You might also like
- Plywood Spec 6V.3Document27 pagesPlywood Spec 6V.3Warren DenholmNo ratings yet
- Piercing of Low-Carbon SteelDocument3 pagesPiercing of Low-Carbon SteelRicardo PaceNo ratings yet
- Missing Shop Manual DrillsDocument102 pagesMissing Shop Manual DrillsNewvov100% (3)
- 2 Fire DamperDocument28 pages2 Fire Damperntt_121987No ratings yet
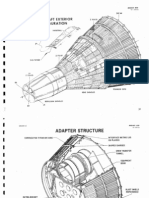
- Gemini B Mol SchematicsDocument30 pagesGemini B Mol SchematicsPaul CultreraNo ratings yet
- How To Kill Tanks (FC 7-2)Document34 pagesHow To Kill Tanks (FC 7-2)Adven TuresNo ratings yet
- Mfaf BK: ScopeDocument23 pagesMfaf BK: ScopesbalajimNo ratings yet
- Design and Details of Elevated Steel TankDocument10 pagesDesign and Details of Elevated Steel TankROHAN DiggiNo ratings yet
- Lima TrainDocument12 pagesLima TrainErrico ProtaNo ratings yet
- Tech TipDocument5 pagesTech TipCaro LeijaNo ratings yet
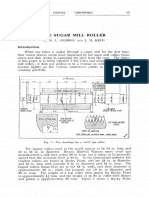
- The Sugar Mill Roller: BV R. I,. Geokge MDocument9 pagesThe Sugar Mill Roller: BV R. I,. Geokge MuksrajNo ratings yet
- Fire Fighting Building B O QDocument10 pagesFire Fighting Building B O QJurie_sk3608No ratings yet
- Marreg4oppcc AcpDocument14 pagesMarreg4oppcc AcpCalito Santamaria RomeroNo ratings yet
- Scaffolding GuideDocument143 pagesScaffolding Guideblackwellkid88% (16)
- METAL SUPPORT SYSTEMS FOR FINISHESDocument41 pagesMETAL SUPPORT SYSTEMS FOR FINISHESMark Ryan NagalesNo ratings yet
- Design and Details of Elevated Steel Tank PDFDocument10 pagesDesign and Details of Elevated Steel Tank PDFandysupaNo ratings yet
- Machine Design II Exam: Helical Gears, Leaf Springs, ClutchesDocument2 pagesMachine Design II Exam: Helical Gears, Leaf Springs, ClutchesGurjeet Singh ThethyNo ratings yet
- FSI StandardChinese Module03MON StudentTextDocument110 pagesFSI StandardChinese Module03MON StudentTextjavierNo ratings yet
- Emco Unimat 1977 Brochure EnglishDocument8 pagesEmco Unimat 1977 Brochure Englishkriskee13100% (1)
- 21st Bomber Command Tactical Mission Report 178, OcrDocument49 pages21st Bomber Command Tactical Mission Report 178, OcrJapanAirRaidsNo ratings yet
- CV and Transportation Engineering DocumentsDocument10 pagesCV and Transportation Engineering DocumentsAngelica KennedyNo ratings yet
- Metal Spinning TutorialDocument15 pagesMetal Spinning TutorialAndra CiubucNo ratings yet
- Mechanical Engineering Objective Questions Part 1Document13 pagesMechanical Engineering Objective Questions Part 1sansagithNo ratings yet
- Lightolier Lytespan Track Lighting Selector Brochure 1988Document16 pagesLightolier Lytespan Track Lighting Selector Brochure 1988Alan Masters100% (1)
- Instruction Cadweld Grounding ConnectionsDocument2 pagesInstruction Cadweld Grounding ConnectionsadityaprazttNo ratings yet
- RJWDocument158 pagesRJWPierre799es100% (2)
- Intro 6Document2 pagesIntro 6Yusuf MahdiNo ratings yet
- How To Make Disposable Silencers Vol IDocument86 pagesHow To Make Disposable Silencers Vol IChris Breezley75% (8)
- Physics PDFDocument4 pagesPhysics PDFMuhsina kcNo ratings yet
- Rimoldi 329-00-2CD-10, - 12Document69 pagesRimoldi 329-00-2CD-10, - 12stojanka savicNo ratings yet
- Plymetal SpecificationsDocument10 pagesPlymetal SpecificationsGiuseppe GoriNo ratings yet
- Istrar,: TH E RFGDocument2 pagesIstrar,: TH E RFGShailendra Kumar SinghNo ratings yet
- BallMill OperatingManualDocument25 pagesBallMill OperatingManualJoshua JordanNo ratings yet
