You might also like
- Air Pressure Control TheoryDocument2 pagesAir Pressure Control TheoryDanialAzim100% (1)
- Lec5 PDFDocument15 pagesLec5 PDFRaviNo ratings yet
- Lab 3 - Flow Measurement Bernoulli Equation Copy 2Document10 pagesLab 3 - Flow Measurement Bernoulli Equation Copy 2jkhdkjashdkjasNo ratings yet
- Dynamic Mesh Handling in OpenFOAMDocument34 pagesDynamic Mesh Handling in OpenFOAMAmr HitchNo ratings yet
- Course Lecturer: Engr. (MRS.) O.G Abatan: and Engr. P. A. AlabaDocument37 pagesCourse Lecturer: Engr. (MRS.) O.G Abatan: and Engr. P. A. Alabajohn obikaonu0% (1)
- Exp-40 Part2Document22 pagesExp-40 Part2Ahmet Samet ÖzdilekNo ratings yet
- NITROBENZENEDocument8 pagesNITROBENZENEapi-26797747100% (1)
- Experimental Process Technology Textbook Version 6Document116 pagesExperimental Process Technology Textbook Version 6Sara AlrubaiiNo ratings yet
- AFPT921 Air Flow Pressure Temperature Control TrainingDocument2 pagesAFPT921 Air Flow Pressure Temperature Control TrainingKamalanathen ChlvnNo ratings yet
- Refrigeration Unit (DONE)Document33 pagesRefrigeration Unit (DONE)Eimint Mansor Applez100% (1)
- Methanol From GlycerinDocument5 pagesMethanol From GlycerinaudreysosoNo ratings yet
- Vapor Liquid EquilibriumDocument28 pagesVapor Liquid EquilibriumKhloud MadihNo ratings yet
- Problem Statement T1 2012-2013 (Selected Project 3)Document3 pagesProblem Statement T1 2012-2013 (Selected Project 3)Bejavada SureshNo ratings yet
- Aniline Separation From TolueneDocument41 pagesAniline Separation From ToluenecaprolactamclNo ratings yet
- Chapter 2 - Momentum - Transport-1Document72 pagesChapter 2 - Momentum - Transport-1eshwar957_447169099No ratings yet
- Nitrobenzene ManufacturingDocument21 pagesNitrobenzene ManufacturingHajra AamirNo ratings yet
- CPB30004 Process Dynamics and Control Experiment 5: Heat Exchanger Process Control Lab ReportDocument24 pagesCPB30004 Process Dynamics and Control Experiment 5: Heat Exchanger Process Control Lab ReportSiti Hajar Mohamed100% (1)
- Theory of Dropwise Condensation and Effect of Substrate MaterialDocument187 pagesTheory of Dropwise Condensation and Effect of Substrate MaterialJuvy A. BalbaronaNo ratings yet
- Chapter - 1Document9 pagesChapter - 1Sahil PatilNo ratings yet
- Process DynamicsDocument12 pagesProcess DynamicsZaidoon MohsinNo ratings yet
- Evaporation: Kevin A. OlegarioDocument6 pagesEvaporation: Kevin A. OlegarioKitty VNo ratings yet
- Climbing Film GanganDocument20 pagesClimbing Film GanganAdeniran Joshua50% (2)
- Experiment 2 FullDocument15 pagesExperiment 2 FullAkuwh SyaSyaNo ratings yet
- Lab Manual Gas Pressure Process ControlDocument10 pagesLab Manual Gas Pressure Process ControlAziemah AulanNo ratings yet
- Exp 2 Batch DistillationDocument12 pagesExp 2 Batch DistillationSabrina AzharNo ratings yet
- Maintain Liquid Levels Using Feedback ControlDocument6 pagesMaintain Liquid Levels Using Feedback ControlNadia RefaiNo ratings yet
- Optimal cleaning cycle heat exchanger foulingDocument1 pageOptimal cleaning cycle heat exchanger foulingBahadır KayaNo ratings yet
- Tutorial Reactive SystemsDocument33 pagesTutorial Reactive Systemssiti azilaNo ratings yet
- Development of Improved Pid Controller For Single-Effect EvaporatorDocument4 pagesDevelopment of Improved Pid Controller For Single-Effect Evaporatoresatjournals100% (1)
- Lab Report 560751c42519eDocument16 pagesLab Report 560751c42519eNadiaNo ratings yet
