You might also like
- Copper Bus Bar Jointing MethodDocument9 pagesCopper Bus Bar Jointing MethodDheeraj SharmaNo ratings yet
- 5 Copper Busbar Jointing MethodsDocument12 pages5 Copper Busbar Jointing Methodsabdulyunus_amirNo ratings yet
- Metering Panel Design Guideline-Panel Builders-V01Document14 pagesMetering Panel Design Guideline-Panel Builders-V01Renju Radhakrishnapillai0% (1)
- How to Calculate, Size and Select LT CablesDocument57 pagesHow to Calculate, Size and Select LT CablesefrenNo ratings yet
- Temperature RiseDocument31 pagesTemperature Rise2ander100% (3)
- Limitations of Ruling Span Method at HiTempDocument6 pagesLimitations of Ruling Span Method at HiTempbaybarsNo ratings yet
- Busbar Sizing Calculation GuideDocument3 pagesBusbar Sizing Calculation GuideJosé Sánchez100% (1)
- Products CatalogDocument96 pagesProducts CatalogDaniel Uculmana LemaNo ratings yet
- Enlarge View Enlarge View: Key PlanDocument1 pageEnlarge View Enlarge View: Key PlanmuhammadNo ratings yet
- PPC Insulator - Solid CoreDocument16 pagesPPC Insulator - Solid CoreAriel Ghigliotto100% (1)
- Arcing-Test - IEC 61641 - TEST HỒ QUANG ĐIỆNDocument18 pagesArcing-Test - IEC 61641 - TEST HỒ QUANG ĐIỆNnhatvpNo ratings yet
- LDB-PDB CalculationsDocument5 pagesLDB-PDB CalculationsJoshua CmNo ratings yet
- Pfisterer Railway InsulatorsDocument31 pagesPfisterer Railway InsulatorsthangbinhbkNo ratings yet
- AED Design Requirements Voltage Drop CalculationDocument3 pagesAED Design Requirements Voltage Drop CalculationOsama_Othman01No ratings yet
- Transformer Paint SpecificationDocument6 pagesTransformer Paint SpecificationIsrarul Haque AnsariNo ratings yet
- Sequential Motor Dynamic Acceleration and Re-Acceleration Simulations: Comparison of ETAP®Document6 pagesSequential Motor Dynamic Acceleration and Re-Acceleration Simulations: Comparison of ETAP®sundar12345No ratings yet
- Busbar Design GuideDocument22 pagesBusbar Design Guidejohnwu_2009100% (6)
- DatasheetDocument11 pagesDatasheetMuhammad WaqasNo ratings yet
- Busbar CalculationDocument8 pagesBusbar Calculationdsilvasaucedo100% (4)
- Busbar JointsDocument4 pagesBusbar JointsSundaresan SabanayagamNo ratings yet
- Voltages Induced in Sheaths and Armour of Single Core CablesDocument2 pagesVoltages Induced in Sheaths and Armour of Single Core CablesKT MENONNo ratings yet
- Heating in Transformer Cores Due To Rad Flux PDFDocument9 pagesHeating in Transformer Cores Due To Rad Flux PDFBalachandra ParameshaNo ratings yet
- Improving 110kV Transformer Insulation Structure for Electric Field AnalysisDocument4 pagesImproving 110kV Transformer Insulation Structure for Electric Field AnalysisCristian Camilo Silva GuevaraNo ratings yet
- Force Calc BusbarsDocument7 pagesForce Calc BusbarsVimal Puthusseri100% (1)
- As NZS 5000.1 Standard For Earthing CableDocument20 pagesAs NZS 5000.1 Standard For Earthing CableKamlesh VaishnavNo ratings yet
- How to properly size busbars in electrical panelsDocument5 pagesHow to properly size busbars in electrical panelsZaferullah Khan100% (1)
- Conductors Damage Curves CablesDocument4 pagesConductors Damage Curves Cablesnegrin100% (1)
- Cable GlandsDocument20 pagesCable GlandsBalaji VenkatesanNo ratings yet
- Interleaved Bus Bar Explanation PDFDocument4 pagesInterleaved Bus Bar Explanation PDFVikram Singh100% (1)
- Busbar Clearance BarrierDocument2 pagesBusbar Clearance BarrierSundaresan Sabanayagam100% (1)
- Busbar DesignDocument25 pagesBusbar DesigngusgifNo ratings yet
