You might also like
- Improving Reliability and Efficiency of Centrifugal PumpsDocument4 pagesImproving Reliability and Efficiency of Centrifugal PumpsHatem ShawkiNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- BR MiningDocument12 pagesBR MiningSteven TremolNo ratings yet
- Ms Megachem A2740 8e 3Document23 pagesMs Megachem A2740 8e 3nata siagianNo ratings yet
- Schroedahl ArvDocument19 pagesSchroedahl ArvfadzilharmanNo ratings yet
- Type OHH Pump API610 9 Ed. (ISO 13709) : File Name / OHH Sales Presentation - PPT 11/21/2001 1Document20 pagesType OHH Pump API610 9 Ed. (ISO 13709) : File Name / OHH Sales Presentation - PPT 11/21/2001 1Jorge OportoNo ratings yet
- 5275 PDFDocument28 pages5275 PDFLevi BriceñoNo ratings yet
- Bearing Isolator: Pump, Electric Motor and Split Pillow Block Interchange ManualDocument60 pagesBearing Isolator: Pump, Electric Motor and Split Pillow Block Interchange ManualSuresh Kumar MittapalliNo ratings yet
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocument5 pagesISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNo ratings yet
- Magnetic Drive Pumps Product GuideDocument32 pagesMagnetic Drive Pumps Product GuideJean-francois RosierNo ratings yet
- Thermostatic Bimetals PDFDocument4 pagesThermostatic Bimetals PDFoletta1944No ratings yet
- Dimension Tolerance For Shaft BasisDocument13 pagesDimension Tolerance For Shaft Basissafa shaikhNo ratings yet
- Arc Welding and Gas Welding Processes ExplainedDocument23 pagesArc Welding and Gas Welding Processes ExplainedRaghu ChowdaryNo ratings yet
- Influence of Anti Dive and Anti Squat Geometry in Combined Vehicle Bounce and Pitch DynamicsDocument12 pagesInfluence of Anti Dive and Anti Squat Geometry in Combined Vehicle Bounce and Pitch Dynamicslakshmanakumarr@gmail.comNo ratings yet
- Carter's Formula & Ker Wilson's FormulaDocument6 pagesCarter's Formula & Ker Wilson's FormulaChor FenolNo ratings yet
- Ku Reprint Ps April2007Document2 pagesKu Reprint Ps April2007keyur1109No ratings yet
- Minex - S Permanent Magnetic Coupling: KTR-N Sheet: Edition: 46510 EN 1 of 20 5Document20 pagesMinex - S Permanent Magnetic Coupling: KTR-N Sheet: Edition: 46510 EN 1 of 20 5HyungTae JangNo ratings yet
- Critical Speed Analysis of Centrifugal Pump PDFDocument8 pagesCritical Speed Analysis of Centrifugal Pump PDFPackage RotaryNo ratings yet
- 1 Magnetic-Drive-PumpsDocument19 pages1 Magnetic-Drive-PumpsMuzammil PiyarjiNo ratings yet
- Fristam pumps parts and data sheetsDocument16 pagesFristam pumps parts and data sheetsWinNo ratings yet
- Protech Bearing Isolator Seal TheoryDocument8 pagesProtech Bearing Isolator Seal TheorySanjoy Kr. DeyNo ratings yet
- Lesson Plan - Russian Alphabet Soup PDFDocument3 pagesLesson Plan - Russian Alphabet Soup PDFAnthonNo ratings yet
- b3311 722-2Document7 pagesb3311 722-2Arnaldo BenitezNo ratings yet
- Ms Hda A1826 8e 1 PDFDocument35 pagesMs Hda A1826 8e 1 PDFradanpetricaNo ratings yet
- Boiler Feed Pump - KSBDocument1 pageBoiler Feed Pump - KSBgulmal husainNo ratings yet
- Axial Flow or Propeller PumpDocument4 pagesAxial Flow or Propeller PumpTarunPatraNo ratings yet
- 7977 8cd2Document2 pages7977 8cd2Pete Pompes0% (1)
- Application of Composites For Centrifugal PumpsDocument4 pagesApplication of Composites For Centrifugal Pumpsravide76No ratings yet
- Bearing Technology For Pumps and CompressorsDocument12 pagesBearing Technology For Pumps and Compressorsmans2014No ratings yet
- Peerless Full Product Line B-1270 - BrochureDocument12 pagesPeerless Full Product Line B-1270 - BrochureHuilber MartínezNo ratings yet
