You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Steering and Suspension BasicsDocument38 pagesSteering and Suspension Basicsattitude0330100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- GrimmerSchmidt CompressorsDocument43 pagesGrimmerSchmidt CompressorsJulioCalderonOrtiz73% (11)
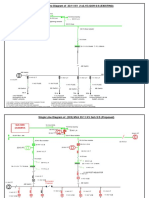
- 33 11KV Substation SLDDocument3 pages33 11KV Substation SLDRajeshYadav100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- VFDDocument23 pagesVFDibnrafeeqNo ratings yet
- TRUCK - Volvos Steer SystemDocument75 pagesTRUCK - Volvos Steer SystemNuttenNo ratings yet
- WARNING SIGNS OF KICKSDocument45 pagesWARNING SIGNS OF KICKSMartin RiwuNo ratings yet
- Heavy Truck StabilityDocument23 pagesHeavy Truck Stabilitymaman96No ratings yet
- Vallalar Kaatiya Gnana NeriDocument114 pagesVallalar Kaatiya Gnana NeriD.Muruganand100% (6)
- Ventilation of The Industrial Environment PDFDocument7 pagesVentilation of The Industrial Environment PDFnelson escuderoNo ratings yet
- Checklist For QCDocument12 pagesChecklist For QCvistalmarlonNo ratings yet
- Longman Communication 3000: A Core Vocabulary List for English LearnersDocument16 pagesLongman Communication 3000: A Core Vocabulary List for English LearnersSarvin1999100% (3)
- The Breaker Failure Protection BFP Schemes in UtilitiesDocument9 pagesThe Breaker Failure Protection BFP Schemes in UtilitiesTrigras Bangun PerkasaNo ratings yet
- Paradeep Refinery Project: A Sunrise Project For A Sunshine FutureDocument35 pagesParadeep Refinery Project: A Sunrise Project For A Sunshine Futuremujeebtalib80% (5)
- The Rigveda Tomo IDocument1,725 pagesThe Rigveda Tomo ITony Miguel Saba SabaNo ratings yet
- The Rigveda Tomo IDocument1,725 pagesThe Rigveda Tomo ITony Miguel Saba SabaNo ratings yet
- The Rigveda Tomo IDocument1,725 pagesThe Rigveda Tomo ITony Miguel Saba SabaNo ratings yet
- Ezstim Ii: Operator'S ManualDocument29 pagesEzstim Ii: Operator'S ManualBabajee NavirajNo ratings yet
- Vallalar KatturaikalDocument141 pagesVallalar Katturaikalskindu20023309100% (1)
- Review of Methods For Energy Harvesting From A Vehicle Suspension SystemDocument26 pagesReview of Methods For Energy Harvesting From A Vehicle Suspension SystemsahayaNo ratings yet
- Design and Testing of Regenerative Suspension SystemDocument6 pagesDesign and Testing of Regenerative Suspension SystemSayed azharNo ratings yet
- Research ArticleDocument13 pagesResearch ArticleozieNo ratings yet
- Vibration Energy Harvesting On Vehicle SuspensionDocument7 pagesVibration Energy Harvesting On Vehicle SuspensionsahayaNo ratings yet
- 10.3934 Mbe.2019314Document21 pages10.3934 Mbe.2019314sahayaNo ratings yet
- Energies: A State-Of-The-Art Review of Car Suspension-Based Piezoelectric Energy Harvesting SystemsDocument39 pagesEnergies: A State-Of-The-Art Review of Car Suspension-Based Piezoelectric Energy Harvesting SystemssahayaNo ratings yet
- Vibration Energy Harvesting in Automotive Suspension System: A Detailed ReviewDocument75 pagesVibration Energy Harvesting in Automotive Suspension System: A Detailed ReviewsahayaNo ratings yet
- Energy Harvesting Using Piezoelectric Transducers: A Review: Journal of Scientific ResearchDocument14 pagesEnergy Harvesting Using Piezoelectric Transducers: A Review: Journal of Scientific ResearchsahayaNo ratings yet
- Linear Actuator Re GenerationDocument6 pagesLinear Actuator Re GenerationEr Chetan BachhavNo ratings yet
