You might also like
- Dry Type Arc Welding MachineDocument11 pagesDry Type Arc Welding MachineIsaac Honny Jnr100% (1)
- Shielded Metal Arc Welding PrinciplesDocument23 pagesShielded Metal Arc Welding PrinciplesSelva Kumar50% (2)
- Low Voltage and LED Architectural Plug-In System by Modular InternationalDocument39 pagesLow Voltage and LED Architectural Plug-In System by Modular InternationalLEDlightingNo ratings yet
- KBSM Arc and Gas Welding Syllabus GuideDocument6 pagesKBSM Arc and Gas Welding Syllabus GuideBoon Khai ChienNo ratings yet
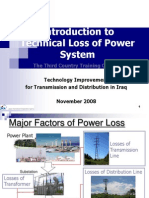
- 3 Introduction To Technical Loss of Power SystemDocument23 pages3 Introduction To Technical Loss of Power SystemاحمدعليNo ratings yet
- BTEC HNC - Control Systems and Automation - Use Laplace Transforms To Determine System ParametersDocument24 pagesBTEC HNC - Control Systems and Automation - Use Laplace Transforms To Determine System ParametersBrendan BurrNo ratings yet
- A.M Lec 2 AlexUniv LoadForecastingDocument26 pagesA.M Lec 2 AlexUniv LoadForecastingWessam EssamNo ratings yet
- 1.circuit Theory IntroductionDocument23 pages1.circuit Theory IntroductionChenthil KumarNo ratings yet
- The Laplace TransformsDocument61 pagesThe Laplace TransformsLouie Shaolin Lungao100% (1)
- Opical Tranducer MaualDocument40 pagesOpical Tranducer MaualhemantecNo ratings yet
- Topic 1) Transistors: Marks 24: IntroductionDocument24 pagesTopic 1) Transistors: Marks 24: IntroductionSudershan Dolli100% (1)
- Comparison of Illumination Survey Data of FieldDocument7 pagesComparison of Illumination Survey Data of FieldEditor IJRITCCNo ratings yet
- Electronics - 1 Lecture 13Document37 pagesElectronics - 1 Lecture 13rizwanspirit11No ratings yet
- Power Electronics Rectifiers (Chapter 3) by BakshiDocument99 pagesPower Electronics Rectifiers (Chapter 3) by BakshiTariq Khan100% (2)
- Introduction to Grinding Process Optimization Using Taguchi MethodsDocument27 pagesIntroduction to Grinding Process Optimization Using Taguchi Methodsranarani2013100% (1)
- Laplace TransformsDocument44 pagesLaplace TransformsSandeep Ravikumar MurthyNo ratings yet
- ECDMDocument9 pagesECDMRobert NayakNo ratings yet
- Solenoids and RelaysDocument15 pagesSolenoids and RelaysJayloyd LaraNo ratings yet
- TransducersDocument66 pagesTransducersAnanya SrivastavaNo ratings yet
- Various Types of Transformers PDFDocument9 pagesVarious Types of Transformers PDFRajNo ratings yet
- Mel311 Part IIDocument165 pagesMel311 Part IIAarsh Vir GuptaNo ratings yet
- Resistive TransducerDocument75 pagesResistive TransducerDhineshSKNo ratings yet
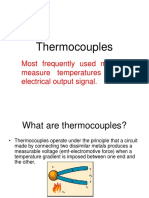
- ThermocouplesDocument21 pagesThermocouplesAusaf ShaikhNo ratings yet
- Resistance ThermometerDocument8 pagesResistance Thermometerapi-263577432100% (1)
- Mechanical MeasurementsDocument3 pagesMechanical MeasurementsneerubandaNo ratings yet
- ComparatorDocument8 pagesComparatorDr. N. S. Sriram100% (1)
- DC Motor Lecture 3Document27 pagesDC Motor Lecture 3Fira tubeNo ratings yet
- Expt No 1Document5 pagesExpt No 1sanjuNo ratings yet
- ME2143 Sensors and Transducers GuideDocument30 pagesME2143 Sensors and Transducers GuideClarence TanNo ratings yet
- Heat Transfer in Concentric Tube Heat ExchangersDocument8 pagesHeat Transfer in Concentric Tube Heat ExchangersUzair MiNo ratings yet
- 9032 Experiment 01Document13 pages9032 Experiment 01Satish KaradeNo ratings yet
- Measuring InstrumentsDocument45 pagesMeasuring InstrumentsRavinder Minhas100% (1)
- Unit IV TransformerDocument31 pagesUnit IV TransformerParikshit SinghNo ratings yet
- Bab 2-DC MOTORDocument35 pagesBab 2-DC MOTORAfieza TumijanNo ratings yet
