You might also like
- Method Statement For A Construction ProjectDocument114 pagesMethod Statement For A Construction ProjectCrazyBookWorm92% (87)
- Valid SOP: Standard Operating ProceduresDocument10 pagesValid SOP: Standard Operating ProceduresShahid Raza100% (2)
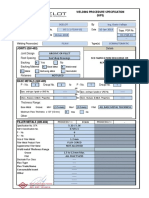
- Welding Procedure DatasheetDocument1 pageWelding Procedure Datasheetsajeev27No ratings yet
- SOP Gas Cutting and Heating .Document1 pageSOP Gas Cutting and Heating .aarunsnairNo ratings yet
- Welder, Welding Operator Qualification Test ReportDocument2 pagesWelder, Welding Operator Qualification Test Reportkarthik sundaramNo ratings yet
- Project Quality PlanDocument44 pagesProject Quality Planmd_rehan_2100% (1)
- Method Statement & Risk Assessment Installation of Structured Cabling SystemDocument16 pagesMethod Statement & Risk Assessment Installation of Structured Cabling SystemAbu Muhammed KhwajaNo ratings yet
- Commissioning Cooling TowersDocument3 pagesCommissioning Cooling TowerssdvitkoNo ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Document19 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNo ratings yet
- Fabrication ProcedureDocument3 pagesFabrication ProcedureAndreMarcel100% (1)
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- Structure Fabrication ProcedureDocument10 pagesStructure Fabrication Procedureasmira rosliNo ratings yet
- Inspection Date: Period: Brand and Type of Tools & Equipments: Valid Until: Color Code Capacity: Inventory No.: Result (Hasil) Remark Good BadDocument1 pageInspection Date: Period: Brand and Type of Tools & Equipments: Valid Until: Color Code Capacity: Inventory No.: Result (Hasil) Remark Good BadilyasNo ratings yet
- Check List For Welding MachinesDocument1 pageCheck List For Welding MachinesSaravanan JambunathanNo ratings yet
- Powder Coating Procedure Guide for Oven Temperature Control, Degreasing, and Part PreparationDocument1 pagePowder Coating Procedure Guide for Oven Temperature Control, Degreasing, and Part Preparationnastyn-1No ratings yet
- 01fitting in FabricationDocument11 pages01fitting in Fabricationv.bhamidi100% (1)
- Welding Procedure and Safety ControlsDocument6 pagesWelding Procedure and Safety ControlsSIBINNo ratings yet
- CNC Vertical Milling Machine-JOB PROCEDUREDocument3 pagesCNC Vertical Milling Machine-JOB PROCEDUREpraveen_kumar_119No ratings yet
- Safe Use of Lifting Machines and Lifting TackleDocument59 pagesSafe Use of Lifting Machines and Lifting TackleJakesNo ratings yet
- PAHARPUR COOLING TOWERS MAGNETIC PARTICLE TEST REPORTDocument1 pagePAHARPUR COOLING TOWERS MAGNETIC PARTICLE TEST REPORTGoutam Kumar DebNo ratings yet
- Sop Hydraulic Punch and ShearDocument1 pageSop Hydraulic Punch and ShearBorislav VulićNo ratings yet
- RTC-161-MIR-A-ID-174 - R0 - B Off Site Material Inspection Request For Free Standing Bathtub 21095T-0 (Option 2) From KHALID CORPORATIONDocument7 pagesRTC-161-MIR-A-ID-174 - R0 - B Off Site Material Inspection Request For Free Standing Bathtub 21095T-0 (Option 2) From KHALID CORPORATIONeslam100% (2)
- ITP For Mild Steel Pipe WorksDocument4 pagesITP For Mild Steel Pipe WorksKumar AbhishekNo ratings yet
- Precautions for Semi-Automatic and Automatic WeldingDocument8 pagesPrecautions for Semi-Automatic and Automatic WeldingFaiz IshakNo ratings yet
- Procedure for Flame Straightening Structural SteelDocument3 pagesProcedure for Flame Straightening Structural SteelAvishek Gupta100% (1)
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- How To Carry Out Tack WeldingDocument2 pagesHow To Carry Out Tack WeldingwentropremNo ratings yet
- Process Validation 1Document1 pageProcess Validation 1tayyabNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- The Welding Procedure QualificationDocument51 pagesThe Welding Procedure QualificationYousef Adel HassanenNo ratings yet
- Procedure For Heat Treatment Dated 29-09-06Document8 pagesProcedure For Heat Treatment Dated 29-09-06ravi00098100% (1)
