Professional Documents
Culture Documents
Diseño Tanque Butanol 70
Uploaded by
Enrique PauliniOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Diseño Tanque Butanol 70
Uploaded by
Enrique PauliniCopyright:
Available Formats
Firmado digitalmente por
AUTOMATIZACION
Nombre de reconocimiento (DN):
cn=AUTOMATIZACION, o=UMSNH,
ou=DGB, email=soporte@biblioteca.
dgb.umich.mx, c=MX
Fecha: 2010.02.12 13:42:35 -06'00'
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
UNIVERSIDAD MICHOACANA DE SAN
NICOLS DE HIDALGO
FACULTAD DE INGENIERA MECNICA
DISEO DE UN RECIPIENTE A PRESIN
ATMOSFRICO DE ACUERDO A LA NORMA
API 650, CDIGO ASME SECC. VIII DIV. 1 Y
EL MANUAL DE DISEO DE LA C.F.E. PARA
VIENTO Y SISMO.
TESINA
QUE PARA OBTENER EL TTULO DE INGENIERO MECNICO
PRESENTA:
ANDRS GODNEZ URIBE
ASESOR:
ING. SALVADOR NARANJO HERNNDEZ
MORELIA, MICHOACN; A 23 DE MAYO DEL 2008
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina1
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
NDICE
INTRODUCCIN
OBJETIVO
NOMENCLATURA
CAPTULO I GENERALIDADES DE RECIPIENTES ATMOSFRICOS
1.1 Definiciones.
11
1.2 Desarrollo.
22
1.2.1 Diseo del fondo.
22
1.2.2 Diseo de la envolvente.
23
1.2.3 Diseo del techo.
30
1.3 Ventilacin del tanque.
37
1.3.1 venteo para tanques de almacenamiento atmosfrico y de baja
presin.
37
1.3.2 Determinacin de los requisitos de venteo.
38
1.3.3 Requisitos de capacidad nominal de venteo.
38
1.3.4 Capacidad necesaria de venteo (expulsin) de emergencia.
38
1.3.5 Medios de venteo.
39
1.4 Relevado de esfuerzos trmicos.
41
1.5 Tolerancia vertical.
42
1.6 Tolerancia de redondez.
42
1.7 Deformaciones de las placas sobre la horizontal.
42
1.8 Deformaciones de las placas sobre la vertical.
42
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina2
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
CAPTULO II SELECCIN DE MATERIALES
2.1Materiales.
43
2.1. Placas.
44
2.1.2. Perfiles estructurales.
44
2.1.3 Lminas.
44
2.1.4 Electrodos para soldadura de arco protegido (SMAW).
44
2.1.5 Tubos y forjas.
45
2.1.6 Bridas.
46
2.1.7 Tornillera.
46
2.1.8 Tuercas.
46
CAPTULO III DISEO DEL RECIPIENTE ATMOSFRICO
3.1 Memoria de clculo.
47
3.1.1 Datos de diseo.
47
3.1.2 Clculo del espesor del cuerpo.
48
3.1.3 Clculo del espesor del cuerpo para prueba hidrosttica.
49
3.1.4 Clculo del espesor del fondo.
49
3.1.5 Clculo del espesor del techo.
50
3.2 Tabla de boquillas.
60
3.3 Informacin general de cada seccin del tanque.
61
3.4 Peso del tanque.
61
3.5 Planos del tanque.
62
CONCLUSIONES
Facultad de Ingeniera Mecnica de la UMSNH.
71
Pgina3
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
APNDICE
Apndice A; Detalles de soldadura.
72
Apndice B; Accesorios en la envolvente.
80
Apndice C; Techo.
92
Apndice D; Materiales.
97
BIBLIOGRAFA
Facultad de Ingeniera Mecnica de la UMSNH.
100
Pgina4
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
INTRODUCCIN
En 1901 El ingeniero mexicano Ezequiel Ordez descubre un yacimiento petrolero
llamado La Pez ubicado en el Campo de El bano en San Luis Potos. En ese mismo
ao el Presidente Porfirio Daz expide la Ley del Petrleo con la que se logra impulsar la
actividad petrolera, otorgando amplias facilidades a los inversionistas extranjeros.
Se dispuso que todas las compaas petroleras y las personas que se dedicaran a
exploracin y explotacin del petrleo deberan registrarse en la Secretara de Fomento
esto en 1918 para 1920 Existen en Mxico 80 compaas petroleras productoras y 17
exportadoras, cuyo capital era integrado en un 91.5% anglo-norteamericanos.
1934: Nace Petrleos de Mxico, A. C., como encargada de fomentar la inversin
nacional en la industria petrolera. 1938: El 18 de marzo el Presidente Lzaro Crdenas
del Ro decreta la expropiacin a favor de la Nacin, declarando la disponibilidad de
Mxico para indemnizar a las compaas petroleras el importe de sus inversiones.
Posteriormente, el 7 de junio se crea Petrleos Mexicanos como organismo encargado de
explotar y administrar los hidrocarburos en beneficio de la nacin.
El almacenamiento de hidrocarburos refinados, petroqumicos, petrleo crudo, as como
otros productos lquidos se lleva a cabo en Petrleos Mexicanos y Organismos
Subsidiarios (PEMEX) mediante el empleo de diferentes tipos de recipientes, siendo de
los ms utilizados los tanques atmosfricos cilndricos verticales de acero, los cules se
utilizan para almacenar pequeos y grandes volmenes de productos petrolferos y sus
derivados, agua o algn otro producto utilizado en las instalaciones del cliente (PEMEX).
Dada la importancia de este tipo de equipos y con la finalidad de contar con las
especificaciones requeridas para el diseo y la seleccin de materiales para garantizar su
calidad, se realiza este trabajo para que sea de utilidad en el rea de almacenamiento de
hidrocarburos.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina5
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
OBJETIVO
Establecer los requisitos tcnicos para el diseo o contratacin del diseo y
seleccin de materiales para tanques atmosfricos de acero, para el almacenamiento de
petrleo y sus derivados en las instalaciones de Petrleos Mexicanos y Organismos
Subsidiarios.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina6
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
NOMENCLATURA
AISC American Institute of Steel Construction (Instituto Americano de Construcciones
de Acero).
API (American Petroleum Institute (Instituto Americano del Petrleo).
ASME American Society of Mechanical Engineers (Sociedad Americana de Ingenieros
Mecnicos).
ASTM American Society for Testing and Materials (Sociedad Americana para Pruebas y
Materiales).
AWS American Welding Society (Sociedad Americana de Soldadura).
CSA Canadian Standards Association (Asociacin Canadiense de Normalizacin).
ISO Internacional Organization for Standardization (Organizacin Internacional de
Normalizacin).
NOM Norma Oficial Mexicana.
PEMEX Petrleos Mexicanos y Organismos Subsidiarios.
S.I. Sistema Internacional
TMCP Termo-mechanical control process (Control del proceso termo-mecnico).
U.S. Unidades Inglesas usuales
A = rea en .I. (cm2); U.S. (pulg.2).
AT = rea del Techo en S.I. (mm2); U.S. (pulg.2).
C = Corrosin permisible en S.I. (mm); U.S. (pulg.) indicada por el cliente.
Cc = Constante para la relacin de esbeltez.
C = Grados Celsius.
D = Dimetro nominal del tanque en S.I. (m); U.S. (pie)
DE = Dimetro exterior del tanque en S.I. (m); U.S. (pie)
DI = Dimetro interior del tanque en S.I. (m); U.S. (pie)
Dm = Dimetro medio del tanque en S.I. (m); U.S. (pie)
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina7
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
E = Modulo de elasticidad, MPa (lbf/pulg2).
Fa = Esfuerzo a la compresin permisible, MPa (lbf/pulg2).
FY = Esfuerzo de cedencia del material, MPa (lbf/pulg2).
F = Grados Fahrenheit.
G = Gravedad especifica del diseo del liquido almacenado, nunca menor de 1,0.
Gr. = Grado.
H = Nivel del liquido para diseo en S.I. (m); U.S. (pie) Altura desde el fondo del anillo
bajo consideracin a la parte superior de la envolvente incluyendo la parte superior del
ngulo de coronamiento, algunas veces se establecen lmites en la altura de llenado del
tanque hasta que ocurra cualquier derrame, o cualquier otro nivel especificado por el
cliente, restringido por un techo flotante interno, o el control permitido por la accin de
una onda ssmica.
h = altura de los anillos en S.I. (m); U.S. (pie)
Hrs. = Hora.
kg/cm2 = Kilogramos por centmetro cuadrado.
kg/m2 = Kilogramos por metro cuadrado.
kg/dm3 = Kilogramos por decmetro cbico.
kPa = Kilo Pascales.
Kpsi = Miles de libras por pulgada cuadrada.
L = Longitud libre de la columna, mm (pulg.).
l = Longitud libre de la columna, mm (pulg.).
La = Longitud del larguero S.I. (m); U.S. (pies).
lb/pulg2 = Libras por pulgada cuadrada.
lbf/pulg2 = Libras fuerza por pulgada cuadrada
lb/pie2 = Libras por pie cuadrado.
M = Momento flexionante, de acuerdo al manual de altos hornos de Mxico en S.I. (Kgm); U.S. (Lb-in).
m = Metros.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina8
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
mm = Milmetros.
mils = Milsimas de pulgada
MPa = Mega Pascales.
N = Newtons
NL = Nmero de largueros adimencional.
NPS = Tamao Nominal de la Tubera.
NRF = Normas de Referencia
Pa = Pascales.
Pr = es la carga admisible en la columna en S.I. (Kg); U.S. (libras).
pulg. = Pulgada.
r = Mnimo radio de giro de la columna, mm (pulg.).
Ra = reaccin adyacente a la columna del techo en S.I. (Kg); U.S. (libras).
Rb = reaccin adyacente al cuerpo del tanque en S.I. (Kg); U.S. (libras).
rc = Mnimo radio de giro de la columna, mm (pulg.).
RTA = Carga total en la columna en S.I. (Kg); U.S. (libras).
RTB = Carga total de cada larguero en su punto de apoyo adyacente al cuerpo en S.I.
(Kg); U.S. (libras).
Sd = Esfuerzo permisible para las condiciones de diseo en S.I. (MPa); U.S. (lb/pulg2).
St = Esfuerzo permisible para las condiciones de prueba hidrosttica en S.I. (MPa); U.S.
(lb/pulg2).
t = Espesor mnimo nominal del tanque en S.I. (mm); U.S. (pulg.).
td = Espesor de diseo de la envolvente en S.I. (mm); U.S. (pulg.).
tn = Espesor mnimo nominal del fondo del tanque en S.I. (mm); U.S. (pulg.).
tr = Espesor mnimo nominal para el techo del tanque en S.I. (mm); U.S. (pulg.).
tt = Espesor de la envolvente por prueba hidrosttica en S.I. (mm); U.S. (pulg.).
W = Carga por larguero en S.I. (Kg); U.S. (libras).
WIT =Carga interior total en S.I. (Kg); U.S. (libras).
WM = Cargas muertas en S.I. (Kg/m2); U.S. (Lb/pulg.2).
WT = Carga Total S.I. (Kg/m2); U.S. (Lb/pulg.2).
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina9
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Wv = Cargas vivas, establecidas por el estndar API- 650 3.10.2.1; 122.05 kg/m2 (1.2
Kpa).
= ngulo de los elementos del cono con respecto a la horizontal, en grados.
Z = Modulo de la seccin en S.I. (m3); U.S. (pulg.3).
= ngulo entre largueros en grados ().
AC = Densidad del acero en S.I. (Kg/m3); U.S. (Lb/pulg.3).
% Por ciento.
< Menor o igual que.
< Menor que
m Micras
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina10
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
CAPTULO I
GENERALIDADES DE RECIPIENTES ATMOSFRICOS
1.1 DEFINICIONES
Recipiente.- Depsito cerrado que aloja un fluido a una presin manomtrica diferente a
la atmosfrica, ya sea positiva o negativa.
Tanque.- Depsito diseado para almacenar o procesar fluidos, generalmente a presin
atmosfrica o presin internas relativamente bajas.
Tipos de Tanques de Almacenamiento.
Los tanques de almacenamiento se usan como depsitos para contener una reserva
suficiente de algn producto para su uso posterior y/o comercializacin. Los tanques de
almacenamiento, se clasifican en:
1.- Cilndricos Horizontales.
2.- Cilndricos Verticales de Fondo Plano.
Los Tanques Cilndricos Horizontales, generalmente son de volmenes relativamente
bajos, debido a que presentan problemas por fallas de corte y flexin. Por lo general, se
usan para almacenar volmenes pequeos.
Los Tanques Cilndricos Verticales de Fondo Plano nos permiten almacenar grandes
cantidades volumtricas con un costo bajo. Con la limitante que solo se pueden usar a
presin atmosfrica o presiones internas relativamente pequeas. Estos tipos de tanques
se clasifican en:
- De techo fijo.
Autosoportados.
Soportados por estructuras.
- De techo flotante.
- Sin techo.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina11
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Lminas y Plancha o Placa:
Materiales producto de laminacin de forma generalmente rectangular cuya diferencia
principal se basa en su espesor, de acuerdo a lo siguiente:
Lmina: espesor hasta 5mm (3/16) inclusive.
Placa: espesor mayor a 5mm (3/16).
El material suministrado en el diseo, debern estar de acuerdo con las ultimas ediciones
de la especificacin ASTM- A36, Requerimientos generales para la produccin de
placas de acero rolado, perfiles, lamina para pilotes y barras para uso estructural.
Anclaje:
Son elementos de acero al carbono, con rosca en el extremo libre ahogados en el concreto
o en la cimentacin, con el objeto de evitar desplazamientos del tanque en cualquier
direccin, y bajo ciertas condiciones contrarrestar el efecto de volteo por sismo y el
arrastre o volteo por viento.
ngulo de Coronamiento:
Perfil estructural soldado en la parte superior del ltimo anillo de los tanques para
proporcionarle mayor rigidez a la envolvente.
Boquillas:
Conexiones instaladas en la envolvente, fondo o techo del tanque; las cuales deben estar
en su conexin al tanque soldadas y en su otro extremo bridada o roscado.
Generalmente los recipientes estn provistos con boquillas en el cuerpo y tapas para
diferentes servicios, es decir para entrada y salida de fluidos, as como conexiones para
vlvulas de seguridad e instrumentos de medicin, etc.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina12
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
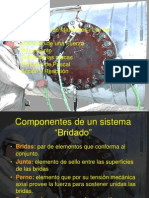
En general una boquilla esta formada por:
Brida
Cuello
Placa de refuerzo (si es requerida)
Todo recipiente deber estar provisto de boquillas de entrada y salida del producto, as
como conexiones para vlvulas de seguridad e instrumentos de medicin, entre otras.
Refuerzos de boquillas:
Los refuerzos de boquillas tienen como objetivo reponer el rea de material que se retira
al hacer la abertura para colocacin de la boquilla. La razn de poner el rea del material
es la de evitar fallas en la periferia de la abertura por la concentracin de esfuerzos. La
falla es Ocasionada por las lneas de esfuerzos que pasan por el rea y que pasaran
tangentes a dicha abertura.
Los refuerzos de las boquillas se fabrican del mismo material que el lugar donde estn
colocadas y sus dimensiones debern cumplir con los requerimientos del cdigo ASME.
Las boquillas pueden o no requerir placa de refuerzo, las dimensiones de las placas de
refuerzo depende de los siguientes factores:
Dimetro de la abertura
Espesor del cuello
Espesor del cuerpo o tapa
Material de fabricacin
Presin o temperatura de diseo
Sin embargo en Mxico se ha hecho una prctica comn en poner refuerzo a boquillas de
76mm de dimetro nominal y mayores.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina13
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Cuellos de boquillas.
Los cuellos de boquillas generalmente son de tubo comercial a placa rolada cuando se
consiga tubera comercial. El espesor de la pared del cuello de boquillas no deber ser
menor que el requerido por el cdigo ASME, tomando en cuenta los siguientes puntos:
Presin interna
Tolerancia por corrosin
Fuerzas y momentos debidos a dilataciones trmicas en las tuberas, fuerzas
transmitidas por otros equipos y acciones debidas al peso propio de la tubera.
Debido a que las paredes del tubo puedan tener ciertas irregularidades, es decir,
que su espesor no es uniforme, se recomienda restar un porcentaje del 12.5 % al
espesor nominal del tubo.
Los cuellos de las boquillas deben tener una proyeccin mnima que permita la
instalacin del aislamiento, as como la colocacin y apriete de birlos o tornillos.
Tipo de bridas.
Las bridas que se emplean en los recipientes son de tipo circular y es uno de los
componentes estructurales de la mayor importancia en los recipientes y va fija en el
extremo del cuello de la boquilla, su funcin es la de interconectar elementos de tubera
por medio de esprragos o tornillos.
Los recipientes estn sujetos a diferentes condiciones de operacin, es decir diferentes
presiones y temperaturas, por lo que para evitar la fabricacin de bridas para cada
condicin de operacin ANSI B16.5 desarrollo una clasificacin de rangos nominales de
presin para diferentes temperaturas las cuales son: 150, 300, 400, 600, 900, 1500 y 2500
lb./pulg2.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina14
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
En general la bridas son forjadas del tipo de acero al carbn SA-105 y en otros materiales
las cuales son seleccionadas dependiendo del tipo de servicio al cual va ser sometido el
recipiente, estos materiales pueden ser: Acero inoxidable y materiales no ferrosos. Los
tipos de bridas son los siguientes:
Bridas de cuello soldable (Welding neck)
Bridas de cuello largo (Long welding neck)
Brida deslizable (Slip on)
Brida de traslape (Lap joint)
Brida roscada (Threaded)
Brida de enchufe soldable (Socket welding)
Brida de orificio (Orifice)
Brida ciega (Blind)
Estos tipos de bridas difieren en el diseo, forma de fijarlos al cuello y tipo de cara. Se
fabrican en todos los rangos nominados de presin antes mencionados.
Tipos de Caras de Brida
Para que las uniones bridadas no resulten afectadas plsticamente, debido al apriete de los
tornillos o pernos, es necesario que sus caras estn perfectamente maquinadas lo que en si
constituye una junta sellada. A fin de lograr el objetivo anterior sin exceso de maquinado
y pulido se emplean los empaques. El empaque debe ser de un material que resista las
condiciones de servicio y que sea lo suficientemente plstico para que se deforme bajo
una suave compresin, de tal manera que con ello se cierre los intersticios que se
encuentren en la unin.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina15
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Los maquinados y formas de las caras ms comunes para lograr el sello de la junta son
los siguientes:
Cara plana
Cara realzada
Cara machihembrada
Cara de ranura y lengeta
Cara de junta de anillo
Estos tipos de caras se deben seleccionar de acuerdo a las condiciones de servicio. A
continuacin se mencionan algunas de sus caractersticas.
Espesores de diseo:
Se refiere al valor obtenido mediante clculos tomando en consideracin las condiciones
de servicio del tanque atmosfrico, incluyendo la tolerancia por corrosin.
Espesor mnimo:
Se refiere al requerido para las placas del tanque atmosfrico o cualquiera de sus partes,
antes de agregar el espesor por corrosin.
Solera:
Material producto del proceso de laminacin del acero, de perfil rectangular cuyo ancho
mximo es de 152 mm
(6 pulg.).
Nivel de diseo:
Es la altura o nivel del producto manejado, medida desde el fondo del tanque,
considerada para el diseo.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina16
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Placa anular del fondo:
Son las placas de la periferia del fondo sobre las que se suelda el anillo inferior del
tanque en todo su permetro.
