder directly on the welding table or any other surface in contact with the work clamp to avoid the
risk of accidental arc ignition.
ELECTRIC AND MAGNETIC FIELDS MAY BE DANGEROUS: Electric current flowing through any
conductor creates electric and magnetic fields (EMF). EMF fields may interfere with some
pacemakers, and welders having a pacemaker shall consult their physician before operating this
equipment.
CE COMPLIANCE: This equipment complies with the European Community Directives.
ARTIFICIAL OPTICAL RADIATION: According with the requirements in 2006/25/EC Directive and
EN 12198 Standard, the equipment is a category 2. It makes mandatory the adoption of Personal
Protective Equipments (PPE) having filter with a protection degree up to a maximum of 15, as
required by EN169 Standard.
FUMES AND GASES CAN BE DANGEROUS: Welding may produce fumes and gases hazardous to
health. Avoid breathing these fumes and gases. To avoid these dangers the operator must use
enough ventilation or exhaust to keep fumes and gases away from the breathing zone.
ARC RAYS CAN BURN: Use a shield with the proper filter and cover plates to protect your eyes from
sparks and the rays of the arc when welding or observing. Use suitable clothing made from durable
flame-resistant material to protect you skin and that of your helpers. Protect other nearby personnel
with suitable, non-flammable screening and warn them not to watch the arc nor expose themselves to
the arc.
WELDING SPARKS CAN CAUSE FIRE OR EXPLOSION: Remove fire hazards from the welding
area and have a fire extinguisher readily available. Welding sparks and hot materials from the welding
process can easily go through small cracks and openings to adjacent areas. Do not weld on any
tanks, drums, containers, or material until the proper steps have been taken to insure that no
flammable or toxic vapors will be present. Never operate this equipment when flammable gases,
vapors or liquid combustibles are present.
WELDED MATERIALS CAN BURN: Welding generates a large amount of heat. Hot surfaces and
materials in work area can cause serious burns. Use gloves and pliers when touching or moving
materials in the work area.
English English 2
SAFETY MARK: This equipment is suitable for supplying power for welding operations carried out in
an environment with increased hazard of electric shock.
EQUIPMENT WEIGHT OVER 30kg: Move this equipment with care and with the help of another
person. Lifting may be dangerous for your physical health.
CYLINDER MAY EXPLODE IF DAMAGED: Use only compressed gas cylinders containing the
correct shielding gas for the process used and properly operating regulators designed for the gas and
pressure used. Always keep cylinders in an upright position securely chained to a fixed support. Do
not move or transport gas cylinders with the protection cap removed. Do not allow the electrode,
electrode holder, work clamp or any other electrically live part to touch a gas cylinder. Gas cylinders
must be located away from areas where they may be subjected to physical damage or the welding
process including sparks and heat sources.
HF
CAUTION: The high frequency used for contact-free ignition with TIG (GTAW) welding, can interfere
with the operation of insufficiently shielded computer equipment, EDP centers and industrial robots,
even causing complete system breakdown. TIG (GTAW) welding may interfere with electronic
telephone networks and with radio and TV reception.
Installation and Operator Instructions
Read this entire section before installation or operation
of the machine.
Location and Environment
This machine will operate in harsh environments.
However, it is important that simple preventative
measures are followed to assure long life and reliable
operation.
Do not place or operate this machine on a surface
with an incline greater than 15 from horizontal.
Do not use this machine for pipe thawing.
This machine must be located where there is free
circulation of clean air without restrictions for air
movement to and from the air vents. Do not cover
the machine with paper, cloth or rags when
switched on.
Dirt and dust that can be drawn into the machine
should be kept to a minimum.
This machine has a protection rating of IP23S.
Keep it dry when possible and do not place it on wet
ground or in puddles.
Locate the machine away from radio controlled
machinery. Normal operation may adversely affect
the operation of nearby radio controlled machinery,
which may result in injury or equipment damage.
Read the section on electromagnetic compatibility in
this manual.
Do not operate in areas with an ambient
temperature greater than 40C.
Input Supply Connection
Check the input voltage, phase, and frequency supplied
to this machine before turning it on. The allowable input
voltage is indicated in the technical specification section
of this manual and on the rating plate of the machine.
Be sure that the machine is grounded.
Make sure the amount of power available from the input
connection is adequate for normal operation of the
machine. The fuse rating and cable sizes are both
indicated in the "Technical Specification" section of this
manual.
The machines:
V205 2V: (230 / 400Vac, single phase)
V270: (400Vac, three phase)
V270 2V: (230 / 400Vac, three phase)
V405: (400Vac, three phase)
are designed to operate on engine driven generators as
long as the auxiliary can supply adequate voltage,
frequency and power as indicated in the "Technical
Specification" section of this manual. The auxiliary
supply of the generator must also meet the following
conditions:
Vac peak voltage: below 410V (for 230Vac input) or
720V (for 400Vac input).
Vac frequency: in the range of 50 and 60 Hertz.
RMS voltage of the AC waveform:
V270, V405: 400Vac 15%
V205 2V, V270 2V: 230Vac or 400Vac 10%
It is important to check these conditions because many
engine driven generators produce high voltage spikes.
Operation of this machine on engine driven generators
not conforming to these conditions is not recommended
and may damage the machine.
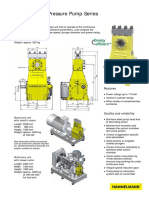
Output Connections
A quick disconnect
system using Twist-
Mate cable plugs is
used for the welding
cable connections.
