You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Saudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 MechDocument12 pagesSaudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 Mechaamirapi100% (1)
- Astm - D573.25993Document6 pagesAstm - D573.25993Bryan de BarrosNo ratings yet
- Put Call ParityDocument37 pagesPut Call ParityVaidyanathan Ravichandran100% (1)
- SATIP-X-400-01 Rev 5Document3 pagesSATIP-X-400-01 Rev 5aamirapiNo ratings yet
- Refractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-ADocument107 pagesRefractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-Aaamirapi100% (2)
- SAIC-X-3002 Rev 5Document3 pagesSAIC-X-3002 Rev 5aamirapiNo ratings yet
- Saudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechDocument5 pagesSaudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechaamirapiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistaamirapiNo ratings yet
- Saic N 2036Document6 pagesSaic N 2036aamirapiNo ratings yet
- Saudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechDocument1 pageSaudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechaamirapiNo ratings yet
- Saic N 2034Document4 pagesSaic N 2034aamirapiNo ratings yet
- Saic N 2034Document4 pagesSaic N 2034aamirapiNo ratings yet
- Saes N 140Document10 pagesSaes N 140aamirapiNo ratings yet
- Saic N 2037Document5 pagesSaic N 2037aamirapiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saes N 120Document13 pagesSaes N 120aamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic N 2031Document4 pagesSaic N 2031aamirapi100% (1)
- Saic N 2033Document5 pagesSaic N 2033aamirapiNo ratings yet
- Saic N 2029Document6 pagesSaic N 2029aamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic N 2028Document4 pagesSaic N 2028aamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument7 pagesSaudi Aramco Inspection ChecklistaamirapiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklistaamirapi100% (2)
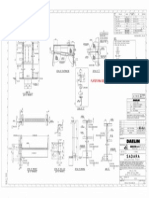
- Daelim: General NotesDocument1 pageDaelim: General NotesaamirapiNo ratings yet
- Saes N 110Document17 pagesSaes N 110aamirapi100% (1)
- Test - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignDocument1 pageTest - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignaamirapiNo ratings yet
- Saes N 100Document16 pagesSaes N 100aamirapiNo ratings yet
- MD4 203 D 7150 340 9003 009 - AwcDocument1 pageMD4 203 D 7150 340 9003 009 - AwcaamirapiNo ratings yet
- Plateform Deleted Hence This Gate Also Not RequiredDocument1 pagePlateform Deleted Hence This Gate Also Not RequiredaamirapiNo ratings yet
- Physical Quantities and Unit: 9th GradeDocument28 pagesPhysical Quantities and Unit: 9th GradeAlexanderNo ratings yet
- Sample Paper III (Science) - Question PaperDocument21 pagesSample Paper III (Science) - Question Paperfathima MiranNo ratings yet
- CREEP AND FATIGUE FAILURE ANALYSIS OF TURBINE BLADE REPORT-2 (Final)Document28 pagesCREEP AND FATIGUE FAILURE ANALYSIS OF TURBINE BLADE REPORT-2 (Final)akshithaNo ratings yet
- Multiple Choice Questions (The Answers Are Provided After The Last Question.)Document6 pagesMultiple Choice Questions (The Answers Are Provided After The Last Question.)VijendraNo ratings yet
- The Power of Adventure in Your Hand: Product Catalog Volume 4 2019Document20 pagesThe Power of Adventure in Your Hand: Product Catalog Volume 4 2019Michael ShelbyNo ratings yet
- 3 Perform Industry CalculationsDocument90 pages3 Perform Industry CalculationsRobinson ConcordiaNo ratings yet
- Computer Dictionary PDFDocument95 pagesComputer Dictionary PDFMarjenneilNo ratings yet
- Form 1 ExercisesDocument160 pagesForm 1 Exerciseskays MNo ratings yet
- Beginners Tutorial: Issue Status/Number - 1.0 Issue Date - 10 November, 2002Document17 pagesBeginners Tutorial: Issue Status/Number - 1.0 Issue Date - 10 November, 2002nathulalusaNo ratings yet
- Kids Curriculum BreakdownDocument6 pagesKids Curriculum BreakdownSuniel ChhetriNo ratings yet
- Presentation5 EV ArchitectureDocument26 pagesPresentation5 EV ArchitectureJAYKUMAR MUKESHBHAI THAKORNo ratings yet
- PR100 BrochureDocument28 pagesPR100 Brochuregus289No ratings yet
- Real Time Operating SystemsDocument15 pagesReal Time Operating SystemsSaro VrsNo ratings yet
- 417 Model E Alarm Check ValvesDocument4 pages417 Model E Alarm Check ValvesM Kumar MarimuthuNo ratings yet
- 2nd Grading LAA Grade 10Document54 pages2nd Grading LAA Grade 10Urduja Kyle OdiacerNo ratings yet
- Lecture 5Document35 pagesLecture 5MAHAMA SADIKNo ratings yet
- International Marketing-Assignment No. 01Document36 pagesInternational Marketing-Assignment No. 01Faisal Shahzad60% (5)
- OcrDocument16 pagesOcrBeena JaiswalNo ratings yet
- Soiling Rates of PV Modules vs. Thermopile PyranometersDocument3 pagesSoiling Rates of PV Modules vs. Thermopile PyranometersAbdul Mohid SheikhNo ratings yet
- W.R. Klemm (Auth.) - Atoms of Mind - The - Ghost in The Machine - Materializes-Springer Netherlands (2011)Document371 pagesW.R. Klemm (Auth.) - Atoms of Mind - The - Ghost in The Machine - Materializes-Springer Netherlands (2011)El equipo de Genesis ProjectNo ratings yet
- Fil Mur Filter FM Alt P61e5Document23 pagesFil Mur Filter FM Alt P61e5ALlan ABiangNo ratings yet
- Programming For Problem SolvingDocument5 pagesProgramming For Problem SolvingAPOLLO Sem 4 I.T.No ratings yet
- Fahad H. Ahmad (+92 323 509 4443) : Kinetic Particle Theory (5070 Multiple Choice Questions)Document51 pagesFahad H. Ahmad (+92 323 509 4443) : Kinetic Particle Theory (5070 Multiple Choice Questions)Ali AshrafNo ratings yet
- The Guitar in The Sixteenth CenturyDocument16 pagesThe Guitar in The Sixteenth CenturyPat BrandtNo ratings yet
- Application Note Usrp and HDSDR Spectrum MonitoringDocument14 pagesApplication Note Usrp and HDSDR Spectrum MonitoringcaraboyNo ratings yet
- Ata 34 Navigation 2Document69 pagesAta 34 Navigation 2omarmasaquizaNo ratings yet
- Honda IDSI SM - 5 PDFDocument14 pagesHonda IDSI SM - 5 PDFauto projectNo ratings yet
- Mathematics GR 11 Paper 2Document13 pagesMathematics GR 11 Paper 2ora mashaNo ratings yet