- OC-1-1-FCAW-1 Rev 0 PDFDocument4 pagesOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- Projects Assessments For Welding ProcessDocument8 pagesProjects Assessments For Welding ProcessKamarul NizamNo ratings yet
- Repair Procedure For Super Heater Coil TubesDocument2 pagesRepair Procedure For Super Heater Coil Tubesbehzad mohammadiNo ratings yet
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- 8 JSA Holyday TestDocument3 pages8 JSA Holyday TestYosua SitumorangNo ratings yet
- Fit Up Report: Project Name Project No. Tank No. Report No. DateDocument1 pageFit Up Report: Project Name Project No. Tank No. Report No. DatekarthikumarnpNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Patrol Inspection Report Check List UpdatedDocument2 pagesPatrol Inspection Report Check List Updatedanbusaravanan4No ratings yet
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- Conveyor Check ListDocument2 pagesConveyor Check Listh1549697100% (1)
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- En Visual Testing ProcedureDocument7 pagesEn Visual Testing ProcedureAdham AhmedNo ratings yet
- Forging Machine Preventive MaintenanceDocument4 pagesForging Machine Preventive Maintenancemr. kNo ratings yet
- Radiation Safety Distance DiagramDocument3 pagesRadiation Safety Distance DiagramEswaranNo ratings yet
- Inspection Check List PWHT-Post Weld Heat-Treatment: Inspection Process Yes No N/A CommentsDocument1 pageInspection Check List PWHT-Post Weld Heat-Treatment: Inspection Process Yes No N/A CommentsmukeshayoorNo ratings yet
- Welding Consumable Baking Register PDFDocument1 pageWelding Consumable Baking Register PDFKandula Raju100% (1)
- Checklist For Fabrication & Erection of Structural Steel WorkDocument1 pageChecklist For Fabrication & Erection of Structural Steel Workbetelehem hailuNo ratings yet
- Gtaw WeldingDocument37 pagesGtaw WeldingSadhasivam VeluNo ratings yet
- Surface Preparation & Painting ProcedureDocument9 pagesSurface Preparation & Painting ProcedureRam ThevarNo ratings yet
- Work Instructions - Gas CuttingDocument2 pagesWork Instructions - Gas Cuttingvivek sureshNo ratings yet
- Welding Insection ReportDocument4 pagesWelding Insection ReportRanjeet MouryaNo ratings yet
- Procedure For WPSDocument7 pagesProcedure For WPSSatish KeskarNo ratings yet
- Daily Welding Inspection Report (Weld Log) : Cargill Balikesir Ammonia ProjectDocument1 pageDaily Welding Inspection Report (Weld Log) : Cargill Balikesir Ammonia ProjectDeniz AydinNo ratings yet
- EN ISO 9712 Level 2, UT PDFDocument1 pageEN ISO 9712 Level 2, UT PDFSantoshNo ratings yet
- Welding Repair Procedure for PT. Juhdi Sakti EngineeringDocument4 pagesWelding Repair Procedure for PT. Juhdi Sakti EngineeringRiky SumantriNo ratings yet
- Welding Safety ChecklistDocument2 pagesWelding Safety ChecklistSaid Elsamna100% (1)
- Sample QAPDocument3 pagesSample QAPsniperiNo ratings yet
- SATR-J-6406 Rev 0 PDFDocument10 pagesSATR-J-6406 Rev 0 PDFAdel KlkNo ratings yet
- Calibration Procedure For Digital Multimter, Greenlee Model Dm-40 - Tb-9-6625-2403-24Document13 pagesCalibration Procedure For Digital Multimter, Greenlee Model Dm-40 - Tb-9-6625-2403-24luroguitaNo ratings yet
- Long Seam Inspection ProcedureDocument4 pagesLong Seam Inspection ProcedureDeepak100% (1)
- Itp For Main SteelaaaaaaDocument4 pagesItp For Main SteelaaaaaaaymanmalahNo ratings yet
- Work Instruction For Bending Rev. 01.01.2013Document3 pagesWork Instruction For Bending Rev. 01.01.2013aymanmalah100% (1)
- Itp For Casing, Ducting, StackaaaaaaaaaaaDocument4 pagesItp For Casing, Ducting, Stackaaaaaaaaaaaaymanmalah100% (1)
- Cswip 3.aaaaaaaaaaaaaaaaaaaaaaaaaDocument56 pagesCswip 3.aaaaaaaaaaaaaaaaaaaaaaaaaaymanmalah100% (2)
- Manual Dell Latitude E6410Document52 pagesManual Dell Latitude E6410Muhamad Agung W0% (1)
- Monthly Report JanDocument8 pagesMonthly Report JanaymanmalahNo ratings yet