Refer to the following
sections for more
information on
connecting the machine for operation of stick welding
(MMA) or TIG welding (GTAW).
Stick Welding (MMA)
First determine the proper electrode polarity for the
electrode to be used. Consult the electrode data for this
information. Then connect the output cables to the
output terminals of the machine for the selected polarity.
For example, if DC(+) welding will be used then connect
English English 3
the electrode cable to the (+) terminal of the machine
and the work clamp to the (-) terminal. Insert the
connector with the key lining up with the keyway and
rotate approximately turn clockwise. Do not over
tighten.
For DC(-) welding switch the cable connections at the
machine so that the electrode cable is connected to (-)
and the work clamp is connected to (+).
TIG Welding (GTAW)
This machine does not include a TIG torch necessary for
TIG welding, but one may be purchased separately.
Refer to the accessories section for more information.
Most TIG welding is done with DC(-) polarity; connect
the torch cable to the (-) terminal of the machine and the
work clamp to the (+) terminal. Insert the connector with
the key lining up with the keyway and rotate
approximately turn clockwise. Do not over tighten.
For "V
###
-S" machine, connect the gas hose from the
TIG torch to a gas regulator on the cylinder of gas to be
used.
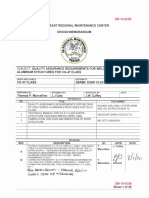
For "V
###
-T / -TP"
machine, connect
the gas hose from
the TIG torch to the
gas connector (B)
on the front of the
machine. If necessary, an extra gas connector for the
fitting on the front of the machine is included in the
package. Next, connect the fitting on the back of the
machine to a gas regulator on the cylinder of gas to be
used. An input gas line and the required fittings are also
included in the package. Connect the TIG torch trigger
to the trigger connector (A) on the front of the machine.
Remote Control Connection
Refer to the accessories section for a list of remote
controls. If a remote control is used, it will be connected
to the remote connector (C) on the front of the machine.
The machine will automatically detect the remote control,
turn on the REMOTE LED, and switch to remote control
mode. More information on this mode of operation will
be given in the next section.
Controls and Operational Features
WARNING
Arc Striking Machine Usage Information
(ASG machines only)
The EN 60974-3 Standard specifies that the "ASG"
equipment is intended to be used with mechanically
guided torch.
A. Power Switch: Controls the
input power to the machine.
Make sure the machine is
properly connected to the input
supply before turning the
machine on.
B. Fan: The cooling fan will turn
ON when the machine is
turned ON and it will continue
to run whenever the output of
the machine is ON. If the
output of the machine is OFF
for more than five minutes, the fan will turn OFF.
This reduces the amount of dirt that is deposited
inside the machine and reduces power
consumption. Refer to the Output LED section
below for more information about conditions when
the output of the machine is ON.
If a Coolarc 20 is connected to a "V2
##
-T / -TP", it
will be turned ON and OFF with the operation of the
fan. When Stick welding mode is used the Coolarc
20 will be OFF.
If a Coolarc 30 is connected to a "V405-T / -TP", it
will be turned ON and OFF with the operation of the
fan. When Stick welding mode is used the Coolarc
30 will be OFF.
C. Gas Inlet (V
###
-T / -TP only): Connector for the TIG
shielding gas. Use the supplied gas line and
connector to connect the machine to the gas
source. The gas source must have a pressure
regulator and flow gage installed.
D. Mode Switch: This switch changes the welding
modes of the machine. The "V
###
-S" has two
welding modes: Stick (SMAW) and Lift TIG (GTAW).
The "V
###
-T / -TP" machines have three welding
modes: Stick (SMAW), Lift TIG (GTAW) and HF TIG
(GTAW).
English English 4
When the mode switch is in the Stick position, the
following welding features are enabled:
Hot Start: This is a temporary increase in the
output current during the start of the stick
welding process. This helps ignite the arc
quickly and reliably. The amount of hot start
can be adjusted on the "V
###
-S", refer to Hot
Start, described below.
Arc Force: This is a temporary increase in the
output current during normal stick welding.
This temporary increase in output current is
used to clear intermittent connections between
the electrode and the weld puddle that occur
during normal stick welding. The amount of arc
force can be adjusted on the "V
###
-S", refer to
Arc Force, described below.
Anti-Sticking: This is a function which
decreases the output current of the machine to
a low level when the operator makes an error
and sticks the electrode to the work piece. This
decrease in current allows the operator to
remove the electrode from the electrode holder
without creating large sparks which can
damage the electrode holder.
When the mode switch is in the Lift TIG position, the
stick welding functions are disabled and the
machine is ready for Lift TIG welding. Lift TIG is a
method of starting a TIG weld by first pressing the
TIG torch electrode on the work piece in order to
create a low current short circuit. Then, the
electrode is lifted from the work piece to start the
TIG arc.
The last mode switch position, HF TIG, is only
available on the "V
###
-T / -TP". When the mode
switch is in this position, the stick welding functions
are disabled and the machine is ready for HF TIG
welding. During the HF TIG mode, the TIG arc is
started by HF without pressing the electrode on the
work piece. The HF used for starting the TIG arc
will remain on for 6.5 seconds; if the arc is not
started in this time limit, the trigger sequence must
be restarted.
E. Power LED: This indicator will flash on and off
when the machine is first turned on. After
approximately 2 seconds it will stop flashing and
remain on to signal that the machine is ready.
