You might also like
- Repair and recut threads with Doosan eZ Guide iDocument11 pagesRepair and recut threads with Doosan eZ Guide iAnonymous 6d3EkEwlMNo ratings yet
- Doosan Infracore EZ Guide-I Programming For Lathe.Document108 pagesDoosan Infracore EZ Guide-I Programming For Lathe.JohnPaulSmith1100% (1)
- Ponz Controller Fanuc Oi PF ManualDocument89 pagesPonz Controller Fanuc Oi PF ManualRose Ann C. RofuliNo ratings yet
- Alpha S Ia e 07 PDFDocument42 pagesAlpha S Ia e 07 PDFNoemiaNo ratings yet
- CNC Pilot 640: User's ManualDocument619 pagesCNC Pilot 640: User's ManualcioparNo ratings yet
- 38M21C-1809EN Instruction ManualDocument396 pages38M21C-1809EN Instruction ManualCoptil NicolaeNo ratings yet
- OPERATION MANUAL SR-20R IV Type B cz.2Document300 pagesOPERATION MANUAL SR-20R IV Type B cz.2slawekudNo ratings yet
- M-codes explainedDocument19 pagesM-codes explaineddevinNo ratings yet
- M800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFDocument780 pagesM800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFXavier TorrasNo ratings yet
- V55 Maintenance 5Document5 pagesV55 Maintenance 5วรพงษ์ กอชัชวาลNo ratings yet
- Puma Work Ejector Tip ReplacementDocument3 pagesPuma Work Ejector Tip ReplacementpaulNo ratings yet
- Turm Mate ManualDocument292 pagesTurm Mate Manualanniyan009No ratings yet
- Mori Seiki GM CodeDocument10 pagesMori Seiki GM CodevusvusNo ratings yet
- Mori - ATC38 - 50 Installation - Maintenance Manual PDFDocument54 pagesMori - ATC38 - 50 Installation - Maintenance Manual PDFTheo SouzaNo ratings yet
- NC Guide ProDocument4 pagesNC Guide ProBhupesh Kumar100% (2)
- Manual Guide I CNC Milling Made Easy ManualDocument126 pagesManual Guide I CNC Milling Made Easy ManualJasminNo ratings yet
- CNC Lathe CrownDocument93 pagesCNC Lathe CrownReynaldo Antonio MarcosNo ratings yet
- Руководство пользователя V600Document119 pagesРуководство пользователя V600Marković AlexandarNo ratings yet
- 004 Basic Bop Lea312 AstDocument188 pages004 Basic Bop Lea312 AstKITTICHAI100% (1)
- Alignment of The Tool Turret MT-HT-E en V2xDocument10 pagesAlignment of The Tool Turret MT-HT-E en V2xAdnan MehmoodNo ratings yet
- Mori Seiki ZT 1000 y enDocument16 pagesMori Seiki ZT 1000 y enOswald muñoz100% (1)
- DD322148000C PDFDocument13 pagesDD322148000C PDFEdimilson RodriguesNo ratings yet
- Operator's ManualDocument405 pagesOperator's ManualParamasivam VeerappanNo ratings yet
- GSK980TDb Turning CNC System User ManualDocument41 pagesGSK980TDb Turning CNC System User ManualJean Carlos Fabián LeónNo ratings yet
- Easy Guide Programming Manual For Mc.Document55 pagesEasy Guide Programming Manual For Mc.JohnPaulSmith1No ratings yet
- 65264EN Servo Tuning Alfa - FanucDocument58 pages65264EN Servo Tuning Alfa - FanucpkrkaranNo ratings yet
- Makino STL Cam PDFDocument98 pagesMakino STL Cam PDFberri23No ratings yet
- Yasnac MX-1Document252 pagesYasnac MX-1DOBJANNo ratings yet
- 63003en1.PDF FanucDocument1,467 pages63003en1.PDF FanucAmauriGarciaNo ratings yet
- Lathe MachiningDocument207 pagesLathe MachiningClode23No ratings yet
- Tool Load For MC-APP2008-003Document16 pagesTool Load For MC-APP2008-003jon doughNo ratings yet
- The First Step of SERVO GUIDE PDFDocument58 pagesThe First Step of SERVO GUIDE PDFVladimirAgeevNo ratings yet
- Gv-2500 (Vtl-3200) Operation Manual 01verDocument195 pagesGv-2500 (Vtl-3200) Operation Manual 01versunhuynhNo ratings yet
- Doosan Puma MX Series PDFDocument68 pagesDoosan Puma MX Series PDFGuillermo RamirezNo ratings yet
- Turn Mate I Operator's ManualDocument322 pagesTurn Mate I Operator's ManualAnirban PalNo ratings yet
- Vt-1150 User ManualDocument22 pagesVt-1150 User ManualAnne RodriguesNo ratings yet
- FanucManuals1793 PDFDocument93 pagesFanucManuals1793 PDFkkcm100% (1)
- FANUC 30i/31i/32i SERIES BOOT SYSTEM APPENDIX C SCREEN AND OPERATION GUIDEDocument6 pagesFANUC 30i/31i/32i SERIES BOOT SYSTEM APPENDIX C SCREEN AND OPERATION GUIDERelu ChiruNo ratings yet
