You might also like
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- Sheet Metal Stamping Dies & ProcessesDocument5 pagesSheet Metal Stamping Dies & ProcessesValentin CraciunNo ratings yet
- ME 6302 Manufacturing Technology Sheet Metal Operations GuideDocument36 pagesME 6302 Manufacturing Technology Sheet Metal Operations GuiderahulNo ratings yet
- Chapter 4 (Sheet Metal Fabrication) With VideoDocument71 pagesChapter 4 (Sheet Metal Fabrication) With VideoSamrat BhattaraiNo ratings yet
- Sheet Metal BasicsDocument69 pagesSheet Metal Basicskiran_wakchaure50% (2)
- Progressive Tool Design StudyDocument34 pagesProgressive Tool Design Studysudheer9289% (9)
- Metal Stamping Dies - Part One - KEY To METALS ArticleDocument3 pagesMetal Stamping Dies - Part One - KEY To METALS Articlekumarpankaj030No ratings yet
- Sheet Metal Stamping GuideDocument5 pagesSheet Metal Stamping Guider_saniosNo ratings yet
- Unit 4 Sheet Metal ProcessDocument65 pagesUnit 4 Sheet Metal ProcessMANOJ MNo ratings yet
- DV11PUB9 Study Guide PDFDocument5 pagesDV11PUB9 Study Guide PDFEnriqueGDNo ratings yet
- Sheetmetal IntroductionDocument9 pagesSheetmetal IntroductionVinay BalineniNo ratings yet
- Sheet Metal Forgintuve MFGDocument41 pagesSheet Metal Forgintuve MFGAnonymous QiMB2lBCJLNo ratings yet
- Lecture-14 Sheet Metal Forming ProcessesDocument34 pagesLecture-14 Sheet Metal Forming ProcessesDida KhalingNo ratings yet
- Rolling & Extrusion Case StudyDocument20 pagesRolling & Extrusion Case StudyMahmoud KassabNo ratings yet
- Manufacturing Process - PresentationDocument15 pagesManufacturing Process - PresentationAnwesha PandaNo ratings yet
- Sheet Metal ShopDocument5 pagesSheet Metal Shopprince prosaNo ratings yet
- Bending Die DesignDocument46 pagesBending Die DesignSujit Mule83% (6)
- Die Design PresentationDocument24 pagesDie Design PresentationIsrar Equbal100% (1)
- Mt1 Unit 4 NotesDocument11 pagesMt1 Unit 4 Notesvelavansu100% (1)
- Burnishing Is A Process by Which A Smooth Hard Tool (UsingDocument9 pagesBurnishing Is A Process by Which A Smooth Hard Tool (UsingΒασίλης ΜπουντιούκοςNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument62 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc Le100% (1)
- Thivaagar Segeranazan (Sheet Metal Report)Document18 pagesThivaagar Segeranazan (Sheet Metal Report)thivaagaarNo ratings yet
- Fact Sheet: METAL REMOVAL/CUTTINGDocument4 pagesFact Sheet: METAL REMOVAL/CUTTINGAl EnggNo ratings yet
- Metal Forming Processes Guide: Forging, Rolling & MoreDocument46 pagesMetal Forming Processes Guide: Forging, Rolling & MorearhlboyNo ratings yet
- Introduction of ForgingDocument5 pagesIntroduction of ForgingAnish DungeonNo ratings yet
- Tool DesignDocument48 pagesTool DesignPAVIN ENGGNo ratings yet
- Sheet Metal Forming GuideDocument77 pagesSheet Metal Forming GuidesengcanNo ratings yet
- Press Working Operations - Sheet MetalDocument16 pagesPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Transmission Linkages: Universidad Autónoma Del Estado de México Facultad de IngenieríaDocument19 pagesTransmission Linkages: Universidad Autónoma Del Estado de México Facultad de IngenieríaPanchitou OuuNo ratings yet
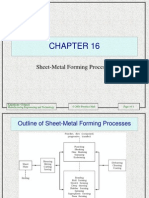
