You might also like
- Flexible PackagingDocument16 pagesFlexible Packagingdreamwakeman100% (1)
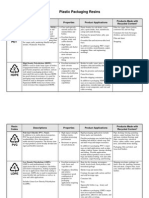
- Plastic Resin Codes PDFDocument3 pagesPlastic Resin Codes PDFPacoNo ratings yet
- Plastic Blow MoldingDocument6 pagesPlastic Blow MoldinggamoetNo ratings yet
- Blow Mould DesignDocument75 pagesBlow Mould DesignKamal Krishna Kashyap100% (1)
- Portfolio - Daniela HolfeltzDocument10 pagesPortfolio - Daniela HolfeltzdreamwakemanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Stress Analysis Bolted JointDocument11 pagesStress Analysis Bolted JointGustavoYippeekayyayGusNo ratings yet
- Lect3 - 2020 SEM2 1920Document25 pagesLect3 - 2020 SEM2 1920Praven KumarNo ratings yet
- 3P04 Tutorial 1 SensorFlow 2008Document28 pages3P04 Tutorial 1 SensorFlow 2008Khaled KamalNo ratings yet
- Hydraulic FittingsDocument411 pagesHydraulic Fittingspaolomoreano88No ratings yet
- Cup 04 HSP Uk Web PDFDocument2 pagesCup 04 HSP Uk Web PDFcasda73No ratings yet
- ISO 9001 Certified U4.70-U4.250 Series Oil-Flooded Vacuum PumpsDocument4 pagesISO 9001 Certified U4.70-U4.250 Series Oil-Flooded Vacuum PumpsAndy MulyonoNo ratings yet
- To11c5 e 00 PDFDocument526 pagesTo11c5 e 00 PDFGradimir MilanovicNo ratings yet
- Pipe 02: by TRC - Tiger's Review CenterDocument119 pagesPipe 02: by TRC - Tiger's Review Centerkristan7No ratings yet
- ds511 Specification Sheet EnglishDocument4 pagesds511 Specification Sheet EnglishAntonio BocanegraNo ratings yet
- Tutorial 5Document6 pagesTutorial 5Mohammad Asri ChristopherNo ratings yet
- Thermodynamics Basics and First LawDocument22 pagesThermodynamics Basics and First LawDamo Daran GNo ratings yet
- Road Crossing Method of StatementDocument4 pagesRoad Crossing Method of StatementKo Zay100% (1)
- Parts List for 196000-5172 Fuel Pump AssemblyDocument5 pagesParts List for 196000-5172 Fuel Pump AssemblyEdinson Ariel Chavarro QuinteroNo ratings yet
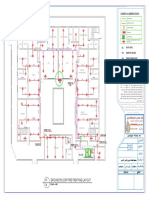
- Ground Floor Fire Fighting Layout: Legends & AbbreviationsDocument1 pageGround Floor Fire Fighting Layout: Legends & Abbreviationsahmad almasriNo ratings yet
- Training ProjectDocument43 pagesTraining ProjectlokeshkrkushwahaNo ratings yet
- Printable Flashcard On API 570 Flashcards - Free Flash CardsDocument3 pagesPrintable Flashcard On API 570 Flashcards - Free Flash Cardstipu321No ratings yet
- Mechanics of Material Lab ManualDocument64 pagesMechanics of Material Lab ManualMOAZNo ratings yet
- DSS Site Visit ReportDocument13 pagesDSS Site Visit Report39 - Deep MandokarNo ratings yet
- PC W130B 02 EUDocument100 pagesPC W130B 02 EUОблачноNo ratings yet
- Innovex Lead Seal Casing Patch March2022a-1Document10 pagesInnovex Lead Seal Casing Patch March2022a-1Christian MatteoNo ratings yet
- Engine Controls Schematics (Delphi ECM - FX3)Document9 pagesEngine Controls Schematics (Delphi ECM - FX3)Data TécnicaNo ratings yet
- TOOLSDocument5 pagesTOOLSLoraine SenilloNo ratings yet
- Valves CatalogueDocument33 pagesValves CatalogueDheeraj ThakurNo ratings yet
- Naza Ria Rover KV6 Engine Cam Marking Manual PDFDocument7 pagesNaza Ria Rover KV6 Engine Cam Marking Manual PDFAdrian PhillipsNo ratings yet
- Soalan: Airplane Wings Are Shaped To Make Air Move Faster Over The Top of The Wing. When Air MovesDocument5 pagesSoalan: Airplane Wings Are Shaped To Make Air Move Faster Over The Top of The Wing. When Air MovesHaniZs ShuhadaNo ratings yet
- Guide Rings: Fcs Fluoro Carbon Seals PVT LTDDocument2 pagesGuide Rings: Fcs Fluoro Carbon Seals PVT LTDvikram velayuthamNo ratings yet
- Volvo XC70 L5-2.5T ManualDocument9,721 pagesVolvo XC70 L5-2.5T Manualwllopez75% (4)
- Toward A Consistent Design of Structural Concrete: Pci Journal May 1987Document10 pagesToward A Consistent Design of Structural Concrete: Pci Journal May 1987Hanif NugrohoNo ratings yet
- Properties of Fluids ExplainedDocument13 pagesProperties of Fluids ExplainedGie Andal0% (3)
- 9991013Document16 pages9991013dsn_sarmaNo ratings yet