- Electrical Services and Distribution in BuildingsDocument2 pagesElectrical Services and Distribution in BuildingsAnupriyaSaxenaNo ratings yet
- Step and V-FittingDocument11 pagesStep and V-FittingME Rgukt100% (1)
- JOining ProcessDocument16 pagesJOining Processarun t nNo ratings yet
- Lecture 7 - Sensors & TransducersDocument60 pagesLecture 7 - Sensors & TransducersSceva AquilaNo ratings yet
- An Efficient Approach For Short Term Load ForecastingDocument21 pagesAn Efficient Approach For Short Term Load Forecastinggsaibaba100% (1)
- Temperature MeasurementDocument14 pagesTemperature Measurementarkadjyothiprakash100% (1)
- Engineering Practice Lab Manual Electrical and ElectronicsDocument55 pagesEngineering Practice Lab Manual Electrical and ElectronicsThanix SubramanianNo ratings yet
- Welding Notes RTU KotaDocument65 pagesWelding Notes RTU KotaKushagra JainNo ratings yet
- System of Limits, Fits, Tolerance and Gauging PDFDocument32 pagesSystem of Limits, Fits, Tolerance and Gauging PDFPraveen MohapatraNo ratings yet
- Notes On Handbook of Surface Water Quality ModelingDocument10 pagesNotes On Handbook of Surface Water Quality ModelingSalam Daeng BengoNo ratings yet
- Magneto Optic CurrentDocument20 pagesMagneto Optic Currentjsrilakshmi4272No ratings yet
- Summing AmplifierDocument6 pagesSumming AmplifierAhmed ShaabanNo ratings yet
- RefrigrantsDocument41 pagesRefrigrantsmuthuNo ratings yet
- Sensors and Transducers GuideDocument47 pagesSensors and Transducers GuideAbdul Hakeem Semar KamaluddinNo ratings yet
- Fourier and Laplace TransformationDocument37 pagesFourier and Laplace TransformationBennyNo ratings yet
- Resistive Capacitive TransducerDocument29 pagesResistive Capacitive Transducersai krishnaNo ratings yet
- University Institute of Engineering Department Au-1Document40 pagesUniversity Institute of Engineering Department Au-1Manveer SinghNo ratings yet
- Solar Collector and Measuring DevicesDocument39 pagesSolar Collector and Measuring DevicesNisha JagdishNo ratings yet
- Shielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingDocument50 pagesShielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingRafli RamadhaniNo ratings yet
- Arc Welding AbstractDocument5 pagesArc Welding AbstractotuozegarbaNo ratings yet
- Electric Arc Welding Processes ExplainedDocument28 pagesElectric Arc Welding Processes ExplainedNeelove SharmaNo ratings yet
- Welder ArcDocument6 pagesWelder ArcIgnatious ChinjodziNo ratings yet
- Smaw and Tig WeldingDocument46 pagesSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- Set-Up Welding EquipmentsDocument37 pagesSet-Up Welding EquipmentsEvan Jared L. GalvezNo ratings yet
- CADCAM OverviewDocument1 pageCADCAM OverviewAh TiangNo ratings yet
- JJ303 Report TigDocument10 pagesJJ303 Report TigAh Tiang67% (9)
- JJ308 REPORT Layout and Piping of The Steam Power Plant SystemDocument9 pagesJJ308 REPORT Layout and Piping of The Steam Power Plant SystemAh Tiang86% (7)
- JJ310 STRENGTH OF MATERIAL Chapter 5 (A) Beam DeflectionDocument20 pagesJJ310 STRENGTH OF MATERIAL Chapter 5 (A) Beam DeflectionAh TiangNo ratings yet
- JJ310 STRENGTH OF MATERIAL Chapter 5 (B) Beam DeflectionDocument18 pagesJJ310 STRENGTH OF MATERIAL Chapter 5 (B) Beam DeflectionAh TiangNo ratings yet
- JJ303 Safety of Welding ReportDocument3 pagesJJ303 Safety of Welding ReportAh TiangNo ratings yet
- JJ310 STRENGTH OF MATERIAL Chapter 6 TorsionDocument21 pagesJJ310 STRENGTH OF MATERIAL Chapter 6 TorsionAh Tiang0% (1)
- JJ310 STRENGTH OF MATERIAL Chapter 4 (A) Bending StressDocument16 pagesJJ310 STRENGTH OF MATERIAL Chapter 4 (A) Bending StressAh Tiang50% (2)