- Proposed Workflow For PLS-POLE: Power Line SystemsDocument17 pagesProposed Workflow For PLS-POLE: Power Line SystemsVictor DoyoganNo ratings yet
- Eland Cables Steel Wire Armoured PVC Cable DatasheetDocument4 pagesEland Cables Steel Wire Armoured PVC Cable DatasheetDao Ming ElijordeNo ratings yet
- Muglad Basin Oil Development Medium Voltage SpecificationsDocument14 pagesMuglad Basin Oil Development Medium Voltage SpecificationsharmlesdragonNo ratings yet
- Creepage DistanceDocument2 pagesCreepage DistanceHamayoun MurtazaNo ratings yet
- Summary Results of North Arm Bridge Cable Model AnalysisDocument7 pagesSummary Results of North Arm Bridge Cable Model Analysisbcdavid100% (1)
- Transformer Design NotesDocument15 pagesTransformer Design Notesrishabh100% (2)
- EarthingDocument6 pagesEarthingraguNo ratings yet
- Cu0199 RatingDocument47 pagesCu0199 RatingArun KumarNo ratings yet
- Classification of InsulatorsDocument1 pageClassification of Insulatorsmjv362No ratings yet
- Power System Commissioning and Maintenance PracticeDocument35 pagesPower System Commissioning and Maintenance Practiceb33law33% (3)
- Distribution Transformers: Oil Immersed Up To 6 MvaDocument48 pagesDistribution Transformers: Oil Immersed Up To 6 MvaDarko Ilic100% (1)
- Circuit Breaker SizingDocument4 pagesCircuit Breaker Sizingjavedsmg1No ratings yet
- Designed By: Submitted ToDocument46 pagesDesigned By: Submitted To106 MOMENUL ISLAM KHAN 17No ratings yet
- A View On Internal Arc Testing of LV SwitchgearDocument8 pagesA View On Internal Arc Testing of LV Switchgeardes1982No ratings yet
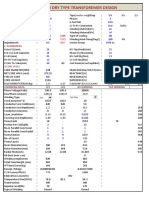
- Cast Resin Dry Type Transformer DesignDocument1 pageCast Resin Dry Type Transformer DesignAnonymous sAmJfcV100% (1)
- Engineering Energy Aluminum Conductor Composite Core (ACCC) and Its ApplicationFrom EverandEngineering Energy Aluminum Conductor Composite Core (ACCC) and Its ApplicationNo ratings yet
- MV Drop TestDocument5 pagesMV Drop Testrajinipre-1No ratings yet
- Busbar Join 1Document9 pagesBusbar Join 1rajinipre-1No ratings yet
- Braunovic PDFDocument10 pagesBraunovic PDFlymacsausarangNo ratings yet
- Electrical contacts in MV & HV power circuit breakersDocument5 pagesElectrical contacts in MV & HV power circuit breakerschandraippaNo ratings yet
- Contact SystemDocument52 pagesContact SystemdrivetecNo ratings yet
- Maximizing Joint Efficiency of Copper Bus BarsDocument8 pagesMaximizing Joint Efficiency of Copper Bus BarsANIL KALANo ratings yet
- Massive AnodeDocument6 pagesMassive AnodeusamaanfieldNo ratings yet
- The Tao of Contact Resistance in Metal To Carbon RelaysDocument7 pagesThe Tao of Contact Resistance in Metal To Carbon RelaysInternational Journal of Application or Innovation in Engineering & Management100% (1)
- Fundamentals of Electrical ContactsDocument4 pagesFundamentals of Electrical ContactsAshisNo ratings yet
- LECTURE2 Shear ConnectionDocument36 pagesLECTURE2 Shear ConnectionMahmoud A SalamaNo ratings yet
- Seam Welding MachineDocument63 pagesSeam Welding MachinemboomiNo ratings yet
- BurndyDocument43 pagesBurndyJose Antonio Guadiana SánchezNo ratings yet
- Contact Problems Due To Fretting and Their Solutions - TycoDocument5 pagesContact Problems Due To Fretting and Their Solutions - TycoKishore BhatNo ratings yet
- HT BKR MaintenanceDocument2 pagesHT BKR Maintenancesanjeev267No ratings yet
- Wekly Maintenance Schedule Date: - ToDocument1 pageWekly Maintenance Schedule Date: - Tosanjeev267No ratings yet
