Professional Documents
Culture Documents
Rapport PFE OCP
Uploaded by
Mohammed Amine KenedCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Rapport PFE OCP
Uploaded by
Mohammed Amine KenedCopyright:
Available Formats
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
1
Table des matires
CHAPITRE 1 : PRESENTATION DE LOCP ET DE SERVICE GESTION DES FLUX :
I. LOffice Chrifien de Phosphate (OCP) ..................................................................... 7
II. Le site de Jorf Lasfar: ................................................................................................... 7
Maroc Phosphore III et IV : ............................................................................................ 8
Euro-Maroc Phosphore : ................................................................................................ 8
Indo-Maroc Phosphore : ................................................................................................. 9
Pakistan Maroc Phosphore : ........................................................................................... 9
Brsil Maroc Phosphore : ............................................................................................... 9
III. Le port de Jorf Lasfar ................................................................................................... 9
1) Installations Portuaires : ............................................................................................ 10
2) Superstructures portuaires : ....................................................................................... 10
IV. Organisation : .............................................................................................................. 11
V. Prsentation du Dpartement Programmation et Coordination : .......................... 11
1) CIJ/CP/M : ................................................................................................................. 13
2) CIJ/CP/F : .................................................................................................................. 13
CHAPITRE 2 : SYSTMES LOGISTIQUES :
I. La logistique : .............................................................................................................. 16
II. Signification de la logistique : .................................................................................... 16
III. Systmes logistiques : .................................................................................................. 16
IV. Dfinitions et explications sur la ncessit de la manutention et de stockage : ..... 17
1) Dfinitions ................................................................................................................. 17
2) Raisons pour la manutention ..................................................................................... 17
3) Raisons pour le stockage ........................................................................................... 18
V. Modlisation et choix d'un systme logistique .......................................................... 18
1) Modlisation .............................................................................................................. 18
2) Limites des modles .................................................................................................. 19
3) Expertises ................................................................................................................... 19
VI. Entrepts, plates-formes et sites logistiques ............................................................. 19
1) Typologie ................................................................................................................... 19
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
2
2) Nombre et dimensions des espaces de stockage dans un systme logistique ............ 20
a. Influence du dlai de livraisons ............................................................................. 20
b. Influence des mtiers hbergs par l'entrept ....................................................... 20
c. Dtermination du lieu de la construction ............................................................... 20
d. Qui construit .......................................................................................................... 21
3) Stratgies pour dterminer les modes de transport .................................................... 22
4) L'offre de transports et les infrastructures ................................................................. 22
VII. Dtermination d'un rseau logistique et rationalit des dcisions .......................... 23
1) Le poids du pass ....................................................................................................... 23
2) Le cot social et en image de marque ........................................................................ 23
3) Les politiques locales ................................................................................................. 23
4) L'erreur d'apprciation et l'erreur de prvisions ......................................................... 24
CHAPITRE 3 : ETUDE & ANALYSE DE L'EXISTANT :
I. Matires premires
: .................................................................................................... 26
1) Soufre : ...................................................................................................................... 26
a. Outils de manutention et de stockage, et leurs capacits ...................................... 26
b. Consommations des usines .................................................................................... 27
c. Schma explicatif : ................................................................................................. 28
d. Analyse de lexistant : ............................................................................................ 28
e. Conclusion et Remarques : .................................................................................... 34
2) Ammoniac : ............................................................................................................... 34
a. Outils de manutention et de stockage et leurs capacits ....................................... 34
b. Consommations des usines .................................................................................... 34
c. Schma explicatif : ................................................................................................ 35
d. Analyse de lexistant : ............................................................................................ 35
e. Conclusion et remarques : ..................................................................................... 37
3) Phosphates bruts : ...................................................................................................... 37
a. Outils de manutention et leurs capacits ............................................................... 37
b. Consommations des usines .................................................................................... 38
c. Schma explicatif : ................................................................................................ 38
d. Analyse de lexistant : ............................................................................................ 39
e. Remarques : ............................................................................................................ 40
II. Produits finis : .............................................................................................................. 40
1) Engrais : ..................................................................................................................... 40
a. Capacit de production : ....................................................................................... 40
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
3
b. Outils de manutention et de stockage, et leurs capacits ...................................... 41
c. Schma explicatif : ................................................................................................ 42
d. Analyse de circuit : ................................................................................................ 42
e. Conclusion et Remarques : .................................................................................... 46
2) Acide phosphorique P
2
O
5
: ........................................................................................ 46
a. Capacit de production des units : ....................................................................... 46
b. Outils de manutention et de stockage, et leurs capacits ...................................... 47
c. Schma explicatif : ................................................................................................ 48
d. Analyse du circuit : ................................................................................................ 48
CHAPITRE 4 : LABORATION DU NOUVEAU SYSTME LOGISTIQUE :
I. Phosphate brut : .......................................................................................................... 56
1) La liaison entre Khouribga et le JPH : ....................................................................... 56
2) Stockage de la pulpe de phosphate : .......................................................................... 56
3) Liaison entre lunit de stockage et les usines : ......................................................... 57
4) Liaison entre lunit de schage et le quai n 1: ........................................................ 59
5) Quai de chargement: .................................................................................................. 59
6) Schma explicatif: ..................................................................................................... 60
II. Soufre : ......................................................................................................................... 61
1) Capacit totale dalimentation en soufre liquide : ..................................................... 62
2) Quais de dchargement: ............................................................................................. 62
3) Liaison entre le quai et le stockage du soufre : .......................................................... 64
a. Soufre solide ........................................................................................................... 64
b. Soufre liquide : ....................................................................................................... 64
4) Liaison entre les units de fusion et le stockage principal : ...................................... 64
5) Au niveau de stockage : ............................................................................................. 65
a. Dimensionnement de stockage du soufre solide : .................................................. 66
b. Dimensionnement de stockage du soufre liquide :................................................. 66
6) Liaison entre le stockage principal et les usines : ...................................................... 67
7) Schma explicatif : .................................................................................................... 68
III. Ammoniac .................................................................................................................... 69
1) Capacit totale dalimentation en soufre liquide : ..................................................... 69
2) Liaison entre le quai et le stockage dammoniac : ..................................................... 69
3) Stockage : .................................................................................................................. 69
4) Livraison pour les units de production : .................................................................. 70
5) Schma explicatif : .................................................................................................... 71
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
4
IV. ACP ............................................................................................................................... 71
V. APP ............................................................................................................................... 71
VI. Engrais : ....................................................................................................................... 73
1) Liaison entre les units de production et le criblage : ............................................... 73
a. Pour lusine de MP : .............................................................................................. 73
b. Pour les autres usines ............................................................................................ 73
2) Unit de criblage : ...................................................................................................... 73
3) Liaison entre le criblage et les quais : ........................................................................ 74
4) Quais de chargement: ................................................................................................ 74
5) Schma explicatif: ..................................................................................................... 75
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
5
Introduction gnrale
Depuis sa cration, lOCP ne cesse pas de samliorer. Au dbut, il ne faisait quextraire
le phosphate et lexporter dans son tat brut. Ensuite il a cr deux units pour la production
de lacide phosphorique Safi, auxquelles il a ajout deux autres Jorf Lasfar. A la fin des
annes 90, il a adopt une nouvelle stratgie : il sagit des partenariats avec ses clients pour
quils investissent dans la cration dautres units. Ainsi, il a sign son premier contrat avec
la Belgique et lAllemagne ensuite lInde, et dernirement avec le Pakistan et le Brsil et
prochainement avec la Lybie. Toutes ces units sont des joints en venture, c'est--dire que
lOCP se charge de tout ce qui est stockage, manutention que ce soient des produits finis ou
celui des matires premires. Dici 2020, lOCP adoptera une autre nouvelle stratgie : il
sagit de celle des contrats sous forme des cls en main, c'est--dire que lOCP assurera pour
les dix units prvues pour 2020 tout ce qui est matires premires et tout ce qui est
manutention de leurs produits vers le port.
Cest dans ce cadre que notre projet vient, car il faut quon dtermine les moyens de
manutention et les espaces de stockage pour les matires premires quil faut avoir afin de
pouvoir satisfaire les besoins de ces futures units.
A cet effet, le prsent rapport est scind en quatre chapitres:
Le 1
er
chapitre sera ddi une prsentation gnrale de lOCP et du site de
Jorf Lasfar.
Le 2
me
chapitre donnera une description brve des systmes logistiques ;
Le 3
me
chapitre concerne une description dtaille du systme logistique
actuel du site de Jorf Lasfar suivie dune tude critique qui fait apparatre les
avantages et les inconvnients de ce systme ;
Le 4
me
chapitre sera consacr au sujet du stage, savoir, llaboration dun
nouveau systme logistique qui tient compte des futures units de production
qui seront implantes au site de Jorf Lasfar.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
6
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
7
I. LOffice Chrifien de Phosphate (OCP)
La premire dcouverte du phosphate au Maroc remonte 1905. Ctait dans le bassin
des MESKALA, au centre du pays. Elle navait alors pas suscit un intrt notable. La
dcouverte du phosphate exploitable a eu lieu en 1917 Oued-Zem, lors des travaux de
terrassement dune voie de chemin de fer.
Lanne 1982 a marqu la pose de la premire pierre des installations industrielles et
sociales du Groupe Office Chrifien des Phosphates JORF LASFAR. Cette anne a marqu
aussi le 60
me
anniversaire du dmarrage de lexploitation des phosphates par lOCP. Les
premires tonnes ayant t extraites en fvrier 1921 dans la rgion de Oued-Zem. Depuis cette
date loffice na cess de renforcer la place quil occupe dans lindustrie des phosphates et de
ses drives. Cest ainsi quindpendamment de sa place traditionnelle du premier exportateur
du phosphate naturel, le groupe OCP a accd en 1982 au rang du premier exportateur
mondial dacide phosphorique concentr en 54 % P
2
O
5
.
Ainsi ds sa cration, le 7 aot 1920, lOCP a t constitu sous la forme dun
organisme dtat caractre industriel et commercial. Lvolution de ses activits et lampleur
de ses projets ont conduit la mise en place en 1975, dune structure de Groupe permettant
lintgration de diffrentes entits complmentaires au sein dun mme ensemble.
Cet office occupe une place primordiale tant au niveau de lconomie marocaine quau
niveau du march des phosphates.
II. Le site de Jorf Lasfar:
En tenant compte la fois des changements que connat le march mondial des
phosphates et de lintrt port au dveloppement de la valorisation locale des richesses
nationales des phosphates, lOCP sest engag depuis 1965 dans un processus de
transformation sur place du phosphate en vue de sa commercialisation sous forme de produits
drivs. Cest dans ce but que la cration du complexe Ple Chimie Jorf Lasfar a eu lieu, qui
se situe dans la rgion des DOUKKALA 25Km au sud de la ville dEl-Jadida.
Le site de Jorf Lasfar a t retenu pour limplantation de cet important ensemble
industriel, compte tenu des avantages suivants :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
8
Proximit des zones minires permettant son alimentation en phosphate brut
(Khouribga),
Possibilit de construction dun port tirant deau important,
Disponibilit de leau de mer et de leau douce,
Disponibilit de terrains pour les extensions futures.
Ce complexe permet la transformation du phosphate en acide phosphorique P
2
O
5
et en
engrais.
Cinq socits sont en activit sur le site en joint-venture avec lOCP. Il sagit de "Maroc
Phosphore", dtenue 100 % par lOCP, et de quatre autres socits de Belgique et
dAllemagne, de lInde, du Pakistan et du Brsil, denvergure mondiale, qui traitent environ
cinq millions de tonnes de phosphate roche par an et produisent 1,35 millions de tonnes
dacide phosphorique.
Le complexe industriel de Jorf Lasfar est constitu pour linstant de :
Maroc Phosphore I I I et I V :
Aprs le Complexe Industriel Maroc Phosphore I et II Safi, le Groupe OCP a
dcid dimplanter le Complexe Industriel Maroc Phosphore III et IV Jorf
Lasfar pour doubler sa capacit de valorisation des phosphates.
Euro-Maroc Phosphore :
Avec la construction de lusine EMAPHOS, le groupe OCP a inaugur une
nouvelle re dans la diversification de ses produits finis, par la production dun
acide haute valeur ajoute, lacide de phosphorique purifi. Ce projet, fruit
dun partenariat Euro-Marocain, a ncessit un investissement de 450 millions
de DH, dont une importante partie (45%) a t ralise en monnaie nationale ; ce
qui a permis la participation ce projet de plus de 50 entreprises nationales.
Lusine EMAPHOS qui est entre en production en janvier 1998, utilise le
procd PRAYON extraction liquide.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
9
I ndo-Maroc Phosphore :
IMACID est une socit Maroco-Indienne cre en 1997. Ce projet a cot 2
milliards de DH et il a occup une surface de 112.500 m
2
. La commercialisation
du produit est destine aux partenaires indiens de lOCP : ZAURI et TATA.
Cette unit a dmarr en octobre 1999 proximit du complexe Maroc
Phosphore III et IV Jorf Lasfer, dont la construction du projet a augment la
capacit de la production dacide phosphorique la plate forme de Jorf Lasfar de
25%.
Pakistan Maroc Phosphore :
Pakistan Maroc Phosphore (PMP) est une socit en joint-venture entre lOCP et
des socits pakistanaises (50% OCP, 25% FFBL, 12,5% Fauji Foundation,
12,5% FFCL), qui a pour fonction le traitement de phosphate en provenance de
Khouribga, situe au site de Jorf Lasfar, son utilit est la production de lacide
phosphorique (1135 tonnes/jour) et de lnergie lectrique (32 MW).
Brsil Maroc Phosphore :
Inaugure rcemment, BMP est une socit en joint-venture entre lOCP et
Bunge de Brsil. Elle sera le deuxime producteur des engrais aprs les ateliers
marocains et sa production sera destine au march brsilien.