Presin de diseo:
Es la presin considerada para el clculo de las paredes del tanque y es la suma de la
presin interna del gas o vapor dentro del tanque ms la columna del lquido almacenado.
Registro de hombre:
Son accesorios instalados en el primer anillo o techo de los tanques atmosfricos; los
cuales normalmente van soldados con tapa bridada y sirven para tener acceso al interior
del tanque.
Las boquillas destinadas para este servicio tienen el objetivo de proporcionar acceso al
interior del recipiente, ya sea para mantenimiento del mismo o la carga y descarga de
accesorios interiores.
El registro adems de tener las partes principales de una boquilla, se le adiciona las
siguientes partes: brida ciega, tortillera, empaque y pescante. El pescante tiene la funcin
de soportar la brida ciega, cuando se tiene la necesidad de abrir el registro.
Carga hidrosttica:
La presin ejercida por un lquido en reposo.
Carga muerta:
La fuerza debida al peso propio de los elementos a considerar.
Carga viva:
La fuerza ejercida por cuerpos externos, tales como: nieve, lluvia, viento, personas y/o
objetos en trnsito, etc.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina17
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Cdigo:
Conjunto de mandatos dictados por una autoridad competente.
Corrosin:
Desgaste no deseado, originado por la reaccin qumica entre el fluido contenido y/o
procesado y el material de construccin del equipo en contacto con el mismo.
Estndar:
Sugerencias para la fabricacin y diseo, originadas por la experiencia.
Norma:
Conjunto de reglas para el dimensionamiento y clculo de accesorios.
Presin atmosfrica:
Es la producida por el peso del aire y su valor depende de la altura del sitio indicado
sobre el nivel del mar.
Presin de operacin:
Presin manomtrica ha la cual estar sometido el tanque en condiciones normales de
trabajo.
Presin de prueba:
Valor de la presin manomtrica que sirva para realizar la prueba hidrosttica o
neumtica.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina18
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Tipos de techo.
Techo cnico soportado:
Techo en forma de cono, apoyado ya sea en largueros sobre trabes y columnas, o
largueros sobre armaduras con o sin columnas.
Techo cnico auto soportado:
Techo que se soporta por s mismo, apoyado en su periferia del ltimo anillo de la
envolvente y tiene forma de cono.
Techo auto soportado tipo domo:
Techo que se soporta por s mismo en el ltimo anillo de la envolvente y tiene su
superficie curvada.
Techo auto soportado tipo sombrilla:
Es un techo tipo domo modificado en donde cualquier seccin horizontal es un polgono
regular con tantos lados como caras tenga la superficie del techo.
Techo o membrana flotante:
Pueden ser externo o interno (membrana flotante), diseado en tal forma que le permite
flotar sobre el lquido almacenado evitando los grandes volmenes de gases y vapores
que existen en los tanques de techo fijo, pueden ser de:
Techos con Boyas y Pontn perimetral:
Es aquel formado de boyas y pontones completamente hermticos y distribuidos en el
techo y en el canto del permetro de la cubierta respectivamente, permitiendo flotar al
techo en contacto con el producto almacenado.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina19
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Doble cubierta:
Est formado por dos cubiertas una superior y otra inferior; separadas por bordes
circulares que dividen el espacio interior en una serie de pontones concntricos. Est
diseado para flotar en contacto con el producto almacenado.
Techo flotante interno (membrana flotante):
Est formado por un techo cnico auto soportado y una cubierta de aluminio soportada
por flotadores tubulares cerrados los cuales la mantienen por encima de la superficie del
lquido.
Tipo de juntas.
Junta a tope con soldadura doble:
Es la unin de dos placas situadas en el mismo plano, en contacto por uno de sus bordes,
que se sueldan por ambos lados.
Junta a traslape con soldadura sencilla:
Unin de dos placas traslapadas en la que el borde de una de ellas se suelda sobre la otra
con soldadura de filete.
Tipos de soldadura.
Soldadura a tope:
Es la soldadura que se deposita en la ranura entre dos elementos situados en el mismo
plano (a tope) y cuyos bordes no quedan en contacto. Los bordes pueden ser
rectangulares, en V (simple o doble) o en U (simple o doble).
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina20
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Soldadura de filete:
Soldadura que tiene seccin transversal aproximadamente triangular y que une dos
superficies situadas aproximadamente en ngulo recto como las ensambladas en T.
Soldadura de filete, cuyo tamao es igual al espesor de la pieza ms delgada por unir.
Tamao de la Soldadura:
En juntas a tope, es el espesor de las placas a unir.
En soldadura de filete de lados iguales, es la longitud de cualquiera de los lados del
mayor tringulo rectngulo issceles que pueda ser inscrito, dentro de la seccin
transversal.
En soldadura de filete de lados desiguales, es la longitud del lado mayor del tringulo
rectngulo que pueda ser inscrito dentro de la seccin transversal del filete de soldadura.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina21
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.2 DESARROLLO.
Las dimensiones de los tanques atmosfricos, sus caractersticas, condiciones de diseo,
capacidad, materiales y fluido contenido se muestran en las hojas de datos o informacin
proporcionada por el cliente.
El diseo del tanque en su conjunto o cualquiera de sus partes, debe cumplir con lo
establecido en las normas de referencia, en este caso lo establecido por la norma API 650
ltima edicin.
1.2.1 Diseo del fondo.
1.2.1.1 Dimensiones de la placa del fondo.
Deben tener un espesor nominal mnimo de 6 mm (1/4 pulg.), o un peso de 49.8 kg/m2
(10.2 lbf/ft2), sin incluir la tolerancia por corrosin. Las placas deben tener forma
rectangular y un ancho mnimo de 1829 mm (6 pies).
Las placas de las orillas del fondo sobre las que descansa la envolvente del tanque que
lleven un extremo rectangular, deben tener un ancho mnimo de 1829 mm (6 pies) en
dicho extremo. Para el traslape de placas en la orilla del fondo el mtodo de preparacin
debe ser como se indica en la Figura 1.5 en el apndice A.
Las dimensiones deben ser de un tamao tal que una vez cortadas las orillas, sobresalgan
cuando menos 25 mm (1 pulg.) de la orilla exterior de la soldadura que une el fondo con
la placa de la envolvente.
1.2.1.2 Fijacin de la envolvente con el fondo.
En la fijacin su borde inferior del primer anillo de la envolvente con las placas del fondo
debe hacerse con soldadura de filete continuo sobre ambos lados de la placa de la
envolvente. El tamao de cada soldadura de filete no debe ser mayor de 13 mm (1/2
pulg.) ni menor que el espesor de la placa ms delgada en la junta, de acuerdo con los
valores mnimo que se indica en Tabla 1.1 en el apndice A:
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina22
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.2.2 Diseo de la envolvente.
1.2.2.1 Esfuerzos de trabajo.
El valor del esfuerzo mximo a la tensin (esfuerzo mximo de trabajo permisible), del
material seleccionado para el diseo del tanque antes de aplicar el factor de eficiencia de
la junta soldable debe estar de acuerdo con los valores indicados en la Tabla 1.2 del
apndice B.
Los esfuerzos para el diseo estructural deben estar de acuerdo con los esfuerzos
permisibles de trabajo dados en el prrafo 1.2.3.1.
1.2.2.2 Cargas.
Las cargas se calculan suponiendo que el tanque est completamente lleno de agua a una
temperatura de 16C (60F) con un peso especfico de 1 kg/dm3 (62,4 lb/pies3) o del
lquido que se almacene, si ste es ms pesado que el agua. La tensin en cada anillo se
debe calcular 305 mm (12 pulg.) arriba de la junta horizontal inferior del anillo en
cuestin. En el clculo de estos esfuerzos, el dimetro del tanque se toma como el
dimetro nominal del anillo del fondo (1er. anillo).
Las cargas radiales aisladas sobre la envolvente del tanque tales como las causadas por
cargas pesadas sobre las plataformas y pasarelas elevadas entre tanques, deben ser
distribuidas por secciones estructurales roladas, costillas de placa o miembros
ensamblados preferentemente en posicin horizontal.
Una vez diseado el tanque este se debe revisar por condiciones de estabilidad esto es
revisar si los espesores determinados soportan las condiciones de viento y sismo del lugar
donde se va instalar, para la revisin por sismo se debe utilizar el procedimiento del
apndice E del API 650 o equivalente y complementarse con los coeficientes y espectros
de diseo que indica el Manual de Obras Civiles de la Comisin Federal de Electricidad,
en cuanto el viento habr que consultar el mismo manual.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina23
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.2.2.3 Clculo de espesores de la envolvente.
Los espesores mnimos de las placas de la envolvente se calculan de acuerdo con los
esfuerzos en las juntas verticales. Las siguientes ecuaciones se pueden usar para calcular
el espesor mnimo de la placa de la envolvente
En unidades del, S.I.
td
4.9 DH 0.3G
C
Sd
tt
En unidades de, U.S.
td
4.9 DH 0.3G
St
2.6 DH 1G
C
Sd
tt
(1.1)
2.6 DH 1G
St
(1.2)
Donde:
td = Espesor de diseo de la envolvente en S.I. (mm); U.S. (pulg.).
tt = Espesor de la envolvente por prueba hidrosttica en S.I. (mm); U.S. (pulg.).
D = Dimetro nominal del tanque en S.I. (m); U.S. (pie) (ver Tabla 1.3, Nota 1)
H = Nivel del liquido para diseo en S.I. (m); U.S. (pie) Altura desde el fondo del anillo
bajo consideracin a la parte superior de la envolvente incluyendo la parte superior del
ngulo de coronamiento, algunas veces se establecen limites en la altura de llenado del
tanque hasta que ocurra cualquier derrame, o cualquier otro nivel especificado por el
cliente, restringido por un techo flotante interno, o el control permitido por la accin de
una onda ssmica.
G = Gravedad especifica del diseo del liquido almacenado, nunca menor de 1,0.
C = Corrosin permisible en S.I. (mm); U.S. (pulg.) indicada por el cliente.
Sd = Esfuerzo permisible para las condiciones de diseo en S.I. (MPa); U.S. (lb/pulg2).
St = Esfuerzo permisible para las condiciones de prueba hidrosttica en S.I. (MPa); U.S.
(lb/pulg2).
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina24
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
El espesor requerido en la envolvente de los tanques, debe ser el mayor espesor de diseo
calculado, incluyendo la tolerancia por corrosin permisible, o el espesor de la
envolvente calculado para resistir la prueba hidrosttica, pero no debe ser menor que lo
indicado en la Tabla 1.3 en el apndice B.
Las placas de la envolvente deben tener un ancho nominal mnimo de 1829 mm (72pulg).
Estas placas deben ser soldadas a tope y deben escuadrarse correctamente.
Los espesores de la envolvente calculados deben verificarse por estabilidad para evitar la
flexin a partir de la velocidad de viento, la cual es especificada por el cliente. Si en la
revisin por estabilidad se requieren vigas intermedias o incrementar el espesor de la
envolvente, ambas condiciones deben ser usadas.
1.2.2.4 Arreglo de los elementos de la envolvente.
Se disea de manera que los anillos queden perfectamente verticales. A menos que se
especifique otra cosa, las placas de la envolvente en las juntas horizontales a tope, tienen
su eje vertical, comn.
Sus juntas verticales de los anillos adyacentes no deben ser colineales; dichas juntas
deben estar separadas por una distancia mnima de 5t siendo t el espesor de la placa ms
gruesa en la junta.
El bisel en V o en U, asimtrico en las juntas a tope, puede quedar hacia el interior o
exterior de la envolvente.
Excepto lo especificado en el prrafo 1.2.3.6 para techos autosoportados la envolvente
debe reforzarse con un ngulo fijado al borde superior (anillo de coronamiento) de la
misma y no deben ser menores que los tamaos indicados en el prrafo 1.3.4.7 listado e.
El ngulo del prrafo anterior, se fija al borde superior del tanque con soldadura doble
continua y puede colocarse por fuera o por dentro de la envolvente de acuerdo a lo
especificado por el cliente.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina25
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.2.2.5 Juntas verticales.
Deben ser juntas a tope, de penetracin y fusin completa para conseguir doble soldadura
o por otros mtodos con los cuales se obtenga la misma calidad de depsito de soldadura
en el interior y exterior de las superficies por soldar.
1.2.2.6 Juntas horizontales.
Deben ser de penetracin y fusin completas. Como alternativa, los ngulos superiores
pueden unirse a traslape con la envolvente con doble soldadura.
1.2.2.7 Aberturas en la envolvente.
Los siguientes requisitos deben ser con el objeto de restringir el uso de accesorios que
van unidos a la envolvente por medio de soldadura.
La forma y dimensiones de las placas de refuerzo en la envolvente, se ilustran en las
Figuras 1.6, 1.7 y 1.8 en el apndice B. La cara de la brida debe ser adecuada para el
empaque y el atornillado empleado, los empaques deben ser seleccionados de acuerdo al
servicio y al medio ambiente donde este localizado el tanque.
Las aberturas en la envolvente de tanques que requieren para alojar una boquilla bridada
o roscada mayor de DN 50 (NPS 2) deben ser reforzadas. Todas las conexiones
(boquillas registro de hombre o de limpieza) que requieran refuerzo deben ser unidas con
soldadura de penetracin completa a la envolvente ver figura 1.7 en el apndice B. El
rea mnima de la seccin transversal del refuerzo requerido, no debe ser menor que el
producto del dimetro vertical del agujero cortado en la envolvente del tanque por el
espesor de la placa de la envolvente. El rea de la seccin transversal del refuerzo debe
ser medida verticalmente, coincidiendo con el dimetro de la abertura.
Excepto para las aberturas y conexiones a ras del fondo, todos los refuerzos deben estar
dentro de una distancia hacia arriba y hacia abajo del eje de la abertura igual a la
distancia vertical de la abertura en la placa de la envolvente del tanque. El refuerzo puede
hacerse por cualquiera de los siguientes mtodos o por una combinacin de estos:
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina26
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
A.1) El aditamento de la brida para el ajuste
A.2) Placa de refuerzo.
A.3) Parte del cuello puede ser considerada como rea del refuerzo, siempre y cuando se
cumpla lo siguiente: que el material del cuello de la boquilla sea igual que el de la
envolvente, o que el material especificado para el cuello de la boquilla sus esfuerzos de
cedencia y tensin no sean menor que el 70% y 80% respectivamente de los esfuerzos del
material del tanque.
A.4) Sobreespesor en las placas de la abertura de la envolvente: Se considera como placa
de refuerzo siempre y cuando el sobreespesor usado como espesor actual menos el
espesor calculado requerido en la aplicacin de la abertura; se hayan considerado todas
las condiciones de carga ms la tolerancia por corrosin permisible.
Para cuello de accesorio, se pueden considerar como rea de refuerzo de la envolvente lo
siguiente, a excepcin cuando lo impida A.3:
B.1) Parte del cuello de la boquilla que se extiende hacia el exterior de la envolvente en
una distancia igual a cuatro veces el espesor del cuello o si el espesor del cuello se reduce
dentro de esa distancia, se considera nicamente hasta el punto de transicin.
B.2) Parte del cuello de la boquilla colocada dentro del espesor de la placa envolvente.
B.3) Parte del cuello de la boquilla que se extiende hacia el interior del tanque en una
distancia igual a cuatro veces el espesor del cuello.
La resistencia adicional de la soldadura que une al accesorio con la envolvente o a la
placa de refuerzo intermedia o a ambas, debe ser cuando menos igual a la parte
proporcional de las fuerzas que pasan a travs de todo el refuerzo y su impacto se
transmita al accesorio.
La resistencia adicional de la soldadura que une la placa de refuerzo a la envolvente del
tanque, debe ser cuando menos igual a la parte proporcional de las fuerzas que pasan por
todo el refuerzo y su impacto se transmita a la placa de refuerzo.
La soldadora perifrica exterior que une el accesorio o la placa de refuerzo o conexiones
patentadas con la envolvente se considera efectiva slo en las partes que estn fuera del
rea limitada por las tangentes verticales a la abertura de la envolvente; sin embargo la
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina27
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
soldadura debe ser continua en toda la periferia exterior del refuerzo. Ver el siguiente
prrafo para los esfuerzos permisibles. Toda soldadura en el permetro interior se
considera efectiva. Las soldaduras de filete del permetro exterior deben ser iguales al
espesor de la placa ms delgada de la envolvente o placa de refuerzo de las partes a unir.
La resistencia requerida de la soldadura y los refuerzos deben estar configurados para
proporcionar a las fuerzas, esfuerzos permisibles para los accesorios
1). Para filete de soldadura en placa de refuerzo exterior a envolvente y placa de refuerzo
interior a cuello de boquilla: Sd x 0,60.
2). Tensin para soldadura de ranura transversal: Sd x 0,875 x 0,70.
3). Esfuerzo cortante en el cuello de la boquilla: Sd x 0,80 x 0,875.
Donde: Sd es el esfuerzo mximo permisible de diseo del material seleccionado.
Cuando las boquillas inferiores deben ser usadas con placa de refuerzo que se extiende al
fondo del tanque ver Figura 1.8 en el apndice B, el tamao de la porcin de la soldadura
perifrica que une la placa de refuerzo con la placa del fondo, debe ser conforme al
prrafo 1.2.1.2. La soldadura perifrica interior ser lo bastante grande para soportar el
resto de la carga.
Cuando dos o ms aberturas estn situadas de tal forma que sus refuerzos queden tan
cercanos que la distancia entre los bordes de sus soldaduras de filete estn a 8 veces el
tamao de la soldadura de filete ms grande o menos, con un mnimo de 152 mm (6
pulg.), el esfuerzo se hace de acuerdo con lo siguiente:
C.1) Todas las aberturas quedan incluidas en una sola placa de refuerzo, que debe ser
para la mayor abertura del grupo.
C.2) Si las placas de refuerzo normales para las aberturas menores del grupo consideradas
separadamente, caen dentro de los lmites del rea del refuerzo normal de una abertura
mayor, las aberturas menores pueden quedar incluidas en esta placa sin aumentar el
tamao del refuerzo, con excepcin de las aberturas que corten el eje vertical de otra
abertura; entonces el ancho total de la placa de refuerzo a lo largo del eje vertical de
cualquiera de las dos aberturas, no debe ser menor que la suma de los anchos de los
refuerzos individuales, normales de las dos aberturas.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina28
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
C.3) Si las placas de refuerzo normales para las aberturas menores consideradas
separadamente no caen dentro de los lmites del refuerzo normal de la abertura mayor, la
forma y tamao de la placa de refuerzo del grupo debe ser tal que incluya los lmites
exteriores de los refuerzos de todas las aberturas del grupo.
El cambio de forma desde el lmite exterior del refuerzo de la abertura mayor al lmite
exterior de la abertura menor ms lejana, se debe hacer por medio de una pendiente
uniforme, a menos que el refuerzo normal de cualquier abertura intermedia se prolongue
hacia fuera de los lmites fijados, en cuyo caso se unen las diferentes pendientes a los
lmites de los diferentes refuerzos normales considerados. Tambin se aplican en este
caso las disposiciones descritas anteriormente, relativas a las aberturas que estn sobre o
adyacentes a los ejes verticales de otras aberturas.
A toda placa sobrepuesta a la envolvente que sirva como refuerzo en las aberturas se le
deben redondear sus esquinas con un radio mnimo de 76 mm (3 pulg.); adems deben
llevar un agujero de aviso de 6 mm (1/4 pulg.), localizado sobre el eje horizontal de la
abertura.