F. Thermal LED: This indicator will turn on when the
machine is overheated and the output has been
disabled. This normally occurs when the duty cycle
of the machine has been exceeded. Leave the
machine on to allow the internal components to
cool. When the indicator turns off, normal operation
is again possible.
G. Remote LED: This indicator will turn on when a
remote control is connected to the machine via the
remote control connector. Using a remote control
will change the function of the output current control,
refer to the output current control section.
H. Output LED: This indicator turns on when the
output of the machine is on. Both the type of
machine and the position of the mode switch
determine when the output of the machine is turned
on.
V
###
-S: In the stick welding mode, the output of the
machine is automatically turned ON. However, in
the Lift TIG welding mode, the connection of a
remote control determines if the output is ON or
OFF. If a remote control is not connected (the
Remote LED is OFF) then the output of the machine
is automatically turned ON. If a remote control is
connected (the Remote LED is ON) then the output
of the machine is turned ON and OFF by the remote
connector on the front of the machine.
V
###
-T / -TP: In stick welding mode, the output of
the machine is automatically turned ON. However,
in both of the TIG welding modes, the output of the
machine is turned ON and OFF by the TIG torch
connected to the trigger connector on the front of
the machine.
I. Meter: This meter displays the preset welding
current before welding and the actual welding
current during welding. Like the output current
control, the function of the meter is changed if a
remote control is connected. If the Remote LED is
ON, this indicates that a remote control is connected
and the meter will display the following information
before welding (during welding, the meter always
displays the actual welding current):
Stick Welding Mode: The meter displays the
preset welding current but this is adjusted from the
remote control as explained in the Output Current
Control section.
TIG Welding Modes: The meter displays the
maximum output current which is set by the output
current control knob. The preset welding current is
then adjusted by the remote control, but it is not
displayed on the meter.
V
###
-S: The machine have a Voltage / Current
switch to change the displayed value on the meter.
If this switch is set to voltage, the meter will always
display the output voltage of the machine.
J. Output Current Control: This controls the output, or
welding, current of the machine.
The function of this control knob is changed if a
remote control is connected. If the Remote LED is
ON, this indicates that a remote control is connected
and the function of the output current control will be:
English English 5
Stick Welding Mode: The remote control will
adjust the output current of the machine:
V205: from 5 to 200A
V270: from 5 to 270A
V405: from 5 to 400A
The output current control knob on the display panel
is not used.
TIG Welding Modes: The maximum output current
of the machine is set by the output current control
knob. Then the remote control adjusts the output
current from the minimum output (5A) to the value
set by the output current control knob. For example,
if the output current control knob on the machine is
set to 100A then the remote control will adjust the
output current from a minimum of 5A to a maximum
of 100A.
K. Hot Start (V
###
-S only): In stick welding mode, this
controls the amount of current used during the start
of the arc to help ignite the arc quickly and reliably.
In TIG welding mode, this is not used.
L. Arc Force (V
###
-S only): In stick welding mode, this
controls the amount of current used during any
intermittent short circuiting of the electrode during
welding. In TIG welding mode, this is not used.
M. Trigger Mode Switch (V
###
-T / -TP only): This switch
changes between 2-step and 4-step trigger
sequences. For an explanation of these trigger
sequences refer to the trigger sequences explained
below.
N. Pulsing Mode Switch (V
###
-TP only): In the TIG
welding modes, this switch turns the pulsing
function ON and controls the pulsing frequency
range (20Hz or 300Hz). In Stick welding mode, this
is not used.
The Pulsing LED next to the Pulsing Mode Switch
shows the pulsing frequency when pulsing is turned
ON. With this indication, the operator can adjust the
frequency to the desired value before welding.
(Note: At higher frequencies the LED flashes very
fast and seems to be continuously ON however it is
pulsing.)
O. Pulsing Frequency Control (V
###
-TP only): When
the pulsing function is ON, this control knob will
adjust the pulsing frequency. The pulsing frequency
adjustment range is 0.2-20Hz or 3-300Hz
depending on the Pulsing Mode Switch position.
P. Pulsing On-time Control (V
###
-TP only): When the
pulsing function is ON, this control knob will adjust
the pulsing on-time. The on-time can be adjusted
from 10% to 90% of the pulsing period.
Q. Pulsing Background Current Control (V
###
-TP only):
When the pulsing function is ON, this control knob
will adjust the pulsing background current. This is
the current during the low portion of the pulse
waveform; it can be adjusted from 10% to 90% of
the welding current.
R. Downslope Control (V
###
-T / -TP only): In the TIG
welding modes, this control knob will adjust the
downslope time from 0.5 to 20 seconds. (The
upslope time is always 0.5 seconds.) Refer to the
trigger sequence section below to understand how
downslope is activated. In Stick welding mode, this
is not used.
S. Start/Crater Current Control (V
###
-TP only): This
control knob will adjust the Start/Crater current from
10% to 90% of the welding current. For an
explanation of the start/crater operation, refer to the
trigger sequences explained below.
T. Postflow Control (V
###
-T / -TP only): In the TIG
welding modes, this control knob will adjust the
shielding gas postflow time from 0.5 to 30 seconds.
(The preflow time is always 0.5 seconds.) In Stick
welding mode, this is not used.
U. VRD LED's (enabled on Australian Machines only):
This machine is provided by VRD (Voltage
Reduction Device) function: this reduces the
voltage at the output leads.
The VRD function is enabled by factory default
only on machines that meet the AS 1674.2
Australian Standards. (C-Tick logo " " on/near
the Rating Plate applied on the machine).
The VRD LED is ON when the Output Voltage is
below 32V with the Machine at idle (no welding
time).