III. Le port de Jorf Lasfar
Le port de Jorf Lasfar est construit entre 1974 et 1982, ouvert au commerce
international depuis 1982, le port de Jorf Lasfar constitue lun des maillons de linfrastructure
portuaire du Maroc. Il est situ 17 Km au sud de la ville dEl Jadida. Il dispose de capacits
nautiques lui permettant daccueillir des navires de port en lourd de 120.000 tonnes. Ce port
est conu pour rpondre un trafic maritime de plus de 25 millions de tonnes grce ses
infrastructures, son outillage et au dveloppement des complexes phosphatiers et thermiques
et dune zone industrielle. Le port industriel a t conu pour tre un port dexportation des
phosphates et des engrais.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
10
Sa vocation a dtermin son emplacement entre trois gisements de phosphate
(Benguerir, Youssoufia et Khouribga).
1) Installations Portuaires :
Hangar de stockage de soufre solide ;
Unit de fusion filtration de soufre ;
Bacs de stockage de soufre liquide ;
Bacs de stockage dacide sulfurique ;
Bacs atmosphriques des stockages dammoniac ;
Station de filtration et de pompage deau de mer ;
Station densachage des engrais destins lexportation.
2) Superstructures portuaires :
Dchargement :
Soufre solide laide de 2 portiques ;
Soufre liquide ;
Ammoniac laide dun bras de dchargement ;
Acide sulfurique laide dun bras de dchargement.
Chargement :
Phosphate laide de 2 portiques ;
Engrais en vrac laide de 4 portiques ;
Engrais en sac laide de 2 portiques ;
Acide phosphorique marchand laide de 2 bras de chargement.
Acide phosphorique purifi laide dun bras ddi.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
11
IV. Organisation :
Lorganisation au complexe Maroc Phosphore Jorf Lasfar est la suivante :
Direction MAROC PHOSPHORE JORF LASFAR (PCJ) comprend les Directions :
Direction Production (CIJ/P)
Direction Logistiques et ressources (CIJ/L)
Direction Amliorations et Moyens (CIJ/A)
A ct de ces Directions, la Direction CIJ comprend aussi le Service Contrle de
Gestion (CIJ/EE/G) et le Dpartement Programmation et Coordination (CIJ/CP) auquel sont
rattachs les Services Prestations Maritimes (PCJ/CP/M) et Gestion des flux (CIJ/CP/F).
V. Prsentation du Dpartement Programmation et
Coordination :
Le Dpartement Programmation et Coordination est constitu de deux services :
(Service Gestion des Flux et Service des Prestations Maritimes) et dun secrtariat de
Dpartement. Il est en interaction continue avec les units reprsentes dans le diagramme
suivant :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
12
-tat des stocks
-Programme des enlvements
-Besoins des clients
-Bilan de production
-Programme de production
-Application de la
rglementation en vigueur
-Prestations gnrales en
relation avec le maritime
-Besoins en phosphates
-Programme dapprovisionnement
en phosphates
-Programme des enlvements
Socit de transports et
daffrtements runis
- Rclamations
- Commandes
- Exigences
- Marchandises
- Certificats de poids
- Certificats danalyse
-Besoins en MP
-Dossiers navires
Achat de matires
1
res
-quantits de PF
demandes par le client
-instructions
documentaires
-Rsultats danalyses
-Echantillons
CIJ/CP/F CIJ/CP/M
Figure1 : Carte de circulation des informations dans le dpartement de coordination et planification (CP)
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
13
Moyens humains du Dpartement :
Les ressources humaines de CIJ/CP :
3 agents Hors cadre ;
9 agents haute matrise ;
11 agents petite matrise ;
15 agents surveillants et agents de bureau ;
2 agents chauffeurs ;
3 agents vaguemestre et entretien des locaux ;
Soit un total de : 43 agents
1) CIJ/CP/M :
Le service des Prestations Maritimes de CIJ est situ au port de Jorf Lasfar. Sa mission
consiste en la consignation des navires chargeant des produits de lOCP, MAROC
PHOSPHORE, EMAPHOS, IMACID, PMP et BMP lexportation. Les produits exports
sont le phosphate, les engrais solides, lacide phosphorique marchand et lacide phosphorique
purifi.
2) CIJ/CP/F :
Le Service Gestion des Flux est situ aux locaux du Groupe OCP au port de Jorf
Lasfar. Sa mission consiste assurer la rception des matires premires ncessaires la
marche normale de l Ensemble Industriel du Groupe OCP Jorf Lasfar (Phosphate, Soufre,
Ammoniac, acide sulfurique,) et dassurer le suivi des enlvements des engrais, phosphate,
acide Phosphorique normal et Acide phosphorique purifi lexport, et au march national
(engrais, acides, ammoniac, soufre, etc) Pour cela le Service Gestion des Flux veille :
Coordonner entre les diffrents intervenants concerns (EMAPHOS,
IMACID, PMP, BMP, diffrents Services CIJ, Agences maritimes, ANP,
DOUANE, Surveillants maritimes etc.)
Appliquer de la rglementation en vigueur relative au ddouanement des
marchandises.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
14
Les diffrentes tches et activits effectues par PCJ/CP/F :
La dtermination des tonnages du soufre solide et liquide, de lacide sulfurique
et de lammoniac bord des navires limportation ;
La dtermination des tonnages des engrais, phosphate et acides bord des
navires lexportation;
Le suivi de lapprovisionnement du march national en engrais, acides,
ammoniac, soufre, etc
La supervision du chargement et dchargement des navires ;
Le suivi de la programmation de lacheminement du phosphate pour lusine et
pour lexportation partir des zones dextraction via le site de Jorf Lasfar ;
Le suivi de la situation quotidienne des navires, des stocks et des trains ;
Ltablissement des dossiers navires ;
Le suivi et le contrle des factures manant des diffrents intervenants :
(EMAPHOS, IMACID, PMP, BMP, diffrents Services CIJ, Agences
maritimes, ANP, DOUANE, Surveillants maritimes etc.)
Les dclarations auprs de la douane des oprations dimportations et
dexportations des produits partir de Jorf Lasfar.
Chef de
service
Section
des flux
Vente
locale
Douane
Section
export
Section
import
Equipes
postes
secrtariat
Figure2 : Organigramme du Service Gestion des flux
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
15
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
16
I. La logistique :
La logistique traite la planification et le contrle des flux de matires et dinformations
dans les diffrents organismes conomiques des diffrents secteurs. Gnralement parlant, sa
mission est d'obtenir le produit attendu, en quantit dsire, au niveau de qualit attendu, au
bon endroit et en temps et lheure. Dans le contexte militaire, la logistique est concerne par
la provision de troupes avec l'alimentation, les armements, les munitions et les pices de
rechange, aussi bien que le transport de troupes eux-mmes. Dans des organismes civils, les
applications de la logistique sont rencontres dans la production de socits et la distribution
de marchandises physiques. Le problme-cl qui doit se dcider est comment et quand les
matires premires et les produits semi-finis et finis devraient-ils tre acquis, dplacs et
stocks.
II. Signification de la logistique :
La logistique est une des activits les plus importantes dans les socits modernes.
Quelques chiffres peuvent tre utiliss pour illustrer cette affirmation. Le cot logistique total
encouru par des organisations d'Etats-Unis en 1997 tait 862 milliards de dollars. Cela
correspondant approximativement 11 % du PIB Etats-Unis. Ce cot est plus haut que les
dpenses publiques annuelles des Etats-Unis dans la Scurit Sociale et la dfense.
III. Systmes logistiques :
Un systme de logistique est compos d'un ensemble de facilities lies par des moyens
de manutention. Les facilities sont tout ce qui est sites et matriels avec et dans lesquels on
traite les produits qui circulent dans lentreprise (matires premires ou produits finis)
pendant toutes les phases (fabrication, stockage, triage, vente, consommation...). Donc, ils
incluent la fabrication, les entrepts, les centres de distribution, les points de transbordement,
les terminaux de transport, les points de vente au dtail, etc.
Les systmes logistiques sont composs de trois activits principales : traitement de
commande, gestion de stock et la manutention des diffrents produits (matires premires ou
produits finis).
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
17
IV. Dfinitions et explications sur la ncessit de la
manutention et de stockage :
1) Dfinitions
L'infrastructure logistique est constitue d'entrepts et de voies de communication. Elle
a pour objet de mouvementer les flux matires, pour les acheminer des lieux de production
jusqu'aux lieux de transformation, puis des lieux de transformation vers les lieux de
consommation. Ces trois lieux sont gnralement disjoints.
Lorsque cette production peut-tre achemine directement vers le lieu de
consommation, sans constitution de stock, le flux est dit "tendu". l'inverse, le flux
est dit "stock"
Si la production dcide de la quantit de produits transporte, le flux est dit pouss. Au
contraire, si la consommation dcide de la quantit de produits transporte et
transforme, le flux est dit tir
2) Raisons pour la manutention
La disjonction des lieux de production, de transformation et de consommation est le
rsultat de facteurs socio-conomiques (en liaison avec les cots de main d'uvre),
environnementaux (productions d'aliments), gologiques (production de minerais et de
roches) ... par exemple.
Ainsi, les conditions climatiques permettent de produire certains produits alimentaires
un endroit de la plante, mais l'argent disponible et les habitudes de consommation
des mmes produits se trouvent ailleurs ;
Ainsi, le cot de la main d'uvre et les risques sociaux sont moins levs dans certains
pays, mais les ressources pour acqurir les biens d'quipements qu'ils produisent se
trouvent ailleurs.
Ceci justifie qu'il faille transporter les produits, du lieu de production, d'abord vers le
lieu de transformation, enfin vers le lieu de consommation.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
18
3) Raisons pour le stockage
La constitution de stock peut s'appuyer sur diffrentes raisons :
La spculation, cest--dire la volont d'acheter une marchandise abondante, puis de
la revendre en ralisant une plus-value, lorsque s'installera la pnurie (demande
suprieure l'offre) ;
Les obligations rglementaires, cest--dire respecter des dures de quarantaines, par
exemple, comme dans la notre o lOCP fixe une autonomie de 2 mois afin de
toujours satisfaire la demande des clients mme si lon arrte lacquisition de la
matire premire;
Les contraintes commerciales, comme par exemple attendre la venue maturit d'un
fruit avant qu'il devienne commercialisable ;
Les contraintes de production, comme par exemple l'obligation de regrouper les
diffrents composants d'un produit fini, avant de procder son assemblage ;
Les ncessits financires, qui tiennent ce que le transport est plus coteux s'il est
plus frquent et s'il porte sur des tailles de lots plus petites ; dans ce cas, il convient
de vrifier s'il est moins cher de stocker, en construisant des entrepts et en les
faisant fonctionner, ou s'il est moins cher de transporter par lots de production.
V. Modlisation et choix d'un systme logistique
La dcision de constituer une infrastructure logistique tente prendre en compte toutes
les consquences d'un choix d'implantation des lieux de stockage un endroit ou un autre.
1) Modlisation
Comme les paramtres prendre en compte sont nombreux et qu'ils ont des
consquences souvent antagonistes, la dcision ncessite de construire des modles, sur
lesquels sont simuls des scenarii. Ces scenarii appliqus ces modles et ces maquettes
tentent de dterminer quelle infrastructure logistique sera la plus efficace, cest--dire la
moins coteuse (productivit), la plus fiable (qualit), et la plus sre (scurit et sret).
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
19
2) Limites des modles
Nous avons vu que certains des paramtres qui seront pris en compte sont plutt d'ordre
subjectif ; par ailleurs, la dcision d'implantation ncessite gnralement de simuler
l'volution du systme dans le temps, alors que les donnes politiques et socio-conomiques
vont voluer, plus gnralement l'environnement (rglementations, cot des carburants,
prennit marchandises achemines et de leur march ...). Par consquent, tous les modles
dcrits qu'ils soient prdictifs ou non sont imparfaits.
3) Expertises
C'est bien l'exprience, l'intuition et l'expertise qui finiront, sur la base des donnes
reconstitues par les modles, de prendre la dcision "la moins mauvaise", cest--dire de
retenir un compromis.
VI. Entrepts, plates-formes et sites logistiques
1) Typologie
Pour toutes ces raisons (diversit des filires, destination des entrepts, vocation
domestique ou continentale, vocation industrielle ou commerciale, types de vhicules ou de
moyens de transports accueillis ...), les caractristiques des plates-formes logistiques ou des
sites logistiques diffrent largement. Citons par exemple :
L'entrept adoss son entreprise industrielle (stockage prs du lieu de production
ou de transformation) ou l'entrept implant loin des lieux de production (destin
regrouper les productions de plusieurs sites industriels) ;
L'entrept connect aux voies de chemin de fer, pour recevoir des trains de
marchandises lourdes, l'entrept plac au bord d'un canal pour recevoir les transports
par voies fluviales, ou l'entrept de messagerie destin accueillir frquemment de
trs nombreuses camionnettes ;
...
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
20
2) Nombre et dimensions des espaces de stockage dans un
systme logistique
Les diffrents facteurs voqus ci-dessus induisent la taille et le nombre d'espaces qui
devront tre construits, pour rendre le systme efficace.
a. Influence du dlai de livraisons
Le dlai de livraison (temps allou prparer la commande et temps de transport)
accord par le donneur d'ordres (client, actionnaire) et le type dquipements de manutention
utiliss pour livrer permettent de calculer l'espacement le plus grand admissible entre deux
espaces de stockage, et par consquent, sur une surface finie, le nombre total de ces espaces
construire.
b. Influence des mtiers hbergs par l'entrept
Le mtier exerc par l'entrept et la filire (type de marchandises stockes), dtermine
aussi la configuration des entrepts.