- Elctrical Department Maintenance Sheet For Acb: Current Capacity Acb TypeDocument2 pagesElctrical Department Maintenance Sheet For Acb: Current Capacity Acb Typesanjeev267No ratings yet
- Starting and control of slip-ring induction motorsDocument16 pagesStarting and control of slip-ring induction motorskubik100% (1)
- Trafo MaintenanceDocument2 pagesTrafo Maintenancesanjeev267No ratings yet
- 10 MW Power Plant Euro Ceramic LTD.: Job Description RemarksDocument2 pages10 MW Power Plant Euro Ceramic LTD.: Job Description Remarkssanjeev267No ratings yet
- Job Description Remarks: Single Phase Preventer and Y/ Timer) Decoloursation, BurnsDocument2 pagesJob Description Remarks: Single Phase Preventer and Y/ Timer) Decoloursation, Burnssanjeev267No ratings yet
- Control Diabetes Ebook by Guru MannDocument8 pagesControl Diabetes Ebook by Guru MannGaurav Sharma100% (1)
- A Guide To Transformer Oil Analysis: BY I.A.R. GRAY Transformer Chemistry ServicesDocument12 pagesA Guide To Transformer Oil Analysis: BY I.A.R. GRAY Transformer Chemistry ServicesAnonymous OCDJg17Z100% (1)
- Complex CarbDocument8 pagesComplex Carbsanjeev267No ratings yet
- 4 - Three Side Road - House ExamplesDocument84 pages4 - Three Side Road - House ExamplesUmashankar SivaramanNo ratings yet
- Diet Chart Final1200 PDFDocument4 pagesDiet Chart Final1200 PDFsujit21in4376No ratings yet
- Hettich Home Solution Idea Book Showcases Modern Furniture TrendsDocument34 pagesHettich Home Solution Idea Book Showcases Modern Furniture Trendssanjeev267No ratings yet
- Relé MICOM P120 - P121 - P122 - P123Document624 pagesRelé MICOM P120 - P121 - P122 - P123Darlan Leite100% (2)
- Heat Up Calculations: Description Unit TankDocument1 pageHeat Up Calculations: Description Unit Tanksanjeev267No ratings yet
- Largest House of Hydraulics Process & Instrumentation Pumps & Valve Automation Filter & Seals Lub - Sys.& Spares Hoses & Fitting Importer& ExporterDocument2 pagesLargest House of Hydraulics Process & Instrumentation Pumps & Valve Automation Filter & Seals Lub - Sys.& Spares Hoses & Fitting Importer& Exportersanjeev267No ratings yet
- MCC SpecificationsDocument10 pagesMCC Specificationssanjeev267No ratings yet
- EarthingDocument8 pagesEarthingRohit BhogleNo ratings yet
- 2010-01-Trafotech2010 TRF Oil Specifications For Indian TRF Industry PDFDocument9 pages2010-01-Trafotech2010 TRF Oil Specifications For Indian TRF Industry PDFVishnu ShankerNo ratings yet
- Welding Safety Report FormatDocument8 pagesWelding Safety Report Formatsanjeev267No ratings yet
- NGR Value CalculationDocument1 pageNGR Value Calculationsanjeev267No ratings yet
- Clamp Meter Selection GuideDocument3 pagesClamp Meter Selection Guidesanjeev267No ratings yet
- Welding and Cutting Inspection Checklist: Om North Dakota Workforce Safety Insurance WWW - Workforcesafety.cDocument2 pagesWelding and Cutting Inspection Checklist: Om North Dakota Workforce Safety Insurance WWW - Workforcesafety.cAnonymous SRxMHY1FPNo ratings yet
- Glands File PDFDocument30 pagesGlands File PDFJyoti ShekharNo ratings yet
- MCC SpecificationsDocument10 pagesMCC Specificationssanjeev267No ratings yet
- EarthingDocument8 pagesEarthingRohit BhogleNo ratings yet
- ImpedanceDocument2 pagesImpedancesanjeev267No ratings yet
- Solution Manual For Chemistry The Molecular Nature of Matter and Change 9th Edition Martin Silberberg Patricia AmateisDocument22 pagesSolution Manual For Chemistry The Molecular Nature of Matter and Change 9th Edition Martin Silberberg Patricia AmateisAndrewMartinezjrqo100% (43)