- JJ311 MECHANICAL OF MACHINE CH 5 BalancingDocument26 pagesJJ311 MECHANICAL OF MACHINE CH 5 BalancingAh Tiang33% (3)
- JJ310 STRENGTH OF MATERIAL Chapter 3 (A) Shear Force & Bending Moment ADocument22 pagesJJ310 STRENGTH OF MATERIAL Chapter 3 (A) Shear Force & Bending Moment AAh TiangNo ratings yet
- JJ310 STRENGTH OF MATERIAL Chapter 4 (B) Bending StressDocument14 pagesJJ310 STRENGTH OF MATERIAL Chapter 4 (B) Bending StressAh TiangNo ratings yet
- JJ311 Mechanical of Machine CH 6 Belt DriveDocument5 pagesJJ311 Mechanical of Machine CH 6 Belt DriveAh TiangNo ratings yet
- JJ310 STRENGTH OF MATERIAL Chapter 2 Thermal Stresses and Composite BarsDocument20 pagesJJ310 STRENGTH OF MATERIAL Chapter 2 Thermal Stresses and Composite BarsAh Tiang50% (6)
- JJ310 STRENGTH OF MATERIAL Chapter 3 (B) Shear Force & Bending Moment BDocument13 pagesJJ310 STRENGTH OF MATERIAL Chapter 3 (B) Shear Force & Bending Moment BAh TiangNo ratings yet
- JJ310 STRENGTH OF MATERIAL Chapter 1 (B) Forces On MaterialDocument20 pagesJJ310 STRENGTH OF MATERIAL Chapter 1 (B) Forces On MaterialAh TiangNo ratings yet
- Week 6 - Project 3 - Assembly Drawings PDFDocument66 pagesWeek 6 - Project 3 - Assembly Drawings PDFPaco JonesNo ratings yet
- JJ310 STRENGTH OF MATERIAL Chapter 1 (A) Forces On MaterialDocument18 pagesJJ310 STRENGTH OF MATERIAL Chapter 1 (A) Forces On MaterialAh Tiang100% (1)
- JJ311 MECHANICAL OF MACHINE CH 4 FrictionDocument12 pagesJJ311 MECHANICAL OF MACHINE CH 4 FrictionAh Tiang100% (2)
- JJ306 Autodesk Inventor Week 2 - Project 2 - Flange Manifold PartDocument42 pagesJJ306 Autodesk Inventor Week 2 - Project 2 - Flange Manifold PartAh TiangNo ratings yet
- JJ311 MECHANICAL OF MACHINE CH 3 Velocity and Acceleration DiagramDocument31 pagesJJ311 MECHANICAL OF MACHINE CH 3 Velocity and Acceleration DiagramAh Tiang100% (1)
- JJ311 MECHANICAL OF MACHINE CH 2 Simple Harmonic MotionDocument38 pagesJJ311 MECHANICAL OF MACHINE CH 2 Simple Harmonic MotionAh Tiang100% (3)
- JF302 Material Technology Topic 6 PlasticDocument44 pagesJF302 Material Technology Topic 6 PlasticAh TiangNo ratings yet
- JJ306 Autodesk Inventor Week 4 - Project 2 - Assemblies and ConstraintsDocument34 pagesJJ306 Autodesk Inventor Week 4 - Project 2 - Assemblies and ConstraintsAh TiangNo ratings yet
- JJ311 Mechanical of Machine CH 1 HoistDocument15 pagesJJ311 Mechanical of Machine CH 1 HoistAh Tiang100% (3)
- JJ306 Autodesk Inventor Week 6 - Project 2 - Dimensions and AnnotationsDocument36 pagesJJ306 Autodesk Inventor Week 6 - Project 2 - Dimensions and AnnotationsAh TiangNo ratings yet
- Week 6 - Project 1 - Drawing View Creation PDFDocument39 pagesWeek 6 - Project 1 - Drawing View Creation PDFPaco JonesNo ratings yet
- JJ306 Autodesk Inventor Week 2 - Project 3 - Air Cover PartDocument21 pagesJJ306 Autodesk Inventor Week 2 - Project 3 - Air Cover PartAh TiangNo ratings yet
- JF302 Material Technology Topic 5 Corrosion and Non-Ferrous MetalDocument30 pagesJF302 Material Technology Topic 5 Corrosion and Non-Ferrous MetalAh TiangNo ratings yet
- JJ306 Autodesk Inventor Week 2 - Project 1 - Clevis Mount PartDocument31 pagesJJ306 Autodesk Inventor Week 2 - Project 1 - Clevis Mount PartAh TiangNo ratings yet
- JF302 Material Technology Topic 4 Mechanical TestDocument4 pagesJF302 Material Technology Topic 4 Mechanical TestAh TiangNo ratings yet
- SSM SSV Datasheet Wfds745Document2 pagesSSM SSV Datasheet Wfds745Welmi AfdalNo ratings yet
- HVDCDocument21 pagesHVDCsubhankarprusty5259No ratings yet
- Digital Indicator Controller ManualDocument18 pagesDigital Indicator Controller ManualPopa FlorinNo ratings yet