1.2.2.8 Registros de limpieza al nivel del fondo.
A causa de la restriccin impuesta por el fondo del tanque y la forma del refuerzo, estos
registros deben ser los que tienen su lado inferior al nivel del fondo, por lo tanto
necesitan una atencin especial, adems de cumplir las reglas siguientes:
La abertura debe ser rectangular, con sus esquinas superiores redondeadas con un radio
mnimo, igual a la mitad de la altura mayor del claro de la abertura, el ancho y altura de
la abertura no debe de exceder de 1219mm (48 pulg.).
La abertura reforzada debe ser completamente preensamblada dentro de la placa del
primer anillo de la envolvente del tanque, y la unidad completa debe ser relevada de
esfuerzos siempre y cuando cumpla con lo indicado en el prrafo 1.4.
El espesor de la placa de refuerzo y la placa del cuello debe ser el mismo espesor que la
placa de la envolvente en el ensamble abertura-registro de limpieza.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina29
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
El refuerzo en el plano de la envolvente debe ser suministrado dentro de una altura L
arriba del fondo de la abertura. L no debe exceder de 1,5 h excepto que, en el caso de
aberturas pequeas, L-h no sea menor que 152 mm (6 pulg.). Cuando la excepcin resulte
en una L que es mayor que 1,5 h, solamente la porcin del refuerzo que este dentro de la
altura de 1,5 h ser considerada efectiva. El refuerzo requerido puede ser proporcionado
por cualquiera de las combinaciones siguientes:
1) Placa de refuerzo adherida a la envolvente.
2) Cualquier espesor de placa de la envolvente en el ensamble del registro de limpieza
sea mayor que el espesor de la placa que colinda con el primer anillo del fondo de la
envolvente.
3) Porcin de la placa del cuello que tiene el mismo espesor que la placa de refuerzo.
El ancho mnimo de la placa de refuerzo del fondo del tanque a la lnea de centro de la
abertura debe ser de 254 mm (10 pulg.) ms la combinacin de espesores de la placa de la
envolvente en el ensamble de la abertura del registro de limpieza y la placa de refuerzo.
La dimensin de la cubierta del plato, brida atornillada, boquillas y la placa de refuerzo
del fondo sern conforme a la tabla 1.10 y 1.11 en el apndice D.
1.2.3 Diseo del techo.
Los techos y las estructuras de los tanques, se disean para soportar su propio peso (carga
muerta), ms una carga viva uniforme sobre su rea proyectada, no menor de 1,2 MPa
(25 lb/pie2).
Las placas deben tener un espesor mnimo nominal de 5 mm (3/16 pulg.), cualquier
tolerancia requerida por corrosin para las placas del techo cnico autosoportado se debe
agregar al espesor calculado, a menos que otra cosa sea especificada por el cliente.
Cualquier tolerancia por corrosin para techos soportados se debe agregar al espesor
mnimo nominal. Las placas de los techos cnicos soportados no deben estar sujetas a los
miembros del soporte.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina30
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Todos los elementos estructurales ya sean internos o externos, deben tener un espesor
mnimo nominal de 4mm (0,17 pulg.) en cualquier componente, y dependiendo del medio
ambiente y/o del producto de almacene del cliente debe decidir si se le agrega el factor
por corrosin.
Las placas del techo deben ser fijadas al ngulo de coronamiento del tanque con un filete
continuo de soldadura, este filete se colocara antes del eje neutro del ngulo.
Sus placas deben reforzarse por medio de perfiles soldados a las mismas, pero no deben
fijarse a las trabes y/o travesaos.
En esta norma de referencia no se cubren todos los detalles de diseo de los techos, por lo
que se debe asegurar el uso de una prctica de diseo que proporcione confianza y
seguridad. Los techos diseados bajo estas condiciones deben ser revisados por
estabilidad.
1.2.3.1 Esfuerzos permisibles.
Todas las partes de la estructura del techo deben ser proporcionadas de modo que la suma
de los esfuerzos estticos y dinmicos mximos no exceda las limitaciones especificadas
en el AISC o tener un acuerdo con el cliente para utilizar un cdigo de diseo estructural
equivalente. La seccin de la AISC, "Esfuerzos permisibles de diseo" ser utilizada para
determinar los esfuerzos permisibles de la unidad. El uso de la parte 5, del capitulo N
Diseo Plstico no se permite.
1.2.3.2 Espesores mnimos requeridos.
El espesor mnimo de los miembro estructural incluyendo su corrosin permisible sobre
el lado o lados expuestos, no debe ser menor que 6 mm (1/4 pulg.); estos son: columnas,
ngulos atirantadores, vigas, o atiesadotes, los cuales por su diseo normalmente resisten
fuerzas axiales de compresin y 4 mm (0,17 pulg.) para cualquier otro miembro
estructural.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina31
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.2.3.3 Mxima relacin de esbeltez.
Para columnas, la relacin de esbeltez l/rc no debe exceder su valor de 180. Para otros
miembros a compresin, el valor de l/r no debe exceder de 200 y para todos los dems
miembros, excepto os tensores, debido a que el diseo se fundamenta sobre fuerza de
tensin, el valor l/r no debe exceder de 300.
Donde:
l = Longitud libre, mm (pulg.).
rc = Mnimo radio de giro de la columna, mm (pulg.).
r = Radio de giro que gobierna, mm (pulg.).
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina32
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.2.3.4 Columnas.
Cuando el cliente no especifique cargas laterales sobre las columnas y la columna no este
considerada por la especificacin del AISC como un elemento esbelto, la siguiente
ecuacin para el limite de compresin puede ser usada en lugar de las ecuaciones de la
especificacin AISC cuando l/r excede de 120 y el esfuerzo de cedencia de la columna
(FY) es menor que o igual a 248,2 MPa (36,000 lbf / pulg2). Cuando l/r es menor que o
igual a C c:
l / r 2
1
FY
2C C2
3
5 3l / r l / r
3 8C C
8C C3
Fa
l
1.6 200r
(1.3)
donde:
Cuando l/r excede Cc :
12 2 E
2
23l / r
Fa
l
1
,
6
200r
CC
2 2 E
FY
(1.4)
(1.5)
Donde:
Fa = Esfuerzo a la compresin permisible, MPa (lbf/pulg2).
FY = Esfuerzo de cedencia del material, MPa (lbf/pulg2).
E = Modulo de elasticidad, MPa (lbf/pulg2).
L = Longitud libre de la columna, mm (pulg.).
r = Mnimo radio de giro de la columna, mm (pulg.).
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina33
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.2.3.5 Techos cnicos soportados.
La pendiente mnima de los techos cnicos soportados, debe ser de 19 mm en 305 mm
(3/4 pulg. en 12 pulg.) o mayor si es especifica por el cliente. Si las vigas se apoyan
directamente sobre el patn de las trabes, originando una pequea variacin en la
pendiente de la viga, la pendiente del patn de la viga debe ser ajustada conforme lo
ordenado para la pendiente del techo.
Los miembros de los soportes principales incluyendo aquellos que soportan las vigas,
pueden ser laminados o en secciones fabricadas o armadas. Aunque estos elementos
pueden estar en contacto con las placas del techo, la compresin del patn de un elemento
o la cuerda de un tirante no debe ser considerada como soporte lateral de las placas del
techo y debe ser atiesado lateralmente si es necesario, por otros mtodos aceptables.
Los esfuerzos permisibles en estos elementos deben ser los indicados en el numeral
1.2.3.1.
Elementos estructurales que sirven como vigas pueden ser rolados o en secciones
fabricadas, pero en todos los casos deben ser conforme al los prrafos 1.2.3, 1.2.3.1 y
1.2.3.5. Las vigas deben ser diseadas para soportar la carga muerta de los largueros y las
placas del techo con el patn de compresin del travesao, este no debe ser considerado
como soporte lateral de las placas del techo y debe ser atiesado lateralmente si es
necesario, (ver lo descrito anteriormente). Cuando se consideren cargas muertas y vivas
adicionales, las vigas que estn en contacto directo con las placas del techo aplican la
distribucin de carga dentro de la misma, puede considerarse que reciben un soporte
lateral debido a la friccin entre las placas de techo y los patines a compresin de las
vigas, con las siguientes excepciones:
1) Armaduras y trabes despatinadas unidas por el alma y usadas como vigas.
2) Vigas con una altura nominal mayor que 375 mm (15 pulg.).
3) Vigas con una pendiente mayor que 50 mm en 305 mm (2 pulg. en 12 pulg.).
Sus vigas deben estar espaciadas de tal forma que la distancia entre sus ejes sea de 0,6
m (2 pies) sobre el anillo exterior, medido sobre la circunferencia del tanque. Su
espaciamiento sobre los anillos interiores es de 1,7 m (5,5 pies) como mximo. Cuando el
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina34
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
cliente especifique que los tanques estn en rea ssmica, se deben colocar tensores de 19
mm (3/4 pulg.) de dimetro (o su equivalente) los cuales deben ser localizados entre las
vigas en el exterior de los anillos. Estos tensores pueden ser eliminados si se usan vigas
de perfil tipo I o H.
Las columnas deben ser hechas de formas estructurales, o puede ser usado tubo de acero
sujeto a aprobacin del cliente. Cuando un tubo es usado como columna, este debe ser
sellado por ambos lados, o se debe suministrar un drenaje y venteo, al drenaje se le debe
colocarle un cople roscado con tapn macho de DN 25 (NPS 1).
Las grapas para la ltima hilera de travesaos deben ser soldadas a la envolvente del
tanque. Las grapas gua de la base de la columna se deben soldar al fondo del tanque para
prevenir movimientos laterales de la base de la columna y de ninguna manera la base de
la columna se debe soldar a las placas del fondo o a las guas.
Todos los dems accesorios deben ser atornillados, remachados o soldados.
1.2.3.6 Techos cnicos auto soportados.
Debe cumplir con los siguientes requerimientos:
< 37 grados (pendiente = 9:12).
> 9,5 grados (pendiente = 2:12).
(1.6)
(1.7)
Mximo espesor = 12,7 mm, excluyendo la corrosin permisible.
Mximo espesor = 1/2 pulg., excluyendo la corrosin permisible.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina35
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Donde:
= ngulo de los elementos del cono con respecto a la horizontal, en grados.
D = Dimetro nominal de la envolvente del tanque en S.I. (mm), U.S. (pie).
NOTA VER API 650 3.10.5.1 Pag. 80
1.2.3.7 Juntas del techo y del ngulo superior.
El tipo de sujecin del techo, as como la del ngulo de soporte va a depender de lo
siguiente:
a) Las placas del techo, como mnimo, deben soldarse con un filete de soldadura
completo y continuo sobre todas las juntas en la parte superior. Tambin deben permitirse
las soldaduras a tope.
b) Las placas del techo se deben soldar al ngulo superior del tanque con soldadura de
filete continuo, solamente sobre el lado superior.
c) Las secciones del ngulo superior para techos autosoportados se deben unir por
soldadura a tope teniendo una fusin y penetracin completa. Los factores de eficiencia
de las juntas no necesariamente deben ser aplicados en lineamientos que se establecen en
el prrafo 1.2.3.6.
d) Una opcin que tiene el fabricante para tanques con techos autosoportados tipo cono,
domo, o sombrilla, es que en la orilla del ngulo de coronamiento pueden soldar una
solera la cual descansara en la parte plana del ngulo, para mejorar las condiciones
soldadas.
e) Excepto para tanques abiertos y con techo cnico autosoportado ver prrafo 1.2.3.6 as
como tanques con la unin techo-envolvente bridado, como tanques con una extensin en
la parte superior formando un ngulo con la proyeccin hacia afuera. La envolvente del
tanque debe ser suministrada con una ngulo superior (anillo de coronamiento) no menor
que los siguientes tamaos: para los tanques con un dimetro menor o igual a 11m (35
pies), ngulo de 51 X 51 X 5 mm ( 2 X 2 X 3/16 pulg.); para tanques con un dimetro
mayor que 11 m (35 pies) pero menor o igual a 18 m ( 60 pies) ngulo de 51 X 51 X 6
mm (2 X 2 X 1/4 pulg.) y para tanques con un dimetro mayor que 18 m (60 pies) ngulo
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina36
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
de 76 X 76 X 10 mm (3 X 3 X 3/8 pulg.), se deja a criterio del cliente si este ngulo se
instala por el interior o exterior de la envolvente del tanque.
f) Para tanques con un dimetro menor o igual a 9 m (30 pies) y un techo cnico
soportado, la orilla superior de la envolvente puede estar bridada (tener una extensin
doblada a 90) en lugar de instalar un ngulo superior ver detalle C de la Figura 1.4 en el
apndice A. Este tipo de construccin se puede usar en tanques con techo autosoportados,
si el rea total de la seccin transversal del cruce satisface el rea expuesta requerida para
la construccin del ngulo superior. No adicionar elementos, tales como ngulo o barra
cuando se considere la unin techo envolvente bridada.
1.2.3.8 Fijacin del ngulo superior para techos autosoportados.
Sus secciones deben unirse con soldadura a tope de penetracin y fusin completas. No
es necesario aplicar los factores de eficiencia de junta.
Sus orillas de las placas del techo ya sean cnicos, de sombrilla o domo, pueden doblarse
para formar una brida que descanse sobre el ngulo superior para mejorar las condiciones
de la soldadura.
1.3 Ventilacin del tanque.
Los tanques diseados de acuerdo a esta norma, deben tener ventilacin en techo fijo para
prevenir ambas condiciones normales (resultado de los requerimientos operacionales y
carga atmosfrica) y condiciones de emergencia (resultado de la exposicin de un fuego
externo). Tanque con techo fijo satisface estos requerimientos cuando ellos cumplen con
los requisitos de circulacin de ventilacin indicados en el prrafo 1.3.4.
1.3.1 Venteo para tanques de almacenamiento atmosfrico y de baja presin.
En este numeral se cubren los requisitos de venteo normales y de emergencia para
tanques de almacenamiento de petrleo lquido y sus derivados, instalados sobre la
superficie del terreno y diseados para operar desde 2,196 gr/cm (0,5 onzas/pulg2), hasta
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina37
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
103,4 kPa (15 lb/pulg2) de presin manomtrica. Los requisitos de este numeral no deben
ser aplicables a tanques con techo flotante y a tanques sin techo (abiertos).
1.3.2 Determinacin de los requisitos de venteo.
Se debe establecer para cualquiera de las siguientes condiciones del tanque:
Succin de aire debida al vaciado del contenido del tanque a gasto mximo.
Succin de aire debida a la contraccin y condensacin de los vapores provocada por un
ascenso en la temperatura.
Expulsin de gases debida al llenado del tanque a gasto mximo y a la evaporacin
mxima causada por dicho flujo.
Expulsin de gases debida a la expansin y evaporacin causada por la elevacin mxima
de la temperatura (expulsin trmica).
Expulsin de gases debida a exposicin de fuego.
1.3.3 Requisitos de capacidad normal de venteo.
Se calcula sin que exceda la presin o vaco de operacin que se pueda aplicar
regularmente a un tanque, sin causarle daos fsicos o deformacin permanente. Debe ser
como mnimo la suma de los requerimientos de venteo para el lquido en movimiento,
ms los efectos trmicos ambientales.
1.3.4 Capacidad necesaria de venteo (expulsin) de emergencia.
Cuando los tanques de almacenamiento queden expuestos al fuego, la capacidad de
venteo de emergencia puede exceder la resultante de la combinacin de los efectos
trmicos normales y llenado o descarga de hidrocarburos lquidos.
En dichos casos, el tipo de construccin del tanque determina la capacidad adicional de
venteo necesaria.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina38
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.3.5 Medios de venteo.
1.3.5.1 Venteos normales.
Se debe efectuar por medio de una vlvula de relevo operada por piloto, una vlvula de
relevo de presin, una vlvula de presin-vaco (PV) o una boquilla para venteo con o sin
un dispositivo arrestador de flama (dependiendo del lquido almacenado), de acuerdo con
los siguientes requisitos:
No es recomendable utilizar vlvulas de contra peso y palanca.
En vlvulas operadas por piloto, la vlvula principal se debe disear de manera que abra
y proteja automticamente el tanque en caso de falla de la vlvula piloto.
Vlvula de relevo de presin es aplicable a tanques que vayan a operar arriba de la
presin atmosfrica. En los casos donde pueda crearse vaco dentro del tanque, se debe
dar proteccin contra el vaco.
Vlvulas de presin-vaco (PV) deben ser recomendables para usarse sobre tanques
atmosfricos para almacenar hidrocarburos cuyo punto de inflamacin est debajo de 38
C (100 F) y tambin en tanques que contengan petrleo calentado a una temperatura
mayor que la de su punto de inflamacin.
Se pueden utilizar venteos abiertos con dispositivo arrestador de flama en lugar de las
vlvulas de presin-vaci (PV) en tanques de almacenamiento de petrleo o sus
derivados, cuyo punto de inflamacin sea menor de 38C (100 F) o en tanques de para
petrleo calentado arriba de su punto de inflamacin. Se deber tomar en cuenta el tipo y
cantidad de las emanaciones o vaporizaciones que se generen en forma continua y si estas
representan un riesgo para las instalaciones, el personal y el medio ambiente, se deber
considerar el uso de vlvulas de presin Presin-vaco (PV).
Se pueden utilizar venteos abiertos para suministrar la capacidad de ventilacin en
tanques de almacenamiento de petrleo o sus derivados cuyo punto de inflamacin sea de
38 C (100 F) o mayor; en tanques calentados cuando la temperatura del petrleo
almacenado sea menor que la de su punto de inflamacin, en tanques con capacidad
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina39
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
menor de 9458 litros (59,5 barriles 2500 galones) usados para almacenar cualquier
producto y en tanques con una capacidad menor de 476910 litros (3000 barriles 126000
galones) utilizados para almacenar crudos.
En los casos de petrleos viscosos tales como petrleo de la parte inferior del yacimiento
o asfalto deben ser ligados donde el peligro por colapso del tanque resultante del
atascamiento de las paletas o del taponamiento del arrestador de flama es mayor que la
transmisin de la flama hacia dentro del tanque, se pueden utilizar venteos abiertos como
una excepcin de los requisitos de las vlvulas presin-venteo (PV) o de los dispositivo
sarrestadores de flama.
1.3.5.2 Venteo de emergencia.
Se puede efectuarse por medio de:
Mayor nmero o mayor tamao, como los limitados en prrafo 1.3.5.1. Mayor nmero o
mayor tamao de las vlvulas de presin-vaco (PV) o vlvulas de relevo de presin.
Boquilla para medicin que permita que su cubierta se levante bajo cualquier presin
interna anormal.
Registro de hombre que permita que su cubierta se levante cuando est expuesta en
cualquier condicin anormal de presin interna.
Unin entre el techo y la envolvente ms dbil que la ms dbil de las juntas de la
envolvente o de la unin fondo-envolvente.
Nota: Un tanque con la unin techo-envolvente [filete sencillo de soldadura con tamao de 5 mm (3/16
pulg)]. Es un tanque con unin dbil y por lo tanto, no requiere venteo de emergencia.
Alguna otra forma de construccin o accesorio que cumpla los propsitos de relevo de presin.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina40
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.4 Relevado de esfuerzos trmicos.
Todos los tipos de accesorios y conexiones de limpieza exterior a ras de la envolvente
deben ser relevados de esfuerzos despus de ensamblarse, previo a la instalacin en la
envolvente del tanque o despus de la instalacin dentro de la envolvente del tanque si el
tanque entero es relevado de esfuerzos. El relevado debe estar dentro de un rango de
temperatura de 600 C a 650 C (1100 F a 1200 F) de 1 hora por cada 25 mm (1pulg)
de espesor de la envolvente. El ensamble incluir la placa de refuerzo del fondo (o placa
anular) y la soldadura del cuello a la brida.
