You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- TCL011 - SGD - V4 (Mech Principle)Document58 pagesTCL011 - SGD - V4 (Mech Principle)Jet acostaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- WCB Iso90001 Certified Slewing Bearing Ring For Forestry EquipmentDocument119 pagesWCB Iso90001 Certified Slewing Bearing Ring For Forestry EquipmentWCB BEARING100% (1)
- Is 4622Document24 pagesIs 4622Ashish SharmaNo ratings yet
- Rolling Element Bearing Failure AnalysisDocument4 pagesRolling Element Bearing Failure AnalysisYanuar KrisnahadiNo ratings yet
- Em - 1110 2 2610Document652 pagesEm - 1110 2 2610David LeviNo ratings yet
- Ansi B16-104Document1 pageAnsi B16-104Monica Suarez100% (1)
- NSK Bearing DoctorDocument40 pagesNSK Bearing DoctorforoNo ratings yet
- Parts List 38 269 22 95: Helical-Bevel Gear Unit KA107, KH107, KV107, KT107, KA107B, KH107B, KV107B, KT107BDocument4 pagesParts List 38 269 22 95: Helical-Bevel Gear Unit KA107, KH107, KV107, KT107, KA107B, KH107B, KV107B, KT107BFotografia PopularNo ratings yet
- BearingsDocument63 pagesBearingsYeabsraNo ratings yet
- Abb MotorDocument172 pagesAbb Motoreng_hopaNo ratings yet
- SKF Reliability MaintenanceInstitute Courses PDFDocument26 pagesSKF Reliability MaintenanceInstitute Courses PDFelbusharieltaher1261No ratings yet
- RolamentosDocument340 pagesRolamentosem07150No ratings yet
- Review On Development of Polypropylene Manufacturing ProcessDocument11 pagesReview On Development of Polypropylene Manufacturing ProcessShweta Yadav100% (1)
- Studies On Drying Kinetics of Solids in A Rotary DryerDocument6 pagesStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- Proper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreDocument9 pagesProper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreVinh Do ThanhNo ratings yet
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocument12 pagesAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- NPK-15 8 15Document5 pagesNPK-15 8 15Vinh Do ThanhNo ratings yet
- Effects of Drying Parameters On Heat Transfer During DryingDocument13 pagesEffects of Drying Parameters On Heat Transfer During DryingVinh Do ThanhNo ratings yet
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocument8 pagesModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNo ratings yet
- Modelling and Simulation of A Direct Contact Rotary DryerDocument16 pagesModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNo ratings yet
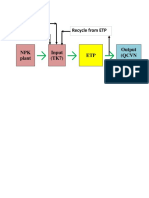
- Recycle From ETP Make Up H2O DAP, UreaDocument1 pageRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNo ratings yet
- The Heart of Operations - World Cement - 02-2015Document4 pagesThe Heart of Operations - World Cement - 02-2015fetniNo ratings yet
- Tinh Luong Nuoc Bay HoiDocument22 pagesTinh Luong Nuoc Bay HoiVinh Do ThanhNo ratings yet
- Dryer CalculationsDocument4 pagesDryer CalculationsVinh Do Thanh0% (1)
- Aoac - Methods.1.1990. MoistureDocument2 pagesAoac - Methods.1.1990. MoistureVinh Do ThanhNo ratings yet
- Multi-Use Chair DesignDocument7 pagesMulti-Use Chair DesignVinh Do ThanhNo ratings yet
- PEP Report 267A: Ihs ChemicalDocument8 pagesPEP Report 267A: Ihs ChemicalVinh Do ThanhNo ratings yet
- 1 0ProjectManagementProceduresDocument8 pages1 0ProjectManagementProceduresRamiesRahmanNo ratings yet
- CRACKER A PC Based Simulator For Industr PDFDocument6 pagesCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNo ratings yet