Si le produit est volumineux et / ou doit tre stock longtemps, l'entrept sera plus
grand ;
Si l'entrept reoit ou expdie de nombreux vhicules, il devra disposer de
nombreuses portes et de nombreux quais de rception et d'expditions ;
S'il a pour objet de stocker des marchandises sur palettes, il devra tre plus lev ;
c. Dtermination du lieu de la construction
La dtermination de la taille et du nombre d'entrepts et leur localisation approximative
sur une surface finie structure un espace "global". Dterminer prcisment leur position
ncessite d'examiner prcisment les espaces "locaux". L'examen de l'environnement portera
plus prcisment sur les donnes suivantes :
La "desserte" pour l'accs des produits (chemins de fer, convoyeurs, pipes) et des
personnes ;
La proximit et l'abondance de main duvre et sa qualification ;
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
21
Le cot des charges, des taxes et des impts locaux. Leur montant plus lev
qu'ailleurs conduit soit ne pas implanter l'entrept, soit le dlocaliser ;
La proximit des ressources (nergie, carburants, fournisseurs...) et des infrastructures
(gares, ports, ...) ;
La distance au march, cest--dire aux lieux de consommation ;
Le cot du terrain et le cot de la construction ;
Les risques (sociaux, environnementaux, politiques, ...)
L'ensemble de ces facteurs conduira finalement au "moins mauvais choix", selon
l'importance accorde l'un ou l'autre facteur, et explique qu'une dcision d'implantation peut
ne pas paratre parfaitement rationnelle du point de vue de la gestion des flux, mais prsenter
d'autres avantages pour les actionnaires ou les salaris. Tous ces facteurs peuvent conduire
des dcisions de dlocalisation ou de rapatriement des activits logistiques, leur
externalisation ou leur appropriation par le producteur, l'industriel ou le commerant.
d. Qui construit
Les travaux de rflexion, comme les travaux de construction peuvent tre dcids autant
par le producteur, l'industriel ou le commerant, dont le choix stratgique est de conserver la
matrise de ses oprations logistiques, que par le prestataire logistique, dont le mtier est
uniquement de grer les flux logistiques pour un client ou un ensemble de clients.
Dans le premier cas, le chargeur tentera d'optimiser le cot de sa logistique par
l'organisation de sa production (taille des lots de production, moment de produire, ...)
et par ses conditions gnrales de ventes (tarifs la quantit commande / livre,
promotions annuelles, ..) ;
Dans le deuxime cas, le prestataire logistique tentera de rduire ses prix de revient
d'une part en conseillant le chargeur, d'autre part en massifiant les flux, donc en
mutualisant les flux de plusieurs clients en amont, ou ceux de plusieurs destinataires,
en aval, crant alors des synergies.
La ralisation de la construction elle-mme est prise en charge, la demande ou par
anticipation, par des investisseurs immobiliers, par des architectes, ou par le matre d'ouvrage
lui mme. Lorsque ces oprations sont conduites pas des organismes purement financiers, la
notion de spculation la hausse de la demande est proche.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
22
3) Stratgies pour dterminer les modes de transport
Le transport est la deuxime composante prise en compte dans la dtermination d'une
infrastructure logistique, pour les raisons principales, lies son prix de revient, au temps
qu'il reprsente et pendant lequel les marchandises ne sont plus disponibles.
L'offre de transport quant elle est multiple, au regard des moyens qu'elle met en
uvre, des voies de communication qu'elle utilise, de la taille des entreprises qui effectuent la
prestation de transport.
Le choix du moyen de transport est par consquent stratgique et fait partie de la
dcision globale d'implantation d'une infrastructure logistique, qui inclut dj le nombre, la
position gographique, les dimensions, et la typologie des entrepts.
4) L'offre de transports et les infrastructures
La pertinence d'un choix de transport dpend bien entendu de la marchandise transporte,
mais aussi de son degr d'urgence et du cot du transport en relation avec les deux points
prcdents.
Mais ce n'est pas tout. En effet, l'absence ou l'inefficacit relative des infrastructures charge
de recevoir les moyens de transport rend inefficace le mode de transport qui aurait t retenu,
et oblige mettre en place une alternative moins favorable.
C'est pourquoi, l'offre de transport ne peut pas tre considre en dehors de son
environnement.
Concrtement, la dcision de mettre un mode de transport maritime en uvre ncessite de
vrifier la capacit des ports effectuer les transbordements ; la dcision de mettre en uvre
un transport arien ncessite de vrifier la capacit de l'aroport grer le trafic. Elle ncessite
enfin de vrifier le cot de l'utilisation des infrastructures, et les alternatives possibles sur
place, en cas de dfaillance.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
23
VII. Dtermination d'un rseau logistique et rationalit des
dcisions
Les exposs prcdents mettent en vidence les facteurs rationnels et irrationnels qui
conduisent au choix d'un systme logistique (espaces de stockage, moyens de manutention,
infrastructure).
Pour complter la liste des raisons qui peuvent aboutir un choix, ou un autre, il faut
enfin citer d'autres mcanismes plus "occultes" qui modifient ou psent sur la dcision finale :
1) Le poids du pass
Les habitudes de travail sont plus difficiles changer qu' conserver. Toute
modification d'une organisation existante s'oppose la "rsistance au changement"
2) Le cot social et en image de marque
Il peut tre trs coteux de modifier une organisation logistique existante (dplacement
dun entrept, changement d'un mode de transport, par exemple), car les investissements
peuvent tre levs, et parce que le cot social (licenciements, embauches) peut-tre fort ; en
outre, les restructurations et leurs consquences sociales peuvent entraner un prjudice grave
l'image de marque de l'entreprise (conflits du travail).
3) Les politiques locales
La volont des lus locaux peut galement jouer dans un sens ou dans l'autre.
L'implantation de sites logistiques peut dplaire la population, dans la mesure o elle
peut entraner des nuisances : passage de camions, bruits, troubles du voisinage,
stockage de matires dangereuses (ou plus gnralement de matires rglementes)
Mais elle peut aussi sduire, dans la mesure o elle va favoriser la cration d'emplois
directs (manutentionnaires, cadres, ...) et d'emplois indirects (sous-traitants, entreprises
de construction, entreprises de nettoyage ...)
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
24
4) L'erreur d'apprciation et l'erreur de prvisions
Nous avons vu que la modlisation d'un systme logistique est forcment imparfaite,
parce que les paramtres d'entre sont innombrables. Le poids qui leur est accord aussi, est
relatif. Et l'avenir peut-tre imprvisible (instabilit des marchs financiers, fragilit de la
consommation, innovation rendant les produits obsolte, instabilit sociale, instabilit
politique...).
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
25
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
26
La production de lacide phosphorique et des engrais ncessite la disponibilit dun
ensemble de matires premires comme le soufre, lammoniac, le phosphate brut, le fuel, les
anti-mousses. Notre travail se focalise sur lanalyse des matires premires les plus
demandes, c'est--dire le phosphate brut, le soufre et lammoniac. Lalimentation des usines
par ces matires partir du port et lexportation des produits finis se fait via un systme
logistique contenant des quais, des conduites, des convoyeurs, des stocks et des units de
prparation de la matire premire notamment le soufre solide.
I. Matires premires
:
Dans la gestion des stocks, la dtermination du stock de scurit demande de prciser si
le dlai et la demande varient tous les deux la fois ou si seulement lun deux qui varie.
Ajoutant cela quil faut fixer un coefficient de scurit.
Dans notre cas, lentreprise ne dtermine pas son stock de scurit par cette mthode,
mais son top management a fix une autonomie allant de 40 60 jours selon les prvisions de
lexercice encours. Ces 40 jours entrent dans la politique de la quarantaine qui correspond au
temps ncessaire pour effectuer les contrles qualit qui permettront de dcider si un produit
est utilisable ou non. Ajoutant cela les facteurs suivants :
La ngociation du prix avec le fournisseur qui peut aller jusqu' un mois ;
La disponibilit de la matire premire dans le march mondial ;
Le temps pour que le navire arrive et mme aprs son arrive, il prend temps
pour son accostage si le climat est favorable ;
Le prix de la matire premire varie beaucoup dans le march mondial, il peut
augmenter comme il peut baisser dun jour lautre.
1) Soufre :
a. Outils de manutention et de stockage, et leurs capacits
Pour dcharger le soufre solide, on utilise les outils suivants :
2 portiques benne 22,5 T de capacit 750 T/h chacun pour dchargement
des bateaux de soufre solide au quai n 4 ;
Un convoyeur de capacit 1.500 T/h pour le transfert du soufre solide vers le
hangar ;
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
27
Un hangar de stockage de soufre solide de capacit 40.000 T ;
Un convoyeur de capacit 1.200 T/h pour le transfert du soufre solide vers
lunit de fusion ;
Une unit de fusion et de filtration qui produit 12.000T/j.
Pour le soufre liquide en utilise les moyens suivants :
Une conduite de dchargement de soufre liquide au quai n 5 de cadence
19.000 T/j ;
3 bacs de stockage intermdiaire de capacit unitaire 15.000 T ;
Une conduite dalimentation du stockage principal de cadence maximale
1.000 T/h ;
12 bacs calorifugs pour le stockage du soufre liquide de capacit unitaire
18.000 T ;
Une conduite dalimentation des usines de cadence maximale de 450 T/h
quipe de vannes pour tre capable dalimenter une la fois ;
b. Consommations des usines
Les besoins annuels des usines en soufre liquide sont reprsents dans le tableau
suivant :
consommation soufre (T/an)
MP 1.700.000
IMACID 430.000
PMP 375.000
BMP 375.000
TOTAL 2.880.000
Tableau 1 : Consommation annuelle des usines en soufre
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
28
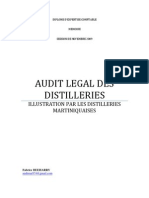
c. Schma explicatif :
Le schma suivant explicite le circuit par lequel passe le soufre dans ses deux phases,
solide et liquide, depuis son dchargement au port jusqu son livraison aux units de
production.
d. Analyse de lexistant :
o Quais 4 et 5 :
Quai 4 :
Le quai n 4 doit recevoir annuellement une quantit de 2.430.000 T
(2.880.000-450.000) du soufre solide. Le dbit nominal des deux portiques est de 750 T /h
chacun. Pour ce faire, il nous faut:
Mais il y a des contraintes quil faut toujours prendre en considration, savoir :
Le quai nest pas toujours disponible. Il ne lest que pour un pourcentage de
65% environ ;
Le temps ncessaire pour laccostage ou le dpart dun navire ;
450T/h
BMP
Maroc
phosphore
IMACID
PMP
Convoyeur
1200T/h
Fusion et
filtration
Soufre solide
Quai n4
Soufre liquide
Quai n5
19.000 T/j
Hangar de soufre solide
40.000T
Convoyeur
1200T/h
Conduite
1200T/h
Conduite
1.000T/h
Bacs 3 x 15.000 T
Bacs 12 x 18.000 T
Stockage principal
U51
Figure 3 : schma du soufre depuis sa rception jusqu sa livraison aux usines
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
29
Le type des portiques avec lesquels lOCP travaille ne peut jamais fonctionner
avec sa cadence maximale dune faon continue, parce que le dchargement
dun navire quand il est encore plein nest pas le mme quand il est moiti vide
par exemple. La cadence moyenne de dchargement des portiques de soufre de
CIJ est denviron 50 %.
Ces portiques ont toujours besoin dun temps mort pour les entretenir ;
Cela dpend aussi de la taille de navire quon va dcharger.
Si on tient compte de ces contraintes, on va avoir besoin de :
Ce qui est suffisant pour ce qui est besoin actuel.
Quai 5 :
Le soufre liquide est dcharg partir du quai n 5 vers les bacs de stockage
intermdiaire. La quantit dcharge est de 450.000 T/an. Sa rception se fait par le biais
dune conduite dun dbit nominal de 800 T/h, limit par le temps ncessaire pour recevoir un
navire, ainsi que le dbit avec lequel le navire peut dcharger.
Avant de prendre en compte ces deux contraintes quon a cites la fin, on a un temps
de dchargement thorique annuel de :
Si on tient compte de ces contraintes, on a :
Ce qui est trs suffisant.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
30
o Liaison entre les quais et le stockage du port:
Soufre solide:
Daprs les donnes quon a, la consommation annuelle des diffrentes usines en soufre
est de lenviron de 2.880.000 T/an, dont 450.000 T liquide et le reste vient du soufre solide.
Alors, si on veut savoir si les moyens de manutention dont on dispose peuvent transfrer cette
quantit vers le hangar, on procdera comme suit :
Cela en supposant que les navires fournissant ces besoins sont disponibles tous la fois
et que les portiques travaillent en continu. Or, il y a des contraintes cites plus haut quil faut
toujours prendre en considration.
Donc, en en tenant compte de toutes ces contraintes, le temps dans lequel on peut
sapprovisionner de nos besoins en soufre sera :
Les navires ne sont pas toujours disponibles, donc mme cette valeur nest pas exacte.
Toutefois, les convoyeurs de dchargement du soufre solide sont suffisants pour ce qui est les
besoins actuels.
Soufre liquide import:
On ce qui concerne le soufre liquide, on importe les environs de 450.000 T chaque
anne, donc si on suppose que la conduite du dchargement travaille avec son dbit maximal
qui est aux environs de 19.000 T/j et que les navires qui vont nous fournir toute cette quantit
sont sur place, on aura :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
31
En plus des contraintes dj cites dans la partie du soufre solide, lapprovisionnement
en soufre liquide se fait par deux types de navires seulement : un qui peut dcharger par un
dbit maximal 500 T/h et un deuxime qui peut atteindre les 800 T/h. Donc en supposant
quon na pas de problmes concernant larrive de lun de ces bateaux, on travaille par un
dbit moyen de 650 T/h ce qui va nous donner une cadence journalire de 15.600 T/j. Donc,
on va avoir besoin de :
/an pour avoir la quantit quon veut, ce qui est trs
suffisant.
o Liaison entre le hangar et lunit de fusion:
Le soufre solide est transfr depuis le hangar vers lunit de fusion par le biais dun
convoyeur de cadence 1200T/h.
