You might also like
- Atr Normal ProceduresDocument29 pagesAtr Normal ProceduresZbor Zbor100% (1)
- Regole Di Comunicazione ATCDocument37 pagesRegole Di Comunicazione ATCPier Paolo Berton GiachettiNo ratings yet
- Intercept Course - NGDocument1 pageIntercept Course - NGZbor ZborNo ratings yet
- İnstrumentDocument103 pagesİnstrumentZbor Zbor100% (1)
- QDB 15 MeteorologyDocument233 pagesQDB 15 MeteorologyZbor Zbor100% (4)
- Electronic Fundamentals: B) The Active ElementDocument45 pagesElectronic Fundamentals: B) The Active ElementZbor ZborNo ratings yet
- ATPL Ops Operational ProceduresDocument19 pagesATPL Ops Operational ProceduresZbor ZborNo ratings yet
- Electronic Fundamentals: B) The Active ElementDocument45 pagesElectronic Fundamentals: B) The Active ElementZbor ZborNo ratings yet
- Module 6Document58 pagesModule 6Zbor ZborNo ratings yet
- Module 13Document119 pagesModule 13Zbor Zbor100% (2)
- Mathematics: A) Positive InfinityDocument37 pagesMathematics: A) Positive InfinityZbor ZborNo ratings yet
- Module 3Document96 pagesModule 3Zbor Zbor100% (2)
- GFB 1Document472 pagesGFB 1Zbor Zbor100% (1)
- London Gatwick Ils/Dme Rwy 08R Instrument Approach Chart - IcaoDocument1 pageLondon Gatwick Ils/Dme Rwy 08R Instrument Approach Chart - IcaoZbor ZborNo ratings yet
- Module 13Document119 pagesModule 13Zbor ZborNo ratings yet
- Module 14Document17 pagesModule 14Zbor ZborNo ratings yet
- London Gatwick Hardy/Bogna Standard Departure Chart - Instrument (Sid) - IcaoDocument1 pageLondon Gatwick Hardy/Bogna Standard Departure Chart - Instrument (Sid) - IcaoZbor ZborNo ratings yet
- EGGLDocument1 pageEGGLZbor ZborNo ratings yet
- EG AD 2 EGKK 6-3 en 2011-07-28Document1 pageEG AD 2 EGKK 6-3 en 2011-07-28Zbor ZborNo ratings yet
- London Gatwick Ils/Dme Rwy 26L Instrument Approach Chart - IcaoDocument1 pageLondon Gatwick Ils/Dme Rwy 26L Instrument Approach Chart - IcaoZbor ZborNo ratings yet
- Wizz Air Recruitment GuideDocument25 pagesWizz Air Recruitment GuideAnonymous 4rEDPV5100% (2)
- ATA 70 CFM56 B2: A318/19/20/21 Single Aisle FamilyDocument86 pagesATA 70 CFM56 B2: A318/19/20/21 Single Aisle FamilyZbor ZborNo ratings yet
- Airbus A320 Family CB List and ResetsDocument30 pagesAirbus A320 Family CB List and ResetsZbor ZborNo ratings yet
- Chapter 21 - Water and Waste Systems: REV 3, May 03/05Document12 pagesChapter 21 - Water and Waste Systems: REV 3, May 03/05Zbor ZborNo ratings yet
- F100-Key Facts (v3-07)Document123 pagesF100-Key Facts (v3-07)Zbor Zbor100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
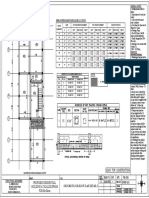
- G.f.roof Beam & Slab DetailDocument1 pageG.f.roof Beam & Slab Detailahmad anasNo ratings yet
- Roadmap Video: Answer KeyDocument4 pagesRoadmap Video: Answer KeyMaria JuneNo ratings yet
- Open Cholecystectomy ReportDocument7 pagesOpen Cholecystectomy ReportjosephcloudNo ratings yet
- Gintex DSDocument1 pageGintex DSRaihanulKabirNo ratings yet
- Faculty Based Bank Written PDFDocument85 pagesFaculty Based Bank Written PDFTamim HossainNo ratings yet
- Earth As A PlanetDocument60 pagesEarth As A PlanetR AmravatiwalaNo ratings yet
- 2017 LT4 Wiring DiagramDocument10 pages2017 LT4 Wiring DiagramThomasNo ratings yet
- Wa0016Document3 pagesWa0016Vinay DahiyaNo ratings yet
- Aliant Ommunications: VCL-2709, IEEE C37.94 To E1 ConverterDocument2 pagesAliant Ommunications: VCL-2709, IEEE C37.94 To E1 ConverterConstantin UdreaNo ratings yet
- Generic 5S ChecklistDocument2 pagesGeneric 5S Checklistswamireddy100% (1)
- B65a RRH2x40-4R UHGC SPDocument71 pagesB65a RRH2x40-4R UHGC SPNicolás RuedaNo ratings yet
- Cooling SistemadeRefrigeracion RefroidissementDocument124 pagesCooling SistemadeRefrigeracion RefroidissementPacoNo ratings yet
- Assistive TechnologyDocument3 pagesAssistive Technologyapi-547693573No ratings yet
- Deloitte Uk Mining and Metals DecarbonizationDocument10 pagesDeloitte Uk Mining and Metals DecarbonizationfpreuscheNo ratings yet
- Project PlanDocument55 pagesProject PlanAlfredo SbNo ratings yet
- PowderCoatingResins ProductGuide 0Document20 pagesPowderCoatingResins ProductGuide 0zizitroNo ratings yet
- Assignment 2: Loan Submission For Equipment FinanceDocument6 pagesAssignment 2: Loan Submission For Equipment FinanceIT'S SIMPLENo ratings yet
- BlackCat ManualDocument14 pagesBlackCat ManualNestor Marquez-DiazNo ratings yet
- UIP ResumeDocument1 pageUIP ResumeannabellauwinezaNo ratings yet
- Polikanov 2019-05-14 Curriculum Vitae YuryDocument6 pagesPolikanov 2019-05-14 Curriculum Vitae Yuryapi-460295531No ratings yet
- Artesunat Injection 2009Document4 pagesArtesunat Injection 2009Franca ImadiyiNo ratings yet
- Fittings: Fitting Buying GuideDocument2 pagesFittings: Fitting Buying GuideAaron FonsecaNo ratings yet
- Cooling Tower (Genius)Document7 pagesCooling Tower (Genius)JeghiNo ratings yet
- LWT - Food Science and Technology: A A B ADocument6 pagesLWT - Food Science and Technology: A A B ACarlos BispoNo ratings yet
- KhanIzh - FGI Life - Offer Letter - V1 - Signed - 20220113154558Document6 pagesKhanIzh - FGI Life - Offer Letter - V1 - Signed - 20220113154558Izharul HaqueNo ratings yet
- Pet 402Document1 pagePet 402quoctuanNo ratings yet
- Buddahism ReportDocument36 pagesBuddahism Reportlaica andalNo ratings yet
- TC 000104 - VSL MadhavaramDocument1 pageTC 000104 - VSL MadhavaramMK BALANo ratings yet
- AppendicitisDocument7 pagesAppendicitisTim LuoNo ratings yet
- Mental Status ExaminationDocument34 pagesMental Status Examinationkimbomd100% (2)