You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Cj2a XDocument26 pagesCj2a Xm606paz100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Cj2a IxDocument27 pagesCj2a Ixm606paz100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- O SectionDocument10 pagesO Sectionm606pazNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- E SectionDocument35 pagesE Sectionm606paz100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Cj2a IvDocument37 pagesCj2a Ivm606paz100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- D SectionDocument30 pagesD Sectionm606pazNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- B SectionDocument9 pagesB Sectionm606pazNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Cj2a ViiDocument29 pagesCj2a Viim606paz100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Q SectionDocument5 pagesQ Sectionm606pazNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- P SectionDocument10 pagesP Sectionm606pazNo ratings yet
- K SectionDocument21 pagesK Sectionm606pazNo ratings yet
- F SectionDocument20 pagesF Sectionm606pazNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- N SectionDocument16 pagesN Sectionm606pazNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- U SectionDocument24 pagesU Sectionm606pazNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- T SectionDocument7 pagesT Sectionm606pazNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- C SectionDocument7 pagesC Sectionm606pazNo ratings yet
- S SectionDocument6 pagesS Sectionm606pazNo ratings yet
- I SectionDocument34 pagesI Sectionm606pazNo ratings yet
- R SectionDocument3 pagesR Sectionm606paz100% (1)
- L SectionDocument2 pagesL Sectionm606pazNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- H SectionDocument6 pagesH Sectionm606pazNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- J SectionDocument7 pagesJ Sectionm606paz100% (1)
- Section IndexDocument1 pageSection Indexm606pazNo ratings yet
- General Data: Subject ParDocument6 pagesGeneral Data: Subject Parm606pazNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- G SectionDocument2 pagesG Sectionm606pazNo ratings yet
- Lantec LW Series Winches Catalog PDFDocument16 pagesLantec LW Series Winches Catalog PDFFareedMohmed100% (1)
- SynchromeshDocument7 pagesSynchromeshZein ElserfyNo ratings yet
- Herald Spitfire VitesseDocument417 pagesHerald Spitfire Vitessefilipko123100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Class 1 Pre-Trip InspectionDocument8 pagesClass 1 Pre-Trip InspectionHårmãñ S ÐhâñøáNo ratings yet
- 5 Classification of Brakes 160217042825Document39 pages5 Classification of Brakes 160217042825manipsg100% (1)
- Brakes ISO Focus 10-06-EDocument4 pagesBrakes ISO Focus 10-06-Evijay9994No ratings yet
- Gilera Stalker 50 - MaintenanceDocument56 pagesGilera Stalker 50 - MaintenanceMegan Read0% (1)
- Installation, Operation and Service Manual for Braden HP125B Hydraulic Recovery WinchDocument37 pagesInstallation, Operation and Service Manual for Braden HP125B Hydraulic Recovery WinchQike FlowersNo ratings yet
- Kobelco CKE1800 ManualDocument4 pagesKobelco CKE1800 Manualgraig2750% (2)
- Article Beginning: Click A Link To View TipDocument67 pagesArticle Beginning: Click A Link To View TipnickgraNo ratings yet
- Draw WorksDocument35 pagesDraw WorksLucica89% (9)
- Corolla Altis Minor ChangeDocument156 pagesCorolla Altis Minor Changedavit eka putraNo ratings yet
- Meritor Parts Failure AnalysisDocument115 pagesMeritor Parts Failure AnalysiskkmechNo ratings yet
- ShivamDocument16 pagesShivamjimitNo ratings yet
- Unsolved Problems On Brakes and ClutchesDocument8 pagesUnsolved Problems On Brakes and ClutchesAuthorized EarthlingNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- STIHL 009, 010, 011 Service Manual GuideDocument52 pagesSTIHL 009, 010, 011 Service Manual Guidehey_hop50% (4)
- thrustor-brakes-CRANE CONTROLDocument7 pagesthrustor-brakes-CRANE CONTROLanjmit sharmaNo ratings yet
- Brake System InspectionDocument6 pagesBrake System Inspectioncarlos pilcoNo ratings yet
- 1510 BrakeDocument3 pages1510 BrakeJohnNo ratings yet
- Brake 1 150205005436 Conversion Gate01Document38 pagesBrake 1 150205005436 Conversion Gate01AbhayNo ratings yet
- Brake System Volvo 1990 240/740/760Document13 pagesBrake System Volvo 1990 240/740/760George_Karinsky100% (1)
- 1948 56 Truck Parts CatalogDocument139 pages1948 56 Truck Parts CatalogBrian-Marti Boatright100% (1)
- 8C100 09 PDFDocument23 pages8C100 09 PDFChristian BedoyaNo ratings yet
- Chp4 2 - BrakesDocument36 pagesChp4 2 - BrakesAzhar BaigNo ratings yet
- Tadano TR150 XL-4Document13 pagesTadano TR150 XL-4swizar pradhan100% (1)
- Air Brake ManualDocument55 pagesAir Brake ManualHilmy Albab ArifanNo ratings yet
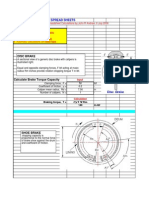
- Brake Design and CalculationDocument2 pagesBrake Design and CalculationDavid Lambert89% (9)
- HTC-8670 - 70T CraneDocument40 pagesHTC-8670 - 70T CraneTaufik SinggihNo ratings yet
- Drum Brake Operating PrinciplesDocument12 pagesDrum Brake Operating Principleskyaw thatNo ratings yet
- Becky Lynch: The Man: Not Your Average Average GirlFrom EverandBecky Lynch: The Man: Not Your Average Average GirlRating: 4.5 out of 5 stars4.5/5 (12)
- Horse Training 101: Key Techniques for Every Horse OwnerFrom EverandHorse Training 101: Key Techniques for Every Horse OwnerRating: 4.5 out of 5 stars4.5/5 (27)
- Crazy for the Storm: A Memoir of SurvivalFrom EverandCrazy for the Storm: A Memoir of SurvivalRating: 3.5 out of 5 stars3.5/5 (217)