- Double-Input PWM DC DC Converter For High - Low-Voltage SourcesDocument8 pagesDouble-Input PWM DC DC Converter For High - Low-Voltage SourcesOmar JanjuaNo ratings yet
- 580 Manual MMC-153 RV5-9-98Document40 pages580 Manual MMC-153 RV5-9-98Ashly JosephNo ratings yet
- Technology Development in Welding - Orbital Welding: NtroductionDocument6 pagesTechnology Development in Welding - Orbital Welding: NtroductionrubilNo ratings yet
- 8 Candidate Quiz Buzzer Using 8051Document33 pages8 Candidate Quiz Buzzer Using 8051kamalahasanm80% (10)
- ThrombolyserRXC User ManualDocument105 pagesThrombolyserRXC User Manualdantabara75% (4)
- Electrical railway power supply systems: current situation and future trendsDocument15 pagesElectrical railway power supply systems: current situation and future trendsPranjali AgnihotriNo ratings yet
- Department of Electrical Engineering EE363: Power ElectronicsDocument8 pagesDepartment of Electrical Engineering EE363: Power ElectronicsAbrahan ShahzadNo ratings yet
- Power Electronic Module - Chapter 1Document27 pagesPower Electronic Module - Chapter 1jayxcell100% (1)
- SB6000TL 21 Den1420wDocument2 pagesSB6000TL 21 Den1420wEliana CostaNo ratings yet
- Numerical Distance Protection Relay Terminal-CSC 101Document16 pagesNumerical Distance Protection Relay Terminal-CSC 101billymcreal100% (1)
- The Differences Between AC and DC ElectricityDocument2 pagesThe Differences Between AC and DC Electricitymohamed jamaNo ratings yet
- ICIEAPaper Voltage Sags PsimDocument8 pagesICIEAPaper Voltage Sags Psimjefao_MMANo ratings yet
- Analysis of Switched-Capacitor Common-Mode Feedback CircuitDocument12 pagesAnalysis of Switched-Capacitor Common-Mode Feedback CircuitDebopam Banerjee100% (1)
- Data Sheet Compact ControllerDocument12 pagesData Sheet Compact ControllerRizqy LuthfiantoNo ratings yet
- Catalogo - Contactores General ElectricDocument13 pagesCatalogo - Contactores General ElectricoscarNo ratings yet
- Circular 1573640299117 - Tricolite Industry Project ReportDocument38 pagesCircular 1573640299117 - Tricolite Industry Project ReportLevelUp PresentsNo ratings yet
- Dr. Ahmed-Alarashi: Availability of High Voltage Semiconductors Made It Possible To Go For HVDCDocument3 pagesDr. Ahmed-Alarashi: Availability of High Voltage Semiconductors Made It Possible To Go For HVDCAhmedNo ratings yet
- Transformerless Power Supply Electronics ProjectDocument36 pagesTransformerless Power Supply Electronics ProjectIsha MohadikarNo ratings yet
- Single Phase TransformerDocument29 pagesSingle Phase Transformerkaran nirmala gajanan shindeNo ratings yet
- Medlab User Manual Stability ChamberDocument28 pagesMedlab User Manual Stability ChamberVEGA CALIBRATIONSNo ratings yet
- Simulation of AC-DC Step Up and Step Down Converter: B.Partheeban, P.G. ScholarDocument6 pagesSimulation of AC-DC Step Up and Step Down Converter: B.Partheeban, P.G. ScholarVeeramuthu LingamNo ratings yet
- BC00169LDocument20 pagesBC00169Lmathankumar1980No ratings yet
- Geh 6632 EX2100 Excitation Control User's GuideDocument108 pagesGeh 6632 EX2100 Excitation Control User's GuideSupol100% (1)
- Service Manual LCD Monitor Dell 2209WADocument85 pagesService Manual LCD Monitor Dell 2209WAtda8362aNo ratings yet
- HVMotorCtrl PFCKit - HowToRunGuideDocument15 pagesHVMotorCtrl PFCKit - HowToRunGuideRintuMathunniNo ratings yet
- Vumetro Con Peakhold LM 3915Document24 pagesVumetro Con Peakhold LM 3915mariopilarNo ratings yet
- Issues With Hybrid DC to DC Power Converters for NASA SystemsDocument15 pagesIssues With Hybrid DC to DC Power Converters for NASA SystemsAauNo ratings yet