You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
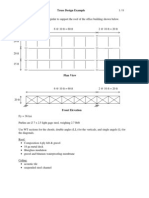
- Truss Design Example: CE 331, Fall 2000Document8 pagesTruss Design Example: CE 331, Fall 2000anbugobi80% (5)
- Painting A Clear Picture of Suspension RheologyDocument2 pagesPainting A Clear Picture of Suspension RheologyDanielNo ratings yet
- H84ACM Coursework GuidelinesDocument6 pagesH84ACM Coursework GuidelinesYeeXuan TenNo ratings yet
- CommonlyUsedExcelFunctions v1Document17 pagesCommonlyUsedExcelFunctions v1Duyen YoungNo ratings yet
- Excel Functions - Full ListDocument13 pagesExcel Functions - Full ListKhan MohammadNo ratings yet
- Apple ThreeeDocument1 pageApple ThreeeYeeXuan TenNo ratings yet
- ���װ�ڰڰ� Jb/Rn ϱ��϶�� �� �� ���Document1 page���װ�ڰڰ� Jb/Rn ϱ��϶�� �� �� ���YeeXuan TenNo ratings yet
- Excel FormulasDocument2 pagesExcel FormulasJK100% (2)
- ���װ�ڰڰ� Jb/Rn ϱ��϶�� �� �� ���Document1 page���װ�ڰڰ� Jb/Rn ϱ��϶�� �� �� ���YeeXuan TenNo ratings yet
- Excel FormulasDocument2 pagesExcel FormulasJK100% (2)
- Excel FormulasDocument2 pagesExcel FormulasJK100% (2)
- Low Yat Plaza & IoI City Mall C-Zone Computer Store Product ListingDocument2 pagesLow Yat Plaza & IoI City Mall C-Zone Computer Store Product ListingYeeXuan TenNo ratings yet
- Excel Formulae and FunDocument8 pagesExcel Formulae and FunYeeXuan TenNo ratings yet
- ���װ�ڰڰ� Jb/Rn 1 ϱ��϶�� �� �� ����Document1 page���װ�ڰڰ� Jb/Rn 1 ϱ��϶�� �� �� ����YeeXuan TenNo ratings yet
- Thermal Power Plant Boiler SimulationDocument4 pagesThermal Power Plant Boiler SimulationSumukh BharadwajNo ratings yet
- ���װ�ڰڰ� Jb/Rn ϱ��϶�� �� �� ���Document1 page���װ�ڰڰ� Jb/Rn ϱ��϶�� �� �� ���YeeXuan TenNo ratings yet
- Economic ReportDocument9 pagesEconomic ReportYeeXuan TenNo ratings yet
- Process Simulation and Optimization of Palm Oil Waste Combustion Using Aspen PlusDocument16 pagesProcess Simulation and Optimization of Palm Oil Waste Combustion Using Aspen PlusYeeXuan TenNo ratings yet
- Full TextDocument7 pagesFull TextYeeXuan TenNo ratings yet
- Thermo-Economic Analysis of A Novel Conceptual Process Model For Sustainable Power Plants Using Empty Fruit BunchesDocument5 pagesThermo-Economic Analysis of A Novel Conceptual Process Model For Sustainable Power Plants Using Empty Fruit BunchesYeeXuan TenNo ratings yet
- Process Simulation and OptimizationDocument8 pagesProcess Simulation and OptimizationKai Yuan TeoNo ratings yet
- Acceleration of Catalytic Activity of Calcium Oxide For Biodiesel ProductionDocument1 pageAcceleration of Catalytic Activity of Calcium Oxide For Biodiesel ProductionYeeXuan TenNo ratings yet
- Development of An ASPEN PLUS Physical Property Database For Biofuels ComponentsDocument36 pagesDevelopment of An ASPEN PLUS Physical Property Database For Biofuels ComponentsoslemmNo ratings yet
- Ajme 1 4 3Document7 pagesAjme 1 4 3YeeXuan TenNo ratings yet
- ExamplesDocument14 pagesExamplesYeeXuan TenNo ratings yet
- Energies: Gasification of Biochar From Empty Fruit Bunch in A Fluidized Bed ReactorDocument9 pagesEnergies: Gasification of Biochar From Empty Fruit Bunch in A Fluidized Bed ReactoryemresimsekNo ratings yet
- Materials RequiredDocument13 pagesMaterials RequiredYeeXuan TenNo ratings yet
- Aspen Plus Simulation Biomass GasificationDocument39 pagesAspen Plus Simulation Biomass Gasificationprash_1367% (3)
- Test 111Document4 pagesTest 111YeeXuan TenNo ratings yet
- LicenseDocument21 pagesLicenseYeeXuan TenNo ratings yet
- Geysers & Heaters 2023Document10 pagesGeysers & Heaters 2023saheb167No ratings yet