Cuando el material de la envolvente es del grupo I, II, III, o III A, todas las aberturas de
DN 300 (NPS 12) y mayores conectadas en la placa de la envolvente se le prefabricara
una placa de ms de 25 mm (1 pulg) de espesor para adherrsela o se har una integracin
de las placas (base e inserto), este ensamble prefabricado ser relevado dentro de un
rango de temperatura de 600 C a 650 C (1100 F a 1200 F) de 1 hora por cada 25mm
(1 pulg) de espesor previo a la instalacin. Los requerimientos del relevado de esfuerzos
no incluyen las soldaduras de los cuellos a las bridas u otras boquillas-cuellos y ni la
soldadura del cuello de las entradas de hombre, previo a las siguientes condiciones:
a.1) Las soldaduras afuera del reforzamiento (ver prrafo 1.2.3.7 listado A.1 a A.3).
b.1) La dimensin de la garganta de la soldadura de filete en una brida deslizante sea
como mximo 16 mm (5/8 pulg); o la soldadura junta a tope de una brida de cuello
soldable sea como mximo de 19 mm (3/4 pulg). Si el material se precalienta a una
temperatura mnima de 94C (200F) durante el soldado, los tamaos de soldadura
pueden incrementarse hasta 32 mm (1 pulg) y 38 mm (1 pulg) respectivamente.
Cuando el material de la envolvente es del grupo IV, IV A, V, o VI, todas las aberturas
conectadas a la placa de la envolvente necesitan refuerzo, este refuerzo debe ser una
placa prefabricada de ms de 12,7 mm (0,5 pulg) de espesor que se le adhiere o se hace
una integracin de las placas (base e inserto), este ensamble prefabricado debe ser
relevado con un rango de temperatura de 600 C a 650 C (1100 F a 1200 F) de 1 hora
por cada 25 mm (1 pulg) de espesor previo a la instalacin.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina41
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
1.5 Tolerancia vertical.
La tolerancia mxima fuera de la vertical de la parte superior de la envolvente con
respecto a la parte baja del primer anillo no debe exceder de 0,5% de la altura total del
tanque.
Las tolerancias de fabricacin del combado en una placa de la envolvente en el sentido
vertical, no debe exceder los valores especificados en las Tablas 1.10 y 1.11 de la
especificacin ASTM-A6 o equivalente o en las Tablas A2.9 y A2.12 de la especificacin
ASTM A20 o equivalente, la que sea aplicable.
1.6 Tolerancia de redondez.
Los radios medidos a 305 mm (1 pie) arriba de la soldadura de la esquina del fondo no
deben exceder.
1.7 Deformaciones de las placas sobre la horizontal.
Usando un escantilln horizontal de 914 mm (36 pulg.) de longitud de cuerda, las
deformaciones de las placas de la envolvente sobre la horizontal no deben tener un claro
mayor de 12,7 mm ( pulg.).
1.8 Deformaciones de las placas sobre la vertical.
Usando una regla vertical de 914 mm (36 pulg.) de longitud, las partes sobresalientes de
las placas de la envolvente sobre la vertical no deben exceder de 12,7 mm ( pulg.).
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina42
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
CAPTULO II
SELECCIN DE MATERIALES
2.1 Materiales.
Los materiales fabricados bajo alguna especificacin diferente de las enlistadas en la
Tabla 2.1 del apndice E se pueden emplear siempre y cuando, tengan caractersticas
equivalentes o superiores a los de dicha tabla y el cliente apruebe su uso.
Cuando por condiciones de servicio se justifique el uso de mejores materiales, se puede
utilizar cualquier material de los indicados en la Tabla 2.2 del apndice E, estando sujeto
a las limitaciones y modificaciones indicadas en esta norma de referencia.
Se pueden emplear materiales fabricados bajo otra especificacin, siempre y cuando
cumplan los requisitos de una de las especificaciones enlistadas en las Tablas 2.1 y 2.2
del apndice E, adems de que el cliente apruebe su uso.
El espesor de diseo de las placas, se debe verificar en la orilla de molino recortada de
todas las placas.
Las placas se deben fabricar nicamente por el proceso de hogar abierto, oxigeno bsico
u horno elctrico. Los aceros producidos por el proceso de control termomecnico
(TMCP) pueden ser usados.
Las placas de la envolvente estn limitadas a un espesor mximo de 45mm (1,75 pulg.).
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina43
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
2.1.1 Placas.
Las placas deben cumplir con las especificaciones indicadas en la Tabla 2.1 del apndice
E. Materiales para la fabricacin de tanques de almacenamiento.
Las tolerancias de fabricacin de las placas deben cumplir con la ltima edicin de la
especificacin ASTM A6 o equivalente.
2.1.2 Perfiles estructurales.
Los aceros estructurales deben ser fabricados por el proceso de Hogar Abierto, Horno
Elctrico u Oxgeno Bsico y deben cumplir con alguna de las especificaciones
siguientes:
ASTM A 36/A 36M; A 131/A 131M y A 992/A 992M o equivalente.
CSA G40.21 Gr. 38W/ (260W), 44W/ (300W), 50W/ (350W), 38WT/ (260WT), 44WT/
(300WT) y 50WT/ (350WT).
ISO 630 grados E 275 calidad B, C y D.
2.1.3 Lminas.
Se deben ajustar de acuerdo a lo establecido en la norma ASTM A 283 Gr. C o
equivalente, fabricados por los procesos de Hogar Abierto y Oxigeno Bsico, las lminas
pueden ordenarse por peso o por espesor.
2.1.4 Electrodos para soldadura de arco protegido (SMAW).
Para los materiales de soldadura con un esfuerzo mnimo a la tensin menor de 550 MPa
(79771 lbs/pulg), los electrodos para soldadura por arco manual deben ser de acuerdo a
la clasificacin AWS serie E60 y E70 o equivalente (convenientes para las caractersticas
elctricas, la posicin de la soldadura y otras condiciones de uso) y su seleccin debe ser
de acuerdo con el diseo del tanque. (Ver Tabla 2.3 en el apndice E).
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina44
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
2.1.5 Tubos y forjas.
Excepto cuando se indique otra cosa, los tubos, coples y forjas deben estar de acuerdo
con cualquiera de las siguientes especificaciones ASTM, API o equivalentes.
API Espec 5L Grado A, B y X42
ASTM A 53/A 53M Grado A y B
ASTM A 106/A 106M Grado A y B
ASTM A 234/A 234M Grado WPB
ASTM A 333/A 333M Grado 1 y 6
ASTM A 334/A 334M Grado 1 y 6
ASTM A 420/A 420M Grado WPL6
ASTM A 671 Grado de acero al carbono Grados CA 55, CC 60, CC 65, CC 70, CD 70,
CD 80, CE 55, y CE 60
Las siguientes especificaciones ASTM o equivalente son aceptables para forja.
ASTM A 105/A 105M
ASTM A 181/A 181M
ASTM A 350/A 350M Grados LF1 y LF2
Se puede usar para propsitos estructurales la tubera de calidad soldable que cumpla las
propiedades fsicas de cualquiera de las especificaciones enlistadas anteriormente y que
estn dentro de los esfuerzos permisibles establecidos.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina45
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
2.1.6 Bridas
Las bridas deslizables y las de cuello soldable deben cumplir con los requisitos que se
establecen para bridas forjadas de acero al carbono y estar conforme a lo indicado en
ASME B 16.5 o equivalente.
Para bridas mayores a DN 600 (NPS 24) que cumplan con lo especificado en ASME
B16.47 Tipo B o equivalente, debe aceptarse como una alternativa siempre y cuando el
cliente apruebe su uso. Debe ponerse una especial atencin en el apareamiento de los
accesorios.
Las bridas con cara plana no son permitidas por esta norma de referencia.
2.1.7 Tornillera.
El material para birlos, tornillos y esprragos deben cumplir con los requisitos de las
especificaciones ASTM A 307, A 193 / A 193M y ASTM A 325 / A 325M equivalente.
2.1.8 Tuercas
El material de las tuercas debe cumplir con los requisitos de las especificaciones ASTM
A 194 / A 194 M equivalente.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina46
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
CAPTULO III
DISEO DEL RECIPIENTE ATMOSFRICO
3.1 MEMORIA DE CLCULO.
3.1.1 DATOS DE DISEO
Fluido:
Densidad del Fluido:
Gravedad Especifica Fluido:
Peso Especifico del Acero:
Corrosin Permisible:
Dimetro Interior:
Altura del Tanque
Butanol 70
830
0.830
7850
3.175
12.192
6.092
Presin de Operacin
Presin de Diseo
Temperatura de Operacin
Temperatura de Diseo
Temp. de Metal Min. de Diseo:
Presin de Prueba Hidrosttica
Atmosfrica
Hidrosttica
40 C
68 C
10 C
Lleno de Agua
kg/m
kg/m
mm
mm
m
Eficiencia de la Junta Soldable:
Cuerpo:
Radiografiado:
Cuerpo:
Relevado de Esfuerzos:
Velocidad Regional Del Viento:
Tipo de Escalera:
Tipo de Plataforma:
Peso de Fabricacin:
Peso Vacio:
Peso Lleno de Agua:
Peso en Operacin:
SA-283-C
Material de Fabricacin Cuerpo
SA-283-C
Material de Fabricacin Tapa
Material de Fabricacin Fondo
SA-283-C
Esfuerzo Permisible del Material del Cuerpo
Facultad de Ingeniera Mecnica de la UMSNH.
E=
0.85
Por Puntos
No
140.000
Km/hr
Marina
De rejilla Irving IS-05
27,450.0 Kg
27,450.0 Kg
738,975.0 Kg
558,725.0 Kg
20000
Psi
Pgina47
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Diseo Basado en:
ngulo del Techa
Estandar API - 650 Ultima Edicin
3.6
GRADOS
3.1.2 CLCULO DE ESPESORES DEL CUERPO
12.205
12.192
12.198
6.096
DE =
DI =
D=
H =
G =
P =
1.0
20000
22500
h1 =
h2 =
h3 =
CA=
2.438
2.438
1.219
mm
td
40.042
40.000
40.021
20.000
Pies
Pies
Pies
Pies
Gravedad Especifica del Agua
Presin de Diseo
Sd =
St =
h =
H=
Sd =
m
m
m
m
3.175
PSI
PSI
m
m
m
8.000 Pies
8.000 Pies
4.000 Pies
0.125 Pulg
Altura de los Anillos
Altura Total del Tanque
Esfuerzo Permsible de Diseo
DE=
DN=
DI =
2.6 D ( H 1) G
CA
Sd
td
H1 =
20.000 Pies
H2 =
12.000 Pies
H3 =
4.000 Pies
Tolerancia por Corrosin
Dimetro Exterior
Dimetro Nominal
Dimetro Interior
4 .9 D ( H 0 .3048 ) G
CA
Sd
PRIMER ANILLO
t1 =
0.207
PULG.
5.26
mm
Usar Placa de
6.35
mm
0.173
PULG.
4.38
mm
Usar Placa de
4.76
mm
0.138
PULG.
3.50
mm
Usar Placa de
4.76
mm
SEGUNDO ANILLO
t2 =
TERCER ANILLO
t3 =
NOTA:
Espesor Mnimo Nominal de
Acuerdo al Estndar API- 650 3.6.1
Facultad de Ingeniera Mecnica de la UMSNH.
3/16
Pulg.
Pgina48
4.76
mm
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
3.1.3 CLCULO DE ESPESORES DEL CUERPO PARA PRUEBA
HIDROSTTICA
tt
2.6 D ( H 1) G
St
St =
tt
4 .9 D ( H 0 .3048 )
St
ESFUERZO PERMISIBLE DE DISEO PARA PRUEBA
PRIMER ANILLO
t1 =
0.088
PULG.
2.23
mm
Usar Placa de
4.76
mm
0.051
PULG.
1.29
mm
Usar Placa de
4.76
mm
0.014
PULG.
0.35
mm
Usar Placa de
4.76
mm
4.76
mm
SEGUNDO ANILLO
t2 =
TERCER ANILLO
t3 =
Espesor Mnimo Nominal de
Acuerdo al Estndar API- 650 3.6.1
3/16
Pulg.
3.1.4 CLCULO DEL ESPESOR DEL FONDO
El espesor mnimo nominal usado para el fondo del recipiente es de acuerdo al
estndar API- 650 3.4.1., que dice, que el espesor mnimo nominal, sin incluir la
corrosin, es de 6mm (1/4in).
ESPESOR MN.
NOMINAL:
tf =
0.25" + C
ESPESOR CALCULADO
tf =
0.375
PULG.
9.525
Facultad de Ingeniera Mecnica de la UMSNH.
mm
Usar Placa de
9.525
mm
Pgina49
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
3.1.5 CLCULO DEL ESPESOR DEL TECHO
El espesor mnimo nominal para el techo, es de 5mm (3/16 in), sin incluir la
corrosin admisible, de acuerdo al estndar API- 650 3.10.2.2
ESPESOR MN.
NOMINAL:
t =
0.3125
tt =
0.1875 + C
PULG.
3.18
CA =
7.94
mm
0.125
mm
NGULO DE CORONAMIENTO (UNIN CUERPO -TECHO):
LI 64x8
De acuerdo al estndar API- 650 3.1.5.9.
RESUMEN DE ESPESORES
CUERPO
6.35
ANILLO No: 1
4.76
ANILLO No: 2
4.76
ANILLO No: 3
7.938
TECHO
9.525
FONDO
ANG. DE CORONAMIENTO
mm
mm
mm
mm
mm
64*8
1/4
1/4
1/4
3/8
3/8
mm
Pulg
Pulg
Pulg
Pulg
Pulg
2.5*0.3125
Pulg
3.1.5.1 CLCULO DE LA ESTRUCTURA DEL TECHO
Para el clculo de la estructura del techo, debemos comprobar que el techo requiere de
estructura interna para soportarlo, esto de acuerdo al estndar API- 650 3.10.5.
37 grados
9.5 grados
(pendiente 9:12)
(pendiente 2:12)
D
400 Sen
El Espesor para un angulo de 37 grados
t=
0.16666667
in
4.23333333
mm
El Espesor para un angulo de 9.5 grados
t=
0.60606061
in
15.3939394
mm
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina50
PULG.
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Mnimo espesor =
D
3 in
16
400Sen
Mximo espesor = 1/2 in, excluyendo la corrosin admisible.
El techo del recipiente requiere estructura interna. Por consiguiente debemos seleccionar
los perfiles estructurales para largueros y columna, como sigue:
3.1.5.2 CLCULO DE LARGUEROS
Como primer paso debemos calcular el nmero de largueros necesarios para soportar el
techo, esto de acuerdo al estndar API- 650 3.10.4.4:
Numero de largueros = NL
NL =
D
6.28 ft
NL = 20 largueros
El ngulo entre largueros se obtiene de la siguiente manera:
Angulo =
360
20
18
NL = 20 @ 18
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina51
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Carga interior total = WIT
rea del Techo = AT
Carga Total = WT
AT = 116.952 m2
AT RC
WT WV WM
Donde:
Wv = Cargas vivas, establecidas por el estndar API- 650 3.10.2.1.
WV = 122.05 kg/m2 (1.2 Kpa).
WM = Cargas muertas.
WM t AC
Donde:
t = Espesor de las placas del techo.
AC = Densidad del Acero.
WM t AC
WM = 62.313 Kg/m2
WT WV WM
WT = 171.8975 kg/m2
WIT = WT X AT
WIT = 21561.65 kg.
W = Carga por larguero.
M = Momento flexionante, de acuerdo al manual de altos hornos de Mxico.
Z = Modulo de la seccin.
L = Longitud del larguero.
20ft.
6.096m.
W
WIT
NL
W = 1078.082 kg.
M = 0.128WL
M = 72861.15 lb-in.
S = Esfuerzo permisible del perfil estructural.
Z
M
S
2372.78 lb
Z = 3.469 in3
S = 21000 Psi.
55.98 m3
Z = C.P.S. 6" X 15.63 (Kg/m) de acuerdo al manual del IMCA.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina52
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
3.1.5.3CLCULO DE LA COLUMNA
El clculo de la columna es de acuerdo al estndar API- 650 3.10.3.4
Datos:
L = longitud libre de la columna, mm (pulg)
r = mnimo radio de giro de la columna, mm (pulg)
L/r = relacin de esbeltez, de acuerdo al estndar API- 650 3.10.3.3, la relacin de
esbeltez para miembros estructurales sometidos a compresin es igual a 200.
Fy = 250 MPa (36,000 lbf/in2), esfuerzo de cedencia del A- 36.
E = 29000 lbf/ft2, modulo de elasticidad, de acuerdo al manual del AHMSA.
L
200
r
L = 647.94 cm
r = 3.239 cm
De acuerdo al radio de giro obtenido, se propone un IPR
caractersticas siguientes:
A=
D=
B=
Tf=
Tw=
Rx=
Ry=
24.7 cm2
13.1 cm
12.7 cm
1.09 cm
0.68 cm
5.5 cm
3.3 cm
5"X28.1Kg/m, con las
3.829 in2
5.15 in
5 in
0.429 in
0.267 in
2.165 in
1.3 in
Verificamos si hay pandeo local de acuerdo al manual del IMCA 1.9.1 y 1.9.2.
Patn
Alma
b/2
5.286
tf
d
19.265
tw
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina53
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Patn
800
15.873
Alma
b 2120
t
Fy
42.065
Patn
5.286 < 15.873
Alma
19.265 < 42.065
Fy
No hay pandeo local.
De acuerdo al estndar API- 650 3.10.3.4, y como el perfil estructural propuesto cumple
con lo establecido en el manual del IMCA 1.9.1 y 1.9.2 y al estndar API- 650 3.10.3.2,
se toman las siguientes consideraciones:
Si
Si
L
CC
r
L
CC
r
L / r 2
1
Fy
2C C2
5 3L / r L / r 3
8C C
8C C3
3
Fa
L
1
.
6
200r
12 2 E
2
23L / r
Fa
L
1.6
200r
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina54
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Donde:
CC = 3.987
Como
2 2 E
CC
FY
L
CC
r
12 2 E
2
23L / r
Fa
L
1.6
200r
L
196.345
r
por lo tanto tenemos:
Fa = 6.26 lbf/pulg2
Ahora calculamos la carga a la cual ser sometida la columna, considerando los largueros
como vigas simplemente apoyadas.
Ra = reaccin adyacente a la columna del techo.
Rb = reaccin adyacente al cuerpo del tanque.
W = Carga por largero.
L = Longitud del largero
1005.178 Kg
6.096 m
Facultad de Ingeniera Mecnica de la UMSNH.
2216.1 Lb
20 Ft
Pgina55
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
De acuerdo al manual de Altos Hornos de Mxico, tenemos:
1
Ra W
3
Ra = 334.470 kg
15.63 * L
RTA Ra
20
2
RTA = 7642.213 Kg.
2
Rb W
3
Rb = 668.940 Kg.
15.63 * L
RTB Rb
RTB = 716.581 Kg.
Donde:
RTA = Carga total en la columna.
RTB = Carga total de cada larguero en su punto de apoyo adyacente al cuerpo.
Pr = RTA
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina56
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Tomando de los conocimientos de esttica el esfuerzo requerido por la columna, de la
siguiente manera.
2E
L r 2
Donde:
= es el esfuerzo critico que soporta la columna.