Donc le temps ncessaire pour transfrer les 2.430.000 T/an par ce convoyeur est :
Mais lunit de fusion ne travaille pas avec sa capacit totale. Il faut prendre en
considration la qualit du soufre et le temps pour lentretien du convoyeur.
Donc, en tenant compte de ces contraintes, cette dure devient :
o Livraison pour lunit 51:
La livraison du soufre liquide pour lunit 51 se fait par un pipe de cadence maximale
1.000 T/h. La quantit annuelle que le port livre cette unit est de lenviron de
2.880.000T/an. Donc, si on suppose que le pipe fonctionne continuellement avec son dbit
maximal, il va transfrer cette quantit dans :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
32
Cependant, on ne peut jamais travailler 24 heures continues. Il y a toujours des arrts
pour vrifier ltat des stocks et le jaugeage de ce quon a dj. Donc :
Cest le nombre de jours dont on aurait besoin afin de livrer les 2.880.000 tonnes pour
lunit 51. Et on voit quune telle conduite est trs suffisante pour ce qui est actuel.
o Stockage :
La quantit reue annuellement est de : 2.880.000 T
Soufre solide :
Le hangar de stockage de soufre solide disponible maintenant est dune capacit de
stockage de : 40.000 T.
Soufre liquide :
Au port :
On dispose de 3 bacs au niveau de stockage intermdiaire conus pour recevoir du
soufre liquide soit import directement soit aprs la fusion de celui qui est solide, dune
capacit de stockage de : 45.000 T.
Au stockage principal (unit 51):
Pour le stockage principal les bacs de soufre liquide sont au nombre de 12 dune
capacit de stockage totale de 216.000 T.
Donc le site dispose dune capacit de stockage totale de soufre liquide de 261.000 T, et
40.000 T solide.
La quantit de soufre stocker doit rpondre au besoin des usines pour une dure
denviron 40 jours est de :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
33
Donc, si on a un problme dimportation du soufre solide, on va avoir du mal fournir
du soufre liquide aux units pendant les 40 jours dautonomie quon a fixs.
Cependant, il faut signaler que lOCP a dj ajout trois bacs de stockage de capacit
18.000 T chacun qui vont tre fonctionnels prochainement. Donc la capacit de stockage
totale est de : , ce qui veut dire que lautonomie
de 40 jours va tre atteinte.
o Livraison pour les units de production:
La liaison entre lunit 51 et les units de production est assure par une conduite de
cadence maximale 450 T/h quipe de vannes pour bien maitriser et grer
lapprovisionnement de chaque usine. Si cette conduite fonctionne continuellement dans le
temps, on va avoir besoin de :
pour satisfaire la demande de ces units en matire soufre liquide.
On voit que si on travaillait avec le maximal de dont on dispose, on satisferait nos
besoins dans un temps minime. Mais on ne travaille jamais ces 24 heures quon a
mentionnes daffil, car il y a toujours un temps mort quand on veut changer dunit de
rception.
Donc,
/an est la dure normale quon fait pour satisfaire les
besoins des units actuelles en soufre liquide.
Si on prend en considration trois semaines ou un mois de larrt programm, et sil y a
un simple problme ou une simple fuite, on va avoir du mal satisfaire les besoins de ces
units.
261.000 + 3 x 18.000 + 40.000 = 351.000 T
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
34
e. Conclusion et Remarques :
Gnralement, on enregistre une baisse des livraisons durant la priode hivernale (1
er
trimestre de lanne), vu que le premier fournisseur de lOCP qui est la Russie nexporte pas
pendant cette priode, par suite le niveau des stocks va connaitre une baisse, lesquels doivent
tre reconstitus durant le trimestre suivant (2
me
trimestre de lanne).
Cest pour cette raison que limportation nest pas rgulire, ce qui constitue un point
faible dans la politique de lOCP et qui peut poser un problme surtout au futur lorsque
dautres units auront naissance. En outre, limportation du soufre dpend aussi de son prix.
2) Ammoniac :
a. Outils de manutention et de stockage et leurs capacits
Pour dcharger lammoniac, lOCP utilise ce qui suit :
Un bras de 1.200 T/h pour dchargement dammoniac sur le quai n 6 ;
2 bacs cylindriques pour le stockage dammoniac de capacit unitaire
15.000T ;
2 sphres de capacit maximale 2.000 T chacune ;
2 nouveaux bacs de capacit maximale 25.000 T chacun ;
Pipe de cadence maximale 100 T/h pour le transfert vers les deux sphres ;
Pipe de cadence maximale 1.100 T/h pour le transfert vers les nouvelles
units de stockage.
b. Consommations des usines
Les units des engrais produisent trois types dengrais, savoir DAP, MAP et NPK. La
production de chacun de ces types ncessite un pourcentage de lammoniac (NH
3
). Cest ce
qui est expliqu dans le tableau suivant :
1T DAP 0,235TNH
3
1T MAP 0,14TNH
3
1T NPK 0,16TNH
3
Tableau 2 : Consommation de NH3 par chaque type dengrais
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
35
Mais, pour analyser la consommation de ces units en ammoniac, on va travailler avec
la production quivalente en DAP qui est actuellement de lordre de 2.880.000 T (DAP)/an.
Donc, les ateliers des engrais vont avoir besoin de :
0,235 * 2.880.000 = 676.800 T/an dammoniac
c. Schma explicatif :
Le schma suivant rsume le passage de lammoniac pour quil arrive aux units de
production des engrais :
d. Analyse de lexistant :
o Transfert depuis les navires vers les bacs de stockage:
Le dchargement de lammoniac se fait par une conduite qui a une cadence maximale
1.000 T/h. Si on suppose que les navires sont disponibles sur place et que la conduite
fonctionne continuellement, le nombre de jours par an dont on aura besoin pour quon
satisfasse nos besoins sont :
Le dbut de dchargement dammoniac liquide commence trs faible dbit allant de
20 50 T/h rgl par le navire et par ltranglement de la vanne sur le circuit de dchargement
afin de dbusquer lentement les gaz vers les bacs. Ce dbit sera maintenu durant 1h 1h30
Importation
Quai n6
1.200T/h
Conduite 100T/h
Bacs 2 x 15.000T
Conduite 1.100T/h
Conduite 64 T/h
Unit nouvelle de
production des engrais
Sphres 2 x 2.000T
Bacs 2 x 25.000T
Conduite 40 T/h
Units anciennes de
production des engrais
Figure 4 : Schma de lammoniac depuis sa rception jusqu sa livraison aux usines
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
36
jusqu ce que la pression dans les bacs et la temprature de la conduite soient stabilises, puis
augmente progressivement jusqu latteinte de la cadence dlivre par le navire et qui peut
aller jusqu 1.200 T/h en fonction du nombre de pompes. Ajoutant cela le fait que les
navires ne sont pas toujours disponibles au moment quon veut et le temps pour la vrification
de ltat des conduites et des bacs. Donc ce nombre de jour par an devient :
Donc, on constate que linstallation actuelle de dchargement de lammoniac est
suffisante.
o Stockage :
La consommation annuelle du site est de : 680.000 T.
La capacit de stockage totale de lammoniac est de :
La quantit de lammoniac stocker :
Donc le stockage actuel est suffisant.
o Livraison pour les units de production:
Le transfert de lammoniac depuis les deux sphres de stockage vers les anciennes
lignes de production des engrais se fait par 4 conduites de cadence unitaire 16 T/h. Chacune
de ces conduites alimente une ligne de production dengrais.
Le transfert de lammoniac depuis les deux nouveaux bacs vers la nouvelle ligne de
production des engrais se fait par une conduite de cadence maximale de 40 T/h.
En supposant quon a les mmes conditions de toute lheure, on aura besoin de :
( )
2 * 15.000 + 2 * 2.000 + 2 * 25.000 = 84.000 T
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
37
En prenant en compte quil y a toujours un temps mort soit pour lentretien des
conduites soit pour la variation du dbit jusqu ce quil atteint le maximum souhait, cette
dure va devenir :
( )
e. Conclusion et remarques :
On voit que linstallation actuelle de lammoniac est suffisante pour ce qui est besoin actuel.
3) Phosphates bruts :
a. Outils de manutention et leurs capacits
Tout le phosphate brut export ou servant la production de lacide et des engrais
Jorf Lasfar a les mines de Khouribga comme source. Il y arrive par trains et on utilise au
site de Jorf les moyens suivants pour sa manutention et son stockage :
Nef de dchargement contenant deux rails. Chacune peut contenir 26
wagons lors du dchargement ;
Nef de dchargement de capacit 6 wagons ;
3 convoyeurs de transfert vers les hangars dont deux de cadence maximale
1.500 T/h et un de cadence maximale 3.000 T/h ;
5 hangars de stockage de capacit maximale 60.000 T dont un pour PMP-
BMP ;
2 convoyeurs de transfert vers les units de production de cadence maximale
1.500 T/h ;
2 convoyeurs de cadence maximale de 1.000 T/h transfrant les phosphates
vers le quai n1 ;
2 portiques de capacit maximale 1.200 T/h chacun pour le chargement des
engrais vrac et phosphate brut au quai 1.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
38
b. Consommations des usines
Chaque tonne de P
2
O
5
produite consomme 3,8 tonnes de phosphate brut. Donc daprs
la production des usines quon aura dans la partie concernant lacide phosphorique, on aura :
Phosphate Brut (T/an)
MP 6460000
IMACID 1634000
PMP 1425000
BMP 1425000
TOTAL 10944000
c. Schma explicatif :
Le schma suivant nous explique le chemin par lequel passent les phosphates bruts
pour arriver aux units de production et pour tre exporter aussi :
Tableau 3 : Consommation annuelle des usines en phosphates bruts
Ateliers de
production
Convoyeurs
2 x 1.500 T/h
Convoyeurs
5 x 1.500 T/h
Hangars
5 x 60.000 T/h
Convoyeurs
2 x 1.000 T/h
Gisements
2
Nefs
Exportation
Quai n1
Figure 5 : schma des phosphates bruts depuis les mines jusquaux sites de production ou son exportation
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
39
d. Analyse de lexistant :
o Les convoyeurs :
Chaque anne, les usines consomment les environs de 10.944.000 tonnes de phosphates
bruts. LOCP assure lapprovisionnement des usines en utilisant deux convoyeurs de cadence
maximale 1.500 T/h chacun. Si on suppose que ces convoyeurs fonctionnent continuellement
dans le temps et que les trains sont disponibles, on peut satisfaire cette demande dans une
dure de :
Mais, les trains ont des horaires fixes et ils peuvent faire des retards cause dtats de
gares. Ainsi que les convoyeurs ont toujours besoin dentretien, et les casques versant les
phosphates dans ces convoyeurs changent de cadence selon la quantit disponible dans les
nefs.
Donc, en prenant en compte toutes ces contraintes, on va avoir besoin de :
Donc on voit que sil y a un simple problme comme par exemple un retard prolong de
trains dune cause ou dune autre, on ne peut plus fournir les units des quantits voulues.
o Stockage :
La quantit reue annuellement est compose de deux types suivant lutilisation, une
pour la consommation locale qui est de : 10.944.000 T ; lautre destine lexportation et qui
est de : 350.000 T
La capacit de stockage est de : 5 * 60.000 = 300.000 T.
La quantit ncessaire par jour :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
40
Donc le stock actuel suffit pour :
Le fournisseur de site en phosphate brut est le ple minier de lOCP Khouribga. Donc,
il sagit dun approvisionnement en interne pour le groupe. Dans ce cas, il ne faut pas tenir
compte des contraintes lies la disponibilit de la matire premire. Donc le stock actuel est
suffisant pour rpondre au besoin du site.
e. Remarques :
En ce qui concerne les phosphates, on remarque que :
Les installations sont dgrades et vtustes.
Il ya de grandes quantits dans les hangars qui sont considres comme des
stocks morts.
Le dchargement des anciens wagons ncessite beaucoup de ressources et
beaucoup de temps.
II. Produits finis :
1) Engrais :
a. Capacit de production :
Lunit de production des engrais est dune capacit de production annuelle totale de
2.880.000 tonnes. Cette unit se compose de deux usines, une ancienne qui se compose de
quatre lignes dune capacit totale de production de 1.500 tonnes quivalent DAP par jour et
une nouvelle ligne dune capacit de production de 2.500 tonnes quivalent DAP par jour.