- RetTelmat pievreaHutumreidofitIny ocofmInincgomAiinrg AirDocument1 pageRetTelmat pievreaHutumreidofitIny ocofmInincgomAiinrg AirCristian MoratayaNo ratings yet
- Article - PWA-BWPDocument2 pagesArticle - PWA-BWPmahmoud mohamedNo ratings yet
- Big SplitDocument12 pagesBig SplitMelanie JapayNo ratings yet
- Liebert Afc 500 1450 KW English BrochureDocument16 pagesLiebert Afc 500 1450 KW English BrochurePapaghiuc StefanNo ratings yet
- Sharp Dcinverter Ac Service ManualDocument43 pagesSharp Dcinverter Ac Service ManualAbdorrahim DahdouhNo ratings yet
- Samsung Bottom Mount Refrigerator RFG298HD RFG297HD Service Manual - PDF FormatDocument105 pagesSamsung Bottom Mount Refrigerator RFG298HD RFG297HD Service Manual - PDF FormatErwinNo ratings yet
- Guia Tecnica Condensadora YorkDocument70 pagesGuia Tecnica Condensadora YorkAndrewNo ratings yet
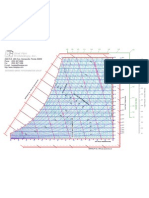
- Extended Range Psychrometric ChartDocument1 pageExtended Range Psychrometric Chartapi-3859258No ratings yet
- Hvac Calculations and Duct Sizing: Pdhonline Course M199 (3 PDH)Document21 pagesHvac Calculations and Duct Sizing: Pdhonline Course M199 (3 PDH)Delia Rama SamianoNo ratings yet
- WiserAir WiringGuideDocument4 pagesWiserAir WiringGuideHujiLokoNo ratings yet
- SOLARGE Best Practice Catalogue enDocument72 pagesSOLARGE Best Practice Catalogue enThai chheanghourtNo ratings yet
- CarrierDocument1 pageCarrierJeffrey CaparasNo ratings yet
- Cooling Towers ExplainedDocument10 pagesCooling Towers ExplainedHamza NeweraNo ratings yet
- Psychrometric Data: ASAE D271.2 DEC94Document8 pagesPsychrometric Data: ASAE D271.2 DEC94Demetrio RomeroNo ratings yet
- CTV Compressor Component WeightsDocument1 pageCTV Compressor Component WeightsTrane De Colombia SANo ratings yet
- AHU-VAHU EvaluationDocument11 pagesAHU-VAHU EvaluationRupert Facunla Jr.No ratings yet
- Tugas 5 RefrigeratorDocument83 pagesTugas 5 Refrigeratoraa_ahyarNo ratings yet
- Air Cooled Screw Chiller Specs & DetailsDocument4 pagesAir Cooled Screw Chiller Specs & DetailsZikriaKMuhammadNo ratings yet
- Air Conditioning in Indian Railways-PEEDocument49 pagesAir Conditioning in Indian Railways-PEEIndian Railways Knowledge Portal50% (4)
- REFRIGERATIONDocument27 pagesREFRIGERATIONsupertpm127No ratings yet
- Ijser: Evolution of Domestic Refrigerator by Using LPG As RefrigerantDocument4 pagesIjser: Evolution of Domestic Refrigerator by Using LPG As RefrigerantNaveed MengalNo ratings yet
- Cold Pump Air Conditioner: Condizionatori A Ciclo Chiuso Per Quadri ElettriciDocument4 pagesCold Pump Air Conditioner: Condizionatori A Ciclo Chiuso Per Quadri ElettriciNilesh PatelNo ratings yet
- HVAC Qualification and Validation ReportDocument33 pagesHVAC Qualification and Validation Reportumair khanNo ratings yet
- LG Air Cooled Screw Chiller (60 HZ, R134a) High Compact - 6CHAC-0Document129 pagesLG Air Cooled Screw Chiller (60 HZ, R134a) High Compact - 6CHAC-0Anonymous ixIhrPM2No ratings yet
- Mobil-Branded Refrigeration Lubricant Selection Guide For Industrial SystemsDocument2 pagesMobil-Branded Refrigeration Lubricant Selection Guide For Industrial Systemskskr_44100% (1)
- Mep JD PDFDocument6 pagesMep JD PDFAnbalagan PrabhuNo ratings yet
- 2020 Dometic Marine Parts Price BookDocument128 pages2020 Dometic Marine Parts Price BookElio BATONINo ratings yet
- 9158C LowResWebDocument122 pages9158C LowResWebOsopanda PandaNo ratings yet
- Psychometric Exercises 1Document5 pagesPsychometric Exercises 1elimnasrNo ratings yet