For others machines this function is disabled
(the LED is always OFF).
TIG Trigger Sequences
TIG welding can be done in either the 2-step or 4-step
mode. The specific sequences of operation for these
two trigger modes are explained below.
2-Step TIG Sequence
With the 2-step trigger mode and a TIG welding mode
selected, the following welding sequence will occur.
1. Press and hold the TIG torch trigger to start the
sequence. The machine will open the gas valve to
start the flow of the shielding gas. After the preflow
time, to purge air from the torch hose, the output of
the machine is turned ON. At this time the arc is
started according to the selected welding mode.
After the arc is started the output current will be
increased at a controlled rate, or upslope time, until
the Welding current is reached.
2. Release the TIG torch trigger to stop welding. The
machine will now decrease the output current at a
controlled rate, or downslope time, until the Crater
current is reached and the output of the machine is
English English 6
turned OFF.
After the arc is turned OFF, the gas valve will
remain open to continue the flow of the shielding
gas to the hot electrode and work piece.
As shown above, it is possible to press and hold the TIG
torch trigger a second time during downslope to end the
downslope function and maintain the output current at
the Crater current. When the TIG torch trigger is
released the output will turn OFF and the postflow time
will start. This operation, 2-step restart disabled, is the
default setting from the factory.
4-Step Sequence
With the 4-step trigger mode and a TIG welding mode
selected, the following welding sequence will occur.
1. Press and hold the TIG torch trigger to start the
sequence. The machine will open the gas valve to
start the flow of the shielding gas. After the preflow
time, to purge air from the torch hose, the output of
the machine is turned ON. At this time the arc is
started according to the selected welding mode.
After the arc is started the output current will be at
the Start current. This condition can be maintained
as long or as short as necessary.
If the Start current is not necessary, do not hold the
TIG torch trigger as described at the beginning of
this step. In this condition, the machine will pass
from Step 1 to Step 2 when the arc is started.
2. Releasing the TIG torch trigger starts the upslope
function. The output current will be increased at a
controlled rate, or upslope time, until the Welding
current is reached.
3. Press and hold the TIG torch trigger when the main
part of the weld is complete. The machine will now
decrease the output current at a controlled rate, or
downslope time, until the Crater current is reached.
This Crater current can be maintained as long or as
short as necessary.
This sequence has an automatic restart so welding
will continue after this step. This operation, 4-step
restart enabled, is the default setting from the
factory. If the weld is completely finished, use the
following sequence instead of step 3 described
above.
3A. Quickly press and release the TIG torch
trigger. The machine will now decrease the
output current at a controlled rate, or downslope
time, until the Crater current is reached and the
output of the machine is turned OFF. After the
arc is turned OFF the postflow time will start.
4. Release the TIG torch trigger. The output current
will again increase to the Welding current, like in
step 2, to continue welding. When the main part of
the weld is complete go to step 3.
As shown here, after the
TIG torch trigger is quickly
pressed and released from
step 3A, it is possible to
press and hold the TIG
torch trigger another time to
end the downslope time and
maintain the output current
at the Crater current. When
the TIG torch trigger is
released the output will
again increase to the
Welding current, like in step
4, to continue welding. When the main part of the weld
is complete go to step 3.
As shown here, again after
the TIG torch trigger is
quickly pressed and
released from step 3A, it is
possible to quickly press
and release the TIG torch
trigger a second time to end
the downslope time and
stop welding.
04/03
Maintenance
WARNING
For any maintenance or repair operations it is
recommended to contact the nearest technical service
center or Lincoln Electric. Maintenance or repairs
performed by unauthorized service centers or personnel
will null and void the manufacturers warranty.
The frequency of the maintenance operations may vary
in accordance with the working environment. Any
noticeable damage should be reported immediately.
Check cables and connections integrity. Replace, if
necessary.
Keep clean the machine. Use a soft dry cloth to
clean the external case, especially the airflow inlet /
outlet louvers.
WARNING
Do not open this machine and do not introduce anything
into its openings. Power supply must be disconnected
from the machine before each maintenance and service.
After each repair, perform proper tests to ensure safety.
English English 7
Electromagnetic Compatibility (EMC)
01/11
This machine has been designed in accordance with all relevant directives and standards. However, it may still generate
electromagnetic disturbances that can affect other systems like telecommunications (telephone, radio, and television) or
other safety systems. These disturbances can cause safety problems in the affected systems. Read and understand
this section to eliminate or reduce the amount of electromagnetic disturbance generated by this machine.
This machine has been designed to operate in an industrial area. The operator must install and operate
this equipment as described in this manual. If any electromagnetic disturbances are detected the operator
must put in place corrective actions to eliminate these disturbances with, if necessary, assistance from
Lincoln Electric. The Class A equipment is not intended for use in residential locations where the electrical
power is provided by the public low-voltage supply system. There may be potential difficulties in ensuring
electromagnetic compatibility in those locations, due to conducted as well as radiated disturbances. This equipment
does not comply with IEC 61000-3-12. If it is connected to a public low-voltage system, it is responsibility of the installer
or user of the equipment to ensure, by consultation with the distribution network operator if necessary, that the
equipment may be connected.
Before installing the machine, the operator must check the work area for any devices that may malfunction because of
electromagnetic disturbances. Consider the following.
Input and output cables, control cables, and telephone cables that are in or adjacent to the work area and the
machine.
Radio and/or television transmitters and receivers. Computers or computer controlled equipment.