= 7.42 lbf/pulg2
Por lo tanto el perfil seleccionado es incorrecto, y proseguimos a seleccionar otro.
Seleccionamos un perfil compuesto por dos canales de la siguiente manera, y verificamos
si cumple:
CPS 6" x 15.63 kg/m
X=
Y=
A=
13.97 mm
76 mm
29.42 cm2
X1=
Y1=
CPS 8" x 20.46 kg/m
X=
Y=
A=
14.99 mm
101.5 mm
40.32 cm2
X2=
Y2=
Xi
Ai
Ai
Facultad de Ingeniera Mecnica de la UMSNH.
86.47 mm
143 mm
101.5 mm
52.01 mm
Yi Ai
Ai
Pgina57
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
X 95.1595555
mm
90.3943677 mm
Y1=
143
Y2=
52.01
Y 90.3943677
mm
mm
mm
d Y1 Y
I x1 I x1 A y
I x1
I x1
812.9 cm4
1246.3622 cm4
I x I x1 I x 2
I
r2 x
A
Y Y 2
2
d 52.6056323 mm
38.3843677 mm
I x2
I x2
Ix
I x 2 I x 2 Ad 2
1988.1 cm4
3103.8965 cm4
4350.25897 cm4
r= 7.89799008 cm
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina58
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
CC = 3.987
Como
L
CC
r
que si :
L
120
r
Fa
12 2 E
23L r
81.9
y tomando en cuenta lo indicado en manual del AHMSA tenemos
Fa = 22.63 lbf/pulg2
Por lo tanto decimos que el arreglo del perfil es correcto.
3.1.5.4 CLCULO DE LA MNSULA ADYACENTE AL CUERPO
DEL TANQUE
DATOS
Lm=
An=
RTB 716.581106 Kg
1.454
Kips
LONGITUD DE LA MNSULA
ALTURA O PATN DE LA MNSULA
Lm=
An=
10
5.5
Wb=
M=
Sw=
7.997
4.16666667
Wb=
1.91928
Ws=
V=
Aw=
1.454
10
Ws=
0.1454
in
in
25.4
12.7
cm
cm
de tabla
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina59
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
W=
1.9247797
f=
9.6
w=
0.20049789
de acuerdo
a la
Norma
in
el tamao de la soldadura ser de 1/4"
3.2 TABLA DE BOQUILAS
TAB LA DE BOQUILLAS
MARC
A
CAN
T.
DIM.
76 (3'')
102 (4'')
76 (3'')
508 (20")
FEND
IN
38 (1
1/2")
51 (2")
I 1-2
PR
OY.
EX
T.
203
(8")
203
(8")
203
(8")
152
(6")
203
(8")
BRIDA
CUELLO
TIP
O
RAN
GO
MATE
RIAL
CED
ULA
MATE
RIAL
WN
RF
WN
RF
WN
RF
API
150 #
SA-105
80
150 #
SA-105
80
150 #
SA-105
80
R 1/4"
150 #
SA283-C
SA-105
SA106-B
SA106-B
SA106-B
SA283-C
SA106-B
WN
RF
40
MEDIO COPLE ROSCADO
203
(8")
WN
RF
150 #
SA-105
36.5(1
1/16")
FEND
80
SA106-B
SERVICIO
ENTRADA
SALIDA
RECIRCULACION
ENTRADA-HOMBRE
VENTEO C/VALV. CONS. Y
ARREST DE FALMA
REGISTRO-HOMBRE
INDICADOR DE NIVEL
DRENAJE
TW (TERMO POZO)
TENSORES PIN DE NIVEL
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina60
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
3.3 INFORMACIN GENERAL DE CADA SECCIN DEL TANQUE
SECCIN
No
1
2
3
4
5
SECCIN
No
1
2
3
4
5
TIPO DE
SECCIN
TECHO
ANILLO 3
ANILLO 2
ANILLO 1
FONDO
TIPO DE
SECCIN
TECHO
ANILLO 3
ANILLO 2
ANILLO 1
FONDO
ELEVACIN
EL.
LONGITUD
DE LA
SECCIN
DENSIDAD
DEL
FLUIDO
DIMETRO
INTERIOR
DIMETRO
EXTERIOR
DIMETRO
MEDIO
liq
Di
De
Dm
m
0.000
1.219
2.438
2.438
0.000
Kg/m
0
830
830
830
830
m
0.016
12.205
12.202
12.205
12.269
M
NA
12.198
12.197
12.197
12.269
M
6.096
6.096
4.877
2.438
0.000
12.192
12.192
12.192
0.000
PRESIN
DE DISEO
ESPESOR
NOMINAL
CORROSIN
PERMISIBLE
ESPESOR
AISL.
DENSIDAD
DEL AISL.
tn
taisl.
aisl
Kg / cm
NA
HIDROST.
HIDROST.
HIDROST.
HIDROST.
Mm
7.938
4.760
4.760
6.350
9.525
mm
3.175
3.175
3.175
3.175
3.175
Mm
0.0
0.0
0.0
0.0
0.0
Kg / m
0.00
0.00
0.00
0.00
0.00
3.4 PESO DEL TANQUE
SECC.
No
1
2
3
4
5
TIPO DE
SECCIN
ALTURA
DE LA
TAPA
PESO
DE LA
SECC.
PESO
DE
BOQUILLAS
Ws
Kg
TECHO
ANILLO 3
ANILLO 2
ANILLO 1
FONDO
X
M
0.383
1.219
2.438
2.438
0.000
Wb
Kg
500.0
15.0
0.0
0.0
0.0
SECC.
No
TIPO DE
SECCIN
1
2
3
4
5
TECHO
ANILLO 3
ANILLO 2
ANILLO 1
FONDO
PESO
ESCALERAS
W esc
Kg
0.0
90.7
90.7
84.4
NA
2329.0
3491.2
3491.2
8839.4
PESO
DEL AISL.
W aisl.
Kg
0.0
0.0
0.0
0.0
0.0
PESO DE
ACC.
ENSAMB.
EN TALLER
W acc.
taller
Kg
0.0
0.0
0.0
0.0
0.0
PESO
DE
FABRICACIN
Wf
Kg
500.0
2344.0
3491.2
3491.2
8839.4
Facultad de Ingeniera Mecnica de la UMSNH.
PESO
DE LA
SECC.
VACO
Kg.
500.0
2,344.0
3,491.2
3,491.2
8,839.4
PESO DEL
FLUIDO EN
OPERACIN
PESO
DE
PLATA F.
Wf
Kg.
NA
118139.2
236278.3
236278.3
NA
W plataf
Kg
854.5
0.0
0.0
0.0
NA
PESO DE
LA SECC.
OPERACIN
Wo
Kg
500.0
120483.2
239769.5
239769.5
8839.4
PESO DE
PRUEBA
Wpt
Kg
500.0
144680.3
288163.9
288163.9
8839.4
Pgina61
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
3.5 PLANOS DEL TANQUE.
R
( 1 =551
8'- 2
1''
)
24
90
204
270
180
UMSNH
Facultad de Ingeniera Mecnica
Dibujo: Andrs
Godnez Uribe
Fecha:
27/Agosto/2009
TANQUE ATMOSFERICO
VISTA PLANTA
Facultad de Ingeniera Mecnica de la UMSNH.
Unidades mm(pulg)
SIN ESCALA
REV. 0
Pgina62
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
DOBLE CARTA
8 ESP
( 1/4'' )
305 ( 1'-0'' )
1.524
1/9 (3/4'')
1.524
( 5'-0'' )
( 5'-0'' )
6.096
12.192
DIAMETRO INTERIOR
6 ESP.
(1/4'')
0.762
( 2'-6'' )
FONDO CON PENDIENTE 1%
152
(6'')
0.762
762
(2-6'')
1.524
(40'-0'')
(20'-0'')
( 2'-6'' )
8 ESP
( 5/16'' )
UMSNH
Facultad de Ingeniera Mecnica
Dibujo: Andrs
Godnez Uribe
Fecha:
27/Agosto/2009
TANQUE ATMOSFERICO
VISTA ELEVACIN
Facultad de Ingeniera Mecnica de la UMSNH.
Unidades mm(pulg)
SIN ESCALA
REV. 0
Pgina63
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
RED. 19(3/4'') O
CPS 6''x15.63 Kg/M
UMSNH
Facultad de Ingeniera Mecnica
Dibujo: Andrs
Godnez Uribe
Fecha:
27/Agosto/2009
TANQUE ATMOSFERICO
ARREGLO DE
LARGUEROS DE LA
ESTRUCTURA
Facultad de Ingeniera Mecnica de la UMSNH.
Unidades mm(pulg)
SIN ESCALA
REV. 0
Pgina64
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
DOBLECARTA
6.104
(20' - 0 5/16'')
305 (1'-00'')
6.096
CPS 6''x15.63 Kg/M
UMSNH
Facultad de Ingeniera Mecnica
Dibujo: Andrs
Godnez Uribe
Fecha:
27/Agosto/2009
TANQUE ATMOSFERICO
ARREGLO DE LA
COLUMNA DE LA
ESTRUCURA
Facultad de Ingeniera Mecnica de la UMSNH.
Unidades mm(pulg)
SIN ESCALA
REV. 0
Pgina65
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
20 PLACAS IGUALMENTE ESP.@15
(4) BARRS. DE
21 (13/16'') O
95
(3 3/4'')
121
(4 3/4'')
190
(7 1/8'')
18
190
(7 1/8'')
95
(3 3/4'')
18
121
(4 3/4'')
200
(7 7/8'')
200
(7 7/8'')
UMSNH
Facultad de Ingeniera Mecnica
Dibujo: Andrs
Godnez Uribe
Fecha:
27/Agosto/2009
TANQUE ATMOSFERICO
VISTA DE CAPITEL
Facultad de Ingeniera Mecnica de la UMSNH.
Unidades mm(pulg)
SIN ESCALA
REV. 0
Pgina66
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
0.914
BARRS. OVALADOS DE
17x53 (11/16''x15/16'')
R DE 10(3/8'') ESP.
25
(1'')
32
(1 1/16'')
(5/32'')
32
(1 1/4'')
64
(2 1/2'')
R DE 13(1/2'') ESP.
6 (1/4'')
A TODO
LO LARGO
6 (1/4'')
6 (1/4'')
152 (6'')
UMSNH
Facultad de Ingeniera Mecnica
Dibujo: Andrs
Godnez Uribe
Fecha:
27/Agosto/2009
TANQUE ATMOSFERICO
VISTA DE CAPITEL
Facultad de Ingeniera Mecnica de la UMSNH.
Unidades mm(pulg)
SIN ESCALA
REV. 0
Pgina67
EN AMBOS
EXTREMOS
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
6 (1/4'')
CPS 8''x20.46 Kg/m
600
(1'-11 5/8'')
600
(1'-11 5/8'')
1.200
(3'-11 1/4'')
UMSNH
Facultad de Ingeniera Mecnica
Dibujo: Andrs
Godnez Uribe
Fecha:
27/Agosto/2009
TANQUE ATMOSFERICO
DETALLE DE BASE
Facultad de Ingeniera Mecnica de la UMSNH.
Unidades mm(pulg)
SIN ESCALA
REV. 0
Pgina68
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
400
(1'-3 3/4'')
(2'-7 1/2'')
0.800
400
(1'-3 3/4'')
TIP. SOLDAR
AL FONDO DEL
TANQUE, NO A
LA BASE.
6 (1/4'')
6 (1/4'')
CPS 10x37.20 Kg/m
CPS 8''x20.46 Kg/m
CPS 6X15.63 Kg/m
TIP.
APS 76x76x6x100
(3''x 3''x1/4''x4'')
6 (1/4'')
DETALLE BASE
UMSNH
Facultad de Ingeniera Mecnica
Dibujo: Andrs
Godnez Uribe
Fecha:
27/Agosto/2009
TANQUE ATMOSFERICO
DETALLE DE BASE
Facultad de Ingeniera Mecnica de la UMSNH.
Unidades mm(pulg)
SIN ESCALA
REV. 0
Pgina69
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
DOBLECARTA
6116
(20'-0 13/16'')
ANG. 64X64X8
80
(2 1/2'' x 2 1/2'' x 5/16'')
30
2883
(9'-5 1/2'')
30
51 (12'')
0.254
(10'')
P.T.
BARRAS DE 21 O (13/16'')
6 (1/4'')
6096
(20'-0'')
R DE 10
(3/8'')
6 (1/4'')
DETALLE "X"
UMSNH
Facultad de Ingeniera Mecnica
Dibujo: Andrs
Godnez Uribe
Fecha:
27/Agosto/2009
TANQUE ATMOSFERICO
DETALLE X
Facultad de Ingeniera Mecnica de la UMSNH.
Unidades mm(pulg)
SIN ESCALA
REV. 0
Pgina70
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
CONCLUSIONES
Los Tanques de Almacenamiento Atmosfrico, almacenan una diversa variedad
de hidrocarburos lquidos provenientes de industrias de procesos, refineras, plantas
qumicas y terminales de mercadeo.
Ellos tambin forman parte de las facilidades de apoyo en otras industrias, como
por ejemplo los tanques de almacenamiento para hidrocarburos
en las plantas de
generacin de energa elctrica.
Durante estos ltimos aos, este tipo de tanques ha ganado gran importancia y
especial atencin en su diseo, debido a las fallas que han presentado, las cuales han
tenido graves consecuencias. Como resultado de estos incidentes existe un marcado
crecimiento de las regulaciones gubernamentales y una especial atencin de la industria
hacia este tipo de Tanques.
Por ello, establecer un diseo y un programa de evaluacin de la integridad
estructural de los Tanques de Almacenamiento Atmosfrico de Hidrocarburos se ha
convertido en una prioridad, razn por la cual es indispensable el conocimiento y la
aplicacin de las normas y estndares para diseo, construccin y ereccin de los
mismos.
As tambin durante la investigacin para la elaboracin de esta Tesina se
concluy en la importancia de realizar un trabajo sencillo pero que cumple con lo
requerido para su aplicacin efectiva y de calidad en el campo Industrial para el manejo y
almacenamiento de hidrocarburos, cubriendo las necesidades de las diversas empresas.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina71
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
APNDICE
APNDICE A
DETALLES DE SOLDADURA
Diseo de juntas.
a) Tamao de soldaduras.
Deben basarse en los siguientes criterios:
a.1) Soldadura de bisel. El tamao del bisel de la soldadura est basado en la profundidad
de la junta (esto es, la profundidad de los biseles ms la penetracin de la raz cuando se
especifique).
a.2) Soldadura de filete. La soldadura de filete de piernas iguales, se basa en la longitud
de la pierna ms grande del tringulo rectngulo issceles el cual puede ser inscrito
dentro de la seccin transversal de la soldadura de filete. La soldadura de filete de piernas
desiguales se fundamenta en la longitud de la pierna ms grande del tringulo rectngulo,
el cual puede ser inscrito dentro de la seccin transversal de la soldadura de filete.
b) Restricciones en las juntas.
Se aplican las siguientes restricciones respecto al tipo y tamao de juntas o soldaduras:
Las soldaduras por puntos o provisionales, se consideran sin ningn valor de resistencia
estructural.
El tamao mnimo de la soldadura de filete debe ser como sigue:
b.1) En placas de hasta 5 mm (3/16 pulg.) de espesor, se deben usar filetes completos.
b.2) En placas cuyo espesor es mayor de 5 mm (3/16 pulg.), se deben usar filetes con
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina72
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
tamao mnimo de 1/3 del espesor de la placa ms delgada en junta, pero no debe ser
menor de 5 mm (3/16 pulg.).
Las Junta a traslape con soldadura sencilla slo deben emplearse en las placas del fondo
y del techo.
Cuando se sujeten con soldadura de puntos juntas a traslape, stas deben tener como
mnimo un traslape de 5 veces el espesor nominal de la placa ms delgada en la unin. En
el caso de juntas a traslape con soldadura doble, el traslape mximo debe ser de 50 mm
(2pulg) y en el caso de juntas a traslape con soldadura sencilla, el traslape mximo es de
25 mm (1 pulg.).
c) Smbolos de la soldadura.
Los smbolos de soldadura deben cumplir con los requerimientos del A.W.S o
equivalente y se muestran en la Figura 1.1.
d) Tipo de Juntas.
Las juntas utilizadas en los tanques se muestran en las Figuras 1.2, 1.3 y 1.4.
Tabla 1.1 Tamao mnimo de filetes de soldadura en la unin envolvente con fondo
Espesor Nominal de la Placa de la
Envolvente
Mm
(pulg)
(3/16)
t=5
(3/16<t3/4)
5<t19
(3/4<t1 )
19<t32
(1 <t1 )
32<t45
Mnimo Tamao de Filete de
Soldadura
Mm
5
6
8
10
Facultad de Ingeniera Mecnica de la UMSNH.
(pulg)
(3/16)
(1/4)
(5/16)
(3/8)
Pgina73
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Notas:
1. El lado de la junta para el cual seala la flecha, es el ms cercano; y el lado opuesto a este es el lado
lejano.
2. Las soldaduras del lado ms cercano y del lado ms lejano se hacen del mismo tamao a menos que se
indique otra cosa.
3. Los smbolos se aplican: entre dos cambios bruscos en al direccin de la soldadura, o en la extensin de
la indicacin de soldadura por medio de un sombreado, o todo a lo largo de la lnea, en donde se marcan
las dimensiones, excepto cuando se usa el smbolo de Todo alrededor.
4. Todas las soldaduras deben ser continuas de las dimensiones que se hayan aceptado, s no se indica otra
cosa.
5. La cola de la flecha se usa para anotar especificaciones de cualquier otra referencia, (esta cola puede
omitirse si no se hace ninguna referencia).
6. Cuando se usa el smbolo para la soldadura en ranura con bisel o en J, la flecha debe indicar con un
quiebre marcado hacia la pieza que debe ser biselada (en los casos en que claramente se ve cual es la
pieza por biselar, puede omitirse el quiebre de la flecha).
7. Las dimensiones de las soldaduras, los incrementos y los espaciamientos se indican en milmetros.
8. Para instrucciones ms detalladas en el uso de estos smbolos ver la norma de soldadura publicada por
la Sociedad Americana de Soldadura (AWS) o equivalente.
Figura 1.1.- Smbolos de soldadura.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina74
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
a) Junta a tope con bisel sencillo en V.
b) Junta a tope con bisel sencillo en U.
c) Junta a tope con bisel doble en V.
d) Junta a tope con bisel doble en U.
e) Junta a tope con ranura rectangular.
Figura 1.2.- Tipos de juntas en envolventes.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina75
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
a) Junta a tope con penetracin
completa del ngulo con la
envolvente.
Facultad de Ingeniera Mecnica de la UMSNH.
b) Alternativa de junta del
ngulo con la envolvente.
Pgina76
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
c) Junta a tope con
penetracin completa
ranura rectangular.
d) Junta a tope con
penetracin completa
ranura rectangular.
e) Junta a tope con
penetracin completa
con bisel doble.
Figura 1.3 Tipos de juntas en envolventes.
a) Juntas traslapadas en las placas
del techo.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina77
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
c) Alternativa de junta de
techo con la envolvente.
b) Junta del techo con la envolvente.
d) Junta de envolvente con el fondo.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina78
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
e) Junta tipo solapa de filete
completo soldadura simple.
f) Junta a tope con soldadura
sencilla con solera de respaldo.
Unin placas del fondo.
Figura 1.4.- Tipos de juntas en el fondo y en el techo.