- Aaaaaaaaaaaaa.... CSWIP Welding Inspection Notes and QuestionsDocument133 pagesAaaaaaaaaaaaa.... CSWIP Welding Inspection Notes and QuestionsaymanmalahNo ratings yet
- Jan2015 Accident AnalysisDocument9 pagesJan2015 Accident AnalysisaymanmalahNo ratings yet
- Coating Thickness ASTM 123 (1402) : T 1.6 MM 1.6 T 3.2 MM 3.2 T 4.8 4.8 T 6.4 T 6.4Document1 pageCoating Thickness ASTM 123 (1402) : T 1.6 MM 1.6 T 3.2 MM 3.2 T 4.8 4.8 T 6.4 T 6.4aymanmalahNo ratings yet
- Problems in DaLian (1309-CP7) AAAAAAAAAAAAAAAAAAAAAAAAAAAAAAADocument4 pagesProblems in DaLian (1309-CP7) AAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAaymanmalahNo ratings yet
- O S H A Checklist For General Industry SouathDocument26 pagesO S H A Checklist For General Industry Souathaymanmalah100% (1)
- Month Total No. of NCR Nov. 337 Oct. 523Document4 pagesMonth Total No. of NCR Nov. 337 Oct. 523aymanmalah100% (1)
- 200008-0-262413-0084-03 - Lyw1-A-E-55020 - Main Clean Earthing Schematic DiagramDocument1 page200008-0-262413-0084-03 - Lyw1-A-E-55020 - Main Clean Earthing Schematic DiagramKumarNo ratings yet
- Building Technology 4Document24 pagesBuilding Technology 4Melaine A. FranciscoNo ratings yet
- Advance Steel 2017 Getting Started Guide ImperialDocument55 pagesAdvance Steel 2017 Getting Started Guide ImperialRameshBathalaNo ratings yet
- TRISHUL Engineering PresentationDocument63 pagesTRISHUL Engineering PresentationaswarNo ratings yet
- 118 PlotDocument7 pages118 PlotMuhammad UsamaNo ratings yet
- Floor MatsDocument3 pagesFloor MatsphilipyapNo ratings yet
- Spec PavaDocument10 pagesSpec PavaDolyNo ratings yet
- 14 21 00 - Electric Traction ElevatorsDocument22 pages14 21 00 - Electric Traction ElevatorsMohamedNo ratings yet
- Method Statement For Miscellaneous Metal WorksDocument19 pagesMethod Statement For Miscellaneous Metal Worksmohsin.meizaNo ratings yet
- ITP Service PL 001 RWPDocument1 pageITP Service PL 001 RWPDedi KartiwaNo ratings yet
- No Exception Taken. Revise - No Resubmittal Required.: Clifford Dias P.E., P.C. Consulting EngineersDocument5 pagesNo Exception Taken. Revise - No Resubmittal Required.: Clifford Dias P.E., P.C. Consulting EngineersDarwin LeònNo ratings yet
- Method Statement For The Flushing of Firefighting Pipes.R7Document9 pagesMethod Statement For The Flushing of Firefighting Pipes.R7adel rihanaNo ratings yet
- Preparatory Works: 5.1 Approved Shop Drawing, Method Statement, Material and SampleDocument6 pagesPreparatory Works: 5.1 Approved Shop Drawing, Method Statement, Material and SampleJasonTeeNo ratings yet
- Method Statement For Installation of Diesel Generator SetDocument7 pagesMethod Statement For Installation of Diesel Generator SetAnonymous 8xHUWB100% (4)
- Building System Standards & Design GuideDocument289 pagesBuilding System Standards & Design GuideBoy Alfredo PangaribuanNo ratings yet
- MD Yusuf HvacDocument4 pagesMD Yusuf HvacMOHAMMED YUSUFNo ratings yet
- FS Hotel Jeddah Corniche - Background Music SystemsDocument37 pagesFS Hotel Jeddah Corniche - Background Music SystemsMahmoud MaghrpyNo ratings yet
- MS 29 Aggregate Base Course Road Works Rev00Document7 pagesMS 29 Aggregate Base Course Road Works Rev00Jojee Catap YabutNo ratings yet
- 6.5 Years Electrical Experience ResumeDocument3 pages6.5 Years Electrical Experience ResumepratikNo ratings yet
- 01 MS For Fcu - PSDocument11 pages01 MS For Fcu - PSASHWANINo ratings yet
- Pond & Res - LinersDocument9 pagesPond & Res - LinersAnonymous NR3qZ30No ratings yet
- Mos Plumbing Fixture InstallationDocument4 pagesMos Plumbing Fixture InstallationDon Roseller Dumaya100% (1)
- Structure Magazine-June 2017Document88 pagesStructure Magazine-June 2017rahuljoagNo ratings yet
- Tech Spec & Method of Measurement Batcoda With Table of ContDocument154 pagesTech Spec & Method of Measurement Batcoda With Table of Contmearig22293% (27)
- Standard Const Material SpecDocument320 pagesStandard Const Material SpecElin IrhamnaNo ratings yet
- Carbonel, Michael 2020Document4 pagesCarbonel, Michael 2020Kyla CarbonelNo ratings yet