- Sumitomo Kaisha': DI, TtiDocument31 pagesSumitomo Kaisha': DI, Ttihendra_01No ratings yet
- Catalogue Manufrance 1958Document79 pagesCatalogue Manufrance 1958fleg77100% (1)
- FisaTehnologica-3 2 FT2 - 87Document67 pagesFisaTehnologica-3 2 FT2 - 8717ges100% (1)
- I I I I I I I I I I I I: Gi) O) 'F) Chnical Inviistigation AT Clifford ColomboDocument38 pagesI I I I I I I I I I I I: Gi) O) 'F) Chnical Inviistigation AT Clifford ColomboMithila HandagamaNo ratings yet
- BasrahDocument19 pagesBasrahDurban Chamber of Commerce and IndustryNo ratings yet
- Dwyer Magnehelic Gauge SpecificationDocument3 pagesDwyer Magnehelic Gauge SpecificationAmrita SenNo ratings yet
- Benjamin Lighting RLM Industrial Incandescent Brochure 1976Document12 pagesBenjamin Lighting RLM Industrial Incandescent Brochure 1976Alan MastersNo ratings yet
- Fif FFT - FT Fi) : Aott L Rotat Of: of HM LrithDocument2 pagesFif FFT - FT Fi) : Aott L Rotat Of: of HM LrithmybestfriendgrewalNo ratings yet
- Img 0015Document1 pageImg 0015makhzunNo ratings yet
- Make A CoatDocument48 pagesMake A CoatdayamonayNo ratings yet
- 2 03 007 88Document14 pages2 03 007 88Jigneshkumar PatelNo ratings yet
- Colregs SoundDocument15 pagesColregs SoundCalito Santamaria RomeroNo ratings yet
- IMG - 0062 MCQ EE Board Problem 2012 19Document1 pageIMG - 0062 MCQ EE Board Problem 2012 19Master JaguarNo ratings yet
- Daon Yfes Jsirts: Tha. o Here BRTTD Janú: JantDocument3 pagesDaon Yfes Jsirts: Tha. o Here BRTTD Janú: JantSiddhartha SahaNo ratings yet
- Adobe Scan Aug 30, 2020Document12 pagesAdobe Scan Aug 30, 2020Tanmoy GhoshNo ratings yet
- s5 Micrprocessors Microcontrollers Dec 2020Document2 pagess5 Micrprocessors Microcontrollers Dec 202021b410No ratings yet
- Reparatii Cu Spray de ZincDocument5 pagesReparatii Cu Spray de ZincAnonymous eD1l6o9ZsWNo ratings yet
- PUB - New Tighten Measures On Water Tank SecurityDocument24 pagesPUB - New Tighten Measures On Water Tank SecurityShaji CNo ratings yet
- Three Phase SeparatorsDocument12 pagesThree Phase SeparatorsTanyawat Sahsakmontri100% (2)
- 110 Semiconductor Projects for the Home ConstructorFrom Everand110 Semiconductor Projects for the Home ConstructorRating: 4 out of 5 stars4/5 (1)
- The Tools and Materials of the Watchmaker - A Guide to the Amateur Watchmaker's Toolkit - Including How to make your own ToolsFrom EverandThe Tools and Materials of the Watchmaker - A Guide to the Amateur Watchmaker's Toolkit - Including How to make your own ToolsNo ratings yet
- Transactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168From EverandTransactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168No ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Fractional Differential Equations: An Introduction to Fractional Derivatives, Fractional Differential Equations, to Methods of Their Solution and Some of Their ApplicationsFrom EverandFractional Differential Equations: An Introduction to Fractional Derivatives, Fractional Differential Equations, to Methods of Their Solution and Some of Their ApplicationsNo ratings yet
- Template Assignment 2 2015Document7 pagesTemplate Assignment 2 2015yashar2500No ratings yet
- Design ProcessesDocument13 pagesDesign Processesyashar2500No ratings yet
- Template Assignment 1Document4 pagesTemplate Assignment 1yashar2500No ratings yet
- Quiz 7 SolutionsDocument6 pagesQuiz 7 Solutionsyashar2500100% (2)