- Listings of Texas A&M Pump Users Symposiums Proceedings From 1984 To 2013Document116 pagesListings of Texas A&M Pump Users Symposiums Proceedings From 1984 To 2013jehodgsonNo ratings yet
- Pump KnowledgeDocument17 pagesPump Knowledgesmupy_122No ratings yet
- Eccentric Reducers and Straight Runs of Pipe at Pump Suction - Hydrocarbon Processing - September 2010Document4 pagesEccentric Reducers and Straight Runs of Pipe at Pump Suction - Hydrocarbon Processing - September 2010kronafNo ratings yet
- Effects of Tribological Parameters on Slurry Erosion of MaterialsDocument13 pagesEffects of Tribological Parameters on Slurry Erosion of MaterialsGuru SamyNo ratings yet
- Hermetic Pump Designs for Oil and Gas IndustryDocument2 pagesHermetic Pump Designs for Oil and Gas IndustryYh LeongNo ratings yet
- Boletin Non ClogDocument12 pagesBoletin Non ClogulisesgeNo ratings yet
- Botros, Kamal Kamel - Mohitpour, Mo - Van Hardeveld, Thomas - Pipeline Pumping and Compression Systems - A Practical Approach (2013, ASME Press) - Libgen - lc-1Document615 pagesBotros, Kamal Kamel - Mohitpour, Mo - Van Hardeveld, Thomas - Pipeline Pumping and Compression Systems - A Practical Approach (2013, ASME Press) - Libgen - lc-1PGR ING.No ratings yet
- Pressure Dam Bearings USEFULDocument16 pagesPressure Dam Bearings USEFULAmna ChaudaryNo ratings yet
- Centrifugal Pumps Chapter OverviewDocument21 pagesCentrifugal Pumps Chapter Overviewmonjardin68No ratings yet
- Mechanical seal support systems ASME ANSI API specificationsDocument18 pagesMechanical seal support systems ASME ANSI API specificationsYang Gul LeeNo ratings yet
- Pump Clinic 43Document3 pagesPump Clinic 43fnahas_bhNo ratings yet
- Design of Impeller Blade by Varying Blades and Type of Blades Using Analytical PDFDocument11 pagesDesign of Impeller Blade by Varying Blades and Type of Blades Using Analytical PDFasrikalyanNo ratings yet
- Mathematical Modelling of Centrifugal Pump for Aircraft Fuel SystemDocument43 pagesMathematical Modelling of Centrifugal Pump for Aircraft Fuel SystemRakib KhanNo ratings yet
- Presentation of PumpDocument46 pagesPresentation of PumpArindam SamantaNo ratings yet
- 9 Centrifugal Pumps: Applications, Types, AdvantagesDocument24 pages9 Centrifugal Pumps: Applications, Types, Advantagesjosegabrielrosas100% (1)
- Hydraulic Pumps Lec NotesDocument30 pagesHydraulic Pumps Lec NotesDarsh MenonNo ratings yet
- The Impact of Off BEP Pump Operation (CE)Document1 pageThe Impact of Off BEP Pump Operation (CE)jdgh1986No ratings yet
- Cavitation and PUmp NPSHRDocument39 pagesCavitation and PUmp NPSHRRaheel Sultan100% (1)
- Technical Torque: Suction Side Centrifugal PumpsDocument11 pagesTechnical Torque: Suction Side Centrifugal PumpsTanishk KumarNo ratings yet
- How To Read Pump CurveDocument4 pagesHow To Read Pump CurvenghiemvhNo ratings yet
- Positive Displacement Vs Centrifugal PumpDocument11 pagesPositive Displacement Vs Centrifugal PumpArslan BhattiNo ratings yet
- Positive Displacement PumpsDocument6 pagesPositive Displacement PumpsVignesh DuraiNo ratings yet
- Compressors: Me7313 Industrial Automation and ControlDocument13 pagesCompressors: Me7313 Industrial Automation and ControlNuwan DinushaNo ratings yet
- Mark 3 ASME Pumps PDFDocument94 pagesMark 3 ASME Pumps PDFInf IngNo ratings yet
- Operators Guide To Rotating Equipment PDFDocument11 pagesOperators Guide To Rotating Equipment PDFOlusegun Olugbade0% (1)
- Forces influencing hydraulic parameters on centrifugal impellersDocument12 pagesForces influencing hydraulic parameters on centrifugal impellersHosseinNo ratings yet