Ces diffrentes lignes sont conues pour produire trois types dengrais: DAP; MAP et NPK.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
41
b. Outils de manutention et de stockage, et leurs capacits
o Stocks 18 :
Ils contiennent trois hangars intermdiaires dune capacit de stockage unitaire de
50.000 T. Ces hangars sont destins pour le stockage des engrais ( une temprature leve)
en provenance des lignes de production pour tre transfrs, aprs leur refroidissement, vers
les hangars de stockage principal (Stocks HE).
o Convoyeur de rception (SA
x
) :
La manutention des engrais depuis les stocks 18 jusquaux stocks HE se fait par un
convoyeur SA qui se compose de quatre tronons SA
1
, SA
2
, SA
3
et SA
4
pour jouer sur la
destination du produit, chaque bande dune largeur de 1.200 mm et dun dbit nominal de
1.000 T/h.
Pour la liaison entre la nouvelle ligne et les hangars de stocks HE, elle est assure par un
convoyeur dun dbit nominal de 280 T/h.
o Stocks HE :
Les convoyeurs de rception transfrent les engrais froids vers quatre hangars dune
capacit de stockage unitaire de 50.000 T, dont un hangar est rserv pour recevoir les engrais
en provenance de la nouvelle ligne.
o Convoyeurs RB :
La manutention des engrais depuis les stocks HE jusquaux cribles se fait par deux
convoyeurs RB1 et RB2 dun dbit nominal de 1.000 T/h chacun et dune largeur de bande de
1.200 mm.
o Convoyeurs entre les cribles et le port :
Deux convoyeurs EC1 et EC2 dun dbit nominal unitaire de 1.000 T/h assurent la
liaison entre les cribles et le quai n 1 et un autre convoyeur GH3 dune cadence de 1600 T/h
vers le quai n 2 et vers les trains et camions pour les ventes locales.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
42
c. Schma explicatif :
Voici un schma qui rsume les units du stockage et les quipements de
manutention des engrais:
d. Analyse de circuit :
o Les quais 1 et 2:
Le quai n
o
1 est destin lexportation du phosphate brut et des engrais. Le quai 2 quant
lui est destin seulement lexportation des engrais :
Exportation en engrais : 2.880.000 T/an
Exportation en phosphate brut : 350.000 T/an
La dure doccupation du quai est de :
( )
Figure 6: Schma descriptif des installations des engrais
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
43
En ce qui concerne lanalyse des outils de manutention et de stockage, on va lclaircir
en deux parties :
Partie 1 : Thoriquement
o Pour lancienne unit :
La quantit produite annuellement par lancienne unit dengrais est de 2.035.000 T par
an. Si lusine travaille en pleine capacit et avec le convoyeur de dbit de 1.000 T/h dont on
dispose, alors pour transfrer cette quantit depuis lunit vers les stockages on a besoin de :
o Pour la nouvelle unit :
Une quantit de 845.000 T doit passer annuellement par un convoyeur dun dbit
nominal de 280 T/h. Ce qui ncessite :
o Stockage
On dispose de :
- Une quantit produite annuellement est de : 2.880.000 T
- Une capacit de stockage destin recevoir ce produit est :
(3+4)*50.000 = 350.000 T
Ce qui donne un stock suffisant pour la production de :
)
On peut donc stocker la production en engrais pendant environ 40 jours sil y a un
problme au niveau des ventes.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
44
o Liaison entre le stockage et le criblage:
La liaison entre les stocks HE et lunit de criblage est assure par deux convoyeurs
dun dbit nominal unitaire de 1.000 T/h. La dure ncessaire pour le transfert est de :
( )
o Lunit criblage :
Les cribles dont on dispose actuellement sont au nombre de 2 et conus pour rpondre
aux besoins des deux convoyeurs destins la manutention des engrais. Elles sont dune
cadence nominale unitaire de 1.000 T/h.
Donc la dure de transfert dont on a besoin est la mme que la prcdente, c'est--dire :
( )
o Liaison entre le criblage et le port:
Pour la liaison entre lunit de criblage et le port, elle est assure par trois convoyeurs
dont deux sont dun dbit nominal unitaire de 1.000 T/h et le troisime a un dbit de 1.600
T/h. les deux premiers sont lis au quai 1, ce qui veut dire que les phosphates destins
lexport passent par ces mme convoyeurs. Donc la dure ncessaire pour le transfert dune
quantit de 2.880.000 T/an dengrais et 350.000 T/an de phosphate brut exporter est de :
( )
Partie 2 : Pratiquement:
Les dures trouves prcdemment ont t calcules sans prendre en considration un
certain nombre de contraintes qui limitent le dbit. On trouve parmi ces contraintes :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
45
Les convoyeurs utiliss sont conus pour la manutention du phosphate et
non pas pour les engrais ;
Les dures rserves pour la maintenance des convoyeurs ;
La disponibilit des navires ;
Le temps ncessaire pour laccostage et le dpart des navires.
Si on prend on considration ces contraintes, il faut ajouter un coefficient calcul en se
basant sur son historique. Donc, les dures relles pour la manutention des engrais depuis la
production jusquau port vont augmenter, et on va avoir :
o Pour lancienne unit :
( ) ( )
o Pour la nouvelle unit :
( ) ( )
o Liaison entre le stockage et le criblage :
( ) ( )
o Unit de criblage :
( ) ( )
o Liaison entre le criblage et le port :
[
] ( )
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
46
e. Conclusion et Remarques :
Daprs les rsultats obtenus dans la deuxime partie, on voit que les moyens de
manutention et de stockage des engrais existant actuellement sont suffisants pour ce qui est la
production actuelle.
Cependant, lors de notre visite ces installations, on a remarqu que :
La production des engrais les moins demands, cas de NPK, immobilise des
fonds et condamne des hangars de stockage ;
Problme de lhumidit des hangars qui a une influence sur la qualit et la
granulomtrie des engrais, surtout sils sont stocks pour des dures
importantes.
En plus de leur humidit, les hangars ont besoin dun ramnagement, car en
hiver la pluie y entre et dgrade la qualit des engrais.
2) Acide phosphorique P
2
O
5
:
a. Capacit de production des units :
Les units de production dacide phosphorique dans le site de Jorf Lasfar produisent
deux types de lacide phosphorique, suivant sa concentration en P
2
O
5
:
Pour lacide purifi (62%) : son seul producteur est EMAPHOS dune capacit
de production annuelle : 226.000 T.
Pour lacide marchand (54%) : les units de production de ce type dacide
sont :
MP IIIIV : dune capacit de production annuelle : 3.149.000 T ;
IMACID : dune capacit de production annuelle : 797.000 T ;
PMP : dune capacit de production annuelle : 695.000 T
;
BMP : dune capacit de production annuelle : 695.000 T.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
47
b. Outils de manutention et de stockage, et leurs capacits
o Conduites de rception :
Le transfert de lacide phosphorique depuis les units de production jusquau stockage
principal se fait par des pipes dun dbit qui diffre dune unit lautre selon le tableau
suivant:
L'unit Dbit en T/h
MP III et IV
C11 500
C12 350
EMAPHOS 90
IMACID 280
PMP 500
Tableau 4 : Dbit des conduites transfrant lACP et lAPP vers le stockage principal
o Bacs de stockage :
On utilise, pour le stockage de lacide phosphorique au stockage principal, des bacs qui
sont au nombre de 17 bacs dune capacit unitaire de 16.000 T. Chacune des diffrentes
usines a ses propres bacs comme suit :
11 bacs pour MP III-IV ;
2 bacs pour EMAPHOS ;
2 bacs pour IMACID ;
1 bac pour PMP ;
1 bac pour BMP.
o Conduites vers le port :
Le transfert de lacide depuis le stockage principal vers le port est assur par un
ensemble de conduites :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
48
2 conduites pour lACP marchand. Chacune alimente lun des quais 6 et 7 avec
une cadence unitaire de 1.300 T/h;
1 conduite pour lAPP vers le quai 7 dune cadence de 900 T/h.
c. Schma explicatif :
Le schma suivant rsume les liaisons entre les usines, le stockage principal et les quais:
d. Analyse du circuit :
Partie 1 : Thoriquement :
o Liaison entre les usines et lunit 53:
EMAPHOS :
La production annuelle est de 226.000 T/an, et la conduite qui sert transfrer cette
quantit est de dbit 90 T/h. Pour arriver transfrer cette quantit, on a besoin de :
( )
Unit 53
Bacs 17 x 16.000 T
90T/h
500T/h
500T/h
280T/h
350T/h
Maroc
phosphore
IMACID
EMAPHOS
PAKPHOS
BMP
Exportation
quai n7
Exportation
quai n6
& n7
APP
Conduite
1.300T/h
Conduite
1.300T/h
Conduite
900T/h
Figure7 : Schma prsentant linstallation pour la manutention et le stockage de lACP et lAPP
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
49
MP III-IV :
La liaison entre latelier phosphorique de Maroc Phosphore et le stockage principal est
assure par deux conduites : C
11
et C
12
dun dbit nominal 500 T/h et 350 T/h respectivement.
Cette liaison doit permettre le transfert de 3.149.000 tonnes, ce qui demande un temps de :
( )
IMACID :
Le transfert de lACP produit par lIMACID vers le stockage principal se fait par le
biais dune conduite dun dbit nominal 280 T/h. Pour voir si cette conduite est capable
dassurer le transfert, il suffit de calculer le temps ncessaire pour transfrer la production
annuelle qui est de 797.000 tonnes solution par cette conduite, ce temps est donn par :
PMP :
Le transfert de lACP produit par lusine de PMP vers le stockage principal se fait par le
biais dune conduite dun dbit nominal de 500 T/h. Le temps ncessaire pour cette opration
est donn par :
o Liaison entre lunit 53 et le port :
APP :
Lacide purifi est transport vers le quai n 7 par un pipe de dbit nominal de 900
tonnes par heure. Ce qui va demander une dure de :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
50
ACP :
La liaison entre le stockage principal et les deux quais de chargement dACP est assure
par deux pipes identiques dun dbit nominal total de 2 x 13.00 T/h. Chacun de ces deux pipes
est connect un quai. Donc, le temps ncessaire pour le transfert de lACP en provenance
des diffrentes usines vers les quais est de :
( )
( )
Partie 2 : Pratiquement:
Les valeurs trouves ci-dessus sont proprement thoriques. Pour sapprocher de la
ralit, il faut tenir compte dun ensemble de contraintes comme par exemple:
Le temps ncessaire pour la maintenance des quipements ;
Le temps de changement de P
2
O
5
charg de celui dune usine celui dune
autre ;
La disponibilit des navires ;
Le temps ncessaire pour laccostage et le dpart du navire.
En tenant compte de ces contraintes, on aura :
o Liaison entre les usines et lunit 53:
usine Temps de livraison pour U53
EMAPHOS
( )
MP III-IV
( ) ( )
IMACID
( )
PMP
( )
BMP
( )
Tableau 5 : temps rels ncessaires pour la livraison de lACP et lAPP lunit 53
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
51
o Stockage :
ACP :
La quantit totale produite annuellement est de :
Pour MP : 3.149.000 T solution
Puisque cest MP qui approvisionne les units dengrais et aussi lEMAPHOS, alors on
doit soustraire de cette production la consommation des ces deux entits.
Pour une tonne de DAP produite, on consomme 0,48 T dACP.
Puisquon a une production de 2.880.000 T(DAP)/an, les units dengrais consomment
0,48 x 2.880.000 = 1382500 T/an.
Quant EMAPHOS, elle consomme (226.000 x 0,62)/0,54 = 259.500 T dACP.
Donc, la quantit que MP livre au stockage principal est de lordre de :
La capacit de stockage : 11*16.000 176.000 T.
Ce qui donne un stock suffisant pour :
)
Pour IMACID : 797.000 T solution
La capacit de stockage : 2*16.000 32.000 T.
Ce qui donne un stock suffisant pour :
)
Pour PMP : 695.000 T solution
La capacit de stockage : 16.000 T.
Ce qui donne un stock suffisant pour :
)
Pour BMP : 695.000 T solution
La capacit de stockage : 16.000 T.
3.149.000 (1382500 + 259.500) = 1.500.000 T
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
52
Ce qui donne un stock suffisant pour :
)
APP :
La quantit produite annuellement par EMAPHOS est de : 226.000 T solution
La capacit de stockage rserv ce type dacide est de : 2 * 16.000 = 32.000 T solution
Ce qui donne un stock suffisant pour :
)
Une capacit de stockage de produit suffisante mme si les ventes de ce type de produit
ne sont pas prvues pour 46 jours lusine peut continuer sa production en plein capacit.
o Liaison entre le stockage principal et le port :
Si on tient compte dun ensemble de facteurs qui influencent le fonctionnement des
outils et la disponibilit de navires sur les quais, on obtient les rsultats suivants :
APP :
( )
NB :
Mme si le taux doccupation de la conduite est ngligeable, le but cest de librer le
quai pour dautre produit, car plus le dbit est faible plus le temps de chargement est
important ce qui condamne le quai.
ACP:
( )
( ) ( )
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
53
o Quais 6 et 7 :
Le chargement de lacide phosphorique (ACP et APP) se fait par le biais des quais 6 et
7 et le dchargement de lammoniac par le biais du quai 6. Dans un premier temps, il faut voir
si le quai 6 est capable de recevoir lammoniac tout seul, puis voir si la capacit des deux
quais est suffisante pour les deux produits.
a. Pour lammoniac
La quantit importe en ammoniac est denviron 680.000 T, donc le temps thorique
ncessaire pour le dchargement est de :
Pratiquement, il est de :
b. Pour les deux produits :
Le temps thorique ncessaire sur les deux quais est de :
Pratiquement :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
54
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
55
LOffice Chrifien des Phosphates est en phase de faire de Jorf Lasfar un gigantesque
centre de production et de commercialisation dengrais phosphats et de le rendre le plus
grand centre de production dengrais phosphats dans le monde, grce un important
programme dinvestissement.
Le site de Jorf Lasfar va devenir "Jorf Phosphate Hub", qui va abriter une infrastructure
mutualise (plug and play), capable daccueillir des investissements directs trangers (IDE)
dans le domaine de la production dengrais, selon les prvisions de lOCP.
Pour bien faciliter la voie lIDE, lOCP a ouvert toute la chane de production (roche,
produits intermdiaires, infrastructures, mains duvre...) aux socits trangres dsireuses
de sengager dans des oprations de joint-venture avec le groupe.
Les IDE prsents sur le JPH bnficieront dune offre "ultra comptitive" en matire de
qualit de minerai, dinfrastructures, de logistique intgre, denvironnement correspondant
aux normes internationales et daccs lventail de services spcialiss (maintenance,
fiscalit, financements locaux...).
Pour assurer des dbouches son minerai, "comptitif en raison de labondance de la
varit et de la qualit des roches", lOCP envisage galement de rehausser ses capacits
industrielles de pratiquer une politique de baisse des cots grce un vaste programme
prvoyant linvestissement de 14 milliards de DH dans louverture de quatre nouvelles mines
Khouribga et Benguerir, de 6 milliards de DH dans la construction de deux slurry pipelines
de 200 km pour lacheminement du minerai au port de Jorf Lasfar et de 12 milliards de DH
dans le dveloppement du JPH de faon ce que le site puisse accueillir neuf units dengrais
et une dAPP et se doter des infrastructures logistiques Jorf Lasfar (ports, stockage de
matires premires et les liaisons entre le port, le stockage et la production).