- Suggestions For The Optimum Process Conditions That Should Be Adopted To Improve The Process DesignDocument2 pagesSuggestions For The Optimum Process Conditions That Should Be Adopted To Improve The Process DesignAddison JuttieNo ratings yet
- Process Control: Designing Process and Control Systems For Dynamic PerformanceDocument29 pagesProcess Control: Designing Process and Control Systems For Dynamic PerformanceNabila Agnasia Desmara100% (1)
- Batch and steam distillation processes explainedDocument17 pagesBatch and steam distillation processes explainedprocesspipingdesign100% (1)
- Process Control & Instrumentations CEV 544 PrelabDocument9 pagesProcess Control & Instrumentations CEV 544 PrelabFaradilah Binti Ajma'inNo ratings yet
- Plug Flow Reactor ExperimentDocument16 pagesPlug Flow Reactor ExperimentN Afiqah RazakNo ratings yet
- Safety 1Document1 pageSafety 1jjjjjjjwNo ratings yet
- CHE522 1st ClassDocument15 pagesCHE522 1st ClassAnas IqmalNo ratings yet
- Mobily Case StudyDocument4 pagesMobily Case StudySteve CromptonNo ratings yet
- CONTINUOUS DistillationDocument5 pagesCONTINUOUS DistillationNaseer SattarNo ratings yet
- Essential Chemical Plant UtilitiesDocument2 pagesEssential Chemical Plant UtilitiesHarsha0% (1)
- Cooling Tower QuestionsDocument2 pagesCooling Tower QuestionsNimantha Narampanawa0% (1)
- UOP4 MKII Manual - SL ExtractionDocument99 pagesUOP4 MKII Manual - SL ExtractionLina Beltran0% (1)
- S-Lab Manual Exp 3 - Air Flow Process ControlDocument12 pagesS-Lab Manual Exp 3 - Air Flow Process Controlarif arifinNo ratings yet
- Horizontal Shell-and-Tube Condenser CapacityDocument4 pagesHorizontal Shell-and-Tube Condenser Capacitykero_the_heroNo ratings yet
- Intro Heat Exchanger Process ControlDocument3 pagesIntro Heat Exchanger Process ControlAimi AthirahNo ratings yet
- Chapter 8Document50 pagesChapter 8Amirul Izan100% (1)
- Unit Operation Laboratory 2 (CCB 3062)Document7 pagesUnit Operation Laboratory 2 (CCB 3062)Carl Erickson100% (1)
- Cooling Tower ExperimentsDocument9 pagesCooling Tower ExperimentsOlgalycosNo ratings yet
- Experiment 6 - Level Flow Trainer (Wlf922)Document11 pagesExperiment 6 - Level Flow Trainer (Wlf922)Abdul AzimNo ratings yet
- Batch ReactorDocument4 pagesBatch ReactorFoo Xiao BingNo ratings yet
- (Student) Cpe501 - Guideline and Format of Simulation Lab Report (Simulink) - Sept1Document1 page(Student) Cpe501 - Guideline and Format of Simulation Lab Report (Simulink) - Sept1Siti Mastura Abdul RahmanNo ratings yet
- Series and Parallel Pumps: Flow Rate & PressureDocument11 pagesSeries and Parallel Pumps: Flow Rate & PressureKevin Devastian100% (1)
- Model Evaluation For An Industrial Process of Direct Chlorination of Ethylene in A Bubble-Column Reactor With External Reci PDFDocument11 pagesModel Evaluation For An Industrial Process of Direct Chlorination of Ethylene in A Bubble-Column Reactor With External Reci PDFyamakunNo ratings yet
- Universiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Document14 pagesUniversiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Heather Jarvis100% (2)
- Experiment: Packed Distillation ColumnDocument4 pagesExperiment: Packed Distillation Columnnhalieza1067No ratings yet
- CPE680 Ethics EssayDocument2 pagesCPE680 Ethics EssayAeyrul KhairulNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Process Control Lab ReportDocument23 pagesProcess Control Lab ReportAnonymous OWdJRM8C100% (1)
- Tarea2 Investigacion-Mcca-190090Document13 pagesTarea2 Investigacion-Mcca-190090Christian MendezNo ratings yet
- Asfora: Catalog 2020Document30 pagesAsfora: Catalog 2020EBNo ratings yet