- Pump Notes PDFDocument25 pagesPump Notes PDFUsman KhalidNo ratings yet
- Studies On Drying Kinetics of Solids in A Rotary DryerDocument6 pagesStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- Proper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreDocument9 pagesProper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreVinh Do ThanhNo ratings yet
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocument12 pagesAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- NPK-15 8 15Document5 pagesNPK-15 8 15Vinh Do ThanhNo ratings yet
- Effects of Drying Parameters On Heat Transfer During DryingDocument13 pagesEffects of Drying Parameters On Heat Transfer During DryingVinh Do ThanhNo ratings yet
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocument8 pagesModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNo ratings yet
- Modelling and Simulation of A Direct Contact Rotary DryerDocument16 pagesModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNo ratings yet
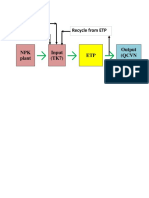
- Recycle From ETP Make Up H2O DAP, UreaDocument1 pageRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNo ratings yet
- The Heart of Operations - World Cement - 02-2015Document4 pagesThe Heart of Operations - World Cement - 02-2015fetniNo ratings yet
- Tinh Luong Nuoc Bay HoiDocument22 pagesTinh Luong Nuoc Bay HoiVinh Do ThanhNo ratings yet
- Dryer CalculationsDocument4 pagesDryer CalculationsVinh Do Thanh0% (1)
- Ansi B16-104Document1 pageAnsi B16-104Monica Suarez100% (1)
- Aoac - Methods.1.1990. MoistureDocument2 pagesAoac - Methods.1.1990. MoistureVinh Do ThanhNo ratings yet
- Multi-Use Chair DesignDocument7 pagesMulti-Use Chair DesignVinh Do ThanhNo ratings yet
- Review On Development of Polypropylene Manufacturing ProcessDocument11 pagesReview On Development of Polypropylene Manufacturing ProcessShweta Yadav100% (1)
- PEP Report 267A: Ihs ChemicalDocument8 pagesPEP Report 267A: Ihs ChemicalVinh Do ThanhNo ratings yet
- 1 0ProjectManagementProceduresDocument8 pages1 0ProjectManagementProceduresRamiesRahmanNo ratings yet
- CRACKER A PC Based Simulator For Industr PDFDocument6 pagesCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNo ratings yet
- Equivalent Grades of Cast IronsDocument2 pagesEquivalent Grades of Cast IronsVinh Do ThanhNo ratings yet
- Natural Evaporation RateDocument16 pagesNatural Evaporation RateVinh Do ThanhNo ratings yet
- Metal Price IndexDocument1 pageMetal Price IndexVinh Do ThanhNo ratings yet
- Mau Giay Uy Quyen Bang Tieng AnhDocument3 pagesMau Giay Uy Quyen Bang Tieng AnhVinh Do ThanhNo ratings yet
- DRS 279-2015 Organic Fertilizer - SpecificationDocument17 pagesDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNo ratings yet
- Estimating Evaporation From Water SurfacesDocument27 pagesEstimating Evaporation From Water SurfacesVinh Do ThanhNo ratings yet
- How To Calculate Heat Load - 5 StepsDocument1 pageHow To Calculate Heat Load - 5 StepsVinh Do ThanhNo ratings yet
- Optimization of Wall Thickness For Minimum Heat LossesDocument9 pagesOptimization of Wall Thickness For Minimum Heat LossesVinh Do ThanhNo ratings yet
- How To Calculate Heat Load - 5 StepsDocument1 pageHow To Calculate Heat Load - 5 StepsVinh Do ThanhNo ratings yet
- Investigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyDocument5 pagesInvestigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyradanpetricaNo ratings yet
- Special Report PDM Guidebook2016Document44 pagesSpecial Report PDM Guidebook2016Vinoth KumarNo ratings yet