- Physical Computing101: Part 2: Control of Mobile Robots: Hardware Lecture #6Document7 pagesPhysical Computing101: Part 2: Control of Mobile Robots: Hardware Lecture #6yashar2500No ratings yet
- DDA MOOC Syllabus 2015.2Document18 pagesDDA MOOC Syllabus 2015.2yashar2500No ratings yet
- Trig Cheat Sheet ReducedDocument2 pagesTrig Cheat Sheet ReducedMritunjay KumarNo ratings yet
- Programming & Simulation Lecture 7 SlidesDocument11 pagesProgramming & Simulation Lecture 7 Slidesyashar2500No ratings yet
- Conrob-002 Wiki HardwareDocument6 pagesConrob-002 Wiki Hardwareyashar2500No ratings yet
- Physical Computing101: Part 3: Control of Mobile Robots: Hardware Lecture #7Document8 pagesPhysical Computing101: Part 3: Control of Mobile Robots: Hardware Lecture #7yashar2500No ratings yet
- Sim.I.am - A Robot SimulatorDocument27 pagesSim.I.am - A Robot Simulatoryashar2500No ratings yet
- Control of Mobile Robots: Glue Lectures: InstructorDocument9 pagesControl of Mobile Robots: Glue Lectures: Instructoryashar2500No ratings yet
- Physical Computing101: Part 1: Control of Mobile Robots: Hardware Lecture #5Document6 pagesPhysical Computing101: Part 1: Control of Mobile Robots: Hardware Lecture #5yashar2500No ratings yet
- Conrob-Programming - assignmoents-MOOC Control of Mobile Robots Simulation Lecture 6Document10 pagesConrob-Programming - assignmoents-MOOC Control of Mobile Robots Simulation Lecture 6jcvoscribNo ratings yet
- Module 7 SlidesDocument54 pagesModule 7 Slidesyashar2500No ratings yet
- Hardware Lecture 4 SlidesDocument16 pagesHardware Lecture 4 Slidesyashar2500No ratings yet
- Sim.I.am - A Robot SimulatorDocument27 pagesSim.I.am - A Robot Simulatoryashar2500No ratings yet
- Quiz 6 SolutionsDocument3 pagesQuiz 6 Solutionsyashar2500100% (2)
- Module 5 SlidesDocument53 pagesModule 5 Slidesyashar2500No ratings yet
- Module 6 SlidesDocument55 pagesModule 6 Slidesyashar2500No ratings yet
- Sim.I.am - A Robot SimulatorDocument27 pagesSim.I.am - A Robot Simulatoryashar2500No ratings yet
- GLUE LECTURE 6 - Vectors For Naviga8on: (This Will Be Helpful For Quiz 6!)Document37 pagesGLUE LECTURE 6 - Vectors For Naviga8on: (This Will Be Helpful For Quiz 6!)jcvoscribNo ratings yet
- Conrob-Programming - assignmentso-MOOC Control of Mobile Robots Simulation Lecture 5Document10 pagesConrob-Programming - assignmentso-MOOC Control of Mobile Robots Simulation Lecture 5jcvoscribNo ratings yet
- Conrob-002 Wiki HardwareDocument6 pagesConrob-002 Wiki Hardwareyashar2500No ratings yet
- Quiz 5 SolutionsDocument5 pagesQuiz 5 Solutionsyashar250067% (6)
- MOOC Control of Mobile Robots Simulation Lecture 4Document13 pagesMOOC Control of Mobile Robots Simulation Lecture 4jcvoscribNo ratings yet
- Glue Lecture 5 SlidesDocument12 pagesGlue Lecture 5 Slidesyashar2500No ratings yet
- Quiz 4 SolutionsDocument4 pagesQuiz 4 Solutionsjcvoscrib89% (9)
- Sim.I.am - A Robot SimulatorDocument27 pagesSim.I.am - A Robot Simulatoryashar2500No ratings yet
- Control of Mobile Robots: Glue Lectures: InstructorDocument23 pagesControl of Mobile Robots: Glue Lectures: Instructoryashar2500No ratings yet
- Mini Milling Machine GuideDocument5 pagesMini Milling Machine Guideஆனந்த் துரைNo ratings yet
- Olmi Urea Stripper & Carbamate Condenser LeafletDocument6 pagesOlmi Urea Stripper & Carbamate Condenser LeafletHamzaNoumanNo ratings yet
- 1666 2 PDFDocument2 pages1666 2 PDFNagarjunSHNo ratings yet