- CM06 Concrete Masonry - Using Unreinforced Concrete Masonry in Residential ConstructionDocument9 pagesCM06 Concrete Masonry - Using Unreinforced Concrete Masonry in Residential ConstructionjoohnyyNo ratings yet
- Summer Intern - ReportDocument23 pagesSummer Intern - Report08mpe026No ratings yet
- Ceiling Metal Furring FrameDocument9 pagesCeiling Metal Furring FrameAbusalik Langi AbdulraofNo ratings yet
- Rocks Answer KeyDocument2 pagesRocks Answer KeyKNAH Tutoring100% (1)
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0206766 A1Document20 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0206766 A1nikuNo ratings yet
- Extemporaneous Sildenafil Citrate Oral Suspensions For The Treatment of Pulmonary Hypertension in ChildrenDocument4 pagesExtemporaneous Sildenafil Citrate Oral Suspensions For The Treatment of Pulmonary Hypertension in ChildrenPerm PermNo ratings yet
- FiitjeeDocument30 pagesFiitjeeKashish Kamboj100% (1)
- How to Detoxify and Activate Your Third Eye Pineal GlandDocument8 pagesHow to Detoxify and Activate Your Third Eye Pineal Glandaveellavo100% (4)
- Introduction To Chemistry Lab - 01Document5 pagesIntroduction To Chemistry Lab - 01Edna GoldbergNo ratings yet
- Water Purification Plant 1000 GPH Capacity SSDocument9 pagesWater Purification Plant 1000 GPH Capacity SSHaiDer J MarWatNo ratings yet
- CPhI TYO Exhibitors 090421-436Document18 pagesCPhI TYO Exhibitors 090421-436Prasoon SimsonNo ratings yet
- Manual de Operación Mini Sapray Dryer b290Document57 pagesManual de Operación Mini Sapray Dryer b290Gustavo MoralesNo ratings yet
- Hess Law YesDocument34 pagesHess Law YesAeris AkmalNo ratings yet
- Petrochemical General Kwpark Rev.1Document57 pagesPetrochemical General Kwpark Rev.1Sungjun Kim100% (2)
- Adaptive Stage ExplanationDocument24 pagesAdaptive Stage ExplanationmailmohithNo ratings yet
- Petrochemical 1Document68 pagesPetrochemical 1AnilKumarNo ratings yet
- Excavation Guidelines ProcedureDocument22 pagesExcavation Guidelines ProceduremahmoudbadwyNo ratings yet
- Complex Ions and Their Ligands LMDocument70 pagesComplex Ions and Their Ligands LMMyra Joy B Montero0% (1)
- DR - ES - 25 - Up To - 200 - KA - 4 - GBDocument5 pagesDR - ES - 25 - Up To - 200 - KA - 4 - GBAndrzej BąkałaNo ratings yet
- Enzyme Kinetics ProblemsDocument5 pagesEnzyme Kinetics ProblemsBlessy Gabayno100% (1)
- API MSPS Chapter 17-6 - Guidelines For Determining The Fullness of Pipelines Between Vessels and Shore Tanks PDFDocument9 pagesAPI MSPS Chapter 17-6 - Guidelines For Determining The Fullness of Pipelines Between Vessels and Shore Tanks PDFthongNo ratings yet
- Inlays & Onlays, The Unsung Heroes: What Are They?Document6 pagesInlays & Onlays, The Unsung Heroes: What Are They?MADANo ratings yet
- Foreva TFCDocument2 pagesForeva TFCAmel RADJEFNo ratings yet
- Thermosonication and Optimization of Stingless Bee Honey ProcessingDocument15 pagesThermosonication and Optimization of Stingless Bee Honey ProcessingsyazaqilahNo ratings yet
- Computer Aided Drug DesignDocument101 pagesComputer Aided Drug DesignbutlesrNo ratings yet
- ImpermoDocument1 pageImpermonickie2611No ratings yet
- 690 RA3%2Baire%2Bacondicionado PDFDocument59 pages690 RA3%2Baire%2Bacondicionado PDFKaren Vintimilla100% (1)
- Intake StructuresDocument232 pagesIntake StructuresPRATHAP MANTHIRA GIRINo ratings yet
- CH 1 (Part I Text)Document57 pagesCH 1 (Part I Text)kasiNo ratings yet