- Ch16 Sheet Metal Forming ProcessesDocument47 pagesCh16 Sheet Metal Forming ProcessessaminziNo ratings yet
- Hot & Cold WorkingDocument18 pagesHot & Cold WorkingMadushan MadushaNo ratings yet
- Forging Lecture NotesDocument11 pagesForging Lecture Notesew6082100% (1)
- Problems in Repair-Welding of Duplex-Treated Tool Steels: T. Muhi, J. Tu (Ek, M. Pleterski, D. BombaDocument4 pagesProblems in Repair-Welding of Duplex-Treated Tool Steels: T. Muhi, J. Tu (Ek, M. Pleterski, D. Bombaabraham silva hernandezNo ratings yet
- An overview of forging processes and defectsDocument7 pagesAn overview of forging processes and defectsNagendra KumarNo ratings yet
- ProductionDocument78 pagesProductionsreerag786No ratings yet
- Hot Forge UpsetDocument13 pagesHot Forge UpsetAnonymous QiMB2lBCJLNo ratings yet
- Sheet Metal BendingDocument30 pagesSheet Metal BendingZen P MonachanNo ratings yet
- Matecconf Imanee2018Document6 pagesMatecconf Imanee2018Irina BesliuNo ratings yet
- Metal Forging Guide: Processes, Defects, DesignDocument17 pagesMetal Forging Guide: Processes, Defects, DesigncemekaobiNo ratings yet
- 43-Sheet Metal Punching MachineDocument25 pages43-Sheet Metal Punching MachinesathishNo ratings yet
- Assignment No 6 Shearing Process in Sheet MetalDocument5 pagesAssignment No 6 Shearing Process in Sheet MetalSameer Ahmed 20 - MCE - 60No ratings yet
- Sheet Metal OperationsDocument27 pagesSheet Metal OperationsbmvinayNo ratings yet
- Metal Stamping and Fabricating OperationsDocument23 pagesMetal Stamping and Fabricating OperationsAnonymous wtK1AZBi100% (1)
- ForgingDocument2 pagesForgingvelavansuNo ratings yet
- Sheet Metal OperationDocument17 pagesSheet Metal Operationsekar_scribd60% (5)
- Knowledge-Based Die Face Design for Automotive PanelsDocument19 pagesKnowledge-Based Die Face Design for Automotive PanelsSathish KumarNo ratings yet
- Welding SymbolsDocument17 pagesWelding SymbolsJustine WilliamsNo ratings yet
- The Role of Tip DressingDocument4 pagesThe Role of Tip DressingLutfi Ismail100% (1)
- Advance Metal Forming ProcessDocument12 pagesAdvance Metal Forming ProcessRemo RamNo ratings yet
- InTech-Mechanical Micromachining by Drilling Milling and SlottingDocument25 pagesInTech-Mechanical Micromachining by Drilling Milling and Slottingbalabmk9228No ratings yet
- Chapter 6 - NotesDocument7 pagesChapter 6 - NotesPraneethNo ratings yet
- Deep Drawing Process GuideDocument4 pagesDeep Drawing Process GuideBalvinder PrajapatiNo ratings yet
- GC Column Cutting Mini Guide: Key WordsDocument2 pagesGC Column Cutting Mini Guide: Key WordsLee WeatherillNo ratings yet
- ME206/SE322 Lab # Sheet Metal Forming OperationsDocument41 pagesME206/SE322 Lab # Sheet Metal Forming OperationsSaad HussainNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Which Process?: A Guide to the Selection of Welding and Related ProcessesFrom EverandWhich Process?: A Guide to the Selection of Welding and Related ProcessesNo ratings yet
- SOME Write UPDocument3 pagesSOME Write UPRAMAKANT RANANo ratings yet
- Recent Advances in Mechanical Engineering RAME-2016 (Proceedings)Document768 pagesRecent Advances in Mechanical Engineering RAME-2016 (Proceedings)RAMAKANT RANA100% (4)