Safety and control equipment for industrial processes. Equipment for calibration and measurement.
Personal medical devices like pacemakers and hearing aids.
Check the electromagnetic immunity for equipment operating in or near the work area. The operator must be sure
that all equipment in the area is compatible. This may require additional protection measures.
The dimensions of the work area to consider will depend on the construction of the area and other activities that are
taking place.
Consider the following guidelines to reduce electromagnetic emissions from the machine.
Connect the machine to the input supply according to this manual. If disturbances occur if may be necessary to take
additional precautions such as filtering the input supply.
The output cables should be kept as short as possible and should be positioned together. If possible connect the
work piece to ground in order to reduce the electromagnetic emissions. The operator must check that connecting
the work piece to ground does not cause problems or unsafe operating conditions for personnel and equipment.
Shielding of cables in the work area can reduce electromagnetic emissions. This may be necessary for special
applications.
Technical Specifications
V205 2V:
INPUT
Input Voltage
230 / 400V 10%
Single Phase
Input Power at Rated Output
5.5kW @ 100% Duty Cycle
6.5kW @ 35% Duty Cycle
EMC Class
A
Frequency
50/60 Hz
RATED OUTPUT AT 40C
Duty Cycle
(Based on a 10 min. period)
100%
35%
Output Current
170A
200A
Output Voltage
26.8 Vdc
28.0 Vdc
OUTPUT RANGE
Welding Current Range
5 - 200 A
Maximum Open Circuit Voltage
48 Vdc (CE model)
32 Vdc (AUSTRALIA model)
RECOMMENDED INPUT CABLE AND FUSE SIZES
Fuse or Circuit Breaker Size
32A Superlag (230 / 400V input)
Input Power Cable
3 Conductor, 4mm
2
PHYSICAL DIMENSIONS
Height
385 mm
Width
215 mm
Length
480 mm
Weight
14.1 - 15.1 Kg
Operating Temperature
10C to +40C
Storage Temperature
-25C to +55C
English English 8
V270, V270 ASG, V270 2V & V270 2V ASG:
INPUT
Input Voltage
400V 15% (V270)
230 / 400V 10% (V270 2V)
Three Phase
Input Power at Rated Output
6.5kW @ 100% Duty Cycle
9.9kW @ 35% Duty Cycle
EMC Class
A
Frequency
50/60 Hz
RATED OUTPUT AT 40C
Duty Cycle
(Based on a 10 min. period)
100%
35%
Output Current
200A
270A
Output Voltage
28.0 Vdc
30.8 Vdc
OUTPUT RANGE
Welding Current Range
5 - 270 A
Maximum Open Circuit Voltage
48 Vdc (CE model)
32 Vdc (AUSTRALIA model)
RECOMMENDED INPUT CABLE AND FUSE SIZES
Fuse or Circuit Breaker Size
20A Superlag (400V input)
35A Superlag (230V input)
Input Power Cable
4 Conductor, 2.5mm
2
(V270)
4 Conductor, 4mm
2
(V270 2V)
PHYSICAL DIMENSIONS
Height
385 mm
Width
215 mm
Length
480 mm
Weight
13.5 - 14.5 Kg
Operating Temperature
10C to +40C
Storage Temperature
-25C to +55C
V405:
INPUT
Input Voltage
400V 15%
Three Phase
Input Power at Rated Output
11.3 kW @ 100% Duty Cycle
17.2 kW @ 35% Duty Cycle
EMC Class
A
Frequency
50/60 Hz
RATED OUTPUT AT 40C
Duty Cycle
(Based on a 10 min. period)
100%
35%
Output Current
300A
400A
Output Voltage
32.0 Vdc
36.0 Vdc
OUTPUT RANGE
Welding Current Range
5 - 400 A
Maximum Open Circuit Voltage
48 Vdc (CE model)
32 Vdc (AUSTRALIA model)
RECOMMENDED INPUT CABLE AND FUSE SIZES
Fuse or Circuit Breaker Size
30A Superlag
Input Power Cable
4 Conductor, 4mm
2
PHYSICAL DIMENSIONS
Height
500 mm
Width
275 mm
Length
610 mm
Weight
31 - 33 kg
Operating Temperature
-10C to +40C
Storage Temperature
-25C to +55C
WEEE
07/06
E
n
g
l
i
s
h
Do not dispose of electrical equipment together with normal waste!
In observance of European Directive 2002/96/EC on Waste Electrical and Electronic Equipment (WEEE)
and its implementation in accordance with national law, electrical equipment that has reached the end of its
life must be collected separately and returned to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on approved collection systems from our local
representative.
By applying this European Directive you will protect the environment and human health!
English English 9
Spare Parts
12/05
Part List reading instructions
Do not use this part list for a machine if its code number is not listed. Contact the Lincoln Electric Service
Department for any code number not listed.
Use the illustration of assembly page and the table below to determine where the part is located for your particular
code machine.
Use only the parts marked "X" in the column under the heading number called for in the assembly page (# indicate
a change in this printing).
First, read the Part List reading instructions above, then refer to the "Spare Part" manual supplied with the machine, that
contains a picture-descriptive part number cross-reference.
Electrical Schematic
Refer to the "Spare Part" manual supplied with the machine.
Accessories
V205-TP
V270-T / -TP
V405-TP
W6100316R
Trigger Connector (5 pins).
V205
V270
V405
W6100317R
Remote Connector (6 pins).
V205-TP
V270-T / -TP
V405-TP
W8800072R
Male Quick Connect Gas Fitting.