- Unit One: Wind LoadsDocument67 pagesUnit One: Wind Loadsabdu yimerNo ratings yet
- Ribe V D P Y I: Ibration Ampers Rotect Our NvestmentDocument8 pagesRibe V D P Y I: Ibration Ampers Rotect Our Nvestmentpisang123456100% (1)
- Experiment No6Document3 pagesExperiment No6TALHANo ratings yet
- Mechanical Vibrations in Spacecraft Design PDFDocument443 pagesMechanical Vibrations in Spacecraft Design PDFrrq100% (1)
- Order Tracking Program CAT-SAA1-ORDTRK Datasheet 1603-1Document2 pagesOrder Tracking Program CAT-SAA1-ORDTRK Datasheet 1603-1SamirNo ratings yet
- Chapter 4 Vibration and WaveDocument30 pagesChapter 4 Vibration and WavePrakash DuraisamyNo ratings yet
- Natural Frequencies of BeamsDocument10 pagesNatural Frequencies of BeamsPurwandy HasibuanNo ratings yet
- 9200 74712 SeismoprobeDocument15 pages9200 74712 SeismoprobekamranamvajNo ratings yet
- Introduction To Helicopter Aerodynamics and Dynamics Dr. C. Venkatesan. Department of Aerospace Engineering. Indian Institute of Technology, KanpurDocument22 pagesIntroduction To Helicopter Aerodynamics and Dynamics Dr. C. Venkatesan. Department of Aerospace Engineering. Indian Institute of Technology, KanpurAnonymous drYNHeNo ratings yet
- 03 Mathematical Modelling PrinciplesDocument40 pages03 Mathematical Modelling PrinciplesAnoop Kumar AllankiNo ratings yet
- VibrationDocument32 pagesVibrationpothusothuNo ratings yet
- CTS HandbookDocument786 pagesCTS HandbookRicky Vil100% (4)
- 1031 1192105937 02 202109 FGH ST Mad11 Tanacs For Cep - PDF 50996599 v1Document17 pages1031 1192105937 02 202109 FGH ST Mad11 Tanacs For Cep - PDF 50996599 v1Jesús SarriaNo ratings yet
- International Conference on Structural Stability and Dynamics: Non-Linear Behavior and Instability of Shallow ArchesDocument6 pagesInternational Conference on Structural Stability and Dynamics: Non-Linear Behavior and Instability of Shallow ArchesMazen Al-arsanNo ratings yet
- Engine VibrationDocument3 pagesEngine VibrationИлларион ПанасенкоNo ratings yet
- Rotor Balancing Simulator: Fourth Year Graduation ProjectDocument21 pagesRotor Balancing Simulator: Fourth Year Graduation ProjectMahmoud SamirNo ratings yet
- Control & Instrumentation 2Document0 pagesControl & Instrumentation 2SHIVAJI CHOUDHURY100% (3)
- Product Specification VIBROCONTROL 950/960: FeaturesDocument3 pagesProduct Specification VIBROCONTROL 950/960: FeaturesPedro RosaNo ratings yet
- ECSS E ST 10 03C (1june2012)Document128 pagesECSS E ST 10 03C (1june2012)jsadachiNo ratings yet
- Bilz - Vibration Isolation of Foundations & FrameworksDocument12 pagesBilz - Vibration Isolation of Foundations & FrameworksmikelotingaNo ratings yet
- Vibro Acoustic Analysis With Flux and Opti Struct FINALDocument31 pagesVibro Acoustic Analysis With Flux and Opti Struct FINALEnmel Martínez BejaranoNo ratings yet
- Simple Harmonic MotionDocument22 pagesSimple Harmonic Motionjear100% (1)
- Ch1 Introduction to VibrationDocument75 pagesCh1 Introduction to Vibrationhailegebreselassie24No ratings yet
- Response Effects of Guitar Pickup Position and WidthDocument16 pagesResponse Effects of Guitar Pickup Position and WidthRahmat SantosoNo ratings yet
- Calibrate Sensors Anywhere with Portable Vibration CalibratorDocument23 pagesCalibrate Sensors Anywhere with Portable Vibration CalibratorNovato300% (1)
- Mechanical VibrationDocument13 pagesMechanical VibrationKhalil Raza100% (1)
- ADR245B - New Catalogue - 25 Aug 2015Document26 pagesADR245B - New Catalogue - 25 Aug 2015MeghavahinaNo ratings yet
- 10.1007@978 3 030 47717 2Document413 pages10.1007@978 3 030 47717 2riadhNo ratings yet