- Engg Graphics 2 Edition PrefaceDocument16 pagesEngg Graphics 2 Edition PrefaceRAMAKANT RANANo ratings yet
- Electrochemical Machining ECMDocument11 pagesElectrochemical Machining ECMRAMAKANT RANA100% (1)
- Introduction To Advanced AMethods of MachiningDocument3 pagesIntroduction To Advanced AMethods of MachiningRAMAKANT RANANo ratings yet
- Mechatronics Lab ManualDocument32 pagesMechatronics Lab ManualRAMAKANT RANANo ratings yet
- Electrochemical Machining (ECM)Document11 pagesElectrochemical Machining (ECM)RAMAKANT RANANo ratings yet
- Robotics Practical FileDocument131 pagesRobotics Practical FileRAMAKANT RANANo ratings yet
- Course 17Document4 pagesCourse 17getprize4surveyNo ratings yet
- CupolaDocument3 pagesCupolaRAMAKANT RANANo ratings yet
- Laser Beam Machining (LBM)Document10 pagesLaser Beam Machining (LBM)RAMAKANT RANANo ratings yet
- Ultrasonic Machining (Usm)Document12 pagesUltrasonic Machining (Usm)RAMAKANT RANANo ratings yet
- Solutions To The Tutorial (No. 4) of Engineering Mechanics (First Semester) !Document3 pagesSolutions To The Tutorial (No. 4) of Engineering Mechanics (First Semester) !RAMAKANT RANANo ratings yet
- Assignment Instrumentation V Sem EveningDocument5 pagesAssignment Instrumentation V Sem EveningRAMAKANT RANANo ratings yet
- Electrical Discharge MachiningDocument13 pagesElectrical Discharge MachiningRAMAKANT RANANo ratings yet
- 2nd Sessional SyllabusDocument2 pages2nd Sessional SyllabusRAMAKANT RANANo ratings yet
- Engineering Drawing Lab ManualDocument52 pagesEngineering Drawing Lab ManualRAMAKANT RANA93% (15)
- EMM Lecture Unit VIDocument7 pagesEMM Lecture Unit VIRAMAKANT RANANo ratings yet
- Tutorial No 1Document3 pagesTutorial No 1RAMAKANT RANANo ratings yet
- Presentation of Drilling Machine by Anil Dahiya SirDocument72 pagesPresentation of Drilling Machine by Anil Dahiya SirRAMAKANT RANA100% (1)
- Solutions To The Tutorial (No. 3) of Engineering Mechanics (First Semester) !Document5 pagesSolutions To The Tutorial (No. 3) of Engineering Mechanics (First Semester) !RAMAKANT RANANo ratings yet
- Engineering Graphics Lab ManualDocument51 pagesEngineering Graphics Lab ManualRAMAKANT RANA63% (8)
- Solutions To The Tutorial (No. 2) of Engineering Mechanics (First Semester) !Document4 pagesSolutions To The Tutorial (No. 2) of Engineering Mechanics (First Semester) !RAMAKANT RANANo ratings yet
- Engineering Graphics Viva QuestionsDocument1 pageEngineering Graphics Viva QuestionsRAMAKANT RANA75% (4)
- Tutorial No. 5Document1 pageTutorial No. 5RAMAKANT RANANo ratings yet
- Engineering Graphics by RAMAKANT RANADocument1 pageEngineering Graphics by RAMAKANT RANARAMAKANT RANANo ratings yet
- Tutorial No. 4Document2 pagesTutorial No. 4RAMAKANT RANANo ratings yet
- Mechanical SwitchesDocument1 pageMechanical SwitchesRAMAKANT RANANo ratings yet
- Mecha Syllabus Point WiseDocument2 pagesMecha Syllabus Point WiseRAMAKANT RANANo ratings yet
- 03 Corrosion PDFDocument16 pages03 Corrosion PDFImam Saja DechNo ratings yet
- En Iso10244-2Document4 pagesEn Iso10244-2AdrianNo ratings yet
- KT Fitting CatalogueDocument13 pagesKT Fitting CataloguemarclkmNo ratings yet
- Fatigue of Welded ST STDocument163 pagesFatigue of Welded ST STJune KnappNo ratings yet
- CSC STEEL PRODUCT GUIDEDocument43 pagesCSC STEEL PRODUCT GUIDEedgarc999No ratings yet