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
56
I. Phosphate brut :
Lalimentation de JPH en phosphate brut, en provenance des gisements de Khouribga,
sera assure par un slurry pipeline. Ceci pour rduire le cot de transport et viter la rupture
de stock lie au retard des trains et leur capacit limite qui ne pourrait pas rpondre aux
besoins des diffrentes units qui seront disponibles dici 2020 et qui auront besoin dune
quantit denviron 38.600.000 tonnes de phosphate dont 10.500.000 T sera exporte.
1) La liaison entre Khouribga et le JPH :
Pour transporter le phosphate brut par pipeline, il est ncessaire dajouter une quantit
deau afin dobtenir une pulpe dune composition de : 60 % de phosphate et 40 % de leau
douce. En tenant compte de cette composition, la quantit transfrer par le slurry pipeline
sera de 64.300.000 tonnes par an.
Afin de rpondre ce besoin et en prenant en considration la disponibilit de pipe et de
la matire transfrer, le pipe doit permettre le passage dun dbit dau moins :
( )
On prend pour la cadence du pipe 9.000 T/h.
2) Stockage de la pulpe de phosphate :
La pulpe transfre par les pipelines sera dabord stocke dans des bacs avant quelle
soit livre aux diffrentes usines de production ou lunit de schage pour le phosphate
destin lexportation.
Dimensionnement des bacs :
Lalimentation des units de production et de lunit de schage du phosphate partir
des bacs de stockage est en continu. Cette alimentation nest pas restreinte par des contraintes
comme le contrat avec le fournisseur, disponibilit de transport, disponibilit de la matire sur
le march, alors il suffit de stocker les besoins dun jour, dans des bacs dune capacit
totale de :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
57
Si on prend comme capacit de stockage unitaire des bacs 30.000 T, on aura besoin de 6
bacs.
Dans le cas ou les usines de production ont un besoin en phosphate, on peut alimenter
les bacs a partir de stockage de phosphate humide. Cette liaison sera par un convoyeur dun
dbit de 1.500 T/h.
3) Liaison entre lunit de stockage et les usines :
a. Unit de schage :
o Filtration
Lalimentation de la filtration sera assure par un pipe dun dbit unitaire de 3.000 T/h,
ce qui demandera :
Pour la capacit des filtres, il doit tre capable de filtrer :
( )
o Stockage du phosphate humide
La liaison entre la filtration et le stockage sera par un convoyeur dun dbit denviron :
( )
Le stockage destin recevoir le phosphate humide sera assur par un stockage en air
libre dune capacit de 1.000.000 T, avant dtre envoyer soit vers le schage ou les bacs de la
pulpe. Soit une autonomie de hub de :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
58
o Schage
Lalimentation du schage a partir de la filtration sera assure par un convoyeur dun
dbit unitaire de 2.000 T/h, ce qui demandera :
Pour la capacit des fours, il doit tre capable de scher :
( )
b. Alimentation des usines de production :
Pour les usines de production dengrais et des deux types dacide phosphorique
(marchand et purifi), on doit regrouper les usines suivant leur emplacement pour alimenter
ensuite chaque groupe par un pipe. Une rpartition logique est de grouper les usines dj
existantes qui seront alimentes par un pipe dun dbit de 2.600 T/h et les futures usines
seront rparties en deux groupes ; chacun va contenir cinq usines. Ces deux groupes seront
aliments par deux pipes dun dbit nominal unitaire de 1.800 T/h :
Analyse des capacits dalimentation :
Pour le pipe de 2.600 T/h :
( )
Pour chacun des pipes de 1.800 T/h :
( )
Donc on voit que les pipes quon a choisis couveront les besoins de toutes les units,
avec une marge qui va tre utile sil y a nimporte quel problme.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
59
4) Liaison entre lunit de schage et le quai n 1:
Le phosphate sch ncessite un stockage entre le port et lunit de schage, dont le
dimensionnement sera en fonction de la disponibilit des navires. Le phosphate sch sera
stock dans les cinq hangars dj existants. Ce stock dune capacit de stockage de : 300.000T
peut recevoir la production en pleine capacit de lunit de schage pour :
)
Cette capacit est suffisante pour lalimentation du quai, sans avoir aucun problme
avec les clients de lOCP de ce type de produit.
Liaison entre ce stockage et le port sera assure par des convoyeurs :
La quantit de phosphate brut sec qui sera transfre vers le quai
1 est de 10.500.000
T/an. Cette liaison sera entre le stock de phosphate brut sec et le port sachant que le quai nest
disponible que pour 60 % de temps, do le dbit nominal total des convoyeurs sera de :
( )
Ce qui signifie quon aura besoin des deux convoyeurs dun dbit nominal de 1.000 T/h
chacun et qui existent dj, et on va ajouter un autre de 1.000 T/h.
5) Quai de chargement:
Le phosphate brut destin tre export sera charg dans le quai n
o
1.
Calcul de taux doccupation, si les deux convoyeurs peuvent charger le navire au mme
temps :
( ) ( )
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
60
6) Schma explicatif:
Le schma suivant nous prsente la nouvelle chaine logistique du phosphate :
Figure 8: schma de la nouvelle chaine logistique du phosphate brut
MP IMACID PMP BMP
5 futures usines
Q
u
a
i
n
o
1
K
h
o
u
r
i
b
g
a
Pipe
9.000 T/h
Pipe 3.000 T/h
Pipe 2.600 T/h
Convoyeurs
3 x 1.000 T/h
Convoyeur
1.500 T/h
Hangars
5 x 60.000 T/h
Actuel
Future
Pipe 1.800 T/h
5 futures usines
Pipe 1.800 T/h
Filtration
2.900 T/h
Convoyeur 2.000 T/h
Stockage de
phosphate humide
1.000.000 T
Schage
2.000 T/h
Bacs
6 x 30.000 T
Convoyeur
1.500 T/h
Convoyeur 2.000 T/h
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
61
II. Soufre :
Le besoin des diffrentes units de production en soufre est de 8.140.000 T/an, ce soufre
est import soit solide ou liquide. Pour les prvisions de lOCP, il importera 7.640.000 T/an
de soufre solide et 500.000 T/an de soufre liquide. Or, les units auront besoin du soufre
liquide, donc lOCP doit assurer lalimentation des units en soufre liquide en soccupant lui-
mme de sa fusion.
Actuellement, le site de Jorf Lasfar dispose dune unit de fusion dune capacit de
production nominale de 12.000 T par jour et il est entrain de construire une autre pour doubler
la cadence de la fusion, la nouvelle ligne est conue pour satisfaire les besoins actuels.
quantit annuelle de soufre liquide (T)
L'existant
Ancienne unit 2.356.000*
Nouvelle unit 2.692.000*
Soufre liquide import 500.000
Total 6.638.000
La demande La demande des units 8.140.000
Le besoin L'cart 2.590.000
Tableau 6 : lcart entre le soufre liquide disponible et les futurs besoins.
* : en plus du taux de disponibilit des deux units de fusion (0,7 et 0,8 pour les units
ancienne et nouvelle respectivement), il faut prendre en considration le taux dhumidit dont
+1% diminue la cadence de lunit de fusion de 15% (le taux avec lequel la production
marche normalement est 1%). Daprs lhistorique de fusion dans Jorf, ce taux a une moyenne
de 2%. Donc :
2.692.000 = 12.000 x 360 x 0,8 x 0,85
2.356.000 = 12.000 x 360 x 0,7 x 0,85
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
62
On remarque que les deux units de fusion de soufre dj existantes et le soufre liquide
import, ne vont pas satisfaire les besoins des diffrentes units de production. Do la
ncessit dajouter une troisime unit de fusion ; et vu la non disponibilit de lespace
suffisant au port, la future unit de fusion sera implante prs de stockage principal.
Pour rpondre ce besoin en soufre liquide, on doit installer la troisime unit de fusion
avec une capacit de production de 12.000 T par jour et en tenant compte des taux de
disponibilit et de lhumidit, cette unit va avoir le mme fonctionnement de la deuxime
unit.
1) Capacit totale dalimentation en soufre liquide :
Les trois units de fusion et limportation du soufre liquide vont alimenter la production
dune quantit de soufre liquide de :
2.356.000 + 2 * 2.692.000 + 500.000 8.200.000 T/an
2) Quais de dchargement:
Pour le soufre liquide, le pipe actuel suffit vu que les navires qui imposent le dbit qui
est limit 800 T/h, donc le temps ncessaire pour dcharger 500.000 T/an est :
( )
Pour le soufre solide, si on garde les deux portiques quon a actuellement, on aura
besoin de
, ce qui dpasse normment ce dont on dispose.
Donc, pour remdier ce problme on propose deux solutions :
Soit quon renforce le quai actuel en y ajoutant une place dans laquelle
on va installer deux vis sans fin de capacit 800 T/h chacun et on va avoir besoin
de
()
. Lavantage des vis sans fin
cest quil permet quon dcharge continuellement contrairement aux portiques
actuels qui sont discontinus.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
63
Soit on change carrment les deux portiques actuels par deux vis sans
fin de capacit 1.300 T/h, et dans ce cas on ne aura pas besoin de renforcer le
quai parce que
( )
Si on base notre analyse sur le taux doccupation du quai, on voit que la deuxime
solution est plus intressante adopter, mais il faut voir aussi les avantages et les
inconvnients de chacun concernant les investissements. Le tableau ci-dessous nous explique
ces avantages et ces inconvnients :
Solution Avantages Inconvnients
1
Achat de deux vis sans fin de
800 T/H
- Cot damnagement du quai 4
( 1MDH par mtre linaire)
- Aucun gain sur la dure de dchargement par
navire
2
- Dure de dchargement
minimale par navire
- Gains en dispatch
- Achat de deux portiques de 1300T/H.
Tableau 7 : avantages et inconvnients des solutions proposes pour limportation du soufre solide
En se basant sur les deux rsultats trouvs, on va choisir la deuxime solution, mais il
faut prendre en considration une autre contrainte, cest que lun des types du soufre solide
import (soufre pulvrulent) ne peut pas tre dcharg avec le portique vis cause de
plusieurs facteurs :
Produit poussireux ;
Les frottements mcaniques du soufre avec ce type de portiques causent des
incendies (on a connu 550 incendies par an entre 2004 et 2006 lis
limportation du soufre pulvrulent).
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
64
3) Liaison entre le quai et le stockage du soufre :
a. Soufre solide
La consommation du soufre solide dans le JPH va atteindre les 7.640.000 T par an.
Maintenant, il faut quon prvoie le nombre de convoyeurs dont on aura besoin.
Le dbit avec lequel on doit travailler est de :
/h, et puisquon a
dj un convoyeur en fonction qui est de cadence 1.200 T/h, alors il suffit dajouter un autre
convoyeur de cadence 1500 T/h pour quon ait un taux doccupation
, ce qui parait trs acceptable.
b. Soufre liquide :
La quantit importe de soufre liquide va rester la mme (500.000 T/an). Alors pour le
soufre liquide, le pipe existant entre le quai de dchargement et le stockage intermdiaire sera
satisfaisant.
4) Liaison entre les units de fusion et le stockage
principal :
Il sagit de trois conduites pour le transfert du soufre liquide de la fusion vers le
stockage principal :
Deux entre les units de fusion au port et le stockage principal : une de 1000 T/h qui
existe dj laquelle on va ajouter une autre de mme dbit 1000 T/h. elles auront un taux
doccupation total de :
( )
Les 16.000 T tant la quantit que limportation journalire en soufre liquide peut
atteindre, car elle aussi doit passer par ces deux conduites.
La troisime conduite liera la future unit qui sera dune cadence de production de
12.000 T/j et le stockage principal. Elle sera dun dbit nominal de 1.000 T/h avec un taux
doccupation de :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
65
( )
5) Au niveau de stockage :
Lalimentation de toute les usines en soufre, ncessite un stock total de :
Et le stockage dont on dispose maintenant est de :
Il faut signaler que 3 bacs vont entrer en fonction prochainement, donc si on les compte
on aura une capacit de stockage de 355.000 T. Donc il faut ajouter dautres hangars et bacs
pour le stockage de soufre.
Pour dterminer les capacits de stockage de chaque type de soufre, on va procder
comme suit :
La capacit de production des units de fusion est capable dalimenter le stockage
principal si le soufre solide est disponible. Or, il ne faut pas quon ait dimportant stock en
soufre solide cause de plusieurs contraintes :
Puisque la rgion de Jorf est connue par son taux dhumidit important, on
risque davoir du soufre humide et par consquent une qualit dgrade ;
Comme on lavait dj dit auparavant, si le taux dhumidit du soufre augmente
dun 1% seulement la cadence des units de fusion va diminuer de 15% ;
En ngligeant lhumidit, si le soufre solide est rest dans son tat solide pour
une dure importante, le taux de son acidit augmente, ce qui affecte sa qualit.
Ajoutant cela quun grand taux dacidit peut endommager les installations.
a. Dimensionnement de stockage du soufre solide :
En tenant compte des remarques prcdentes, le stockage du soufre solide est l pour
approvisionner les units de fusion. Donc, on doit seulement satisfaire les besoins de ces
40.000 + 3 * 15.000 + 12 * 18.000 = 301.000 T
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
66
units. Par suite, le stockage du soufre solide sera un hangar de 40.000 T dj existant auquel
on doit ajouter un autre de 60.000 T pour lalimentation de la deuxime unit du port.