Figura 1.5 Mtodo de preparacin de las placas traslapadas del fondo, debajo de la
envolvente del tanque
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina79
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
APNDICE B
ACCESORIOS EN LA ENVOLVENTE
Las conexiones y accesorios deben cumplir lo especificado a continuacin, excepto que
cuando con la aprobacin del cliente, se utilicen otros diseos que suministren una
resistencia, hermeticidad y utilidad equivalente para otros accesorios que no sean los
registros de limpieza al ras del fondo.
Los cuellos para registros de hombre y boquillas, placas de refuerzo y aberturas en la
envolvente, deben tener superficies uniformes y lisas con las esquinas redondeadas,
excepto donde esas superficies se cubran totalmente con las soldaduras de fijacin.
El permetro de la periferia de las placas insertadas cuando se usen, debe tener una
transicin cnica de 1:4 hasta el espesor de las placas adyacentes de la envolvente.
Como una alternativa de la forma de las placas de refuerzo ilustradas en las Figuras 1.6 y
1.8 del apndice B y de sus dimensiones anotadas en las tablas, otras formas tales como
circulares u ovaladas deben ser aceptables siempre y cuando su longitud y ancho cumplan
los requisitos de rea, soldadura y espaciamiento indicados en el prrafo 1.2.2.7.
Se permiten aberturas sin reforzar hasta DN 50 (NPS 2) del tubo en las tapas planas, sin
incrementar su espesor, siempre y cuando las orillas de esas aberturas estn a una
distancia mnima del centro de la tapa de un cuarto de la altura o de dimetro de la
abertura. Las aberturas de DN 50 (NPS 2) y menores que no satisfagan los requisitos de
localizacin y las aberturas mayores reforzadas, deben cumplir los requisitos del el
apndice B listados b y c.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina80
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Tabla 1.2
permitidos
Materiales
de
placas
admisibles
ASTM
equivalente
esfuerzos
Por acuerdo entre el comprador y el fabricante, el esfuerzo a la tensin de estos materiales puede ser
incrementado a 517,1 MPa (75000
lb/pulg2) mnimo y 620,5 MPa (90000 lb/pulg2) mximo, los materiales ASTM A 537M clase 2 y ASTM A
670M grado B se pueden incrementar de 586,1 MPa (85000 lb/pulg2) mnimo a 689,5 MPa (100000
lb/pulg2) mximo.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina81
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Tabla 1.3 Espesor mnimo de las placas de la envolvente
Dimetro nominal
del tanque en S.I
M
<15
15 hasta <36
36 hasta 60
>60
Espesor nominal de
la placa en S.I.
mm
5
6
8
10
Dimetro nominal
del tanque en U.S.
Pies
>50
50 hasta <120
120 hasta 200
200
Espesor nominal de
la placa en U.S.
In
3/16
5/16
3/8
Notas:
1. A menos que otra cosa se especifique por el cliente, el dimetro nominal del tanque debe ser la lnea del
centro del dimetro de las placas del anillo del fondo de la envolvente.
2. El espesor nominal de placa se refiere al espesor de la envolvente en toda la construccin. Los
espesores especificados estn basados en los requerimientos de ereccin.
3. Cuando el cliente especifique placas con un espesor nominal mnimo de 6mm puede sustituirse por placa
de pulg.
b) Registros de hombre en la envolvente.
Los registros se disean de acuerdo con las Figuras 1.6 y 1.8, y Tablas 1.4, 1.5 y 1.6
excepto para otras formas permitidas en el apedice B listado a). Las placas de refuerzo
para los registros de hombre, deben llevar un agujero de aviso o testigo de DN 6 (NPS )
con el propsito de detectar fugas a travs de las soldaduras interiores. Dichos agujeros
deben localizarse sobre el eje horizontal y debe pasar de lado a lado la placa de refuerzo,
as como estar abiertos a la atmsfera.
Cuando la corrosin permisible es especificada a ser aplicada a los registros de hombre,
el factor de corrosin debe ser adicionado al mnimo espesor del cuello, a la cubierta de
placa, y al espesor de la brida atornillada de la Tabla 1.4 y Tabla 1.5.
Los materiales para el tipo de empaque deben cumplir con los requerimientos del
servicio, basados sobre el producto almacenado, la temperatura y la resistencia al fuego.
Las dimensiones del empaque cuando son usadas conjuntamente con la brida de placa
delgada descrita en la Figura 1.6 se tienen que demostrar que deben ser efectivas cuando
deben ser usadas con empaques suaves, tales como las fibras sin asbesto adheridas con un
aglutinante. Cuando se usen empaques duros tales como metal slido, metal corrugado,
metal enchaquetado o metal embobinado en espiral, las dimensiones del empaque, de la
brida y cubierta deben ser diseadas por el estndar API-620, seccin 3.20 y 3.21 o
equivalente.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina82
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Notas:
1.- El material del empaque debe ser de lmina de no asbesto de fibra larga, a menos que se especifique
otra cosa.
2.- El tamao de la soldadura debe ser igual al espesor ms delgado a unir.
Figura 1.6 Registro de hombre en la envolvente (ver Tablas 1.5, 1.6, 1.7, 1.8 y 1.9)
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina83
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Notas:
1. El corte de la envolvente no debe ser menor al dimetro externo del cuello + 12,7 mm (1/2 pulg).
2. Referido al prrafo 3.7.3 del API estndar 650 o equivalente para separacin mnima de soldadura en
conexiones.
3. El tamao de la soldadura debe ser ya sea A (Tabla No. 1.8) o tn, espesor mnimo del cuello del registro
o boquilla por las Tablas Nos. 1.5, 1.7 y 1.8 la que sea mayor.
4. Otros detalles de insercin permisibles son mostrados en la Figura 3-8 del API estndar 620 o
equivalente.
5. Las dimensiones y el tamao de la soldadura que no son especificadas aqu se muestran en la Figura 1.8
y Tablas Nos.1.6 a 1.10.
6. Los detalles de soldadura en biseles pueden ser modificados si los solicita el cliente en las bases de
diseo.
Figura 1.7 Detalles mnimos permisibles de boquillas y registros de hombre en la envolvente
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina84
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Tabla 1.4 Espesores de placa para la tapa y brida del registro de hombre (Ver Figura 1.6)
1
Diseo
mximo
nivel
liquido m
(pies) H
2
Presin
equivalente
Kpa (li/pie2)
6.4(21)
8.2(27)
9.8(32)
12.2(40)
14(45)
16(54)
20(65)
23(75)
63(9.1)
80(11.7)
96(13.9)
118(17.4)
137(19.5)
157(23.4)
196(28.2)
226(32.5)
3
4
5
6
Espesor mnimo de la cubierta (tc) del registro de
hombre
7
8
9
10
Espesor mnimo de la brida despus de
maquinada (tr) para el registro de hombre
500mm
(20pulg)
8(5/16)
10(3/8)
10(3/8)
11(7/16)
13(1/2)
13(1/2)
14(9/16)
16(5/8)
500mm
(20pulg)
6(1/4)
6(1/4)
6(1/4)
8(5/16)
10(3/8)
10(3/8)
11(7/16)
13(1/2)
600mm
(24pulg)
10(3/8)
11(7/16)
11(7/16)
13(1/2)
14(9/16)
14(9/16)
16(5/8)
18(11/16)
750mm
(30pulg)
11(7/16)
13(1/2)
14(9/16)
16(5/8)
16(5/8)
18(11/16)
19(3/4)
21(13/16)
900mm
(36pulg)
13(1/2)
14(9/16)
16(5/8)
18(11/16)
19(3/4)
21(13/16)
22(7/8)
24(15/16)
600mm
(24pulg)
6(1/4)
8(5/16)
8(5/16)
10(3/8)
11(7/16)
11(7/16)
13(1/2)
14(9/16)
750mm
(30pulg)
8(5/16)
10(3/8)
11(7/16)
13(1/2)
13(1/2)
14(9/16)
16(5/8)
18(11/16)
900mm
(36pulg)
10(3/8)
11(7/16)
13(1/2)
14(9/16)
16(5/8)
18(11/16)
19(3/4)
21(13/16)
Presin equivalente basada sobre la columna del agua.
Adicionar la corrosin permisible, ver apndice B listado b.
Nota.-ver Figura 1.8.
En lugar de usar la Figura 1.8 o el diseo por el estndar API-620 o equivalente, las bridas forjadas y
bridas ciegas forjadas pueden ser suministradas por el prrafo 2.1.5.
c) Boquillas en la envolvente.
Las boquillas deben estar de acuerdo con las Figuras 1.8, 1.9 y 1.10 y con las Tablas 1.8,
1.9 y 1.10, excepto para otras formas permitidas en el apndice B listado a). Las placas de
refuerzo de las boquillas deben llevar un agujero de aviso o testigo de DN 6 (NPS 1/4),
localizado sobre el eje horizontal y abierto a la atmsfera.
Sus detalles y dimensiones especificados aqu, deben ser para boquillas que tienen sus
ejes perpendiculares a la envolvente. Las boquillas pueden instalarse con sus ejes
formando un ngulo con la envolvente sobre el plano horizontal, diferente de 90,
siempre que el ancho de la placa de refuerzo (dimensin W, Figura 1.10 y Tabla 1.8) se
incremente en una cantidad tal, que la cuerda de la abertura en la placa de la envolvente
(dimensin DP, Figura 1.10 y Tabla 1.8) vaya aumentando conforme la abertura cambie
de circular a elptica.
Cuando se requieran tapas de placa (bridas ciegas) para las boquillas de la envolvente, su
espesor debe tener como mnimo, el anotado en la 2 columna de la Tabla 1.9. El refuerzo
adicional de las aberturas de las tapas o bridas ciegas debe limitarse a la mitad del
dimetro de la boquilla. El refuerzo adicional de las aberturas puede ser por medio de un
parche de placa o un incremento en el espesor de la tapa, pero en cualquier caso se debe
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina85
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
suministrar un rea adicional de refuerzo no menor del 50% del rea cortada para la
abertura en la tapa. Las boquillas para los agitadores pueden fijarse en las tapas.
Tabla 1.5 Dimensiones para el espesor del cuello del registro de hombre
Espesor de la
envolvente y placa de
refuerzo para registro
de hombre mm (pulg.)
tyT
5
6
8
10
11
12
14
16
18
19
21
22
24
25
27
28
30
32
33
34
36
40
(3/16)
(1/4)
(5/16)
(3/8)
(7/16)
(1/2)
(9/16)
(5/8)
(11/16)
(3/4)
(13/16)
(7/8)
(15/16)
(1)
(1-1/16)
(1-1/8)
(1-3/16)
(1-1/4)
(1-5/16)
(1-3/8)
(1-7/16)
(1-1/2)
mnimo espesor del cuello tn mm(pulg.) para el registro de hombre
500
mm
(20pulg)
600
mm
5
6
6
6
6
6
6
6
6
6
8
10
11
11
11
13
14
16
16
17
17
19
(3/16)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(5/16)
(3/8)
(7/16)
(7/16)
(7/16)
(1/2)
(9/16)
(5/8)
(5/8)
(11/16)
(11/16)
(3/4)
5
6
6
6
6
6
6
6
6
6
6
8
11
11
11
13
14
14
16
16
17
19
(24pulg)
(3/16)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(5/16)
(7/16)
(7/16)
(7/16)
(1/2)
(9/16)
(9/16)
(5/8)
(5/8)
(11/16)
(3/4)
775
mm
5
6
8
8
8
8
8
8
8
8
8
8
11
11
11
13
14
14
16
16
17
19
(30pulg)
(3/16)
(1/4)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(7/16)
(7/16)
(7/16)
(1/2)
(9/16)
(9/16)
(5/8)
(5/8)
(11/16)
(3/4)
900
Mm
5
6
8
10
10
10
10
10
10
10
10
10
11
11
11
13
14
14
16
16
17
19
(36pulg)
(3/16)
(1/4)
(5/16)
(3/8)
(3/8)
(3/8)
(3/8)
(3/8)
(3/8)
(3/8)
(3/8)
(3/8)
(7/16)
(7/16)
(7/16)
(1/2)
(9/16)
(9/16)
(5/8)
(5/8)
(11/16)
(3/4)
Si el espesor requerido de la placa de la envolvente es usado para la carga del producto y hidrosttica, el
excedente de espesor de la envolvente, dentro de una distancia vertical arriba y abajo de la lnea de centro
del agujero en la placa de la envolvente del tanque es igual a la dimensin del agujero de la placa de la
envolvente del tanque, puede ser considerado como refuerzo, y el espesor T de la placa de refuerzo del
registro de hombre puede ser reducido. En tales casos, el refuerzo y la soldadura de unin se sometern al
diseo de los lmites de refuerzo especificado para las aberturas de la envolvente.
b
Su refuerzo debe ser agregado si el espesor del cuello es menor que el mostrado en la columna. El mnimo
espesor del cuello ser el espesor de la placa de la envolvente o el espesor maquinado de la brida, el ms
delgado, pero en ningn caso el espesor construido del registro de hombre debe ser ms delgado que el
espesor solicitado. Si el espesor construido del cuello del registro de hombre es mayor que el mnimo
requerido, la placa de refuerzo puede ser disminuida de espesor.
c
Adicionar la corrosin permisible ver apndice B listado b.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina86
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Tabla 1.6 Dimetro del crculo de barrenos Db y Dimetro de la cubierta Dc para las
entradas de hombre en la envolvente
Tamao del registro de
hombre
DN
(NPS)
500 (20)
600 (24)
750 (30)
900 (36)
Dimetro del circulo de
barrenos Db
mm
(pulg.)
656 (26 )
756 (30 )
906 (36 )
1056 (42 )
Dimetro de la cubierta Dc
mm
(pulg.)
720 (28 )
820 (32 )
970 (38 )
1120 (44 )
Nota: Ver Figura 1.8.
Boquilla sencilla
Boquilla doble
Boquilla especial
Los barrenos para los tornillos deben estar desfasados con respecto a los ejes.
Boquillas, bridadas del tipo normal, DN 76 (NPS 3) o mayores.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina87
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Notas:
1. El lado de la junta para la cual seala la flecha es el lado ms cercano y el lado opuesto a este es el
lado ms lejano.
2. La soldadura del lado ms cercano y el lado ms lejano se hacen del mismo tamao a menos que se
indique otra manera.
3. Todas las soldaduras deben ser continuas y de las dimensiones que se hayan aceptado, si no se indica de
otra manera.
Figura 1.8 Boquillas en la envolvente (ver Tablas 1.7, 1.8 y 1.9)
Coples y accesorios bridados de DN19 a 51 (NPS3/4 a 2) inclusive en la envolvente.
Notas:
1) Ver Tabla 1.8, columna 6.
4) tmn. Debe ser el menor de los espesores correspondientes a 19 mm (3/4) o cualquier parte unida por
la soldadura del filete.
Figura 1.9 Boquillas en la envolvente (continuacin) (ver Tablas 1.7, 1.8 y 1.9)
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina88
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Nota: tn utiliza para dimensin de la soldadura corresponde al espesor mnimo de pared del tubo (ver
Tabla 1.7 y Tabla 1.8).
Figura 1.10 Bridas para boquillas en la envolvente (ver Tabla 1.9)
Tabla 1.7 Dimensiones para boquillas en la envolvente mm (pulg.) (Ver Figuras 1.8 y 1.9)
NPS
(Tamao
de la
boquilla)
Dimetro
exterior del
tubo
Espesor
nominal de la
pared del
tubo de la
boquillaa,b.
Dimetro del
agujero en la
Placa de
refuerzo.
tn
DR
1219(48)
1168(46)
1118(44)
1016(40)
965(38)
1067(42)
914(36)
864(34)
813(32)
762(30)
711(28)
660(26)
610(24)
559(22)
508(20)
457(18)
406(16)
356(14)
305(12)
254(10)
203(8)
152(6)
102(4)
76(3)
51(2)
38(1 )f
1f
1219(48)
1168(46)
1118(44)
1016(40)
965(38)
1067(42)
914(36)
864(34)
813(32)
762(30)
711(28)
660(26)
610(24)
559(22)
508(20)
457(18)
406(16)
356(14)
324(12)
273(10)
219(8 5/8)
168(6 5/8)
114(4 )
89(3 )
60(2 3/8)
48(1.9)
33.4(1.315)
26.7(1.05)
E
E
E
E
E
E
E
E
E
E
E
E
12.7(0.5)
12.7(0.5)
12.7(0.5)
12.7(0.5)
12.7(0.5)
12.7(0.5)
12.7(0.5)
12.7(0.5)
12.7(0.5)
10.97(0.432)
8.56(0.337)
7.62(0.3)
5.54(0.218)
5.08(0.2)
6.35(0.25)
5.54(0.218)
3g
108.0(4.250)
76.2(3.000)
63.5(2.500)
44.5(1.750)
35.0(1.375)
Cople
Cople
Cople
Cople
Cople
2f
31 1/2f
1f
3/4f
Longitud
entre lados
de la placab
de
refuerzo.
L=Do
Conexiones Bridadas
1222(481/8)
2455(96)
1172(461/8)
2355(92)
1121(441/8)
2255(88)
1019(401/8)
2050(80)
968(38 1/8)
1950(76)
1017(421/8)
2155(84)
918(36 1/8)
1850(72)
867(34 1/8)
1745(68)
816(32 1/8)
1645(64)
765(30 1/8)
1545(60)
714(28 1/8)
1440(56)
664(26 1/8)
1340(52)
613(24 1/8)
1255(49)
562(22 1/8)
1155(45)
511(20 1/8)
1055(41)
460(18 1/8)
950(37)
410(16 1/8)
850(33)
359(14 1/8)
750(29)
327(12 1/8)
685(27)
276(10 7/8)
585(23)
222(8 )
485(19)
171(6 )
400(15 )
117(4 5/8)
305(12)
92(3 5/8)
265(10 )
63(2 )
51(2)
Ancho de la
placa de
refuerzo
W
2970(117)
2845(112)
2725(107)
2485(97)
2355(92)
2065(102)
2235(88)
2115(83)
1995(78)
1865(73)
1745(68)
1625(64)
1525(60)
1405(55)
1285(50)
1160(45)
1035(40)
915(36)
840(33)
720(28)
590(23)
495(19)
385(15)
345(13)
Conexiones Roscadas
111.1(4 3/8)
285(11 )
360(14 )
79.4(3 1/8)
66.7(2 5/8)
47.6(1 7/8)
38.1(1 )
Facultad de Ingeniera Mecnica de la UMSNH.