V205
V270
V405
K10095-1-15M
Hand Amptrol.
V205-TP
V270-T / -TP
V405-TP
K870
Foot Amptrol.
You might also like
- D-5 Track Maintenance Activities - Part 4Document35 pagesD-5 Track Maintenance Activities - Part 4rajeshengasst89No ratings yet
- Wheel Extensions: Wheel Flange Width Wheel Thread WearDocument6 pagesWheel Extensions: Wheel Flange Width Wheel Thread WearEduardo Lopez AragonNo ratings yet
- Table of ContentsDocument7 pagesTable of ContentsAlanNo ratings yet
- Railway wheels and tyres production guideDocument12 pagesRailway wheels and tyres production guideEl BaranNo ratings yet
- Third Party Inspection ReportDocument4 pagesThird Party Inspection ReportBrian TaylorNo ratings yet
- S 15 - 02e Duplex EnglDocument31 pagesS 15 - 02e Duplex EnglAlanNo ratings yet
- Caddy LHN 130, 140, 200, (Caddy) PDFDocument36 pagesCaddy LHN 130, 140, 200, (Caddy) PDFPE TruNo ratings yet
- T45i Spindle MoulderDocument19 pagesT45i Spindle MoulderFlorin Gabroveanu0% (1)
- Contactors ABBDocument42 pagesContactors ABBDanilo UrdanetaNo ratings yet
- VFD Manual PDFDocument60 pagesVFD Manual PDFray1coNo ratings yet
- CF 28M Service ManualDocument59 pagesCF 28M Service ManualHandyman1954No ratings yet
- LC40 - 60le810unDocument96 pagesLC40 - 60le810unarek__84No ratings yet
- Acorn Fire Detector Range GuideDocument4 pagesAcorn Fire Detector Range GuidePCNo ratings yet
- p2 1375607098Document104 pagesp2 1375607098Marko RajkovicNo ratings yet
- World-Class Synchronous Alternators: Totally Focused OnDocument13 pagesWorld-Class Synchronous Alternators: Totally Focused OnCris_eu09100% (1)
- Machine Number: 6449, 6450: SRM 500 BA 6449Document182 pagesMachine Number: 6449, 6450: SRM 500 BA 6449AlanNo ratings yet
- BEETLE M II Infomil Technical Information EnglishDocument19 pagesBEETLE M II Infomil Technical Information EnglishdavidNo ratings yet
- Coffing JLC Manual PDFDocument36 pagesCoffing JLC Manual PDFDante WilliamsNo ratings yet
- MARELLI Catalogo e Scheda TecnicaDocument20 pagesMARELLI Catalogo e Scheda TecnicaFabio Emanuele Branda0% (1)
- Motori Sever 09englDocument18 pagesMotori Sever 09englnasmijahseNo ratings yet
- Yamaha RX-V2067, HTR-9063, RX-A2000 PDFDocument190 pagesYamaha RX-V2067, HTR-9063, RX-A2000 PDFboroda24100% (1)
- Manual: Operator'SDocument52 pagesManual: Operator'SDarío Ache Eme100% (1)
- Cpd1702f10s1 Servo Drive Berger Lahr ManualDocument8 pagesCpd1702f10s1 Servo Drive Berger Lahr Manual1piotr1No ratings yet
- CSH83 CSH84 Installation Manual H3 10-5-06Document107 pagesCSH83 CSH84 Installation Manual H3 10-5-06Okan TaktakoğluNo ratings yet
- Power Conversion Systems Selector GuideDocument145 pagesPower Conversion Systems Selector GuideGrace Agatha HutagalungNo ratings yet
- Ziegler Monitor CatalogDocument28 pagesZiegler Monitor CatalogHusein BhinderwalaNo ratings yet
- Relay Module RM10 To RM11Document3 pagesRelay Module RM10 To RM11EDDIN1960No ratings yet
- Owner'S Manual: GeneratorDocument44 pagesOwner'S Manual: GeneratorsantiagoNo ratings yet
- Brevini Gearbox General CatalogueDocument340 pagesBrevini Gearbox General CatalogueAhmad RoozbahaniNo ratings yet
- 10KVA - 60KVA ETSB Off Grid ETS Series Tech ManualDocument48 pages10KVA - 60KVA ETSB Off Grid ETS Series Tech ManualPsc Solar100% (1)
- Proface HMI Selection Guide March 2008Document42 pagesProface HMI Selection Guide March 2008ipasaNo ratings yet
- TT Products eDocument163 pagesTT Products eOana CimpulungeanuNo ratings yet
- Dinamove VerlindeDocument9 pagesDinamove Verlindehubert patiño monroy100% (1)
- Fenner Shaft Mounted Speed Reducer Selection ProcedureDocument28 pagesFenner Shaft Mounted Speed Reducer Selection Proceduremanoj983@gmail.comNo ratings yet
- Self-Excited AVR for Leroy Somer GeneratorsDocument4 pagesSelf-Excited AVR for Leroy Somer Generatorshenryvargas238565No ratings yet
- PARTS LIST FOR HY-SYSTEM DRIVE AND GENERALDocument10 pagesPARTS LIST FOR HY-SYSTEM DRIVE AND GENERALAlanNo ratings yet
- Service Manual - Samsung Gbpxxsen CH Le23r86bd Le26r86bd Le32r86bd Le37r86bd Le40r86bdDocument140 pagesService Manual - Samsung Gbpxxsen CH Le23r86bd Le26r86bd Le32r86bd Le37r86bd Le40r86bdbpkul50% (2)