Lalimentation de la troisime unit sera, son tour, assure par un hangar de 60.000 T.
b. Dimensionnement de stockage du soufre liquide :
Afin de rpondre au besoin des units de production en soufre pour 40 jours, on doit
disposer dune capacit de stockage de 912.000 T. Pour le soufre liquide, on aura besoin dun
stock de :
o Au port :
On dispose dj dun stock de 3x15.000 T, si les deux units de fusion sont en
fonctionnement et le navire alimente le stockage intermdiaire, le dbit entrant sera de :
Pour le dbit sortant, il sera de :
On remarque que le dbit sortant est suprieur au dbit entant. Donc on naura pas
besoin daugmenter la capacit de stockage. Mais pour des raisons de scurit (si un pipe ou
sa pompe est en panne tandis que la liaison amont pour le stockage est assure), on va ajouter
un autre bac dune capacit de 15.000 T.
o Au stockage principal :
La nouvelle unit de fusion disposera de son propre stockage dune capacit de
2*18.000 T
Avec les 3 bacs quon a ajouts au niveau du stockage des units de fusion (celui du
port et les deux de la nouvelle unit de fusion), le besoin sera de :
Ce qui correspond 22 bacs dune capacit unitaire de 18.000 T.
912.000 355.000 2 * 60.000 = 437.000 T
(1.000 + 1.000) * 24 = 48.000 T/j
437.000 15.000 - 2*18.000 = 386.000 T
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
67
6) Liaison entre le stockage principal et les usines :
Pour les units existantes, lalimentation en soufre liquide est assure sans aucun
problme par une conduite dun dbit nominal de 450 T/h.
Pour les futures units qui auront besoin de 4.500.000 T/an de soufre liquide en
provenance du stockage principal, leur besoin sera satisfait si lon les approvisionne avec un
dbit de :
( )
Alors le dbit nominal de la conduite doit tre de 800 T/h.
Le taux doccupation de la conduite sera de :
( )
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
68
7) Schma explicatif :
Convoyeur
1.500T/h
Convoyeur
1.200T/h
Futures
units
MP
PMP
BMP
Fusion et
filtration
12.000 T/j
Fusion et
filtration
12.000 T/j
Fusion et
filtration
12.000 T/j
Hangars
60.000 + 40.000 T
Bacs
4x15.000 T
1
.
2
0
0
T
/
h
Bacs
2x18.000 T
Bacs
47x18.000 T
450T/h
C
o
n
v
o
y
e
u
r
1
.
5
0
0
T
/
h
Hangar
60.000 T
Pipes 2x1.000 T/h
800T/h
Figure 9 : Schma de la nouvelle chaine logistique du soufre
Actuel
Futur
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
69
III. Ammoniac
1) Capacit totale dalimentation en ammoniac :
Laugmentation de la capacit de production des engrais au hub phosphatier, va
entrainer laugmentation de consommation de lammoniac, et par suite limportation et le
stockage de cet lment important dans la production des engrais phosphats.
La consommation annuelle sera de : 2.490.000 T/an
2) Liaison entre le quai et le stockage dammoniac :
Le pipe actuel servant dcharger lammoniac suffira pour couvrir les besoins futurs du
JPH qui seront de lordre de 2.500.000 T/an, parce quon aura besoin de:
( )
Et par suite la conduite dj existant suffira. Le taux doccupation de cette conduite
sera :
3) Stockage :
La capacit actuelle de stockage de lammoniac est de :
Lautonomie quon peut avoir si on ajoute la consommation de BMP sera
Cette dure est acceptable pour ce qui est besoin actuel.
Si on prend une autonomie de deux mois pour le futur, on aura besoin de :
2 * 15.000 + 2 * 2.000 + 2 * 25.000 = 84.000 T
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
70
On a dj une capacit de stockage de 84.000 T, donc pour supporter cette quantit il
faut ajouter :
9 bacs de capacit 25.000 T chacun
4) Livraison pour les units de production :
Lunit nouvelle de stockage de lammoniac va approvisionner BMP pour que cette
dernire puisse produire les environs de 780.000 T(DAP)/an dici 2010. Donc, puisquon a dit
quune tonne de DAP consomme 0,235 T de lammoniac, alors BMP aura besoin de 185000T
environ. Son alimentation sera assure par une conduite de dbit 40 T/h. Donc :
Cette conduite va satisfaire les besoins de BMP.
En ce qui concerne les units nouvelles, on propose quon divise les 9 bacs qui seront
ajouts en deux groupes, celui de 5 alimentera 5 units et le deuxime de 4 bacs alimentera les
4 units restantes. La consommation annuelle de chaque unit en ammoniac sera de lenviron
de 182.500 T/an.
La conduite qui alimentera le groupe de 5 units sera de cadence:
Donc, on prendra une conduite dun dbit 140 T/h.
Pour la conduite qui alimentera le groupe de 4 units, elle sera de cadence :
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
71
Donc on prendra une conduite dun dbit 110 T/h.
5) Schma explicatif :
IV. ACP
La production de lacide phosphorique marchand sur JPH ne connaitra pas de
changement vu que les futures units vont livrer lacide phosphorique purifi et les engrais.
Le seul changement quon aura, cest que BMP exportera les engrais et non pas lacide
phosphorique.
Donc linstallation dj existante sera suffisante pour satisfaire les besoins des units
dici 2020.
V. APP
Dans le programme de lOCP pour le Jorf Phosphate Hub, il y aura lajout dune
nouvelle usine de production de lacide phosphorique purifi. Elle aura une capacit de
production de 450.000 T P
2
O
5
/an (726.000 T solution par an). Le seul changement dans le
systme logistique de la partie lie ce type de produit sera lajout dune conduite entre la
future unit et la conduite dj existante qui sert transfrer lAPP dEMAPHOS. Cette
conduite sera dun dbit nominal gal celui du tronon entre le stockage principal et le quai
de chargement, c'est--dire de 900 T/h.
Actuel
Futur
Figure 10 : Schma de la nouvelle chaine logistique de lammoniac
Importation
Quai n6
Unit
nouvelle
BMP
5 futures
units
4 futures
units
Units
anciennes
Sphres
2 x 2.000T
Conduite
1100T/h
Conduite
1200T/h
Conduite
64T/h
Conduite
140T/h
Bacs
11 x 25.000T
Conduite
110T/h
Conduite
40T/h
Conduite
100T/h
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
72
Calcul de taux doccupation de la conduite entre :
La future usine et le point de raccordement :
( )
Le point de raccordement et le port :
( )
( )
Pour le taux doccupation des quais rservs au chargement de lacide phosphorique
(marchand et purifi), il est de :
[
( )
( )
( )
]
Au niveau de stockage du produit fini de la future unit de lAPP, cest elle qui va sen
charger, lOCP soccupera du transfert depuis lunit de production jusquau port.
Schma explicatif
Bacs 17 x 16.000 T
90T/h
500T/h
500T/h
280T/h
350T/h
Future unit
Exportation
quai n7
Exportation
quai n6
& n7
APP
Conduite
1.300T/h
Conduite
1.300T/h
Conduite
900T/h
Conduite
900T/h
BMP
PAKPHOS
EMAPHOS
IMACID
MP III - IV
Figure 11 : Schma de la nouvelle chaine logistique de lacide phosphorique
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
73
VI. Engrais :
Aprs linstallation des futures units dengrais, la production annuelle du site en
engrais sera de : 10.830.000 T, dont 2.880.000 T en provenance des units de MP.
1) Liaison entre les units de production et le criblage :
a. Pour lusine de MP :
Cette liaison est dj assure par deux convoyeurs dune capacit unitaire de 1.000T/h.
b. Pour les autres usines
La quantit transfrer annuellement depuis les futures units vers lunit de criblage
est de :
Pour ce transfert, on doit disposer de :
( )
C'est--dire un convoyeur dun dbit nominal de 1.500 T/h, dont le taux doccupation
sera de :
( )
2) Unit de criblage :
Le criblage est assur par un crible dune capacit conue pour rpondre aux besoins en
criblage des convoyeurs attachs, donc il faut les dimensionner sur la capacit de convoyeurs
qui lalimente.
Vu quon a deux convoyeurs pour la manutention des engrais existants, on aura besoin
dun autre crible dune cadence nominale : 1.500 T/h.
10.830.000 - 2.880.000 = 7.950.000 T
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
74
3) Liaison entre le criblage et les quais :
Aprs la rception des engrais depuis le criblage, leur acheminement sera assur par des
convoyeurs dune capacit totale de :
( )
Alors on aura besoin de deux convoyeurs dont un dj existant dun dbit nominal de
1.600 T/h, et on ajoutera un autre dun dbit de 1.200 T/h.
( ) ( )
4) Quais de chargement:
Les engrais seront exports par le biais du quai n
o
2, dont le taux doccupation sera de :
( ) ( )
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
75
5) Schma explicatif:
Figure 12 : Schma de la nouvelle chaine logistique des engrais
Anciennes
lignes
Nouvelle
ligne
Maroc Phosphore
9 futures
usines
+ BMP
H
a
n
g
a
r
s
:
(
4
+
3
)
x
5
0
.
0
0
0
C
o
n
v
o
y
e
u
r
s
2
x
1
.
5
0
0
T
/
h
C
o
n
v
o
y
e
u
r
2
8
0
T
/
h
C
o
n
v
o
y
e
u
r
s
2
x
1
.
0
0
0
T
/
h
Convoyeurs :
1.600 + 2x1.500 T/h
Unit de criblage
2x1.000 + 2x1.500 T/h
Quai n
o
2
Actuel
Futur
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
76
Conclusion gnrale
Afin dlaborer un systme logistique qui tient compte des futures units que lOCP
envisage dy investir comme tant des cls en main, nous avons effectu les travaux suivants :
En premier lieu, nous avons pris connaissance du contexte du projet, ainsi que de la nature
et lenvironnement du travail chez lOCP.
On a ensuite analys le systme logistique actuel avec lequel lOCP travaille en
tudiant si les moyens de manutention et de stockage utiliss pour les matires
premires et les produits finis satisfont les besoins actuels.
Concernant ce point, on a remarqu que linstallation actuelle de la majorit des
produits est satisfaisante, sauf pour le soufre car la capacit actuelle de son stockage
ne satisfait pas lautonomie 40 jours que le top management de lOCP a fixe. Mais ils
sont conscients de cela et ils ont ajout trois bacs de stockage qui vont tre
fonctionnels prochainement.
Dans un deuxime temps, on a ressorti les besoins futurs de lOCP en matires
premires pour les futures units quil va implanter Jorf dici 2020, et on a fait un
benchmarking pour valuer les besoins en quipements de manutention et de stockage
de ces units.
On a galement propos la conception de quelques quipements ainsi que leur
emplacement et lemplacement des espaces de stockage.