- Power Distribution in Data CentresDocument84 pagesPower Distribution in Data CentresAbez Five100% (1)
- Network equipment and cabling inventoryDocument2 pagesNetwork equipment and cabling inventoryRAVEN ZETHNo ratings yet
- EIE 321 MODULE IV PART 2: CALCULATING TRANSMISSION LINE INDUCTANCE AND CAPACITANCEDocument24 pagesEIE 321 MODULE IV PART 2: CALCULATING TRANSMISSION LINE INDUCTANCE AND CAPACITANCELifeLong SkillsNo ratings yet
- VEGA MX CMP22WB Data Sheet 6.18Document2 pagesVEGA MX CMP22WB Data Sheet 6.18Thanh HoangNo ratings yet
- 250mhz PLLDocument4 pages250mhz PLLbaymanNo ratings yet
- Yamaha MG10XU ManualDocument2 pagesYamaha MG10XU ManualnewgytNo ratings yet
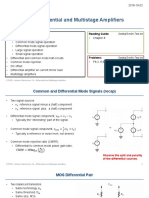
- Differential and Multistage Amplifiers ExplainedDocument23 pagesDifferential and Multistage Amplifiers ExplainedNaveenNo ratings yet
- Reliability Design HondbookDocument416 pagesReliability Design Hondbookutfsm1100% (1)
- Unit-2 Junction DiodeDocument55 pagesUnit-2 Junction DiodeShubhangBaghelNo ratings yet
- Chapter 1 Units Associated With Basic Electrical Quantities: Q 30 C I 1ADocument5 pagesChapter 1 Units Associated With Basic Electrical Quantities: Q 30 C I 1AYesi Indri HeryaniNo ratings yet
- Delta Ia-Hmi Screen Editor (For Dop-B) Um en 20100617Document28 pagesDelta Ia-Hmi Screen Editor (For Dop-B) Um en 20100617Sebastian EspinozaNo ratings yet
- UniGear ZS3.2 Instruction Manual (1YHA000025-G Rev) PDFDocument40 pagesUniGear ZS3.2 Instruction Manual (1YHA000025-G Rev) PDFEmir KamberovićNo ratings yet
- Ultracapacitors DC-DC Converters in Regenerative Braking SystemDocument6 pagesUltracapacitors DC-DC Converters in Regenerative Braking SystemKaran AroraNo ratings yet
- Imaging Science and InformaticsDocument66 pagesImaging Science and InformaticsStrausshane LagahidNo ratings yet
- DesignWS P1 PDFDocument673 pagesDesignWS P1 PDFcaubehamchoi6328No ratings yet
- CCTV Preventative Maintenance ChecklistDocument3 pagesCCTV Preventative Maintenance ChecklistMary Grace Aboque-Tan Sangcom100% (1)
- Harmonics The Effects On TransformerDocument5 pagesHarmonics The Effects On TransformerSamrat PvNo ratings yet
- Unit V Design of Controllers For Drives: 3.1transfer Function For DC MotorDocument12 pagesUnit V Design of Controllers For Drives: 3.1transfer Function For DC Motormanoj kumarNo ratings yet
- Interfacing With The ISA BusDocument12 pagesInterfacing With The ISA BusseyfiNo ratings yet
- H410H6-TI2 MANUAL v1Document63 pagesH410H6-TI2 MANUAL v1Pvdp PestalozziNo ratings yet
- Tan Delta Test On 6KV HT MotorDocument6 pagesTan Delta Test On 6KV HT MotorhafezasadNo ratings yet
- 4001e Control Panel (GB)Document2 pages4001e Control Panel (GB)RameshNo ratings yet
- SM96-23 Enhancements To Vista Model Dispensers Oct 1996Document5 pagesSM96-23 Enhancements To Vista Model Dispensers Oct 1996Dimitris KokkinosNo ratings yet
- Lecture 2 Computer Systems StructuresDocument21 pagesLecture 2 Computer Systems StructuresMarvin BucsitNo ratings yet
- JVC 50' Led Smart HD TV Lt-50c740 ManualDocument52 pagesJVC 50' Led Smart HD TV Lt-50c740 ManualJamie DensleyNo ratings yet
- GensetDocument29 pagesGensetjason ChengNo ratings yet
- CH 6 PhotodetectorsDocument18 pagesCH 6 PhotodetectorsNikhil GuptaNo ratings yet
- 1A Adjustable Voltage High Speed LDO RegulatorsDocument17 pages1A Adjustable Voltage High Speed LDO Regulatorsdavid suwarno sukartoNo ratings yet
- Pioneer vsx-1022-k vsx-42 vsx-822-k rrv4306 Av ReceiverDocument161 pagesPioneer vsx-1022-k vsx-42 vsx-822-k rrv4306 Av ReceiverCarollyne SabioniNo ratings yet