Mnima
distancia
de la
envolvente
a la cara
de la brida
J
400(16)
400(16)
375(15)
375(15)
350(14)
375(15)
350(14)
325(13)
325(13)
300(12)
300(12)
300(12)
300(12)
275(11)
275(11)
250(10)
250(10)
250(10)
225(9)
225(9)
200(8)
200(8)
175(7)
175(7)
150(6)
150(6)
150(6)
150(6)
Mnima distancia del
fondo del tanque al
centro de la boquilla
Tipo
Tipo bajo
regular
HN
1325(52)
1275(50)
1225(48)
1125(44)
1075(42)
1175(46)
1025(40)
975(38)
925(36)
875(34)
825(32)
750(30)
700(28)
650(26)
600(24)
550(22)
500(20)
450(18)
425(17)
375(15)
325(13)
275(11)
225(9)
200(8)
175(7)
150(6)
150(6)
150(6)
1230(483/8)
1180(463/8)
1125(443/8)
1025(403/8)
975(383/8)
1075(423/8)
925(363/8)
875(343/8)
820(323/8)
770(303/8)
720(283/8)
670(263/8)
630(24)
580(22)
525(20)
475(18)
425(16)
375(14)
345(13)
290(11)
240(9)
200(7 7/8)
150(6)
135(5)
225(9)
175(7)
150(6)
125(5)
100(4)
145 (5 5/8)
Pgina89
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Notas:
a
Para tubo extra fuerte referirse al material ASTM A 53 o ASTM A 106 para otros espesores; sin embargo
el material para tubera debe ser conforme al prrafo 2.1.5.
b
El ancho de la placa de la envolvente ser suficiente para contener la placa de refuerzo y para
suministrar un claro para la junta circunferencial del anillo de la envolvente.
c
A menos que otra cosa se especifique por el cliente, la boquilla ser localizada a la mnima distancia
pero tambin se tendr el espacio requerido para soldar ver prrafo 1.2.2.4.
d
Las dimensiones HN dadas en esta tabla son solamente para el diseo de tanques del armados en taller;
referirse al prrafo 1.2.2.4, para determinar la mnima HN para el diseo de un tanque bsico.
e
Ver Tabla 1.9, columna 2.
f
Las boquillas y coples de DN 50 (NPS 2) y menores no requieren placa de refuerzo. El dimetro DR de la
placa de refuerzo y la soldadura A esta especificada en la Tabla No. 1.8 columna 6. La placa de refuerzo
puede ser usada si la contratista lo indica en un detalle.
g
Coples de DN 76 (NPS 3) se requiere placa de refuerzo.
h
Toda corrosin permisible especificada, ser acordada entre el comprador y el fabricante, se adicionara
a cualquier espesor mnimo mostrado o al mnimo espesor calculado por la presin de la tapa y fuerza
mecnica. En ningn caso el espesor ser menor que el espesor mnimo mostrado.
i
Referirse al numeral 1.2.2.4.
Tabla 1.8 Boquillas en la envolvente: espesores en tubo, placa y tamao de soldaduras mm
(pulg) (ver Figuras 1.8; y 1.9)
Espesor de la
envolvente y de la
placa de refuerzo
tyT
5
6
8
10
11
12.5
14
16
17
20
21
22
24
25
27
28
30
32
33
35
36
38
40
41
43
45
(3/16)
(1/4)
(5/16)
(3/8)
(7/16)
(1/2)
(9/16)
(5/8)
(11/16)
(3/4)
(13/16)
(7/8)
(15/16)
(1)
(1-1/16)
(1-1/8)
(1-3/16)
(1-1/4)
(1-5/16)
(1-3/8)
(1-7/16)
(1-1/2)
(1-9/16)
(1-5/8)
(1-11/16)
(1-3/4)
Espesor
mnimo de
pared de tubo
para boquillas
bridadas
tn
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
12.5
(1/2)
14
(9/16)
14
(9/16)
16
(5/8)
16
(5/8)
17
(11/16)
17
(11/16)
20
(3/4)
20
(3/4)
21
(13/16)
21
(13/16)
22
(7/8)
22
(7/8)
Dimetro mximo del
agujero en la placa de
la envolvente
(Dp)=dimetro exterior
del tubo mas estos
valores de columna
16
(5/8)
16
(5/8)
16
(5/8)
16
(5/8)
16
(5/8)
16
(5/8)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
20
(3/4)
Facultad de Ingeniera Mecnica de la UMSNH.
Tamao del
filete de
soldadura B
5
6
8
10
11
13
14
16
17
20
21
22
25
27
28
30
32
33
35
36
38
38
38
38
38
38
(3/16)
(1/4)
(5/16)
(3/8)
(7/16)
(1/2)
(9/16)
(5/8)
(11/16)
(3/4)
(13/16)
(7/8)
(1)
(1-1/16)
(1-1/8)
(1-3/16)
(1-1/4)
(1-5/16)
(1-3/8)
(1-7/16)
(1-1/2)
(1-1/2)
(1-1/2)
(1-1/2)
(1-1/2)
(1-1/2)
Tamao del filete de soldadura A
Boquillas mayores
Boquillas de DN
que DN 51
19, a 51.
(NPS 2)
(NPS a 2)
6
6
6
6
6
6
6
8
8
8
10
10
10
11
11
11
13
13
13
14
14
14
14
16
16
16
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(5/16)
(5/16)
(5/16)
(3/8)
(3/8)
(3/8)
(7/16)
(7/16)
(7/16)
(1/2)
(1/2)
(1/2)
(9/16)
(9/16)
(9/16)
(9/16)
(5/8)
(5/8)
(5/8)
6
6
6
6
6
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
(1/4)
(1/4)
(1/4)
(1/4)
(1/4)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
(5/16)
Pgina90
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Tabla 1.9 Dimensiones para bridas de boquillas en la envolvente mm (pulg)
B1 = Dimetro interior del tubo.
E = Dimetro exterior del tubo + 2t n.
c
E1 = Dimetro exterior del tubo.
d
Corrosin permisible, si se especifica, no debe ser agregada al espesor de la brida y cubierta (tapa)
cumpliendo con el ASME B16.5 clase 150, ASME
B16.1 clase 125, y bridas ASME B16.47 o sus equivalentes.
b
Nota: Ver Figura 1.10. Las dimensiones indicadas para las bridas deslizables y cuello soldable en 38 (1.5)
hasta DN (NPS) 508 (20) y 610 (24), son idnticas a las bridas de acero forjado clase 150 especificadas en
el ASME B16.5 o equivalente. Las dimensiones indicadas para bridas en DN (NPS) 1219 (48), 1067
(42), 914 (36) y 762 (30) estn de acuerdo con las bridas clase 125 de hierro fundido del ASME B16.1 o
equivalente. Las dimensiones para las bridas grandes pueden conformarse a la serie B del ASME B16.47 o
equivalente.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina91
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
APNDICE C
TECHO
Registros de hombre y boquillas en el techo.
Deben estar de acuerdo con la Figura 1.11 y con la Tabla 1.11. Si se espera se efecten
trabajos a travs de estos registros mientras el tanque est en operacin, se recomienda se
refuerce la estructura del techo alrededor de los registros de hombre y boquillas.
Tabla 1.10 Registros de hombre en el techo (ver Figura 1.11) Dimensiones en mm (pulg.)
Tamao del
registro
Dimetro
del cuello
(D.I.)
Dimetro de
la tapa
(DC)
Dimetro del
circulo de
tornillos
(DB)
Numero
de
tornillos
Dimetro del tanque
(D.I.)
(D.E.)
500
(20)
500
(20)
650
(26)
590
(23)
16
500
(20)
650
(26)
600
(24)
600
(24)
750
(30)
690
(27)
20
600
(24)
750
(30)
Dimetro
del
agujero en
al placa
del techo o
en la placa
de
refuerzo
(DP)
515 (20
5/8)
615 (24
5/8)
Dimetro
exterior de
la placa de
refuerzo
(DR)
1050
(42)
1150
(46)
La tubera puede ser usada para cuellos, provisto de un espesor de pared mnimo nominal de 6 mm (1/4
pulg.).
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina92
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Base para registro de hombre sin refuerzo en el
Figura 1.11 Registro de hombre en el techo (ver Tabla 1.10)
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina93
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Boquilla con placa de refuerzo.
Base de la boquilla sin placa de refuerzo.
Nota:
Cuando la boquilla de techo se usa para venteo, el cuello puede cortarse al nivel del techo exterior.
Figura 1.12 Conexiones bridadas en el techo (ver Tabla 1.11)
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina94
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Tabla 1.11 Boquillas bridadas en el techo. Dimensiones en mm (pulg.) (ver Figura 1.12)
Dimetro
nominal de la
boquilla
38
50
76
100
150
200
250
300
(1 )
(2)
(3)
(4)
(6)
(8)
(10)
(12)
Dimetro
exterior del
cuello (D.E)
48.3
60.3
88.9
114.3
168.3
219.1
273.0
323.8
(1.900)
(2 3/8)
(3 )
(4 )
(6 5/8)
(8 5/8)
(10 )
(12 )
Dimetro del
agujero en la
placa del techo
o en la de
refuerzo (DP)
50
(2)
65
(2 )
92
(3 5/8)
120
(4 5/8)
170
(6 )
225
(8 7/8)
280
(11)
330
(13)
Altura mnima
de la boquilla
(H)
150
150
150
150
150
150
200
200
(6)
(6)
(6)
(6)
(6)
(6)
(8)
(8)
Dimetro
exterior de la
placa de
refuerzo (DR)
125
175
225
275
375
450
550
600
(5)
(7)
(9)
(11)
(15)
(18)
(22)
(24)
Nota: No se requiere placa de refuerzo para boquillas de DN 150 (NPS 6) y menores, a menos que el
cliente especifique lo contrario.
Tabla 1.12 Boquillas roscadas en el techo. Dimensiones en mm (pulg.) (Ver Figura 1.13)
Dimetro nominal
de la boquilla
19
25
38
50
76
100
150
200
250
300
(3/4)
(1)
(1 )
(2)
(3)
(4)
(6)
(8)
(10)
(12)
Dimetro nominal
del cople
19
25
38
50
76
100
150
200
250
300
(3/4)
(1)
(1 )
(2)
(3)
(4)
(6)
(8)
(10)
(12)
Dimetro del agujero
en la placa del techo o
en la de refuerzo (Dp)
36
44
60
76
105
135
192
250
305
360
(1-7/16)
(1-23/32)
(2-11/32)
(3)
(4-1/8)
(5-11/32)
(7-17/32)
(9-7/8)
(12)
(14-1/4)
Dimetro exterior
de la placa de
refuerzo
(DR)
100
(4)
110
(4 )
125
(5)
175
(7)
225
(9)
275
(11)
375
(15)
450
(18)
550
(22)
600
(24)
Nota: No se requiere placa de refuerzo para boquillas de DN 150 (NPS 6) y menores, a menos que el
cliente especifique lo contrario.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina95
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Boquilla con placa de refuerzo.
Boquilla sin placa de refuerzo.
Nota:
Cuando la boquilla del techo se usa para venteo, el cuello puede cortarse al nivel del techo exterior.
Figura 1.13 Conexiones roscadas en el techo (ver Tabla 1.12 y apndice B listado de
Conexiones roscadas)
Tabla 1.13 Sumideros para drenaje. Dimensiones en mm (pulg.)
Dimet
ro de la
boquill
a
Dimetro
del
suministro
mm (pulg.)
A
Profundidad
del suministro
mm (pulg.)
B
Distancia
del centro
del tubo a la
envolvente
m (ft)
C
50(2)
76(3)
100(4)
150(6)
610(24)
910(36)
1220(48)
1520(60)
300(12)
450(18)
600(24)
900(36)
1.1(3 )
1.5(5)
2.1(6 )
2.6(8 )
Facultad de Ingeniera Mecnica de la UMSNH.
Espesor
de las
placas en
el
sumidero
mm
(pulg.)
t
8(5/16)
10(3/8)
10(3/8)
11(3/8)
Espesor mnimo
de la tubera
interior
Espesor
mnimo de
cuello de
boquilla
5.54(0.218)
6.35(0.25)
6.35(0.25)
6.35(0.25)
5.54(0.218)
7.62(0.300)
8.56(0.337)
10.97(0.432)
Pgina96
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
APNDICE D
MATERIALES
Tabla 2.1 Materiales para la fabricacin de tanques de almacenamiento
ESPECIFICACIN DE
MATERIAL
OBSERVACIONES
ASTM A 36 / A 36M
------
MXIMO ESPESOR DE
PLACA
mm
(pulg.)
40
(1)
ASTM A 131 / A 131M
ASTM A 283 / A 283M
A
B
CS
EH 36
C
12,5
25
40
45
25
ASTM A 285 / A 285M
25
(1)
ASTM A 516 / A 516M
55 (380)
60 (415)
65 (450)
70 (485)
1
2
40
(1)
45
(1)
Placas de acero al carbono-manganeso-silicio
tratadas trmicamente, para recipientes a presin.
ASTM A 573 / A 573M
58 (400)
65 (450)
70 (485)
40
(1)
Placas de acero al carbono con tenacidad
mejorada.
ASTM A 633 / A 633M
C
D
45
(1)
Placa de acero de aleacin estructural
normalizado, para servicios bajos -45 C (50F)
de temperatura ambiental
ASTM A 662 / A 662M
B
C
40
(1)
ASTM A 678 / A 678M
A
B
40
(1)
45
(1)
Placa de acero al carbono-manganeso-silicio para
recipientes a presin en servicio de baja y
moderada temperatura -46 a -60 C (-5 a -75F).
Placa de acero de aleacin estructural, con
proceso de recocido y templado.
ASTM A 737 / A 737M
40
(1)
ASTM A 841 / A 841M
A Clase 1
B Clase 2
40
(1)
38W (260W)
44W (300W)
50W (350W)
38WT (260WT)
44WT (300WT)
50WT (350WT)
25
25
45
40
40
50
(1)
(1)
(1)
(1)
(2)
E275 C y D
E355 C y D
40
(1)
45
(1)
ASTM A 537 / A 537M
CSA G40.21
ISO 630
GRADO
()
(1)
(1)
(1)
(1)
(1)
Facultad de Ingeniera Mecnica de la UMSNH.
Cuando se indique en este documento y el cliente
lo apruebe por escrito.
Acero estructural para embarcaciones. Calidad
estructural nicamente.
Placa de acero al carbono de calidad estructural
de aplicacin general.
Placa de acero al carbono, con esfuerzos de
tensin bajos e intermedios, para soldaduras de
fusin en recipientes a presin.
Placa de acero al carbono para recipientes a
presin en servicios de baja y moderada
temperatura.
Placa de acero de aleacin, para recipientes a
presin soldados y componentes de tuberas.
Placa de acero producida por el proceso de
control termo-mecnico (TMCP), para
recipientes a presin soldados.
Acero estructural. Los grados W pueden ser
semicalmados o totalmente calmados. Los aceros
totalmente calmados fabricados con grano fino
como prctica deben ser especificados cuando se
requieran. La adicin de elementos para refinar
el grano o aumentar su resistencia esta limitada a
la Tabla35. Para placas, la resistencia a la tensin
debe ser de 1406 kg/cm2 (20 Kpsi) arriba de la
mnima indicada por el grado.
Aceros estructurales.
Pgina97
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Tabla 2.2 Grupo de Materiales ASTM o equivalente, SI Unidades (ver nota 1)
Grupo I
Tal como se rol
Semicalmado
Grupo II
Tal como se rol,
Calmado o
Semicalmado
Material
Notas
Material
Notas
Grupo III
Tal como se rol,
Calmado
Prctica de grano fino
Grupo III A
Normalizado Calmado
Prctica de Grano
Material
Material
Notas
Fino
Notas
A 283M Gr. C 2
A 131M Gr. B 7
A 573M Gr. 400
A 131M Gr. CS
A 285M Gr. C 2
A 36M 2, 6
A 516M Gr. 380
A 573M Gr. 400 10
A 131M Gr. A 2
G40.21-260W
A 516M Gr. 415
A 516M Gr. 380 10
G40.21-260W 1, 8, 14
A 516M Gr. 415 10
A 36M 2, 3
G40.21-260W 1, 9, 10,
14
Grupo IV
Tal como se rol,
Calmado
Prctica de Grano
Grupo IV A
Tal como se rol,
Calmado
Prctica de Grano
Fino
Fino
Material
Notas
Material
Notas
Grupo V
Normalizado Calmado
Prctica
de Grano Fino
Grupo V
Normalizado Calmado
Prctica
de Grano Fino
Material
Material
Notas
Notas
A 573M Gr. 450
A 662M Gr. C
A 573M Gr. 485 10
A 131M Gr. EH 36
A 573M Gr. 485
A 573M Gr. 485 11
A 516M Gr. 450 10
A 633M Gr. C
A 516M Gr. 450
G40.21 Gr. 300W 9, 11
A 516M Gr. 485 10
A 633M Gr. D
A 516M Gr. 485
G40.21 Gr. 350W 9, 11
G40.2 Gr. 300W 9, 10
A 537M Clase 1
G40.21 Gr. 350W 9, 10
A 537M Clase 2 13
A 662M Gr. B
G40.21 Gr. 300W 9
A 678M Gr. A
G40.21 Gr. 350W 9
A 678M Gr. B 13
E 275 4, 9
A 737M Gr. B
E 355 9
A 841 M, Grado A,
Clase 1 12, 13,14
Notas: ASTM
1) Para la mayora de los nmeros de la especificacin del material enlistado, se debe referir a las
especificaciones ASTM (incluyendo grado o clase); sin embargo hay algunas excepciones: G40.21
(incluyendo grado) que es una especificacin CSA; los grados E 275 y E 355 (incluye calidad) estn dentro
del ISO 630.
2) Debe ser semicalmado o calmado.
3) Espesores < 20 mm.
4) Mximo contenido de manganeso 1,5%.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina98
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
5) Para espesores mximos de 20 mm cuando el rolado del acero est controlado, se puede usar en lugar
de acero normalizado.
6) El contenido de manganeso por anlisis de colada debe ser 0,801,2% para espesores mayores de 20
mm, excepto que por cada reduccin de 0,01% abajo del carbn mximo especificado, se permite un
incremento del 0,06% de manganeso arriba del mximo especificado hasta un mximo de 1,35%.
Espesores < 20 mm deben tener un contenido de manganeso de 0,81,2% por anlisis de colada.
7) Espesores < 25 mm.
8) Debe ser calmado.
9) Debe ser calmado y como prctica fabricado con grano fino.
10) Debe ser normalizado.
11) Debe tener una composicin qumica (en caliente) modificada con un contenido mximo de carbono de
0,20% y un contenido mximo de manganeso de 1,60%.
12) Producida con Control del Proceso Trmico-Mecnico (TMCP).
13) Cuando en ensambles se utiliza relevado de esfuerzos, los aceros templados y revenidos tales como A
537 Cl 2 y A 678 Gr. B, y el acero A 841 con TMCP se deben representar por medio de probetas que han
sido sometidas al mismo tratamiento trmico que se utiliza para el ensamble.
Tabla 2.3 Clasificacin de los electrodos AWS o equivalente
Clave
E6010
E6011
E6012
E6013
E6019
E6020
E6022
E6027
E7014
E7015
E7016
E7018
E7024
E7027
E7028
E7048
Tipo de cubierta
Alta Celulosa Sdica
Alta Celulosa Potsica
Alto Titanio Sdico
Alto Titanio Potasio
Oxido de Hierro y Titanio Potsico
Alto Oxido de Hierro
Alto Oxido de Hierro
Polvo de Hierro, Oxido de Hierro
Polvo de Hierro, Titanio
Sodio al Bajo Hidrgeno
Potasio al Bajo Hidrgeno
Polvo de Hierro, Bajo Hidrgeno
Polvo de Hierro, Titanio
Polvo de Hierro, Alto Oxido de Hierro
Polvo de Hierro, Bajo Hidrgeno
Potasio al Bajo Hidrgeno, Polvo de
Hidrgeno
Posicin de la soldadura
P, V, SC, H.
P, V, SC, H.
P, V, SC, H.
P, V, SC, H.
P, V, SC, H.
Filetes horizontales, P
P
Filetes horizontales, P
P, V, SC, H.
P, V, SC, H.
P, V, SC, H.
P, V, SC, H.
P, Filetes horizontales
Filetes horizontales, P
P, Filetes horizontales
P, V, SC, H.