- Structural Bolts Rev 2017-02-21Document5 pagesStructural Bolts Rev 2017-02-21Gopi KrishnanNo ratings yet
- B.A. Washers - BA Washers - : Specification For Specification ForDocument8 pagesB.A. Washers - BA Washers - : Specification For Specification ForcoolkaisyNo ratings yet
- NiCu-7 solid wire for welding nickel-copper alloysDocument1 pageNiCu-7 solid wire for welding nickel-copper alloyssatnamNo ratings yet
- Technical Information For The Hacksaw BladesDocument2 pagesTechnical Information For The Hacksaw BladesZool HilmiNo ratings yet
- Material ScienceDocument10 pagesMaterial ScienceR Raj Singh SinghNo ratings yet
- Qw-483 Suggested Format For Welding Procedure Qualification Records (PQR)Document4 pagesQw-483 Suggested Format For Welding Procedure Qualification Records (PQR)aliNo ratings yet
- Hot-Rolled Steel Rails for Railway StandardsDocument58 pagesHot-Rolled Steel Rails for Railway StandardsArthanari VaidyanathanNo ratings yet
- Substation FittingsDocument12 pagesSubstation Fittingscountershadow_14No ratings yet
- Tubesheet Cladding Baher 1648652344Document3 pagesTubesheet Cladding Baher 1648652344Sapan ShahNo ratings yet
- 2013-2023 LME Trading CalendarDocument11 pages2013-2023 LME Trading CalendarIvan RajovicNo ratings yet
- Grinding Technology GMO 0252Document88 pagesGrinding Technology GMO 0252hudarusliNo ratings yet
- Sic 33991Document38 pagesSic 33991Aldo J AN0% (1)
- MMS Course FileDocument22 pagesMMS Course Filejohn_raju17No ratings yet
- Chemistry Times - August 2018 PDFDocument68 pagesChemistry Times - August 2018 PDFSunita RaniNo ratings yet
- Effect of Microstructure and Texture On Forming Limits in Friction Stir Processed AZ31B MG AlloyDocument6 pagesEffect of Microstructure and Texture On Forming Limits in Friction Stir Processed AZ31B MG AlloySRIKANTH K 15PHD1093No ratings yet
- High-Strength Steel Bolts, Classes 10.9 and 10.9.3, For Structural Steel Joints (Metric)Document6 pagesHigh-Strength Steel Bolts, Classes 10.9 and 10.9.3, For Structural Steel Joints (Metric)Ngoc BuiNo ratings yet
- Submerged Arc WeldingDocument4 pagesSubmerged Arc WeldingshifaNo ratings yet
- Catalogo Thyssen PDFDocument8 pagesCatalogo Thyssen PDFbiancogallazzi0% (1)
- Astm B561Document2 pagesAstm B561Rul MoralesNo ratings yet
- Review On Ultrasonic Machining: PergamonDocument17 pagesReview On Ultrasonic Machining: Pergamonanon_85513817No ratings yet
- Catalogue of Sterling Silver Findings and ProductsDocument76 pagesCatalogue of Sterling Silver Findings and Productsdumdum2No ratings yet
- Preparation of Cold-Rolled Steel Panels For Testing Paint, Varnish, Conversion Coatings, and Related Coating ProductsDocument3 pagesPreparation of Cold-Rolled Steel Panels For Testing Paint, Varnish, Conversion Coatings, and Related Coating ProductsgfdgdfgdfNo ratings yet
- Project On Tool Consumption in Hero Cycles in Rim PlantDocument14 pagesProject On Tool Consumption in Hero Cycles in Rim Plantsharanjeet4uNo ratings yet
- Chapter - 4: Materials: Metals and Non MetalsDocument15 pagesChapter - 4: Materials: Metals and Non MetalsDyah IndraNo ratings yet
- C45e - Propriedades 2Document1 pageC45e - Propriedades 2engenharia metalicaNo ratings yet