- Electroless Nickel Plating On Abs Plastic by Using Environmentally Friendly Chemicals (#350219) - 379925Document8 pagesElectroless Nickel Plating On Abs Plastic by Using Environmentally Friendly Chemicals (#350219) - 379925miguelin9169No ratings yet
- Engineering Encyclopedia: Defect-Related Metal FailuresDocument19 pagesEngineering Encyclopedia: Defect-Related Metal FailuresAnonymous S9qBDVkyNo ratings yet
- Press Tool Operation and FunctionsDocument25 pagesPress Tool Operation and Functionsjagan89% (9)
- Drilling-Machine Group 5Document19 pagesDrilling-Machine Group 5Chandra Kiran HjNo ratings yet
- Structural Steel Connections Made Easy: S A F EDocument8 pagesStructural Steel Connections Made Easy: S A F EMrvn Domingo MalicdemNo ratings yet
- Galvanizing WeldDocument11 pagesGalvanizing WeldSivaNo ratings yet
- Welder Operator TrainingDocument22 pagesWelder Operator TrainingsniperiNo ratings yet
- GN4 - Hand Tools and Power Tools - Heavy Equipment SafetyDocument123 pagesGN4 - Hand Tools and Power Tools - Heavy Equipment SafetyNavi AgeinNo ratings yet
- Common G Codes and M Codes For CNC Machine ControlsDocument2 pagesCommon G Codes and M Codes For CNC Machine ControlsIrudhayarajAnthonySamy100% (1)
- FITTING SHOP WORKSHOP MANUALDocument29 pagesFITTING SHOP WORKSHOP MANUALNikhil MeenaNo ratings yet
- Turn-Of-Nut Bolting MethodDocument12 pagesTurn-Of-Nut Bolting MethodbNo ratings yet
- Final Internship ReportDocument20 pagesFinal Internship Reportalikhalid127100% (1)
- The Extrusion and Drawing Processes for Shaping MetalsDocument34 pagesThe Extrusion and Drawing Processes for Shaping MetalszubbbuNo ratings yet
- Resistance Seam WeldingDocument7 pagesResistance Seam WeldingaashulhedaNo ratings yet
- Austempered Ductile Iron Castings: Standard Specification ForDocument8 pagesAustempered Ductile Iron Castings: Standard Specification ForJosé Ramón GutierrezNo ratings yet
- Worldwide Fastener Standard: Cäiii"" Ärä #Ä I Inä Päi N.i'uDocument21 pagesWorldwide Fastener Standard: Cäiii"" Ärä #Ä I Inä Päi N.i'uRicardo VitorianoNo ratings yet
- Development of Large Diameter V-Belt Pulley Using Coreless Drag and Wire-Reinforced CheekDocument9 pagesDevelopment of Large Diameter V-Belt Pulley Using Coreless Drag and Wire-Reinforced CheekAna MayumiNo ratings yet
- Datasheet For Steel Grades Mould Steel 1.4869: 1.4869 Standard NumberDocument2 pagesDatasheet For Steel Grades Mould Steel 1.4869: 1.4869 Standard NumberManoj SNo ratings yet
- GMAW welding parameters for SS400 pipeDocument2 pagesGMAW welding parameters for SS400 pipeAnonymous zfC1zo9C100% (1)
- Wps SmawDocument1 pageWps SmawFedericoC67% (3)
- Cooling CurvesDocument7 pagesCooling CurvesAvinash RampariyaNo ratings yet
- Module 5 M3 Micro Machining 30 Oct 23Document50 pagesModule 5 M3 Micro Machining 30 Oct 23Kavya ReddyNo ratings yet
- Week 4 Difference Between Micro and Macro MachiningDocument23 pagesWeek 4 Difference Between Micro and Macro MachiningBikash ChoudhuriNo ratings yet
- S7 - Manufacturing Engineering Design Stamping Relative Tooling Cost PDFDocument33 pagesS7 - Manufacturing Engineering Design Stamping Relative Tooling Cost PDFbrighton chapfuwa100% (1)
- Din 17221Document9 pagesDin 17221hasan_676489616100% (1)
- INVESTMENT CASTING DESIGN GUIDEDocument27 pagesINVESTMENT CASTING DESIGN GUIDENisha Singh100% (1)
- ..Las Science 6 Quarter 3 Week 6 7Document4 pages..Las Science 6 Quarter 3 Week 6 7EvelynMartinezNo ratings yet