- Custom macro programmingDocument114 pagesCustom macro programmingTL PNo ratings yet
- CNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BDocument15 pagesCNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BFodor Attila BotondNo ratings yet
- B 64304en 3 - 01 - V2008 09 02Document68 pagesB 64304en 3 - 01 - V2008 09 02Ferenc UngváriNo ratings yet
- CNC Programming Workbook For Milling 1aDocument147 pagesCNC Programming Workbook For Milling 1aTruonglana100% (3)
- Sequence of Programming Steps For PartMaker SwissCAMDocument1 pageSequence of Programming Steps For PartMaker SwissCAMshawntsungNo ratings yet
- DNC Operation Management Package PDFDocument120 pagesDNC Operation Management Package PDFVìAi0% (1)
- Makino 3Document90 pagesMakino 3maneesh100% (1)
- MTconnect Installation Manual v2.2.5.0Document106 pagesMTconnect Installation Manual v2.2.5.0sunhuynhNo ratings yet
- ATC Arm Home Position AdjustmentDocument6 pagesATC Arm Home Position AdjustmentVinicius PerondiNo ratings yet
- CNC ProgramiranjeDocument333 pagesCNC ProgramiranjeSimon RisteskiNo ratings yet
- Cincom Evolution Line: Sliding Headstock Type Automatic CNC LatheDocument8 pagesCincom Evolution Line: Sliding Headstock Type Automatic CNC Lathecmgankl100% (1)
- Custom Macro Variable Peck Drilling Cycle MacroDocument2 pagesCustom Macro Variable Peck Drilling Cycle MacroRelu ChiruNo ratings yet
- Doosan HC II SeriesDocument20 pagesDoosan HC II SeriesBow LinNo ratings yet
- Manual Guide: Turning ExamplesDocument116 pagesManual Guide: Turning Examplessavoire et savoire faireNo ratings yet
- FANUC Series 0M-D Machining Center ManualDocument406 pagesFANUC Series 0M-D Machining Center Manualcesar_abdd100% (1)
- ROBOSHOT a-SiA-Series Data SheetsDocument22 pagesROBOSHOT a-SiA-Series Data SheetsHernan LopezNo ratings yet
- Technology of Machine Tools: Electrical Discharge MachiningDocument42 pagesTechnology of Machine Tools: Electrical Discharge Machiningrajamannar322No ratings yet
- General Turning Insert Nomenclature For CNC DummiesDocument4 pagesGeneral Turning Insert Nomenclature For CNC DummiesSumitNo ratings yet
- Fanuc BasicDocument0 pagesFanuc BasicMarco A. Miranda RamírezNo ratings yet
- H4CL T Operation ManualDocument149 pagesH4CL T Operation Manuals_barrios100% (1)
- FANUC GFTE-589-EN - 04 - 101112. Manual Guide I, CNC Turning Made Easy.Document172 pagesFANUC GFTE-589-EN - 04 - 101112. Manual Guide I, CNC Turning Made Easy.JohnPaulSmith100% (6)
- Cnctrain Fanuc0M: CNC Simulation Systems 1995 2010Document51 pagesCnctrain Fanuc0M: CNC Simulation Systems 1995 2010Siti Idah TawhidNo ratings yet
- Mastercam X7 NCI Parameter RefDocument465 pagesMastercam X7 NCI Parameter Refmarkoskitp75% (8)
- Mastercam X7 NCI Parameter RefDocument465 pagesMastercam X7 NCI Parameter Refmarkoskitp75% (8)
- Belotti 5 Axis Post Processor For AlphaCAMDocument31 pagesBelotti 5 Axis Post Processor For AlphaCAMmarkoskitp100% (2)
- Belotti 5 Axis Post Processor For AlphaCAMDocument31 pagesBelotti 5 Axis Post Processor For AlphaCAMmarkoskitp100% (2)
- MoriSeikiSLSeriesProgrammingManual2008PMNLTMSC518I1ENL12002H02 PDFDocument570 pagesMoriSeikiSLSeriesProgrammingManual2008PMNLTMSC518I1ENL12002H02 PDFmarkoskitp100% (3)
- Haas Lathe Programming ManualDocument143 pagesHaas Lathe Programming Manualdoshi78No ratings yet
- Operating A CNC Powered Machine ShopDocument6 pagesOperating A CNC Powered Machine ShopAnonymous PJP78mSxNo ratings yet
- Doosan Puma MX Series BrochureDocument28 pagesDoosan Puma MX Series BrochuremarkoskitpNo ratings yet
- Doosan-Fanuc High Speed ModeDocument2 pagesDoosan-Fanuc High Speed Modemarkoskitp100% (1)
- Doosan Servo Driven Tail Stock MANUAL - ENGDocument5 pagesDoosan Servo Driven Tail Stock MANUAL - ENGmarkoskitp100% (1)
- Retrace Tool Paths with Reverse and Forward ExecutionDocument14 pagesRetrace Tool Paths with Reverse and Forward ExecutionmarkoskitpNo ratings yet
