You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Load-Bearing Glass Structures PDFDocument16 pagesLoad-Bearing Glass Structures PDFbatteekhNo ratings yet
- Philippine Ecological Solid Waste Management Act of 2000.presentationDocument34 pagesPhilippine Ecological Solid Waste Management Act of 2000.presentationPhie Cueto100% (1)
- Iec60092-350 (Ed2 0) enDocument7 pagesIec60092-350 (Ed2 0) enAzad RahmanNo ratings yet
- Fundamentals of Fluid Flow in Porous MediaDocument336 pagesFundamentals of Fluid Flow in Porous MediaAnderson Portilla BenavidesNo ratings yet
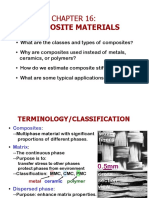
- 10 Chapter 16 Composite MaterialsDocument27 pages10 Chapter 16 Composite MaterialsZain FarhanNo ratings yet
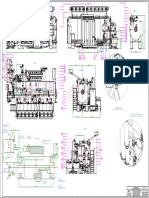
- Installation Drawing 4508-5a-21Document62 pagesInstallation Drawing 4508-5a-21Md.Tipu SultanNo ratings yet
- Method Statement of Static Tension Load Test PLTU Suralaya Jawa 9 & 10 - Page 9 Rev PDFDocument12 pagesMethod Statement of Static Tension Load Test PLTU Suralaya Jawa 9 & 10 - Page 9 Rev PDFFendi Rang TigorNo ratings yet
- Cost-Eff Ective Shoulder Milling Cutter For: High ProductivityDocument16 pagesCost-Eff Ective Shoulder Milling Cutter For: High ProductivityVinicius Sabrina PedroNo ratings yet
- BYK FL-TI1 FloorCoatings enDocument16 pagesBYK FL-TI1 FloorCoatings enKinhNguyenNo ratings yet
- High-Temperature Failure Analysis of 25Cr35NiNb TubeDocument9 pagesHigh-Temperature Failure Analysis of 25Cr35NiNb TubenikkiNo ratings yet
- Water Softener ResinDocument3 pagesWater Softener Resinmkgchem100% (1)
- Slab Luchana Not CuteDocument5 pagesSlab Luchana Not CuteTracy Pelarios IINo ratings yet
- Deltech DK60 and AboveDocument4 pagesDeltech DK60 and Abovesales-admin.bdgNo ratings yet
- Phase Equilibrium Study in The CaODocument5 pagesPhase Equilibrium Study in The CaOsattiricNo ratings yet
- Megha Engineering & Infrastructures LTD: List of Register TechnicalDocument31 pagesMegha Engineering & Infrastructures LTD: List of Register TechnicalLaxmikanta swainNo ratings yet
- Shaft DeflectionDocument15 pagesShaft Deflectionfreek_jamesNo ratings yet
- Geotechnical Engineering IiDocument72 pagesGeotechnical Engineering IiGhail Rivas Gha ILNo ratings yet
- Enviroline 125LV-LT+ds+engDocument4 pagesEnviroline 125LV-LT+ds+engMohamed NouzerNo ratings yet
- PWHT 2.25%Cr SteelDocument37 pagesPWHT 2.25%Cr SteelDaniele CastellaniNo ratings yet
- Pidivyl AS - TDSDocument2 pagesPidivyl AS - TDSLaura Isabel RodriguezNo ratings yet
- Aero HF 585 BDocument2 pagesAero HF 585 Bnauta007No ratings yet
- Kyra - 2 Storey Linked Homes Launch at Bandar Bukit RajaDocument26 pagesKyra - 2 Storey Linked Homes Launch at Bandar Bukit RajaSime Darby PropertyNo ratings yet
- A Comparison of PH Eur and DSP RequirementsDocument4 pagesA Comparison of PH Eur and DSP RequirementsAyoub TofixNo ratings yet
- Analytical ChemistryDocument5 pagesAnalytical ChemistryChristian FloresNo ratings yet
- Recent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4Document12 pagesRecent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4sebjangNo ratings yet
- zg05 1407 PDFDocument29 pageszg05 1407 PDFgiovanni perozziNo ratings yet
- Drawing & Catalogue-Kumwell PDFDocument15 pagesDrawing & Catalogue-Kumwell PDFDevis RipomoNo ratings yet
- Uench Owers: Quench Tower DesignDocument2 pagesUench Owers: Quench Tower Designsamim_khNo ratings yet
- LB Aw Arc SPT - enDocument62 pagesLB Aw Arc SPT - enWaldir Donatti JuniorNo ratings yet
- Cd-17-Major Project Report PDFDocument88 pagesCd-17-Major Project Report PDFRahul Singh Parihar91% (11)