Tipo de corriente elctrica
CD con polaridad invertida
CA o CD con polaridad invertida
CA o CD sin cambio de polaridad
CA o CD con cualquier polaridad
CA o CD con cualquier polaridad
CA o CD sin cambio de polaridad
CA o CD con cualquier polaridad
CA o CD sin cambio de polaridad
CA o CD con cualquier polaridad
CD con polaridad invertida
CA o CD con polaridad invertida
CA o CD con polaridad invertida
CA o CD con cualquier polaridad
CA con cualquier polaridad
CA o CD con polaridad invertida
CA o CD con cualquier polaridad
Notas:
1 Las posiciones de la soldadura son: P = Plana; H = Horizontal; SC = SobreCabeza; V = Vertical.
2. En las posiciones verticales y sobrecabeza slo se puedan emplear electrodos de 5mm (3/16 pulg.) y
menores, excepto en el caso de los electrodos E7014, E7015, E7016 y E7018 donde nicamente se pueden
usar electrodos de 4 mm (5/32 pulg.) y menores.
3. Polaridad invertida significa que el electrodo es positivo. Sin cambio de polaridad significa que el
electrodo es negativo.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina99
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
BIBLIOGRAFA
Cdigo ASME SECC. VIII DIV.1; Pressure Vessels.
Cdigo ASME SECC. II; Materials
Cdigo ASME SECC. IX; Boiler and Pressure Vessels committee subcommittee
on welding.
Norma ANSI B31.3; Tuberas para plantas qumicas y refinado de petrleo.
Norma API 650; Welded Steel Tanks for Oil Storage.
Norma API 620; Desing and Constrution of Large, Welded, Low-Pressure
Storage Tanks.
Norma AWS
Norma ASTM
Norma PEMEX-NRF-113
Manual de construccin de acero, Instituto Mexicano de la construccin de Acero,
2 Edicin, volumen 1, Editorial: Limusa.
Manual de construccin de acero, Instituto Mexicano de la construccin de Acero,
2 Edicin, volumen 2, Editorial: Limusa.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina100
Diseo Mecnico de un Tanque Atmosfrico Para Almacenamiento de Butanol 70.
Manual de Diseo, Fernando Tavera Montiel, Jorge A. Moreno Gonzlez, 3
Edicin, volumen 1, Editorial: UMSNH
Manual de Diseo, Fernando Tavera Montiel, Jorge A. Moreno Gonzlez, 3
Edicin, volumen 2, Editorial: UMSNH
Manual de construccin de acero, Altos Hornos de Mxico S.A., 2 Edicin.
Manual AHMSA.
Manual del Ingeniero Mecnico, Marks, Revisado 2003, Editorial: Mc Graw-Hill
Manual del Ingeniero de Planta, Robert C. Rosaler, 2 Edicin en espaol,
Editorial: Mc Graw-Hill
Mecnica de materiales, Ferdinand P. Beer, E. Russel Johnston Jr., ltima
edicin, Editorial: Mc Graw-Hill.
Resistencia de materiales, Ferdinand L. Singer, 2 Edicin, revisada, Editorial:
HARLA.
Facultad de Ingeniera Mecnica de la UMSNH.
Pgina101
You might also like
- Cálculos y de Dimensionado de Tanques PDFDocument55 pagesCálculos y de Dimensionado de Tanques PDFRuben Pichilingue100% (1)
- PRESENTACIONDocument351 pagesPRESENTACIONPercyAlexanderNo ratings yet
- Memoria de Calculo Estanques SerenorDocument11 pagesMemoria de Calculo Estanques SerenorWilliam Hernán Acuña VNo ratings yet
- Norma ASMEDocument18 pagesNorma ASMEBennett Valverde Cristian Jairo100% (1)
- Tesis de GraduaciónDocument232 pagesTesis de GraduaciónBrunoNo ratings yet
- Tanque MetalicoDocument42 pagesTanque MetalicoLuis Fernando Castrillón MadrigalNo ratings yet
- 251 Diseno Hidraulico Emisario TerrestreDocument24 pages251 Diseno Hidraulico Emisario Terrestre22091971No ratings yet
- Cálculo de tanque de 100 mil galones EPN-APC CorintoDocument31 pagesCálculo de tanque de 100 mil galones EPN-APC CorintoNikita OstrovkiNo ratings yet
- ASME 8 y 9Document67 pagesASME 8 y 9FranciscoNo ratings yet
- Sobre Espesores EstimadosDocument3 pagesSobre Espesores Estimadosmarcos.sarzuriNo ratings yet
- Diseño de Un Tanque Cilíndrico A PresiónDocument23 pagesDiseño de Un Tanque Cilíndrico A PresiónFlorenciaGarciaNo ratings yet
- MEMORIA DE CALCULO TANQUE CONDENSADOS BAXTER (Dic-14-12) Rev-0Document53 pagesMEMORIA DE CALCULO TANQUE CONDENSADOS BAXTER (Dic-14-12) Rev-0MarlonDinasNo ratings yet
- Proteccion Catodica para Estanques EnterradosDocument7 pagesProteccion Catodica para Estanques EnterradosAlex BarreraNo ratings yet
- Adelantos Tanque A PresionDocument26 pagesAdelantos Tanque A PresionGabriel RuizNo ratings yet
- Memoria de Calculo TanqueDocument19 pagesMemoria de Calculo TanqueAlvaro E. Ruiz HerreraNo ratings yet
- Api650 FinalDocument12 pagesApi650 FinalSebastian AlarconNo ratings yet
- MC Caseta de TelemetríaDocument50 pagesMC Caseta de Telemetríaricardoguerra91No ratings yet
- Memoria de Calculo Estanque AceroDocument39 pagesMemoria de Calculo Estanque AceroRuperto BravoNo ratings yet
- Tanque de CombustibleDocument18 pagesTanque de CombustibleJhon ManyaNo ratings yet
- Calculo de Anodo de Sacrificio Mejico.Document16 pagesCalculo de Anodo de Sacrificio Mejico.VORHABENNo ratings yet
- TanquesDocument82 pagesTanquesJonathanCeli100% (2)
- Presentacion de Trinity Industries de MexicoDocument72 pagesPresentacion de Trinity Industries de MexicoLIZGASPAR100% (1)
- Diseño de Tanques de AlmacenamientoDocument11 pagesDiseño de Tanques de AlmacenamientoAlexis Alvarado Cortez100% (2)
- Criterios para El Diseno de Tanques de Almacenamiento de HidrocarburosDocument7 pagesCriterios para El Diseno de Tanques de Almacenamiento de HidrocarburosRoberth RamirezNo ratings yet
- MD Gas CC Crepuscular 03-02-18Document8 pagesMD Gas CC Crepuscular 03-02-18Alexis PradoNo ratings yet
- Cimentacion. Tanque de Recepcion Destilado. Capacidad 10.000 m3. RevDocument13 pagesCimentacion. Tanque de Recepcion Destilado. Capacidad 10.000 m3. RevAbel Angel PesceNo ratings yet
- 2-Anejos 11-26Document402 pages2-Anejos 11-26Jorge David Vallejo EspinozaNo ratings yet
- Sistema de Almacenamiento de CombustibleDocument10 pagesSistema de Almacenamiento de CombustibleErick Alegría AcevedoNo ratings yet
- MC Agua BarakaDocument6 pagesMC Agua BarakaPIERO ORLANDO SÁNCHEZ PACORANo ratings yet
- Asignacion 2 Grupo 1NI241 AAAM PDFDocument7 pagesAsignacion 2 Grupo 1NI241 AAAM PDFMafe AgudeloNo ratings yet
- Apuntes - de - Obras - Hidraulica 006Document15 pagesApuntes - de - Obras - Hidraulica 006sergio enriquezNo ratings yet
- Diseño de Tanques ASMEDocument18 pagesDiseño de Tanques ASMEMARIA ELIZABETH GOMEZ ORTIZ100% (1)
- Curso Criterios de Aceptacion Medicion de Espesores e Integridad YpfbDocument139 pagesCurso Criterios de Aceptacion Medicion de Espesores e Integridad Ypfbvticonaq06100% (1)
- PRIMER AVANCE SOLDADURA TIF ParcialDocument29 pagesPRIMER AVANCE SOLDADURA TIF ParcialJuan Requejo ZevallosNo ratings yet
- Diseño de Tanque RectangularDocument0 pagesDiseño de Tanque RectangularChristian HinostrozaNo ratings yet
- DISEÑO PARA LA CONSTRUCCION DE UN GASODUCTO CamilaDocument48 pagesDISEÑO PARA LA CONSTRUCCION DE UN GASODUCTO CamilaNicolas Lopez Barrancos100% (1)
- Código ASMEDocument8 pagesCódigo ASMEBrandonOrozcoNo ratings yet
- Cotización PTAP Zona Central 2x3.150m3Document13 pagesCotización PTAP Zona Central 2x3.150m3MyR Bogotá- EABNo ratings yet
- Diseño de Un Recipiente A Presion GNVDocument13 pagesDiseño de Un Recipiente A Presion GNVAngella Zapata SichezNo ratings yet
- Diseño de tanques de gasolina mediante la norma API 650Document35 pagesDiseño de tanques de gasolina mediante la norma API 650Pedro Alcarraz RojasNo ratings yet
- Presentacion Codigo ASMEDocument65 pagesPresentacion Codigo ASMELUISA ARIAS100% (1)
- Informe Técnico BailacDocument18 pagesInforme Técnico BailacJavier CasanovaNo ratings yet
- Proteccion Anodica y Catodica - 1Document0 pagesProteccion Anodica y Catodica - 1hecalfaloNo ratings yet
- Diseño tanque mezclador metanol 3 corrientesDocument11 pagesDiseño tanque mezclador metanol 3 corrientesEverardo EscobedoNo ratings yet
- Anexo Memoria de Calculo EASDocument39 pagesAnexo Memoria de Calculo EASclaudiovalenzuelaNo ratings yet
- Criterios de Diseño Del GasoductoDocument10 pagesCriterios de Diseño Del GasoductoAndresNo ratings yet
- Diseño de Tanque Contenedor de Aceite de PescadoDocument30 pagesDiseño de Tanque Contenedor de Aceite de PescadoGJ Vargas100% (1)
- Perforación de pozos petroleros marinosFrom EverandPerforación de pozos petroleros marinosRating: 4.5 out of 5 stars4.5/5 (2)
- Guía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarFrom EverandGuía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarRating: 3.5 out of 5 stars3.5/5 (4)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónFrom EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónRating: 5 out of 5 stars5/5 (1)
- Perforación con tubería de revestimiento en la construcción del hoyo superficial en campos petrolerosFrom EverandPerforación con tubería de revestimiento en la construcción del hoyo superficial en campos petrolerosRating: 5 out of 5 stars5/5 (3)
- Ingeniería química. Soluciones a los problemas del tomo IFrom EverandIngeniería química. Soluciones a los problemas del tomo INo ratings yet
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteFrom EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteNo ratings yet
- PM-200910-DB-0001 - DISEÑO DE TUBERIAS Y FLEXIBILIDAD Rev. 0Document32 pagesPM-200910-DB-0001 - DISEÑO DE TUBERIAS Y FLEXIBILIDAD Rev. 0luisleon03086667% (3)
- Ingenieria Basica y de DetalleDocument38 pagesIngenieria Basica y de DetalleEnrique PauliniNo ratings yet
- Karol Corrales Parte IIDocument100 pagesKarol Corrales Parte IIerwinchoqueNo ratings yet
- HAzopDocument49 pagesHAzopDave CNo ratings yet
- Control TransferenciqCrudoPesadoDocument167 pagesControl TransferenciqCrudoPesadoEnrique PauliniNo ratings yet
- Sistemas de Seguridad y Proteccion de GNLDocument96 pagesSistemas de Seguridad y Proteccion de GNLJuan Manuel Lopez VillegasNo ratings yet
- HAzopDocument49 pagesHAzopDave CNo ratings yet
- Calculo Hidraulico de Tuberias PDVSADocument128 pagesCalculo Hidraulico de Tuberias PDVSAapi-375357891% (44)
- Análisis de Riesgos en Espacios Confinados en Refinerías de PetróleoDocument12 pagesAnálisis de Riesgos en Espacios Confinados en Refinerías de PetróleoEnrique PauliniNo ratings yet
- Tesis Ing Univ Carabobo Diseño ScadaDocument229 pagesTesis Ing Univ Carabobo Diseño ScadaMasssaiNo ratings yet
- NTP - 333 Análisis Probabilístico de Riesgos - Árbol de Fallos y ErroresDocument9 pagesNTP - 333 Análisis Probabilístico de Riesgos - Árbol de Fallos y ErroresHector LeonNo ratings yet
- Curso BiodieselDocument33 pagesCurso BiodieselDiego OcañoNo ratings yet
- ENAP VariablCriticaCOKERDocument178 pagesENAP VariablCriticaCOKEREnrique PauliniNo ratings yet
- NTP - 333 Análisis Probabilístico de Riesgos - Árbol de Fallos y ErroresDocument9 pagesNTP - 333 Análisis Probabilístico de Riesgos - Árbol de Fallos y ErroresHector LeonNo ratings yet
- 4 Integridad-mecanicaEquiposCriticosDocument20 pages4 Integridad-mecanicaEquiposCriticosEnrique PauliniNo ratings yet
- 304 Norma Isa PidDocument0 pages304 Norma Isa PidBrenda PascacioNo ratings yet
- E Specific Tec Nic Prueba Hi Do Static ADocument12 pagesE Specific Tec Nic Prueba Hi Do Static AEnrique PauliniNo ratings yet
- Plantas Satélites de Gas Natural LicuefactadoDocument25 pagesPlantas Satélites de Gas Natural LicuefactadoEnrique PauliniNo ratings yet
- NRF - 16 Diseño de Redes ContraincendioDocument80 pagesNRF - 16 Diseño de Redes ContraincendioJuan Carlos Perez Matias100% (1)
- Biodiesel especificacionesDocument0 pagesBiodiesel especificacionesEnrique Paulini100% (2)
- Yacimientos de GasDocument22 pagesYacimientos de GasD'Monthy José Salcedo RosasNo ratings yet
- Almacenamiento de GNLDocument5 pagesAlmacenamiento de GNLEnrique Paulini100% (1)
- Curso BiodieselDocument33 pagesCurso BiodieselDiego OcañoNo ratings yet
- Inspeccion de DuctoDocument17 pagesInspeccion de DuctoCarlos Arturo Paima MezaNo ratings yet
- Curso BiodieselDocument33 pagesCurso BiodieselDiego OcañoNo ratings yet
- Valvulas SDVDocument94 pagesValvulas SDVNAO_198No ratings yet
- NRF - 16 Diseño de Redes ContraincendioDocument80 pagesNRF - 16 Diseño de Redes ContraincendioJuan Carlos Perez Matias100% (1)
- Memoria FoerDocument2 pagesMemoria FoerEnrique PauliniNo ratings yet
- Recuperación Mejorada de Petróleo (Eor)Document65 pagesRecuperación Mejorada de Petróleo (Eor)César Barrera100% (1)
- Product Data Sheet Enardo 7 Series BR Apagallamas de Deflagración Datasheet Fisher Es 2125288Document4 pagesProduct Data Sheet Enardo 7 Series BR Apagallamas de Deflagración Datasheet Fisher Es 2125288esteban casanovaNo ratings yet
- Siemens InstruDocument190 pagesSiemens InstruSebastian ISNo ratings yet
- D03C SpaDocument4 pagesD03C SpaMarcelo ResckNo ratings yet
- Fábrica de Bridas en Avellaneda Con Bridas SurDocument2 pagesFábrica de Bridas en Avellaneda Con Bridas SurAdrian Matias UrresNo ratings yet
- PumpSelectionGuide LA ES PDFDocument24 pagesPumpSelectionGuide LA ES PDFÁlvaro OleasNo ratings yet
- Listado Normas Une-En 2014-09 Doce Equipos A PresiónDocument17 pagesListado Normas Une-En 2014-09 Doce Equipos A PresiónbartolomeperezNo ratings yet
- Reglamento de La Norma API 650 y Sus Consideraciones (DIA 2)Document66 pagesReglamento de La Norma API 650 y Sus Consideraciones (DIA 2)FabriDiseSoluNo ratings yet
- MRIC V4 2016.en - EsDocument10 pagesMRIC V4 2016.en - EsMarcoVilla93No ratings yet
- Catalago para Tuberías Ranuradas-Vitaulic PDFDocument316 pagesCatalago para Tuberías Ranuradas-Vitaulic PDFgilmer100% (1)
- Procedimiento de PruebaDocument9 pagesProcedimiento de PruebaforcesabcdNo ratings yet
- CONTRATO ACTUALIZACIÓN PIPING CLASSDocument47 pagesCONTRATO ACTUALIZACIÓN PIPING CLASSLuis Fernando Alcala100% (3)
- Bridas y Longitudes de EsparragosDocument26 pagesBridas y Longitudes de EsparragosFrankie Villegas Sandoval67% (3)
- Guia para Identificar ConexionesDocument28 pagesGuia para Identificar ConexionesCristian Cornejo AguileraNo ratings yet
- CM1 08Document28 pagesCM1 08Emilio De Jesus Velazquez BeltranNo ratings yet
- Guia de Mantenimiento Planta CompresoraDocument50 pagesGuia de Mantenimiento Planta Compresoraviteliomolero7896100% (1)
- 4100C Nuevo x7Document3 pages4100C Nuevo x7teonesalazarNo ratings yet
- Técnicas para Unir Piezas de MaderaDocument21 pagesTécnicas para Unir Piezas de MaderaJose JuarezNo ratings yet
- Válvula de RetencionDocument2 pagesVálvula de RetencionMaleja Pinzon VivasNo ratings yet
- MS 02 170Document24 pagesMS 02 170Alcides Llanque ChoqueNo ratings yet
- Union de Desmontaje Autoportante - FUMOSACDocument1 pageUnion de Desmontaje Autoportante - FUMOSACRai GodierNo ratings yet
- RF VALVE IOM Manual de Instrucciones y MantenimientoDocument26 pagesRF VALVE IOM Manual de Instrucciones y MantenimientogicntNo ratings yet
- Catalogo de Tuberias y Conexiones HDDocument46 pagesCatalogo de Tuberias y Conexiones HDMatsoy Rojas RosasNo ratings yet
- Conexión de Momento Soldada Con Brida Sin Refuerzo de La Web 1Document18 pagesConexión de Momento Soldada Con Brida Sin Refuerzo de La Web 1eddyson1095100% (1)
- Tabla de Criterios de Aceptacion Bajo El Codigo Asme Seccion Viii Division 1 - 2004 (Reglas para La Contruccion de Recipientes A Presion)Document8 pagesTabla de Criterios de Aceptacion Bajo El Codigo Asme Seccion Viii Division 1 - 2004 (Reglas para La Contruccion de Recipientes A Presion)Fabian Rojas Pineda92% (12)
- Especificaciones Técnicas de Tuberias HpdeDocument39 pagesEspecificaciones Técnicas de Tuberias HpdeEdwin Ronald ChukeNo ratings yet
- Manual de Instalacion Blutop 3Document24 pagesManual de Instalacion Blutop 3Elder Marin CabreraNo ratings yet
- Torque para TornillosDocument35 pagesTorque para TornillosCatriel1972100% (1)
- Construccion de Una Red de Aire ComprimidoDocument17 pagesConstruccion de Una Red de Aire ComprimidoLucas PaglieriNo ratings yet
- Procedimiento de Prueba Hidrostatica y Neumatica A Tuberias y Valvulas.Document14 pagesProcedimiento de Prueba Hidrostatica y Neumatica A Tuberias y Valvulas.Luis Alberto Guerra RiveraNo ratings yet
- Uniones 1 PDFDocument11 pagesUniones 1 PDFvon_WerraNo ratings yet