- A Review Study On Energy Harvesting Systems For Vehicles: Umut Aksu, Recep HaliciogluDocument9 pagesA Review Study On Energy Harvesting Systems For Vehicles: Umut Aksu, Recep HalicioglusahayaNo ratings yet
- Publi MECH 2130Document14 pagesPubli MECH 2130sahayaNo ratings yet
- English Oxford VoiceDocument1 pageEnglish Oxford VoicesahayaNo ratings yet
- Straightening I PressDocument6 pagesStraightening I PresssahayaNo ratings yet
- New LalaDocument74 pagesNew LalasahayaNo ratings yet
- Vallalar Vaalvil UnmigalDocument71 pagesVallalar Vaalvil UnmigalNon LinearNo ratings yet
- Day 3Document9 pagesDay 3sahayaNo ratings yet
- Daily Readings From The Buddha's Words of WisdomDocument284 pagesDaily Readings From The Buddha's Words of Wisdomsimion100% (2)
- Road Wear From HeavyDocument30 pagesRoad Wear From HeavysahayaNo ratings yet
- Grade 20% VehicleDocument40 pagesGrade 20% VehiclesahayaNo ratings yet
- Kenworth AbilityDocument3 pagesKenworth AbilitysahayaNo ratings yet
- Savonius Wind RotorsDocument7 pagesSavonius Wind RotorssahayaNo ratings yet
- The Petroleum (Refining Conversion Transmission and Midstream Storage) Act 2013Document80 pagesThe Petroleum (Refining Conversion Transmission and Midstream Storage) Act 2013African Centre for Media ExcellenceNo ratings yet
- LED Catalog2020Document61 pagesLED Catalog2020VincentNo ratings yet
- Trane Parts Catalogue 2015Document202 pagesTrane Parts Catalogue 2015Said ZubizaNo ratings yet
- 308.8515.3.4-4 Serie 9 ENDocument40 pages308.8515.3.4-4 Serie 9 ENСергій БоженкоNo ratings yet
- Datasheet GT CT8900Document2 pagesDatasheet GT CT8900Muhammad ImranNo ratings yet
- The SF6 Transition - PresentationDocument16 pagesThe SF6 Transition - Presentationjunior_jazzzNo ratings yet
- ONGC Ar201718Document454 pagesONGC Ar201718Vrind JainNo ratings yet
- Moons of SaturnDocument4 pagesMoons of SaturnjohnNo ratings yet
- 04-Sistema de Refrigeracao PDFDocument26 pages04-Sistema de Refrigeracao PDFFabio MacielNo ratings yet
- An overview of common vehicle indicatorsDocument9 pagesAn overview of common vehicle indicatorsNikhitaNo ratings yet
- IEC Fuses 5x20 Low Breaking Capacity 5ST Time Lag: DimensionsDocument2 pagesIEC Fuses 5x20 Low Breaking Capacity 5ST Time Lag: DimensionsrNo ratings yet
- Cold Light Up Operational ChecklistDocument10 pagesCold Light Up Operational ChecklistIEPL BELANo ratings yet
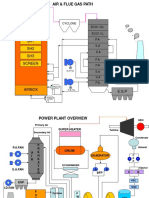
- Air & Flue Gas Path CFBCDocument2 pagesAir & Flue Gas Path CFBCJAY PARIKHNo ratings yet
- ComponentsDocument8 pagesComponentsprbthapa2055No ratings yet
- Siemens Overload RelayDocument6 pagesSiemens Overload Relaykhairalla mohamedNo ratings yet
- The Kinetics of Hydrogen Absorption in Palladium (A - and P-Phase) and Palladium-Silver-AlloysDocument10 pagesThe Kinetics of Hydrogen Absorption in Palladium (A - and P-Phase) and Palladium-Silver-AlloysJose Fernandez AdellNo ratings yet
- Compressed Gas Systems: Ee-527: MicrofabricationDocument34 pagesCompressed Gas Systems: Ee-527: MicrofabricationsambasivammeNo ratings yet
- Catalase TestDocument2 pagesCatalase TestsekaralingamNo ratings yet
- Agenda Dynamics and Policy Subsystems Baumgartner1991Document32 pagesAgenda Dynamics and Policy Subsystems Baumgartner1991Gustavo Decap AgüeroNo ratings yet
- ARKIQUIZDocument53 pagesARKIQUIZJane Louraigne Apilado GabrilloNo ratings yet
- J300, J4ATS, J7ATS Transfer Switches 260, 400, and 600 Amp SizesDocument6 pagesJ300, J4ATS, J7ATS Transfer Switches 260, 400, and 600 Amp SizesMatt PittmanNo ratings yet