- Fanuc Seria 30,300,31,310,32,320i - ENGDocument568 pagesFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roNo ratings yet
- Communications Instructions for DOOSAN, FANUC ControlsDocument27 pagesCommunications Instructions for DOOSAN, FANUC ControlsmarkoskitpNo ratings yet
- Doosan Puma MX SeriesDocument68 pagesDoosan Puma MX Seriesmarkoskitp100% (1)
- 3.1 From Algae To Terrestrial Plants-Student SheetDocument2 pages3.1 From Algae To Terrestrial Plants-Student Sheeteshaaljamal27No ratings yet
- อัตราภาษีของไทยที่ลดให้เปรูDocument124 pagesอัตราภาษีของไทยที่ลดให้เปรูDante FilhoNo ratings yet
- 3 Valvula Modular Serie 01Document42 pages3 Valvula Modular Serie 01Leandro AguiarNo ratings yet
- Data Biostataplus Sbi2014-EDocument4 pagesData Biostataplus Sbi2014-ELucila Milagros PinillosNo ratings yet
- Instrument To Be CalibratedDocument3 pagesInstrument To Be Calibratedsumit chauhanNo ratings yet
- Chemistry How To Make Stuff PDFDocument184 pagesChemistry How To Make Stuff PDF2967449CEENo ratings yet
- KTS - Sarao.bakus Temple of Eternal FiireDocument176 pagesKTS - Sarao.bakus Temple of Eternal FiireK.T.S. SaraoNo ratings yet
- Dimensions and Relations of The Dentogingival Junction in Humans. Gargiulo 1961Document7 pagesDimensions and Relations of The Dentogingival Junction in Humans. Gargiulo 1961Linda Garcia PNo ratings yet
- Numerical Modelling of Laterally Loaded Piles Captures Field Test ResponseDocument244 pagesNumerical Modelling of Laterally Loaded Piles Captures Field Test ResponseXiang ming GeNo ratings yet
- Tramadol Drug StudyDocument1 pageTramadol Drug Studymilkv82% (11)
- Refraction Through Lenses & Optical Instruments5Document144 pagesRefraction Through Lenses & Optical Instruments5geniusamahNo ratings yet
- Integrating Kuleana Rights and Land Trust PrioritesDocument50 pagesIntegrating Kuleana Rights and Land Trust PrioritesKeala Rodenhurst-JamesNo ratings yet
- Carte Automatic TransmissionsDocument20 pagesCarte Automatic TransmissionsGigelNo ratings yet
- Medication - Safety - v4 Last Update 2015Document81 pagesMedication - Safety - v4 Last Update 2015Retno PalupiNo ratings yet
- Abbey Pain Scale assessment toolDocument2 pagesAbbey Pain Scale assessment toolMuhammad RezgiaNo ratings yet
- Manoeuvrability Final EditedDocument12 pagesManoeuvrability Final EditedSaptarshi BasuNo ratings yet
- Dcom QuestionDocument3 pagesDcom Questionsushant sahooNo ratings yet
- Analytical Mechanics SolutionsDocument193 pagesAnalytical Mechanics SolutionsQuinton Boltin67% (9)
- Reference Design Hardware Guide for EVM CE-2Document7 pagesReference Design Hardware Guide for EVM CE-2Angie FoleyNo ratings yet
- Great Gatsby Study NotesDocument69 pagesGreat Gatsby Study NotesLara Westwood100% (2)
- Horizontal Projectile WSDocument3 pagesHorizontal Projectile WSForsbergPhysicsNo ratings yet
- Overview of Pathophysiology of Hypoxemia and HypoxiaDocument15 pagesOverview of Pathophysiology of Hypoxemia and HypoxiaMARY ANN CAGATANNo ratings yet
- FHM Espana 2010 12 PDFDocument2 pagesFHM Espana 2010 12 PDFBrandenNo ratings yet
- History of Cancer ChemotherapyDocument9 pagesHistory of Cancer ChemotherapyJoydeep MajumdarNo ratings yet
- Regular Manual Cleaning: Mimaki Printer Maintenance and Long-Term Storage OptionsDocument3 pagesRegular Manual Cleaning: Mimaki Printer Maintenance and Long-Term Storage OptionshumbyxNo ratings yet
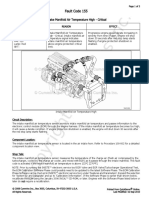
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocument3 pagesFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Niryana Shoola DasaDocument7 pagesNiryana Shoola DasaSuryasukraNo ratings yet
- VCDS Scan Reveals Faults in HVAC, ABS and Transmission SystemsDocument4 pagesVCDS Scan Reveals Faults in HVAC, ABS and Transmission SystemsDan MirceaNo ratings yet
- Vertical Jaw Relation Recording MethodsDocument17 pagesVertical Jaw Relation Recording MethodsHarish VsNo ratings yet
- Mycotoxin Test ProcedureDocument3 pagesMycotoxin Test ProcedureKishenthi KerisnanNo ratings yet