- Panasonic Tc-l47dt50 Chassis La35Document63 pagesPanasonic Tc-l47dt50 Chassis La35ngoclinhdtddNo ratings yet
- PC Diagnosis Programme Spsdiag For Serial Communication Boards (SCB) Ek-755PDocument7 pagesPC Diagnosis Programme Spsdiag For Serial Communication Boards (SCB) Ek-755PAlanNo ratings yet
- HDP170 KatalogDocument2 pagesHDP170 KatalogAnonymous zq0b2Ea5No ratings yet
- Technical Data Hoist Drive GH 12500Document1 pageTechnical Data Hoist Drive GH 12500Mauricio CarestiaNo ratings yet
- GrowlersDocument1 pageGrowlersZoran LazicNo ratings yet
- Dvp02lc-Sl Loadcell o en 20101018Document38 pagesDvp02lc-Sl Loadcell o en 20101018Pst Pst PstNo ratings yet
- RHN Owners Manual - HoistsDocument112 pagesRHN Owners Manual - HoistsDaniel ConwayNo ratings yet
- B&O BeoLab 1 Repair ManualDocument26 pagesB&O BeoLab 1 Repair ManualTom Ruyle50% (2)
- USE AND MAINTENANCE MANUALDocument33 pagesUSE AND MAINTENANCE MANUALchris_verhey100% (1)
- Screenshot 2023-09-12 at 17.02.56Document150 pagesScreenshot 2023-09-12 at 17.02.56Hamid100% (1)
- Parts list and exploded diagrams for Murray walk-behind mower models 7800247 and 7800248Document14 pagesParts list and exploded diagrams for Murray walk-behind mower models 7800247 and 7800248Yew LimNo ratings yet
- 2 RCRV Final Speed Certificate For Operation of RCRV With Small Crane, HRD Fire Fighting MFG by Windhoff Germany Max. Speed 45kmphDocument6 pages2 RCRV Final Speed Certificate For Operation of RCRV With Small Crane, HRD Fire Fighting MFG by Windhoff Germany Max. Speed 45kmphAkhilesh YadavNo ratings yet
- Invertec V270 Operator's ManualDocument13 pagesInvertec V270 Operator's ManualluchomnzkuNo ratings yet
- Invertec V160S & V160 TP PDFDocument60 pagesInvertec V160S & V160 TP PDFIron MaskNo ratings yet
- SVM V160Document56 pagesSVM V160Zack “Archimede38” BenNo ratings yet
- Lincoln Electric Invertec135sDocument9 pagesLincoln Electric Invertec135sGabriel ChamorroNo ratings yet
- Invertec V270 Service ManualDocument70 pagesInvertec V270 Service ManualGilberto Marcano100% (1)
- SVM 1047 PW345CDocument80 pagesSVM 1047 PW345CZack “Archimede38” BenNo ratings yet
- Invertec 270SX & 400SX: Operator'S ManualDocument9 pagesInvertec 270SX & 400SX: Operator'S ManualMurad AlamNo ratings yet
- Lincoln Invertec - v160 Service Manual 1Document60 pagesLincoln Invertec - v160 Service Manual 1PIKO MOB100% (2)
- Invertec v145sDocument37 pagesInvertec v145sCristian CiocoiuNo ratings yet
- The IEE Wiring Regulations Explained and IllustratedFrom EverandThe IEE Wiring Regulations Explained and IllustratedRating: 4 out of 5 stars4/5 (14)
- Untitled1 84Document1 pageUntitled1 84ecocadecNo ratings yet
- Uncontrolled Printed Document PolicyDocument5 pagesUncontrolled Printed Document PolicyecocadecNo ratings yet
- Enviromental LWDocument75 pagesEnviromental LWecocadecNo ratings yet
- Golf Commercial Tradeshow Brochure - 2016 WebDocument4 pagesGolf Commercial Tradeshow Brochure - 2016 WebecocadecNo ratings yet
- Ptar Las Escluss Diagrama GeneralDocument1 pagePtar Las Escluss Diagrama GeneralecocadecNo ratings yet
- LD Manual 111005 enDocument72 pagesLD Manual 111005 enecocadecNo ratings yet
- HydroGate PDFDocument12 pagesHydroGate PDFecocadecNo ratings yet
- CNT Speed TestDocument1 pageCNT Speed TestecocadecNo ratings yet
- History and Components of Diesel HammersDocument28 pagesHistory and Components of Diesel HammersecocadecNo ratings yet
- Hoist Hook Particle Inspection PointsDocument1 pageHoist Hook Particle Inspection PointsecocadecNo ratings yet
- Cover Page New - Pdf-Page11Document10 pagesCover Page New - Pdf-Page11ecocadecNo ratings yet
- Technical Specification ET 290 IDocument2 pagesTechnical Specification ET 290 IecocadecNo ratings yet
- Larry Dunville: You Can Take It With You!Document1 pageLarry Dunville: You Can Take It With You!ecocadecNo ratings yet
- Tips Tricks and Traps of CranesDocument3 pagesTips Tricks and Traps of CranesecocadecNo ratings yet
- Cranes IntroDocument4 pagesCranes IntroecocadecNo ratings yet
- Tolerance - E.O.T CranesDocument3 pagesTolerance - E.O.T CranesSriraghuraman Gopal RathnamNo ratings yet
- Goulds Model 3498 LoresDocument59 pagesGoulds Model 3498 LoresecocadecNo ratings yet