- Equivalent Grades of Cast IronsDocument2 pagesEquivalent Grades of Cast IronsVinh Do ThanhNo ratings yet
- Natural Evaporation RateDocument16 pagesNatural Evaporation RateVinh Do ThanhNo ratings yet
- Metal Price IndexDocument1 pageMetal Price IndexVinh Do ThanhNo ratings yet
- Mau Giay Uy Quyen Bang Tieng AnhDocument3 pagesMau Giay Uy Quyen Bang Tieng AnhVinh Do ThanhNo ratings yet
- DRS 279-2015 Organic Fertilizer - SpecificationDocument17 pagesDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNo ratings yet
- Estimating Evaporation From Water SurfacesDocument27 pagesEstimating Evaporation From Water SurfacesVinh Do ThanhNo ratings yet
- How To Calculate Heat Load - 5 StepsDocument1 pageHow To Calculate Heat Load - 5 StepsVinh Do ThanhNo ratings yet
- Optimization of Wall Thickness For Minimum Heat LossesDocument9 pagesOptimization of Wall Thickness For Minimum Heat LossesVinh Do ThanhNo ratings yet
- How To Calculate Heat Load - 5 StepsDocument1 pageHow To Calculate Heat Load - 5 StepsVinh Do ThanhNo ratings yet
- Investigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyDocument5 pagesInvestigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyradanpetricaNo ratings yet
- Bang Catalog Bac Dan NSKDocument0 pagesBang Catalog Bac Dan NSKsariobaoNo ratings yet
- Dodge Unified SAF HousingsDocument114 pagesDodge Unified SAF Housingsgrupa2904No ratings yet
- Presentation of English (1) Henry y Harold.Document22 pagesPresentation of English (1) Henry y Harold.Henry Leonel GarciaNo ratings yet
- Schaffler FAG Bearings Tpi 008 de enDocument116 pagesSchaffler FAG Bearings Tpi 008 de enjohn kasichNo ratings yet
- Clark Seal & BearingDocument10 pagesClark Seal & BearingRaymond VoldinoNo ratings yet
- IPM Bit TechnologyDocument70 pagesIPM Bit Technologyamin peyvandNo ratings yet
- Group 12 Constant Mesh GearboxDocument74 pagesGroup 12 Constant Mesh GearboxBirhanu Asfaw100% (3)
- Lubricants For The Textile IndustryDocument44 pagesLubricants For The Textile IndustryMario MullerNo ratings yet
- Why choose CNB bearings: Customized, factory direct, quality assuranceDocument61 pagesWhy choose CNB bearings: Customized, factory direct, quality assuranceNguyen HungNo ratings yet
- 4.horizontal Motor Bearings - Lubrication - Vibration Monitoring-MillerDocument28 pages4.horizontal Motor Bearings - Lubrication - Vibration Monitoring-MillerJairoQuirozGomezNo ratings yet
- Mercosur - India: ANNEX I - MERCOSUR's Offer List To IndiaDocument15 pagesMercosur - India: ANNEX I - MERCOSUR's Offer List To Indiaapi-3736392No ratings yet
- AMK Bearing CatalogueDocument73 pagesAMK Bearing CatalogueManish Kr ShyamsukhaNo ratings yet
- LF90D-2007-168 & UpDocument318 pagesLF90D-2007-168 & UpCARLOS JOAQUIN CERNA VARGASNo ratings yet
- Phosphate Brochure WebDocument12 pagesPhosphate Brochure Webshazz_28No ratings yet
- MAS Training Courses 2020Document11 pagesMAS Training Courses 2020Mohamed ElnahNo ratings yet
- 1.1 Roller With Brush:: Fig3.1: Design of BrushDocument7 pages1.1 Roller With Brush:: Fig3.1: Design of Brush19-317 rohit PalleNo ratings yet
- Rolling Contact Fatigue Resistance of Hard Coatings On Bearing SteelsDocument24 pagesRolling Contact Fatigue Resistance of Hard Coatings On Bearing Steelsmans2014No ratings yet
- Planar Stages 2022 - RemovedDocument26 pagesPlanar Stages 2022 - Removedakbar raizoNo ratings yet
- SERVOMECH Bevel Gearboxes Catalogue 01 12 PDFDocument52 pagesSERVOMECH Bevel Gearboxes Catalogue 01 12 PDFtapas ranjan jena0% (1)