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
77
ANNEXES
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
78
ammoniac
Soufre
ACP
Phosphate
Engrais
Annexe 1 : plan du site actuel
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
79
Annexe 2 : plan du futur site
ANNEXE 3
ANNEXE 4
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
80
Annexe 3 : structure future du port de Jorf
Elaboration dun nouveau systme logistique
Projet de fin dtude EMI/GI/LOG/2009
81
Nouvelles units
Pipe phosphate
Annexe 3 : structure future du port de Jorf
You might also like
- Rapport Pfe OcpDocument81 pagesRapport Pfe Ocpikram najahNo ratings yet
- Rapport de Stage Asment TemaraDocument39 pagesRapport de Stage Asment TemaraYassine Tamanine100% (2)
- Rapport - OCPDocument34 pagesRapport - OCPhjhihvj100% (2)
- Rappot OcpDocument71 pagesRappot OcpMalakBougader60% (10)
- Rapport de Stage (Fatima Zahra)Document57 pagesRapport de Stage (Fatima Zahra)Stage OCP67% (9)
- Rapport Ocp ADLANE HichamDocument38 pagesRapport Ocp ADLANE HichamBenali AnassNo ratings yet
- Rapport de Stage OcpDocument81 pagesRapport de Stage OcpIhsan Afriad100% (3)
- Rapport de StageDocument57 pagesRapport de Stageⵀⴰⵊⴰⵔ ⴰⴱ100% (2)
- Rapport de Stage Ocp PDFDocument29 pagesRapport de Stage Ocp PDFAnaibar TarikNo ratings yet
- Pfe Optimisation Des Flux de TransportDocument89 pagesPfe Optimisation Des Flux de TransportlaarajNo ratings yet
- Rapport de Stage OCPDocument55 pagesRapport de Stage OCPoumaima100% (1)
- Rapport de Stage-OcpDocument29 pagesRapport de Stage-Ocpamounaah86% (43)
- Rapport de Stage OcpDocument36 pagesRapport de Stage OcpToufik ZeroukNo ratings yet
- Rapport de Stage Groupe OCPDocument54 pagesRapport de Stage Groupe OCPSaidi Abdelghani100% (1)
- Rapport PFE 2019 OCP - IBRAHIM HOUSSEINI AdammodifDocument131 pagesRapport PFE 2019 OCP - IBRAHIM HOUSSEINI Adammodifkadri daouda100% (2)
- Rapport Stage OCPDocument41 pagesRapport Stage OCPtahixosNo ratings yet
- Rapport Stage OCPDocument38 pagesRapport Stage OCPIhsan AfriadNo ratings yet
- Exemple de Rapport de Stage Au Sein Du OCP Jorf LasfarDocument130 pagesExemple de Rapport de Stage Au Sein Du OCP Jorf LasfarbenblalNo ratings yet
- Rapport Pfe OCP SAFI: Amélioration, Fiabilisation, Et Résolution Des Problèmes de L'unité D'expéditionDocument46 pagesRapport Pfe OCP SAFI: Amélioration, Fiabilisation, Et Résolution Des Problèmes de L'unité D'expéditionAdel EL OUARDI75% (8)
- Rapport de Stage OcpDocument43 pagesRapport de Stage OcpMeryem Ez-zizi64% (11)
- Rapport Séchage OCPDocument74 pagesRapport Séchage OCPAmine Sebbani100% (1)
- Rapport de Stage Ocp FINAL 2 PDFDocument36 pagesRapport de Stage Ocp FINAL 2 PDFReda El Katiab84% (57)
- Rapport Chambre Du CombustionDocument87 pagesRapport Chambre Du Combustionhanae100% (2)
- RAPPORT Ocp 2019Document41 pagesRAPPORT Ocp 2019Youssef Hidane100% (2)
- Rapport de Stage OcpDocument39 pagesRapport de Stage Ocpanass jr0% (1)
- Rapportpfe 140113023621 Phpapp01 PDFDocument97 pagesRapportpfe 140113023621 Phpapp01 PDFMa HdiNo ratings yet
- TABIT-Gestion Des Flux Logistiques de L'unité de Séchage de Beni - Idir PDFDocument76 pagesTABIT-Gestion Des Flux Logistiques de L'unité de Séchage de Beni - Idir PDFcenderillastoryNo ratings yet
- Rapport de Stage À l'OCPDocument18 pagesRapport de Stage À l'OCPMeryem Ez-zizi100% (1)
- Rapport de StageDocument98 pagesRapport de StageSaraSarang100% (2)
- Rapport PfeDocument80 pagesRapport PfeRim SlimaniNo ratings yet
- Rapport de Stage OcpDocument40 pagesRapport de Stage OcpSoukaina Moumen33% (3)
- RapportOCP 2018Document26 pagesRapportOCP 2018Oukassou MohamedNo ratings yet
- Pfe Anp Gas3Document100 pagesPfe Anp Gas3elbadia anas100% (1)
- JFC5Document51 pagesJFC5salmi50% (2)
- Rapport de Stage Sanaa BouhlalDocument40 pagesRapport de Stage Sanaa BouhlalRedouane Ennadi73% (26)
- Rapport de Stage OcpDocument76 pagesRapport de Stage OcpEl Mouden Brahim75% (4)
- Rapport de Stage de Fin DDocument32 pagesRapport de Stage de Fin DSerghini SalimNo ratings yet
- Rapport de Stage OcpDocument44 pagesRapport de Stage OcpZakaria Maazaz50% (2)
- Youssef OUNDIL (Rapport de Stage)Document45 pagesYoussef OUNDIL (Rapport de Stage)m'hamed elomari100% (1)
- Rapportdestageocpfinal 160731205023Document43 pagesRapportdestageocpfinal 160731205023Soufiane Nasr Eddin100% (1)
- Rapport Stage OcpDocument14 pagesRapport Stage OcpFadwa Fathi0% (1)
- Rapport de Stage de Fin D Etudes ONCFDocument92 pagesRapport de Stage de Fin D Etudes ONCFMéRyèmMîmô50% (6)
- Rapport de StageDocument55 pagesRapport de StageFATIMA ZAHRA EL ATMANINo ratings yet
- Rapport de Stage OcpDocument74 pagesRapport de Stage OcpRiad Merghichi0% (1)
- Rapport de Stage Au Sein D 'OCPDocument19 pagesRapport de Stage Au Sein D 'OCPZakaria SadqiNo ratings yet
- Rapport Stage EL AMMARI PDFDocument40 pagesRapport Stage EL AMMARI PDFAbdelmoghith AtmaneNo ratings yet
- Optimisation Du Systeme Dapprovisionnement de La Fromagerie Bel MarocDocument79 pagesOptimisation Du Systeme Dapprovisionnement de La Fromagerie Bel MarocDhiaeddine Ati0% (1)
- Projet de Fin D'étudesDocument72 pagesProjet de Fin D'étudesAbderrahim BelmJouJ100% (2)
- Organigramme Ocp NouveauDocument68 pagesOrganigramme Ocp NouveauNor Din78% (18)
- Projet Integrateur S9B-Roa: Table Des MatièresDocument111 pagesProjet Integrateur S9B-Roa: Table Des MatièresAbèl NicabNo ratings yet
- Rapp Ort Insta Llation Du Cha Ntier - WatermarkDocument37 pagesRapp Ort Insta Llation Du Cha Ntier - Watermark45616032No ratings yet
- Dre TechDocument23 pagesDre TechHamza AzgaouiNo ratings yet
- Nouveau SommaireDocument196 pagesNouveau SommaireBahid TeguediNo ratings yet
- Guide Tech Réparation Fond OA (2016)Document56 pagesGuide Tech Réparation Fond OA (2016)zazaNo ratings yet
- Rapport StageDocument58 pagesRapport StageCedric100% (12)
- # Dao V9.1Document100 pages# Dao V9.1HervéNo ratings yet
- Mémoire BEEHARRY FabriceDocument8 pagesMémoire BEEHARRY Fabriceauditeur974No ratings yet
- GBPH - R36.5 Du 05092016Document217 pagesGBPH - R36.5 Du 05092016Alexandre ChevalierNo ratings yet
- Monographie de La Region de Casablanca Settat - FRDocument52 pagesMonographie de La Region de Casablanca Settat - FRGHANI810No ratings yet
- Cours de Technologie de Construction Mécanique (Réparé)Document112 pagesCours de Technologie de Construction Mécanique (Réparé)jeddab93% (15)
- FR - Acs800 - 45 A 560KWDocument134 pagesFR - Acs800 - 45 A 560KWMohammed Amine Kened100% (1)
- 20 - TPM - DTAnalyst PDFDocument4 pages20 - TPM - DTAnalyst PDFMohammed Amine KenedNo ratings yet
- 20 - TPMDocument10 pages20 - TPMMohammed Amine Kened100% (1)
- 20 - TD TPM TRSDocument5 pages20 - TD TPM TRSMohammed Amine KenedNo ratings yet
- 20 - TPMDocument9 pages20 - TPMMohammed Amine KenedNo ratings yet
- Manuel D'éxploitationDocument256 pagesManuel D'éxploitationMohammed Amine KenedNo ratings yet
- As I PresentationDocument32 pagesAs I PresentationMohammed Amine KenedNo ratings yet
- 20 - TD TPM TRS - CorrigésDocument10 pages20 - TD TPM TRS - CorrigésMohammed Amine Kened100% (1)
- 20 - TPM - Collecteur Trs MisDocument5 pages20 - TPM - Collecteur Trs MisMohammed Amine KenedNo ratings yet
- Les Types de MarchesDocument15 pagesLes Types de MarchesMohammed Amine KenedNo ratings yet
- Guide Entrainement À Vitesse Variable PDFDocument44 pagesGuide Entrainement À Vitesse Variable PDFMohammed Amine KenedNo ratings yet
- 3363 Guide Coordination Protection BTDocument48 pages3363 Guide Coordination Protection BTPatran ValentinNo ratings yet
- 2014 10 11-Conseil-Municipal PDFDocument4 pages2014 10 11-Conseil-Municipal PDFMohammed Amine KenedNo ratings yet
- 2008 05 29 Conseil MunicipalDocument19 pages2008 05 29 Conseil MunicipalMohammed Amine KenedNo ratings yet
- Essai Num AnalDocument10 pagesEssai Num AnalWil ToulouseNo ratings yet
- 42 02 2FDocument76 pages42 02 2FMohammed Amine KenedNo ratings yet
- 1 Essais TransfoDocument3 pages1 Essais TransfoMohammed Amine KenedNo ratings yet
- 7 - Discussion Au Sujet D'un Film - 2 - ArticleDocument4 pages7 - Discussion Au Sujet D'un Film - 2 - ArticleMohammed Amine KenedNo ratings yet
- Comptabilité Analytique Exercice Sur Seuil de RentabilitéDocument10 pagesComptabilité Analytique Exercice Sur Seuil de RentabilitéMohammed Amine KenedNo ratings yet
- 8 - Demander Un Devis Pour Un Déménagement - 7 - ProDocument1 page8 - Demander Un Devis Pour Un Déménagement - 7 - ProMohammed Amine KenedNo ratings yet
- 9 - Deguster Un Verre Dans Un Bar - 2 - Article PDFDocument5 pages9 - Deguster Un Verre Dans Un Bar - 2 - Article PDFMohammed Amine KenedNo ratings yet
- INTRODUCTION Comptabilité GénéraleDocument32 pagesINTRODUCTION Comptabilité GénéraleSara AlalamiNo ratings yet
- 7 - Discussion Au Sujet D'un Film - 7 - ProDocument2 pages7 - Discussion Au Sujet D'un Film - 7 - ProMohammed Amine KenedNo ratings yet
- 8 - Demander Un Devis Pour Un Déménagement - 5 - HistDocument2 pages8 - Demander Un Devis Pour Un Déménagement - 5 - HistMohammed Amine KenedNo ratings yet
- 7 - Discussion Au Sujet D'un Film - 5 - HistDocument2 pages7 - Discussion Au Sujet D'un Film - 5 - HistMohammed Amine KenedNo ratings yet
- 6 Passer Un Entretien D'embauche 7 ProDocument2 pages6 Passer Un Entretien D'embauche 7 ProMohammed Amine KenedNo ratings yet
- 8 - Demander Un Devis Pour Un Déménagement - 2 - ArticleDocument6 pages8 - Demander Un Devis Pour Un Déménagement - 2 - ArticleMohammed Amine KenedNo ratings yet
- 6 Passer Un Entretien D'embauche 5 HistDocument2 pages6 Passer Un Entretien D'embauche 5 HistMohammed Amine KenedNo ratings yet
- 5 A La Boulangerie 7 ProDocument2 pages5 A La Boulangerie 7 ProMohammed Amine KenedNo ratings yet
- 6 Passer Un Entretien D'embauche 2 ArticleDocument7 pages6 Passer Un Entretien D'embauche 2 ArticleMohammed Amine KenedNo ratings yet
- Business PlanDocument9 pagesBusiness PlanGoliath OfficielNo ratings yet
- Cours GRH 1 2021Document8 pagesCours GRH 1 2021Ayoub BraikiNo ratings yet
- Experts 2 - Module 3 - Exercice de Transfert Sur Le Milieu MarinDocument12 pagesExperts 2 - Module 3 - Exercice de Transfert Sur Le Milieu MarinchalefourNo ratings yet
- Les Âmes Grises Fiche de TravailDocument2 pagesLes Âmes Grises Fiche de TravailMiya AlphaNo ratings yet
- Le Role Du Controleur Dans La Liquidation Des Dossiers de PrestationsDocument43 pagesLe Role Du Controleur Dans La Liquidation Des Dossiers de Prestationsbessama84No ratings yet
- Cours Lettrage ClientsDocument8 pagesCours Lettrage Clientsعبدالعلي أيت بريكNo ratings yet
- 16 Etre Conduits Par LEspritDocument12 pages16 Etre Conduits Par LEspritSaincroix KOULANo ratings yet
- IronieDocument5 pagesIronieDafina MehaNo ratings yet
- Rapport de Stage ICAR 2012 - PDF - Tunisie - Transmission (Mécanique)Document40 pagesRapport de Stage ICAR 2012 - PDF - Tunisie - Transmission (Mécanique)dhia saklyNo ratings yet
- La Tour EiffelDocument2 pagesLa Tour EiffelOlteanu NicoletaNo ratings yet
- Les Nombres Feuille Dexercices 102788Document4 pagesLes Nombres Feuille Dexercices 102788JupiraNo ratings yet
- Exercices SVT 1bac SX International FR 1 2Document2 pagesExercices SVT 1bac SX International FR 1 2Achraf Hamouda75% (4)
- Royal Air Maroc Online - Re ServationDocument8 pagesRoyal Air Maroc Online - Re ServationOthmaneElhasnaouiNo ratings yet
- M.I. Lecture Linéaire I, 1Document2 pagesM.I. Lecture Linéaire I, 1spidermanflash8No ratings yet
- Une Parmi Les Secrets de La Sourate Al Fatiha Et Du Nom Divin LATIF Pour Tout BesoinDocument3 pagesUne Parmi Les Secrets de La Sourate Al Fatiha Et Du Nom Divin LATIF Pour Tout BesoinCISSENo ratings yet
- Final RapportDocument49 pagesFinal RapportarakorlyNo ratings yet
- Equivalences de Nuances D AcierDocument29 pagesEquivalences de Nuances D AcierJuan José Viñas Méndez100% (3)
- Poly de Cours B1 Et BB2 Business Finance 2022Document30 pagesPoly de Cours B1 Et BB2 Business Finance 2022Music TeamNo ratings yet
- Expose en Analyse Et Conception Des Instruments de Vie Scolaire (Groupe 1 Theme 4)Document7 pagesExpose en Analyse Et Conception Des Instruments de Vie Scolaire (Groupe 1 Theme 4)coulibaly emmanuelNo ratings yet
- Curriculum-Vitae SOGUIA KABA 2022Document2 pagesCurriculum-Vitae SOGUIA KABA 2022blissNo ratings yet
- 12 03 - Déclaration Finale de La Conférence Internationale D'abou Dabi Sur La Protection Du Patrimoine Culturel en PérilDocument2 pages12 03 - Déclaration Finale de La Conférence Internationale D'abou Dabi Sur La Protection Du Patrimoine Culturel en PérilFrance-24No ratings yet
- Il Attendait, Angoissé. Soudain, Une Porte ClaquaDocument4 pagesIl Attendait, Angoissé. Soudain, Une Porte ClaquaGaltier JulienNo ratings yet
- Ethique Entreprise PDFDocument2 pagesEthique Entreprise PDFAllisonNo ratings yet
- Guide Voyage Authentik USA Ouest 2023Document254 pagesGuide Voyage Authentik USA Ouest 2023Jean-Patrick LeboeufNo ratings yet
- Présentation ZenDocument2 pagesPrésentation ZenlalainaNo ratings yet
- These de Doctorat Gouvernance Locale Universite de ToulouseDocument267 pagesThese de Doctorat Gouvernance Locale Universite de ToulouseMedard KoffiNo ratings yet
- Barème ITSDocument44 pagesBarème ITSDjondo Agnès EnochNo ratings yet
- Markoub - قطع الكار من الدارDocument2 pagesMarkoub - قطع الكار من الدارhaitam belrhaziNo ratings yet
- A Bandes DessinesDocument18 pagesA Bandes DessinesGuigNo ratings yet
- La Fonction RHDocument2 pagesLa Fonction RHamaumau23100% (1)