- AISE SC13 Board MembersDocument1 pageAISE SC13 Board MembersecocadecNo ratings yet
- Dearborn Cranes Serving ArmyDocument3 pagesDearborn Cranes Serving ArmyecocadecNo ratings yet
- Dearborn Crane Runway Installation TolerancesDocument1 pageDearborn Crane Runway Installation TolerancesEdwin Enrique W ChNo ratings yet
- Field Test of Ideal Distribution in Flock-Feeding Common CranesDocument23 pagesField Test of Ideal Distribution in Flock-Feeding Common CranesecocadecNo ratings yet
- Crane Safety TipsDocument2 pagesCrane Safety TipsecocadecNo ratings yet
- GH Complete LineDocument155 pagesGH Complete LineecocadecNo ratings yet
- Safe-Lec 2 Power BarDocument24 pagesSafe-Lec 2 Power Barecocadec100% (1)
- Rhino CranesDocument21 pagesRhino CranesecocadecNo ratings yet
- Coordcodo 90500Document4 pagesCoordcodo 90500ecocadecNo ratings yet
- SAP2000 TutorialDocument169 pagesSAP2000 Tutorialgolovamasina100% (5)
- Tuberia 150mm La Guabita ModelDocument1 pageTuberia 150mm La Guabita ModelecocadecNo ratings yet
- Air Valves ValmaticDocument28 pagesAir Valves Valmaticnimm1962100% (1)
- Astm A860 A860m-18Document5 pagesAstm A860 A860m-18Zaida Isadora Torres Vera100% (2)
- FEM of Welded JointDocument34 pagesFEM of Welded JointbysktyvktoNo ratings yet
- Isro EoiDocument3 pagesIsro EoibalepurthilakNo ratings yet
- EPHH-GPC-Final Report-Nationa Rig & Stack equip-V2-SignedDocument65 pagesEPHH-GPC-Final Report-Nationa Rig & Stack equip-V2-SignedAmir100% (1)
- Is 7326 1 1992Document15 pagesIs 7326 1 1992Chayan BiswasNo ratings yet
- Boreclad InformatioinDocument8 pagesBoreclad InformatioinnirmalmthpNo ratings yet
- A7XN-RC-85-SP-0022-R3 External PaintingDocument46 pagesA7XN-RC-85-SP-0022-R3 External PaintingAriel InsaurraldeNo ratings yet
- Service Manuel BW211D-40Document972 pagesService Manuel BW211D-40Juan Perez93% (43)
- Brochure TATA TrailerDocument20 pagesBrochure TATA TrailerRam RKNo ratings yet
- 561NR 2012-03Document54 pages561NR 2012-03Heather SullivanNo ratings yet
- Dokumen - Tips - Multiflo Mfbrochure Nov 2010Document12 pagesDokumen - Tips - Multiflo Mfbrochure Nov 2010elizabeththeresanaomNo ratings yet
- Can-Ulc-S601 StandardDocument10 pagesCan-Ulc-S601 StandardDymac IndiaNo ratings yet
- Growth 2x4 AssemblyDocument82 pagesGrowth 2x4 AssemblyrenatoNo ratings yet
- WPS PQR FormatsDocument22 pagesWPS PQR Formatsmdharmaraj28No ratings yet
- MFT I SyllabusDocument3 pagesMFT I SyllabusVamsi RockzzNo ratings yet
- 1 - Underground Piping InstallationDocument6 pages1 - Underground Piping InstallationYusufNo ratings yet
- F WeldDocument4 pagesF Weldshantanu chowdhuryNo ratings yet
- Carefully Evaluate Code RequirementsDocument3 pagesCarefully Evaluate Code Requirementsmayav1No ratings yet
- Caase18 Preliminary Agenda Mar20 v1Document277 pagesCaase18 Preliminary Agenda Mar20 v1Anonymous oTrMzaNo ratings yet
- Alimentador 2210Document51 pagesAlimentador 2210soldadores motoresNo ratings yet
- Steel Pipes Tubes Eng PDFDocument21 pagesSteel Pipes Tubes Eng PDFsintaprisilliaNo ratings yet
- Indestructible Corner Clamp (Jig) For Welding ProjectsDocument1 pageIndestructible Corner Clamp (Jig) For Welding ProjectsTomas Tom MlNo ratings yet
- Cool Machines CV Series Insulation Removal VacuumDocument3 pagesCool Machines CV Series Insulation Removal Vacuumbrooklynarmstrong487No ratings yet
- Reroj: JLVMDocument28 pagesReroj: JLVMTim EastNo ratings yet
- FE2-FFE Distributor - 2016.11.30 - Ver2Document33 pagesFE2-FFE Distributor - 2016.11.30 - Ver2Douglas TondelloNo ratings yet
- Ipc2022-86993 Advancement of Probabilistic Analysis of Seam Weld Cracking IntegrityDocument8 pagesIpc2022-86993 Advancement of Probabilistic Analysis of Seam Weld Cracking IntegrityOswaldo Montenegro100% (1)
- Australian Steel Standards EvolutionDocument31 pagesAustralian Steel Standards EvolutionJohn Paulsy100% (2)
- Effects of Root Gap and Bevel AngelDocument74 pagesEffects of Root Gap and Bevel AngeldaimaheshNo ratings yet
- UL Design - S729Document3 pagesUL Design - S729souravrobinNo ratings yet
- How To Write A Welding Procedure Specification (WPS For ISO 15614-1)Document9 pagesHow To Write A Welding Procedure Specification (WPS For ISO 15614-1)weldnote100% (2)